Содержание
- Сварочная дуга: все, что вы хотели знать
- Сварочная дуга: определение
- Суть и строение дуги
- Виды сварочной дуги
- При каких условиях горит дуга
- Особенности дуги
- Вместо заключения
- Сварочная дуга
- Что такое сварочная дуга ее определение
- Природа и строение
- Разновидности
- Условия горения
- Возникновение
- Чем определяется мощность сварочной дуги
- Продолжительность разряда
- Температурные зоны
- Вольт амперная характеристика
- Особенности
- Область применения
- Электрическая дуга: сила разряда в действии
- Температура электрической дуги, ее воздействие .
- Возникновение электрической дуги
- Длина дуги, кратер, провар.
- Хорошая и плохая сварочная дуга, как отличить? Полезные советы.
- Защита от электрической дуги
- Электрическая дуга
- Структура и характеристики электрической дуги
- Влияние на дугу магнитных полей
Какую дугу называют сварочной
Сварочная дуга: все, что вы хотели знать
Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги. Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке. Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.
Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.
Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения. Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты .
Строение сварочной дуги представлено на картинке ниже.
В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом. Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ. Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Д ополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
В обычном цеху или в вашем гараже средняя температура составляет 20 градусов по Цельсию, а давление не превышает одной атмосферы. В таких условиях газ практически не способен проводить электрический ток и тем самым формировать дугу. Для решения этой проблемы нужно добавить ионы в образующиеся газы. Вот что называют ионизацией профессиональные мастера.
Особенности дуги
Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
- Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет. Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Вместо заключения
Теперь вы знаете все о сварочной дуге и ее свойствах, а также знаете ее характеристики. Опытные сварщики могут в комментариях поделиться своим пониманием, что из себя представляет сварочная дуга и сущность протекающих в ней процессов. Это будет особенно полезно для начинающих сварщиков.
Кратко резюмируя, сварочная дуга состоит из сварочного столба, анодных и катодных областей. Именно в этих областях проходит ток. В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
Саму дугу можно зажечь с помощью двух методов: чирканья и постукивания. Новички предпочитают метод постукивания, но мы рекомендуем освоить и метод чирканья, поскольку это улучшит ваши профессиональные навыки и предотвратит от залипания электродов. Желаем удачи!
Сварочная дуга
Уже более столетия человечество применяет технологию создания неразъемных соединений металла — электросварку. В ее основе лежит физическое явление электрической дуги. Исследования в области воздушных искровых разрядов начал итальянский физик Алессандро Вольта в 18 веке. В его честь электрическую дугу иногда называют «вольтова дуга». Значительный вклад в разработку технологии сделали русские ученые Бернадос и Славянов, и француз Меритен.
Что такое сварочная дуга ее определение
Сварочной дугой называют большой по продолжительности и выделяемой энергии электроразряд между электродами с разницей потенциалов, происходящий в газовой среде. Ввиду высокой плотности электрического тока металл, через который он протекает, быстро нагревается — сначала до температуры пластичности и далее до температуры плавления. Максимальная температура, теоретически достижимая в электрической дуге — до 7000 °С. На практике она позволяет плавить металлы с температурой плавления свыше 3000 °С, включая вольфрам.
С точки зрения теории электроцепей, электрическая дуга представляет собой проводник, состоящий из ионизированного газа. При протекании по нему тока выделяется большое количество тепловой энергии.
Различают несколько типов электроразряда:
- Тлеющий. Низкоэнергетический разряд относительно слабым током при пониженном давлении газа, используется в люминесцентных светильниках и плазменных экранах.
- Искровой. Возбуждается при нормальном давлении, имеет прерывистую форму. К таким разрядам относиться молния и искра зажигания в автомобильном двигателе.
- Дуговой. Постоянный разряд при обычном давлении. Используется при электросварки, для дуговых ламп.
- Коронный. Возбуждается на неоднородной поверхности между участками с разным потенциалом.
Коронный разряд используется при очистке газов от пылевых загрязнений.
Природа и строение
При зажигании дуги создается электрическая цепь. В ней участвуют два электрода — анод и катод, а также участок ионизированного газа. Протекая сквозь газовое облако, электрический ток вызывает его нагрев и интенсивное свечение, связанное с излучением фотонов.
Соответственно участкам цепи, строение сварочной дуги включает в себя три основные области:
- анодная — толщиной 10 -4 см;
- катодная 10 -5 см;
- столб дуги, длиной 4-6 мм.
В первых двух зонах возникают активные пятна, в них происходит максимальное падение напряжения и максимальный нагрев.
Падение же напряжения в самом сварочном столбе невелико.
При действии электродуги, кроме повышенной температуры, действует еще один важный фактор — весьма интенсивное ультрафиолетовое излучение. Оно оказывает вредное воздействие на человеческий организм, прежде всего – на органы зрения и кожные покровы.
Строение сварочной дуги
Во избежание вреда для здоровья при работе с электросваркой обязательно применение средств индивидуальной защиты: сварочной маски, рукавиц и плотной одежды и обуви из негорючих материалов.
Разновидности
Существует несколько классификаций дуг по различным признакам.
По схеме электрического соединения электрические сварочные дуги разделяют на:
- Прямого действия. Одним электродом является свариваемая конструкция, другой электрод плавящийся. Цепь образуют электрод и металл свариваемых деталей. В зазоре между ними разжигается дуга.
- Косвенного действия. Разряд разжигается между двумя параллельными неплавкими электродами и подносится к свариваемым заготовкам.
Классификация сварочной дуги по схеме электрического соединения
По типу газовой среды, в которой возбуждается разряд, они подразделяются на:
- Открытый. Действует в воздухе. Рабочую зону окружает облако из испарившегося металла, продуктов сгорания обмазки электродов.
- Закрытый. Разряд идет под слоем флюсового порошка, облако состоит из испарившихся частиц металлов и инертных газов, выделяющихся при плавлении флюсового порошка.
- С принудительным нагнетанием инертных газов. В рабочую зону вдувается под небольшим давлением смесь инертных газов с углекислым и водородом в определенных пропорциях. Цель такого нагнетания — защитить материал сварочной ванны и нагретой до температуры пластичности зоны заготовок от контакта с кислородом и азотом воздуха.
По длительности работы:
- постоянная (для длительной работы);
- импульсная (мощный однократный импульс, применяется для контактной сварки).
По конструкции и назначению применяемых электродов:
- Неплавкие (графит, вольфрам). Такие электроды не расходуются в процессе сварки, материал шва формируется из расплавившегося металла заготовок.
- Плавкие. Изготавливаются из стальных сплавов. В ходе процесса металлический стержень электрода плавится, стекает в сварной зазор и вместе с расплавившимися кромками заготовок формирует шовный материал.
Классификация сварочной дуги по применяемым электродам
В состав плавких электродов включают специальные легирующие добавки, повышающие прочность и долговечность получившегося соединения.
Условия горения
В нормальных условиях, при обычном давлении и температуре 20 °С газы, и прежде всего — воздух не являются проводниками. Чтобы они смогли проводить электричество, нужно создать особые условия: высвободить с атомных орбит большое количество ионов. Такой процесс называют ионизацией.
Работу, затрачиваемую на высвобождение одного электрона, называют потенциалом ионизации. Для различных материалов она составляет он 3,5 до 20 электрон-вольт. Наименьший потенциал характерен для щелочных элементов: калия, кальция и их соединений. Эти вещества добавляют в обмазку электродов или сварочную проволоку с целью поддержания стабильных параметров разряда. Добавляют их и в состав флюсового порошка для закрытого типа сварки.
Для обеспечения высокого качества сварного соединения необходимо поддерживать стабильные параметры электродуги, такие, как сила тока, напряжение, температура.
Температура определяется следующими факторами:
- Материал катода.
- Размеры катода.
- Условия окружающей среды.
Распределение температуры дуги
Постоянство параметров тока — напряжение и сила — обеспечивается источником тока. Для сварочных работ разработано большое количество конструкций таких источников – от устаревших громоздких сварочных трансформаторов и выпрямителей до современных инверторов и полуавтоматов.
Возникновение
Электродуга возникает, или, как говорят сварщики, «разжигается» при кратковременном коротком замыкании электрода на заготовку. Протекающий ток разогревает металл, он начинает плавиться. Сильно разогревается и окружающий место контакта газ, этой энергии становится достаточно для его ионизации.
После размыкания электрода и детали столб газа между ними ионизируется и становится способным проводить электрический ток, который и устремляется по нему, и начинает гореть сварочная дуга.
Если не отвести электрод, ток протекает через точку контакта, дуги не возникает, электрод, как говорят сварщики, «залипает». Для разжигания дуги его придется оторвать от заготовки и повторить кратковременное касание.
Чем определяется мощность сварочной дуги
Мощность дуги определяет производительность сварочных работ и толщину соединяемых заготовок. Сама мощность зависит то следующих факторов:
- Длина сварочной электродуги. Определяет количество тепла, выделяющегося при горении. При большей длине мощность возрастает, и наоборот.
- Сила тока. Большая сила тока позволяет не погаснуть более длинной дуге.
- Напряжение. В небольшом диапазоне повышение напряжения также приводит к росту мощности.
Повышение напряжения применяется редко, в специфических узкопрофессиональных случаях. В рядовых условиях оперируют силой тока.
Продолжительность разряда
В практических применениях чаще используется непрерывный режим разряда. Однако импульсный режим также распространен. Его используют при контактной сварке.
Сварка заготовок проводится не сплошным швом, а в нескольких точках. Такое соединение не обеспечивает герметичности, но обладает достаточной прочностью для выполнения тонкостенных конструкций, таких, как корпуса бытовой техники, различных приборов и установок, корпуса автомобилей.
Процесс осуществляется неплавящимся массивным электродом, который с большой силой прижимается к заготовке. Через электрод пропускается кратковременный ток очень большой силы — до нескольких тысяч ампер. В месте контакта металл обеих заготовки расплавляется, а по окончании импульса охлаждается и кристаллизуется как единое целое.
Далее электрод (или заготовка) перемещается вдоль линии шва к новой точке, прижимается к ней и подается новый импульс.
Электроды-ролики для контактной сварки
Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.
Температурные зоны
Независимо от того, какой электрод применяется — плавкий или неплавкий — в центре дугового столба наблюдается самая высокая температура — до 7000 °С.
Зоны пониженной температуры сварочной дуги располагаются в районах анодного и катодного пятна, но в них выделяется до двух третей всей энергии. Это центры излучения в инфракрасной части спектра.
Зона максимальной температуры является источником излучения в ультрафиолетовом спектре, наиболее вредного для здоровья человека.
При использовании для сварных работ переменного тока понятие полярности теряет свой смысл. Анод и катод меняются местами 50 или 60 раз в секунду.
Дуговая сварка под слоем флюса
При работе переменным током применяется очень простое оборудование и меньше риск «залипания» электрода.
Однако стабильность дуги в таких сварочных источниках очень сильно зависит от стабильности электроснабжения. Их работа также вызывает броски напряжения в электросети.
Вольт амперная характеристика
График, выражающий, как напряжение зависит от изменения тока, называют вольтамперной характеристикой дуги.
В условиях неизменной длины столба и постепенном росте тока график разделяется на три основные зоны. В первой, называемой «нисходящая», с ростом тока напряжение немного снижается. Эта зона соответствует процессам, происходящим при ручной сварке. Во второй – при росте тока напряжение остается стабильным. Эта часть характеристики применяется при полуавтоматической сварке с применением механической подачи сварочной проволоки.
И наконец, третья область, именуемая «восходящая» используется при автоматической сварке, в ней напряжение растет с повышением тока.
Дуговая сварка плавящимся электродом
При ручной сварке начальные значения на кривой соответствуют режиму холостого хода источника. Когда сварщик разжигает дугу, напряжение снижается вплоть до достижения участка стабилизации, такое напряжение сохраняется во время всей операции.
Особенности
Будучи сопоставлена с другими видами электроразрядов, электрическая дуга демонстрирует следующие от них отличия:
- Большая плотность тока (до тысяч А/см 2 ) дает возможность развивать высокие температуры (до нескольких 1000 °С).
- Неравномерность падения напряжения вдоль столба разряда. В анодной и катодной зоне оно весьма высоко, по всей длине столба — пренебрежимо мало.
- Температура, развиваемая в зоне разряда, обратно пропорциональна ее толщине.
- Многовариантность режимов работы при использовании различных участков вольтамперной характеристики.
На сегодняшний день сварочная дуга является самым быстрым, надежным и доступным методом создания неразъемных соединений металлических деталей и конструкций.
Электросварка стала и самым распространенным способом соединения. Она применяется в самых разных отраслях человеческой жизни, строительства, промышленности и транспорта.
Для получения качественных, прочных и долговечных швов необходимо точно подбирать рабочие режимы, определяющие основные свойства дугового разряда. Современное сварочное оборудование позволяет автоматически поддерживать эти параметры, облегчая работу оператора.
Область применения
Сварочная дуга используется в ручной электродуговой сварке, ставшей надежным помощником профессионалов и домашних мастеров. В ручной сварке используются плавкие электроды, обмазанные флюсовым составом. В процессе сварки материал стержня плавится, формируя материал шва, а обмазка при сгорании выделяет облако газов, защищающих сварочную ванну от воздействия кислорода. Ручная сварка используется как при работе с обычными нелегированными конструкционными сталями, так и в уникальных операциях по сварке нержавеющих, высоколегированных сплавов и цветных металлов.
Такая же дуга применяется и в установках — полуавтоматах. В них вместо электрода применяется сварочная проволока, подающаяся механическим устройством с постоянной скоростью. Инертные газы нагнетаются в рабочую зону через сопло горелке. Эта технология отличается оптимальным расходом сварочных материалов и высокой стабильностью параметров шва. Ввиду дороговизны оборудования экономически эффективна при больших объемах сварочных работ.
Автоматическая сварка осуществляется в специальных герметично закрытых объемах, заполненных инертным газом. Ее используют при сварочных работах с цветными металлами, особо ответственных операциях с нержавеющими сплавами.
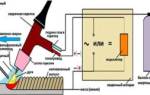
Электрическая дуга: сила разряда в действии
Наш сайт сварак.ру публикует сатью по данной теме. Впервые явление вольтовой дуги наблюдал русский академик Петров, получив искровой разряд.
Вольтова дуга характеризуется двумя свойствами:
- выделением большого количества теплоты
- сильным лучеиспусканием.
И то и другое свойство электрической дуги использовано в технике.
Для сварочной техники первое свойство является- положи-тельным фактором, второе — отрицательным.
В качестве электропроводов для электрического разряда могут служить любые электропроводные материалы. Чаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Типичный вариант между двумя углями изображена на рисунке.
Верхний электрод присоединен к положительному полюсу машины (анод). Второй уголь соединен с отрицательным полюсом (катод).
Электрическая сварочная дуга
Температура электрической дуги, ее воздействие .
Выделение теплоты неодинаково в различных точках дуги. У положительного электрода выделяется 43% всего количества, у отрицательного 36% и в самой дуге (между электродами) остальные 21%.
Схема зон и их температуры в сварочной дуге
В связи с этим и температура на электродах неодинакова. Анод имеет около 4000° С, а катод 3400°. В среднем считают температуру электрической дуги 3500° С.
Благодаря различной температуре на полюсах вольтовой дуги угольные проводники
берутся различной толщины. Положительный уголь берется толще, отрицательный —
тоньше. Стержень дуги (средняя часть) состоит из потока электронов, выбрасываемых катодом, которые с огромной скоростью несутся к аноду. Обладая большой кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в тепловую.
Окружающий его зеленоватый ореол является местом химических реакций, происходящих между парами вещества электродов и атмосферой, в которой горит вольтова дуга.
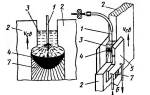
Процесс возникновения сварочной дуги
Возникновение электрической дуги
Процесс образования вольтовой дуги представляется в следующем виде. В момент соприкосновения электродов проходящий ток выделяет большое количество тепла в месте стыка, так как здесь имеется большое электрическое сопротивление (закон Джоуля).
Благодаря этому концы проводников раскаляются до светлого накала, и после разъединения электродов катод начинает испускать электроны, которые, пролетая через воздушный промежуток между электродами, расщепляют молекулы воздуха на положительно и отрицательно заряженные частички (катионы и» а н и о н ы).
Вследствие этого воздух становится электропроводным.
В сварочной технике наибольшее применение имеет разряд между металлическими электродами, причем одним электродом являйся металлический стержень, который в то же время служит и присадочным материалом, а вторым электродом является сама свариваемая деталь.
Процесс остается тот же, что и в случае угольных электродов, но здесь появляется новый фактор. Если в угольной дуге проводники постепенно испарялись (сгорали), то в металлической дуге электроды весьма интенсивно плавятся и частично испаряются. Благодаря наличию металлических паров между электродами сопротивление (электрическое) металлической дуги ниже, чем угольной.
Угольный разряд горит при напряжении в среднем 40—60 в, тогда как напряжение металлической дуги в среднем 18—22 в (при длине 3 мм).
Длина дуги, кратер, провар.
Сам процесс дуговой электросварки протекает следующим образом.
Как только мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некоторое расстояние, образуется вольтова дуга и сейчас же начинается плавление основного металла и металла проводника. Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Исследования показали, что таких капель переходит, с электрода около 20—30 в секунду, т. е. процесс этот совершается очень быстро.
Хотя вольтова дуга и развивает очень высокую температуру, выделение тепла ею производится на очень небольшом пространстве как раз под дугой.
Схема длинны дуги
Если мы будем рассматривать через темные стекла дугу, возбужденную металлическим электродом, то убедимся, что в месте образования дуги между электродом и основным металлом на основном металле выделяется добела нагретая поверхность, которая непосредственно под дутой имеет вид углубления, заполненного жидким металлом. Получается такое впечатление, что это углубление образовано как бы выдуванием жидкого металла дугой. Это углубление называется сварочной ванной. Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Хорошая и плохая сварочная дуга, как отличить? Полезные советы.
Расстояние между концом электрода и дном ванны, т. е. поверхностью расплавленного металла, называется длиной дуги. Эта величина имеет очень большое значение в технике сварки. Для получения хорошей сварки необходимо длину дуги брать как можно меньше, т. е. держать дугу короче, причем длина ее не должна превосходить 3—4 мм. Конечно, длина дуги не является величиной постоянной, так как конец электрода все время плавится и, следовательно, расстояние между ним и кратером увеличивалось бы; если бы электрод держать неподвижно до тех пор, пока связь не оборвалась. Поэтому при сварке необходимо все время электрод приближать по мере его плавления к основному металлу, чтобы поддержать длину дуги приблизительно постоянной в пределах 2—4 мм.
Необходимость поддержать короткую дугу (т. е. не длиннее 3—4 мм) вызывается тем, что расплавленный металл электрода поглощает при своем переходе с электрода в кратер кислород и азот из окружающего дугу воздуха, что ухудшает его механические качества (относительное удлинение и сопротивление удару). Понятно, что вредное действие воздуха будет тем меньше, чем меньше времени жидкий металл будет проходить через воздух.
При короткой дуге это время будет меньше, чем при длинной и, следовательно, металл электрода не успеет поглотить столько кислорода и азота, сколько могли бы, проходя большой путь из-за длинной дуги. Так как стремление каждого сварщика должно всегда заключаться в том, чтобы получить наилучший по своим качествам шов, то поэтому подержанно короткой дуги является Обязательным условием хорошей сварки. Короткую дугу можно отличить не только по виду, но также и по слуху, так как короткая дуга издает характерное сухое потрескивание, напоминающее по звуку треск масла, вылитого на раскаленную сковороду. Этот звук короткой дуги каждый сварщик должен хорошо знать.
При длинной дуге (т. е. при длине больше 4 мм) мы никогда не получим хорошего шва. Не говоря уже о том, что при длинной дуге будет происходить сильное окисление металла шва, сам шов также имеет очень неровный вид. Происходит это оттого, что длинный разряд является менее устойчивым, чем короткий, искра имеет стремление как бы блуждать и отклоняться в стороны от места сварки, вследствие чего нагрев от нее создается не такой, как при короткой дуге, а распространяется на большую площадь. Благодаря этому тепло, излучаемое дугой, не все идет на расплавление металла в месте сварки, а рассеивается частично напрасно по большой поверхности.
При длинной дуге получается поэтому плохой провар, и, кроме того, капли с электрода, : падая на плохо прогретое место, не сплавляются с основным металлом, а разбрызгиваются в стороны.
По внешнему виду всегда можно сразу отличить шов, сваренной короткой или длинной дугой. Правильно проваренный короткой дугой шов имеет правильные очертания, гладкую выпуклую поверхность и чистый, блестящий вид. Шов, сваренный длинной дугой, имеет неровный бесформенный вид и окружен многочисленными каплями и брызгами застывшего металла с электрода. Такой шов, конечно, совершенно негоден.
Защита от электрической дуги
Примеры защитных костюмов против электрической дуги
Если сварочные аппараты применяют дугу, то многие другие аппараты и кроме того человек должен ее избегать. Риск появления дуги на оборудовании зависит от не скольких параграфов:
- частотностью использования оборудования работником;
- опыт и знаниями работников имеющих дело с аппаратной частью
- уровень износа оборудования;
Если на человеке нет необходимого индивидуально-защитного костюма и он попадает в зону действия электрической дуги, шансы выжить довольно резко уменьшаются. Возможность получить тяжелые ожоги крайне высока.
Таблица: степень воздействия электрической дуги
Какие возможности защиты от эл. Дуги?
- соблюдайте все необходимые правила и нормы безопасности;
- в случае длительного использования защитного материала, частых стирок, костюм не должен ухудшаться; (все зависит от модели);
- ткань должна иметь максимум 2 секунды остаточного возгорания;
- вы должны надевать специальную обувь, обладающих антистатическим действием а также иметь костюм для защиты от электрической дуги.
Электрическая дуга
Структура и характеристики электрической дуги
Электрическая сварочная дуга – это длительный электрический разряд в плазме, которая представляет собой смесь ионизированных газов и паров компонентов защитной атмосферы, присадочного и основного металла.
Дуга получила свое название от характерной формы, которую она принимает при горении между двумя горизонтально расположенными электродами; нагретые газы стремятся подняться вверх и этот электрический разряд изгибается, принимая форму арки или дуги.
С практической точки зрения дугу можно рассматривать как газовый проводник, который преобразует электрическую энергию в тепловую. Она обеспечивает высокую интенсивность нагрева и легко управляема посредством электрических параметров.
Общей характеристикой газов является то, что они в нормальных условиях не являются проводниками электрического тока. Однако, при благоприятных условиях (высокая температура и наличие внешнего электрического поля высокой напряженности) газы могут ионизироваться, т.е. их атомы или молекулы могут освобождать или, для электроотрицательных элементов наоборот, захватывать электроны, превращаясь соответственно в положительные или отрицательные ионы. Благодаря этим изменениям газы переходят в четвертое состояние вещества называемого плазмой, которая является электропроводной.
Возбуждение сварочной дуги происходит в несколько этапов. Например, при сварке МИГ/МАГ, при соприкосновении конца электрода и свариваемой детали возникает контакт между микро выступами их поверхностей. Высокая плотность тока способствует быстрому расплавлению этих выступов и образованию прослойки жидкого металла, которая постоянно увеличивается в сторону электрода, и в конце концов разрывается.
В момент разрыва перемычки происходит быстрое испарение металла, и разрядный промежуток заполняется ионами и электронами возникающими при этом. Благодаря тому, что к электроду и изделию приложено напряжение электроны и ионы начинают двигаться: электроны и отрицательно заряженные ионы — к аноду, а положительно заряженные ионы – к катоду, и таким образом возбуждается сварочная дуга. После возбуждения дуги концентрация свободных электронов и положительных ионов в дуговом промежутке продолжает увеличиваться, так как электроны на своем пути сталкиваются с атомами и молекулами и «выбивают» из них еще больше электронов (при этом атомы, потерявшие один и более электронов, становятся положительно заряженными ионами). Происходит интенсивная ионизация газа дугового промежутка и дуга приобретает характер устойчивого дугового разряда.
Через несколько долей секунды после возбуждения дуги на основном металле начинает формироваться сварочная ванна, а на торце электрода – капля металла. И спустя еще примерно 50 – 100 миллисекунд устанавливается устойчивый перенос металла с торца электродной проволоки в сварочную ванну. Он может осуществляться либо каплями, свободно перелетающими дуговой промежуток, либо каплями, которые сначала образуют короткое замыкание, а затем перетекают в сварочную ванну.
Электрические свойства дуги определяются процессами, протекающими в ее трех характерных зонах – столбе, а также в приэлектродных областях дуги (катодной и анодной), которые находятся между столбом дуги с одной стороны и электродом и изделием с другой.
Для поддержания плазмы дуги при сварке плавящимся электродом достаточно обеспечить ток от 10 до 1000 ампер и приложить между электродом и изделием электрическое напряжение порядка 15 – 40 вольт. При этом падение напряжения на собственно столбе дуги не превысит нескольких вольт. Остальное напряжение падает на катодной и анодной областях дуги. Длина столба дуги в среднем достигает 10 мм, что соответствует примерно 99% длины дуги. Таким образом, напряженность электрического поля в столбе дуги лежит в пределах от0,1 до 1,0 В/мм. Катодная и анодная области, напротив, характеризуются очень короткой протяженностью (около 0.0001 мм для катодной области, что соответствует длине свободного пробега иона, и 0.001 мм для анодной, что соответствует длине свободного пробега электрона). Соответственно, эти области имеют очень высокую напряженность электрического поля (до 104 В/мм для катодной области и до 103 В/мм для анодной).
Экспериментально установлено, что для случая сварки плавящимся электродом падение напряжения в катодной области превышает падение напряжения в анодной области: 12 – 20 В и 2 – 8 В соответственно. Учитывая то, что выделение тепла на объектах электрической цепи зависит от тока и напряжения, то становится понятным, что при сварке плавящимся электродом больше тепла выделяется, в той области, на которой падает больше напряжения, т.е. в катодной. Поэтому при сварке плавящимся электродом используется, в основном, обратная полярность подключения тока сварки, когда катодом служит изделие для обеспечения глубокого проплавления основного металла (при этом положительный полюс источника питания подключают к электроду). Прямую полярность используют иногда при выполнении наплавок (когда проплавление основного металла, напротив, желательно чтобы было минимальным).
В условиях сварки ТИГ (сварка неплавящимся электродом) катодное падение напряжения, напротив, значительно ниже анодного падения напряжения и, соответственно, в этих условиях больше тепла выделяется уже на аноде. Поэтому при сварке неплавящимся электродом для обеспечения глубокого проплавления основного металла изделие подключают к положительной клемме источника питания (и оно становится анодом), а электрод подключают к отрицательной клемме (таким образом, обеспечивая еще и защиту электрода от перегрева).
При этом, независимо от типа электрода (плавящийся или неплавящийся) тепло выделяется, в основном, в активных областях дуги (катодной и анодной), а не в столбе дуги. Это свойство дуги используется для того, чтобы плавить только те участки основного металла, на которые направляется дуга.
Те части электродов, через которые проходит ток дуги, называют активными пятнами (на положительном электроде – анодным, а на отрицательном – катодным пятном). Катодное пятно является источником свободных электронов, которые способствуют ионизации дугового промежутка. В то же время к катоду устремляются потоки положительных ионов, которые его бомбардируют и передают ему свою кинетическую энергию. Температура на поверхности катода в области активного пятна при сварке плавящимся электродом достигает 2500 … 3000 °С.
Строение дуги
Lк — катодная область; Lа — анодная область (Lа = Lк = 10 -5 -10 -3 см); Lст — столб дуги; Lд — длина дуги; Lд = Lк + Lа + Lст
К анодному пятну устремляются потоки электронов и отрицательно заряженных ионов, которые передают ему свою кинетическую энергию. Температура на поверхности анода в области активного пятна при сварке плавящимся электродом достигает 2500 … 4000°С. Температура столба дуги при сварке плавящимся электродом составляет от 7 000 до 18 000°С (для сравнения: температура плавления стали равна примерно 1500°С).
Влияние на дугу магнитных полей
При выполнении сварки на постоянном токе часто наблюдается такое явление как магнитное. Оно характеризуется следующими признаками:
— столб сварочной дуги резко откланяется от нормального положения;
— дуга горит неустойчиво, часто обрывается;
— изменяется звук горения дуги — появляются хлопки.
Магнитное дутье нарушает формирование шва и может способствовать появлению в шве таких дефектов как непровары и несплавления. Причиной возникновения магнитного дутья является взаимодействие магнитного поля сварочной дуги с другими расположенными близко магнитными полями или ферромагнитными массами.
Столб сварочной дуги можно рассматривать как часть сварочной цепи в виде гибкого проводника, вокруг которого существует магнитное поле.
В результате взаимодействия магнитного поля дуги и магнитного поля, возникающего в свариваемой детали при прохождении тока, сварочная дуга отклоняется в сторону противоположную месту подключению токопровода.
Влияние ферромагнитных масс на отклонение дуги обусловлено тем, что вследствие большой разницы в сопротивлении прохождению магнитных силовых линий поля дуги через воздух и через ферромагнитные материалы (железо и его сплавы) магнитное поле оказывается более сгущенным со стороны противоположной расположению массы, поэтому столб дуги смещается в сторону ферромагнитного тела.
Магнитное поле сварочной дуги увеличивается с увеличением сварочного тока. Поэтому действие магнитного дутья чаще проявляется при сварке на повышенных режимах.
Уменьшить влияние магнитного дутья на сварочный процесс можно:
— выполнением сварки короткой дугой;
— наклоном электрода таким образом, чтобы его торец был направлен в сторону действия магнитного дутья;
— подведением токоподвода ближе к дуге.
Уменьшить эффект магнитного дутья можно также заменой постоянного сварочного тока на переменный, при котором магнитное дутье проявляется значительно меньше. Однако необходимо помнить, что дуга переменного тока менее стабильна, так как из-за смены полярности она погасает и зажигается вновь 100 раз в секунду. Для того, чтобы дуга переменного тока горела стабильно необходимо использовать стабилизаторы дуги (легкоионизируемые элементы), которые вводят, например, в покрытие электродов или во флюс.