Содержание
- Инструкция как сделать электроэрозионный станок
- Суть и применение методики
- Вырезной и прошивной станок
- Конструкция станка
- Проволочный станок своими руками
- Работа самодельного электроэрозионного станка для прожига
- Виды оборудования и методы обработки
- Особенности самодельного устройства
- Изготовление искрового генеротора
- Меры безопасности при работе
- Технология электроэрозионной обработки металла
- Границы применения электроэрозионной обработки
- Электроэрозионная резка металла
- Проволочно-вырезные станки
- Электроэрозионные прошивные станки
- Самодельные электроэрозионные станки
- Принцип действия и особенности применения электроэрозионных станков
- 1 Принцип РАБОТЫ
- 2 Основные виды электроэрозионной обработки
- Уникальные детали сделанные электроэрозионным станком.
- Немножко залипательной металлообработки.
- Залипательные ЧПУ
- Залипательная работа станков с ЧПУ
- Техножесть
- От идеи до станка. Фрезерный станок ЧПУ своими руками.
Электроэрозионный станок своими руками
Инструкция как сделать электроэрозионный станок
В направлении металлообработки широкое распространение получил метод электроэрозионной обработки (ЭЭО). Электроэрозионный метод обработки был открыт советскими учеными в 1947 году.
Электроэрозионный метод обработки
Эта технология смогла значительно облегчить процесс обработки металла, особенно это помогло при обработке металлов высокой прочности, при изготовлении деталей сложной конструкции, а также в других направлениях.
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.
Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.
Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Вырезной и прошивной станок
Вопреки предвзятому мнению о сложности и невыполнимости такой задачи это не так. Это вполне посильная задача для простого обывателя, хотя все не так просто. Самый простой вид станка – это вырезной станок, предназначается для обработки деталей из легированных, тугоплавких и других прочных металлов.
Электроэрозионный вырезной станок
В электрической схеме присутствуют: источник питания, диодный мост, лампочка и набор конденсаторов, соединенных в параллельную цепь. На выход подключаются электрод и обрабатываемая деталь. Отметим еще раз, что это принципиальная схема для образного понятия принципа работы устройства. На практике схема дополнена различными элементами, позволяющими отрегулировать прошивной станок под требуемые параметры.
Общие требования к электрической схеме вырезного станка:
- Учитывайте необходимую мощность станка при выборе трансформатора;
- Напряжение на конденсаторе должно быть больше 320 В;
- Общая емкость конденсаторов должна быть не меньше значения в 1000 мкФ;
- Кабель, идущий от схемы к контактам, должен быть только медным и сечением не меньше 10 мм;
Один из примеров рабочей схемы:
Как сразу видно, схема значительно отличается от принципиальной, но в то же время не является чем-то сверхъестественным. Все детали электрической схемы можно найти в специализированных магазинах или просто в старых электронных приборах, давно пылящихся где-нибудь в гараже. Отличное решение – применить ЧПУ для управления станком, но такой способ управления стоит немало, да и подключение его на самодельный станок требует определенных навыков и знаний.
Конструкция станка
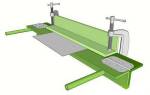
Все элементы электрической схемы необходимо надежно закрепить в корпусе из диэлектрика, в качестве материала желательно использовать фторопласт или другой с похожими характеристиками. На панель можно вывести необходимые тумблеры, регуляторы и измерительные приборы.
На станине нужно закрепить держатель для электрода (должен быть закреплен подвижно) и обрабатываемой детали, а также ванночку для диэлектрика, в которой и будет проходить весь процесс. Как дополнение можно поставить автоматическую подачу электрода, это будет очень удобно. Процесс работы такого станка очень медленный, и для проделывания глубокого отверстия уходит много времени.
Проволочный станок своими руками
Электрическая схема проволочного станка та же, что и на вырезном станке, за исключением некоторых нюансов. Рассмотрим другие отличия проволочного станка. Конструктивно проволочный станок тоже похож на вырезной, но есть отличие – это рабочий элемент станка. На проволочном станке, в отличие от вырезного, – это тонкая медная проволока на двух барабанах, и в процессе работы проволока перематывается с одного барабана на другой.
Сделано это для снижения износа рабочего инструмента. Неподвижная проволока быстро придет в негодность. Это усложняет конструкцию механизмом движения проволоки, который необходимо установить на станину для удобной обработки деталей. В то же время дает станку дополнительный функционал. При вырезании сложных элементов оптимальным вариантом будет поставить ЧПУ, но, как сказано выше, это обусловлено некоторыми сложностями.
Работа самодельного электроэрозионного станка для прожига
Для получения элементов со сложным профилем из труднообрабатываемых металлов используется электроэрозионный станок. Его работа основана на воздействии разрядов электрического тока, которые создают в зоне обработки высокую температуру, из-за чего металл испаряется. Такой эффект именуется электрической эрозией. Промышленность уже больше 50 лет использует станки, работающие по этому принципу.
Виды оборудования и методы обработки
Описать работу электроэрозионного станка можно так: взять заряженный конденсатор и поднести его электродами к металлической пластине. Во время короткого замыкания происходит разряд конденсатора. Яркая вспышка сопровождается выходом энергии (высокой температуры). В месте замыкания образуется углубление вследствие испарения некоторого количества металла от высокой температуры.
На технологическом оборудовании реализованы различные виды получения электрических разрядов. Среди основных схем выделяются:
- электроискровая;
- электроконтактная;
- электроимпульсная;
- анодно-механическая.
Реализуя одну из схем на практике, изготавливают станки. На принципе электрической эрозии были выпущены следующие станки в разных модификациях:
- вырезной;
- проволочный;
- прошивной.
Для получения точных размеров и автоматизации процесса оборудование комплектуется числовым программным управлением (ЧПУ).
Электроискровой станок работает за счет искрового генератора. Генератор — это накопитель энергии, который дает электрический импульс. Для постоянной подачи импульсов организуется конденсаторная батарея.
Чтобы организовать электрическую цепь, катод подключают к исполнительному инструменту, а анод — к обрабатываемой детали. Постоянное расстояние между электродом и деталью гарантирует однородность протекания процесса. При вертикальном опускании электрода на деталь происходит прошивка металла и образование отверстия, форма которого задается формой электрода. Так работает электроэрозионный прошивной станок.
Для изготовления деталей из твердосплавных и труднообрабатываемых деталей используется электроэрозионный проволочный станок. В качестве электрода в нем выступает тонкая проволока. При испарении металла на поверхности обрабатываемой детали образуются окислы, обладающие высокой температурой плавления. Для защиты от них процесс проводят в жидкой среде или масле. Во время искрообразования жидкость начинает гореть, забирая кислород и другие газы из рабочей зоны.
Станки такого типа иногда бывают единственно возможным способом изготовления конструкционного элемента. Но покупка оборудования для электроэрозионной обработки для выполнения нечастых работ — разорительное занятие. Поэтому если возникла необходимость, то можно изготовить электроэрозионный станок своими руками.
Особенности самодельного устройства
Перед тем как приступить к изготовлению самодельного электроэрозионного станка, необходимо разобраться в его устройстве. К основным конструкционным элементам относятся:
- Стол для закрепления заготовки.
- Ванна.
- Исполнительный орган (электрод, клеммник для подключения провода, втулка, направляющая, диэлектрический корпус, штатив).
- Генератор.
- Каретка.
- Станковое основание.
- Штурвал для подачи инструмента.
- Кронштейн.
- Пластина вибрационная.
- Направляющая для стержня.
- Подставка.
- Оснастка.
Изготовление искрового генеротора
Для изготовления искрового генератора детали можно найти везде (в старых телевизорах, мониторах блоков питания и т. д. ). Принцип его работы таков:
- Диодный мост переменный ток преобразует в постоянный. Напряжение домашней сети составляет 220 В (можно использовать и 380 В).
- Лампа накаливания, входящая в схему, предназначена для ограничения тока во время короткого замыкания. Тем самым она защищает диодный мост от пробоя. Также она сигнализирует о зарядке конденсатора. Лампа берется соответствующего напряжения и мощностью не менее 120 Вт.
- Конденсатор должен быть рассчитан на подаваемое напряжение. Самым оптимальным будет напряжение в 400 В. Емкость у конденсатора должна быть не менее 1000 мкФ. Чтобы произвести прожиг на домашнем станке, достаточно 20 000 мкФ.
- После полной зарядки конденсатора лампа тухнет. Затем происходит его разрядка через электрод. Цепь разрывается.
- Повторяется цикл зарядки. Его скорость напрямую зависит от емкости конденсатора. При минимальных значениях на зарядку уходит чуть меньше одной секунды.
- Для защиты от перегрузки конструкцию оснащают автоматом 2−6 А.
Меры безопасности при работе
Так как организованная электроэрозия своими руками сопряжена с возможностью поражения электрическим током, к технике безопасности необходимо подойти со всей ответственностью. Обрабатываемая деталь не должна быть заземлена. В противном случае произойдет ЧП — короткое замыкание в питающей сети. Конденсаторы, рассчитанные на 400 В, могут привести к летальному исходу при их емкости всего в 1000 мкФ.
Подключение приборов исключает контакт с корпусом. Для подключения конденсатора к электроду требуется медный провод сечением 6−10 кв. мм. Большой объем масла, используемого для предотвращения образования окислов, может загореться и привести к пожару.
Технология электроэрозионной обработки металла
Электроэрозионная обработка используется в случаях, когда необходимо изготовление сложных по контуру деталей небольшого размера с высокой точностью кромок.
Обработка металлов различного уровня твердости с высокой точностью возможна при использовании нетрадиционных способов. К ним относится и резка, шлифовка и укрепление поверхности электроэрозионными воздействиями. Электроэрозионный станок придуман достаточно давно, но получил распространение только в последние десятилетия.
Первый станок промышленного уровня был создан компанией CHARMILLES TECHNOLOGIES в 1952 году, а электроэрозионный станок с ЧПУ появился в 1969 году. По сравнению с традиционными способами обработки металлов — ковкой, литьем, шлифованием, фрезеровкой, электроискровой способ можно считать инновационным. Первым упоминаниям о кованых и литых изделиях несколько тысяч лет.
Границы применения электроэрозионной обработки
Все металлы относятся к токопроводящим веществам, поэтому электроэрозионная обработка применима ко всем видам сплавов. С ее помощью можно выполнять широкий спектр работ, начиная от обычной резки и сверления и заканчивая:
- тонким шлифованием;
- наращиванием поверхности и восстановлением конфигурации;
- упрочнением;
- копированием;
- прошивкой;
- гравировкой;
- напылением.
Электроэрозионное оборудование базируется на принципе возникновения кратковременной электрической дуги, которая приводит к потере вещества катодом и анодом. При кратковременном импульсе вещество удаляется с анода, при более длительном — с катода. Современные электроэрозионные станки используют в работе оба вида импульсов. К положительному или отрицательному полюсу могут подсоединяться и рабочий инструмент и обрабатываемая деталь.
Единственное условие, которое соблюдается во всех видах станков — используется только постоянный ток. Уровень напряжения и сила тока зависят исключительно от параметров обрабатываемого металла. Частота возникновения импульсов определяется механическим сближением и отдалением электрода и рабочей поверхности — пробой возникает только на определенном расстоянии между контактными поверхностями.
Электроимпульсная обработка металлов направленная на разрушение обрабатываемой детали (резание или сверление) производится в диэлектрической среде, представляющей собой специальную жидкость. Чаще всего используются масло, керосин или дистиллированная вода. Операции по наращиванию поверхности, укреплению или напылению выполняются в воздухе или вакууме.
Электроэрозионная резка металла
Но без особого труда можно построить электроэрозионный станок своими руками, если обладать некоторыми слесарными навыками и определенными знаниями электроники и электротехники. Схема самодельного электроэрозионного станка для резки несложная и реализовать ее можно даже в домашних условиях, не говоря уже о металлообрабатывающей мастерской или цехе небольшого предприятия.
Но следует учесть, что в самодельных станках очень сложно реализовать главные преимущества электроэрозионной обработки — высокую точность и универсальность. Тугоплавкие металлы и сплавы режутся очень медленно и требуют большого расхода электроэнергии.
При резке металла заготовка подключается к положительному полюсу источника тока, рабочий электрод — к отрицательному. Потеря вещества на аноде — не что иное, как эрозия, разрез, толщина которого зависит от геометрии катода. Большую роль играет и вид диэлектрика, с которым работает определенный вид электроэрозионных станков.
Для промышленного производства применяются два основных вида оборудования — электроэрозионный проволочный станок (вырезной) и электроэрозионный прошивной станок. Первый вид используется при обработке габаритных деталей из толстостенного металла, второй — для более точной работы по копированию деталей из высокопрочных материалов или строгих требованиях к их форме.
Проволочно-вырезные станки
По мере движения линии проволоки возникает разряд, который прожигает в детали линии требуемой конфигурации. По сути, электроэрозионная обработка на проволочном станке выполняет операции фрезеровочного, но на металлах особой прочности и с точностью, недостижимой при механической обработке. Это включает:
- сверхмалые углы;
- закругления микродиаметров;
- сохранение параллельности линий на всей глубине;
- высокую точность поверхности кромок.
Точность обработки достигает 0,110-0,012 мм.
Электроэрозионные прошивные станки
- нержавеющих сталей;
- инструментальных сплавов;
- титана;
- закаленной стали.
Но работать могут со всеми видами токопроводящих материалов, когда требуется изготовление отверстий или углублений большой глубины с минимальным диаметром и точной геометрией сечения.
Одной из самых сложных операций прошивочного станка является изготовление резьбовых отверстий в тугоплавких материалах высокой прочности. В этом случае используются только станки с ЧПУ. Электрод из тонкой проволоки заводится внутрь отверстия и перемещается в продольном и поперечном направлении (по осям X,Y, с одновременным перемещением по оси Z). Получается отверстие со сложной конфигурацией стенки, резьбовой или иного профиля.
Электроконтактная обработка позволяет получать высокоточные оттиски штампов, пресс-форм или иных малогабаритных деталей. В этом случае электрод является миниатюрной копией требуемого изделия, изготовленной из меди или графита. В зависимости от полярности соединения на заготовке получаются четкие углубления или не менее четкие выступы. Такие электроэрозионные станки производятся как в стационарном, так и в настольном исполнении (например, G11 ARAMIS (Чехия)).
Самодельные электроэрозионные станки
Принцип работы электроэрозионного станка требует изготовления как электронной схемы, генерирующей импульсный ток высокой силы, так и сложной механической части, обеспечивающей движение электрода (проволочного или штучного). Основная сложность — сделать генератор, который может за короткое время накопить достаточный для пробоя заряд, выбросить его за доли секунды и за столь же короткий промежуток восстановить его. При недостаточной плотности тока электроэрозионная обработка невозможна даже на тонких деталях из мягких металлов.
Основные части самодельного проволочного электроэрозионного станка:
- станина — чугун или сталь;
- рабочий стол — прочный пластик или нержавейка;
- ванна для диэлектрика, служащая рабочей зоной;
- система подачи проволоки (две катушки, электродвигатель, привод, направляющие);
- система управления электродом (для прошивочных);
- система запуска и остановки;
- блок прокачки диэлектрика — насос, фильтры, трубопроводы;
- генератор;
- система управления.
Последний пункт — один из самых сложных, необходимо синхронизировать подачу проволоки по скорости и направлению, частоту импульса и подачу диэлектрической жидкости. Следует учесть, что в процессе работы жидкость ионизируется, и свойства ее значительно изменяются.
В зависимости от схемы генератора станка, в нем используются весьма опасные токи величиной 1-30А при напряжении 220 В. Изоляция всех токопроводящих частей должна быть исключительно надежной. Как работает самодельный станок можно посмотреть на видео, или здесь.
После анализа различной информации из интернета, можно сделать вывод, что по-настоящему работоспособными являются только промышленные станки. Самоделки пригодны для гравировки, нанесения надписей, пиления тонких листов металла, с которым справиться может качественный профессиональный электролобзик.
Принцип действия и особенности применения электроэрозионных станков
Электроэрозионные станки работают по принципу воздействия электрическими зарядами на обрабатываемую поверхность детали находящейся в электропроводной среде.
Электроэрозионный прошивной станок
За счет этого возникает электрическая эрозия в заданном направлении, что позволяет получить конкретную форму или размеры детали.
1 Принцип РАБОТЫ
Электроэрозионная резка происходит во время возникновения импульса газового электрического разряда, который имеет направленное действие. Схема такова, что при этом происходит разрушение и удаление части материала в зоне воздействия.
Под влиянием высокой температуры в области возникновения разрядов происходит плавление металла (латунная или медная проволока) с частичным его испарением. Для того чтобы получить необходимую температуру, схема использует генератор импульсов, позволяющий сконцентрировать большое количество энергии.
Электродами, между которыми возникает разряд, являются сама деталь, с одной стороны, и инструмент — с другой. Пространство между ними заполняется рабочей жидкостью, которая постоянно подается при работе станка через подводящую трубку (латунная или медная), если обработка не происходит в специальной ванной.
Электроэрозионный станок процессе работы
Электроэрозионные станки, в которых используются электрические разряды различных видов и способов их получения, могут производить несколько разновидностей электроэрозионной обработки металла:
- электроискровая схема;
- электроконтактная схема;
- электроимпульсная схема;
- анодно-механическая (комбинированная схема).
В работе с различными материалами прошивочный электроэрозионный станок с ЧПУ имеет одно ограничение — у них должна быть хорошая электрическая проводимость. Если материал не обладает этим свойством, то прошивной станок работать не сможет.
1.1 Процесс работы электроэрозионного станка (видео)
к меню ↑
2 Основные виды электроэрозионной обработки
Электроэрозионный проволочно вырезной станок применяется при следующих видах электроэрозионной обработки деталей из металла:
- прошивании;
- объемном копировании;
- вырезании/отрезании;
- шлифовании;
- доводке;
- маркировании;
- упрочнении.
Возможна электроконтактная обработка при выполнении:
- резки;
- работы с телами вращения;
- обработки внутренних полостей;
- зубчатых поверхностей;
- обработки плоских и конических поверхностей;
- упрочнения.
2.1 Станки фирмы Sodick
Японская производственная компания Sodick Co LTD, которая начала свою деятельность в 1976 году, на сегодняшний день является мировым лидером по производству и продажам электроэрозионных станков.
Электроэрозионный станок Sodick AD35L
Представительства компании Sodick имеются в Азии, США, Европе и ее продукция пользуется заслуженной популярностью у промышленных предприятий, которые имеют дело с обработкой таких материалов как титан и инструментальная сталь.
Sodick — единственный в мире производитель, который выпускает электроэрозионный прошивной станок с ЧПУ, имеющий линейные двигатели и рабочую зону сделанную из керамики. Специалисты компании Sodick разработали революционную электроискровую технологию зеркальной полировки обрабатываемого материала.
Схема оборудования Sodick работает по принципу прямого воздействия тепловой энергии на обрабатываемую поверхность металла. При этом отсутствует какое-либо силовое воздействие на материал, что значительно повышает качество производимых работ.
Изготовленные на электроэрозионных станках Sodick детали получают дополнительную прочность и устойчивость к обычной коррозии, так как в процессе работы над ними происходит изменение физических характеристик металла.
2.2 Копировально-прошивочный станок 4л721ф1
Прошивочный станок 4л721ф1 имеет адаптивное ЧПУ и используется при обработке отверстий и полостей в заготовках из металла трудно поддающегося обработке. С его помощью, также можно изготовить штампы, пресс-формы, фильеры и т.д.
Электроэрозионный копировально-прошивочный станок 4Л721Ф1
Установленные в прошивочный станок 4л721ф1 генератор импульсов ШГИ-80-440М2, высокоскоростной привод, устройство индикации в цифровом виде, быстросъемные приспособления, дают возможность значительно увеличить его производительность и качество обработки.
Станок 4л721ф1 не требует наличия особо прочного фундамента в производственном помещении, так как устанавливается на виброустойчивые опоры.
На станке 4л721ф1 возможна обработка деталей, которые имеют максимальные размеры по длине, ширине и высоте — 280×250х120 мм.
к меню ↑
2.3 Станки компании P&G (dk7732, dk7740, dk7725)
Станки dk7732, dk7740, dk7725 предназначены для изготовления измерительных инструментов, инструментальной оснастки, деталей для машин и механизмов (шестерни, зубчатые колеса и т.д.).
У проволочно-вырезных станков dk7732, dk7740, dk7725 имеется несколько особенностей:
- при работе используется молибденовая проволока, что позволяет использовать ее многократно. Для работы станка в течение недели достаточно 200 метров;
- станки оснащены удобным ЧПУ. Достаточно выполнить чертеж детали в программе CAD и загрузить его в ЧПУ станка при помощи съемного носителя;
- у них высокая производительность — обработка до 160 кв. мм поверхности за минуту.
2.4 Станок своими руками
Самодельный электроэрозионный станок можно собрать при наличии искрового генератора. Это самый сложный элемент в конструкции инструмента, который создается своими руками. За короткий отрезок времени должна быть собрана электрическая энергия в достаточном количестве для ее мгновенного выброса.
Простейшая схема для создания станка должна содержать в себе электрод соответствующего состава
Многие комплектующие для электроэрозионного станка который планируется сделать своими руками можно найти в старом телевизоре. К примеру — конденсатор емкостью 1000 мкФ. Все необходимые детали размещаются в коробе сделанном из фторопласта, который должен быть полностью изолирован. Направляющую втулку электрода можно сделать из заземляющего штыря розетки европейского типа.
Электродом является молибденовая проволока, которая по мере испарения продвигается с использованием винтового зажима. Втулка должна иметь отверстие для прохождения охлаждающей жидкости и одновременно рабочей среды по оси совпадающей с расположением электрода.
К электроду необходимо подключить привод (пускатель который имеет катушку на 230 В). Прошивочный элемент регулируется по глубине отверстия величиной хода штока.
При зарядке конденсаторов горит лампа, а шток пускателя находится внутри. Как только заряд конденсаторов выполнен, лампа гаснет, шток двигается вниз к обрабатываемой детали и при контакте с ней происходит искровой разряд. Воздействие на заготовку (деталь) происходит циклически, а частота циклов зависит от мощности осветительной лампы.
Электроэрозионно прошивное приспособление к сверлильному станку
Основные узлы, из которых состоит электроэрозионный станок сделанный своими руками:
- электрод;
- винт для крепления электрода;
- зажим плюсового контакта;
- направляющая втулка;
- фторопластовый корпус;
- выемка для притока рабочей жидкости (масла)%;
- штатив.
Элетроэрозионный станок схема
Боле подробно ознакомиться с устройством и получить информацию о номиналах электрических компонентов можно на стр. 154 книги.
2.5 Расходные материалы
Для того чтобы качественно выполнять работы по изготовлению деталей из особо прочного металла, необходимы следующие расходные материалы для электроэрозионных станков:
- латунная проволока для электроэрозионных станков (возможен вариант с цинковым покрытием), латунная проволока с диаметром 0,1, 0,2, 0,25 мм;
- молибденовая проволока сечением 0,14 мм (поставляется катушками по 200м весом 32 кг);
- латунная или медная трубка (электрод) сечением от 0,5 до 6 мм и длиной от 30 до 40 см. Латунная может иметь от одного до трех отверстий;
- модульные трубки для подачи охлаждающей жидкости, которые изготавливаются из высококачественных полимеров.
Уникальные детали сделанные электроэрозионным станком.
Электроэрозионная обработка — Обработка, заключающаяся в изменении формы, размеров, шероховатости и свойств поверхности электропроводной заготовки под действием электрических разрядов возникающих между заготовкой и электродом-инструментом.
Жаль этот аппарат не умеет стричь ногти
Скорее всего это китаец. У них до сих пор куча народу ходит с длинными ногтями чтобы показать что ручным трудом они не занимаются.
Может он гитарист
Обычно у гитаристов только на правой руке или на левой. но не на двух. у меня много друзей гитаристов.
смысл в том, что на руке, которую держишь на грифе(для правшей это левая) должны быть короткие ногти, иначе гг и ничего нормального не сыграть, ибо не прижать ноту. На руке, которой по струнам идет звукоизвлечение, ногти могут как помогать так и мешать(для теппинга), но в любом случае для гитары 1 рука будет иметь короткие ногти. И никакой человек даже будучи амбидкстром не будет менять то, как он держит гитару
Этот аппарат вообще ничего не умеет. Он лишь выполняет функции, обозначенные человеком. Если человек поставит задачу — стричь ногти, думаю, что это будет выполнено. И отстриженные ногти никто уже не вернет.
Не знаю как это работает, но если это сделано из 2 болванок, то не очень сложно, просто большая точность, а вот если из одной, то охуеть какой «хирургиеский» разрез.
Из двух,не переживай))
Более того, потом поверхности ещё и обработаны, иначе выглядели бы как говно
Ну, на самом деле электроэрозионная обработка способна давать очень чистую поверхность. Делал ласточкин хвост на проволочно-вырезном, при соединении найти место смыкания можно было только по следам шлифовки на торцах заготовок
Вероятно мы имели дело с разными станками. Ваш с микронной точностью. И совсем не насилует металл? Расскажите подробнее, интересно.
до 7 проходов по контуру и поверхность будет почти зеркальной
На эррозионке зеркальная поверхность? Вы на заводе вообще бывали?
а вы видели поверхность после 7проходов проволкой?
В видео говорится что зазор между деталями 2мкм.
Точнее там есть кадр с 4 китайскими иероглифами и значением 2µm. Один из иероглифов означает «пробел».
вся хитрость в микронной проволоке.
Выбешивает эта музы. ка..
это тоже самое что сравнивать кислое и квадратное
Только Боги могли построить такое!
А сколько примерно стоит такая безделушка?
ну станок, если европейский от 140тыс евро. а безделушку с такого станка тебе отдадут за пару касарей. просто резка эрозией — процесс долгий.
Надеюсь Вы про станок?
Вот до чего прогресс дошел. Завораживает. Интересно, а такие вещи продаются?
Это наши в 50е придумали. Можешь придумать и заказать любую деталь. Час работы в Москве около 1к стоит
А где посмотреть? Или все ЧПУ шники так могут?
Посмотреть можно в мае на выставке металлообработка. А заказать что бы что то сделали в интернете. У нас когда первый станок поставили мы запарились всякую сувенирную ерунду вырезать
Грубо говоря, режут металл струной за счет мелких разрядов, проходящих между проволокой и деталью.
Электроэрозионка — редкая тема из института, которая не вызывает ностальгии. Как же нудно ее читали.
. a штамп из металла, который «прожигает» дырку в металле по своей форме. Давайте не будем вспоминать. Правда жалко потерянного на этот предмет времени. Вы, наверное, даже не представляете каково узнать на консультации перед экзаменом, что один и тот же препод крайне нудно читал 3 предмета, а не 2 как мне казалось весь семестр.
ЧПУ ни при чем, это электроэрозионный станок, гугли электроэрозионная обработка москва
Человек не отличает Числовое Программное Управление от фрезерного станка с ЧПУ. Бывает )
не обязательно Москва. в любом более-менее крупном городе как правило есть.
но, выходит, эта технология только для обработки металлов пригодна? возможно ли современными методами с такой же точностью обработать болванку из фторопласта/оргстекла/акрила?
неа, нужна проводимость, да и смысл? для фторопласта/оргстекла/акрила есть куча других методов обработки, а точность такая не нужна
Мне бы такая точность пригодилась бы, но нужна инертность, металл не подходит
прямо интересно стало, что за конфигурация деталей и для чего они?)
Вот как сделали гравицапу
Если сравнить 3-D принтер и электроэрозионный станок — что выгоднее и что эффективнее?
А если полностью разнять детали, потом хрен состыкуешь?
а что то полезное таким методом сделать можно?
вырубная часть штампов так делается, например. металл закаленный до любой твердости можно обрабатывать.фасонные резцы можно делать.
вообще всё пром оборудование предполагает изготовление чего то полезного
Любая пылинка сможет заклинить фигурку? Верно?
или жир с немытых рук склеит это художество намертво?
Немножко залипательной металлообработки.
Ну и чуть-чуть юмора)
Залипательные ЧПУ
Залипательная работа станков с ЧПУ
Техножесть
В противовес технопорно
Тег «жесть» не нужен, уверяю.
С 8:03 — эпик (на превью).
От идеи до станка. Фрезерный станок ЧПУ своими руками.
Как и обещал, делаю подробный пост о создании станка с ЧПУ.
Начну с самого распространенного вопроса: а зачемчто он будет делать?
Ответ на этот вопрос не такой простой: всегда есть какие-либо детали, которые нужно сделать довольно точно и нет возможности просто распечатать их на 3d принтере. Так же иногда хочется делать самому печатные платы, быстро размечать детали. Ну и конечно же на этом можно зарабатывать 🙂 начиная от сувенирной продукции и заканчивая изготовлением деталей на заказ.
Сам процесс постройки уже затянулся на пол года, но на то были веские причины 🙂
Процесс проектирования и расчетов занял около 2 месяцев. Остановился на схеме портального фрезерного станка с подвижным столом, благо опыта расчета таких станков достаточно ( привет дипломной работе — рассчитывал стол фрезерного станка с длиной хода что-то около 4 метров, примерно как на фото).
С размерами рабочего поля определился довольно быстро: делать двери и прочую деревянную фурнитуру у меня никакого желание нет ( только металл, только хардкор).
В 80% задач габариты деталей не превышают 400х300 мм. От этого размера и был рассчитан станок.
После предварительного расчет всех передач приступил к процессу моделирования в CAD системе.
Покрутив и так и этак, остановился пока на таком решении:
А дальше началось самое интересное — превратить электронный вариант в осязаемый металлический.
На каждую деталь составил программу изготовления для станка ЧПУ из станочного алюминиевого профиля ( почему не стоит делать станки из профиля и в чем подводные камни — нужно делать отдельный пост с наглядными видео. А моое отношение к станкам из профиля хорошо отражает фото ниже ^____^ )
Готовые программы для изготовления деталей выглядят примерно так:
Сам процесс *вырезания* из металлической болванке того, что начертил ранее магическим образом чарует. Можно стоять и смотреть как летит стружка буквально часами.
Немного фоток самого процесса:
По поводу стружки: ее много. нет, ее даже ОЧЕНЬ МНОГО. Боевой пылесос забивался буквально за день 🙂 ох, сколько взрыв-пактов я бы сделал из этой стружки в детстве
Дальше шла самая ответственная часть — сборка. Скажу сразу, без друзей и матерных слов не обошлось, спасибо @mankxD за непосредственное участие в нарезание резьб 🙂 ну и конечно что же Маше за теплый чаек на холодном складе зимой.
Убедился, что все собирается на ура, отдал на аннодацию детали. Остановился на черном цвете, Batman меня поймет 🙂
Ну а дальше была финальная сборка механики и пайка электроники. Думаю, электронике уделить отдельный пост, ровно как и с первым запуском станка. На данном этапе он выглядит вот так.
Всем кому интересна данная тема — обращайтесь, буду рад помочь.
Будет рейтинг, буду кидать Вам всякие видосики с нюансами по эксплуатации и сборке таких машин в домашних условиях.
Всем спасибо за просмотр и хорошего дня 🙂