Содержание
- Электрик УФА
- 8-964-964-2417
- Сделать сварочник для скруток легко и недорого своими руками.
- Как сделать полуавтомат из инвертора ?
- Сварочный полуавтомат
- Подготовка
- Подающий механизм
- Реализация электрической части
- Переделка инвертора
- Как сделать аппарат для сварки медных скруток своими руками
- Требования к самодельному сварочному аппарату
- Что понадобится для самодельной конструкции
- Процесс изготовления
- Технология сварки медных скруток самодельным аппаратом
- Как собрать сварочный аппарат своими руками?
- Типы сварочных аппаратов
- Ящик для сварочного аппарата своими руками
- Особенности промышленных кейсов
- Преимущества промышленных образцов
Ящик для сварочного инвертора своими руками
Электрик УФА
8-964-964-2417
Сделать сварочник для скруток легко и недорого своими руками.
Статья от Электрик Уфа Аким Ильясов.
Если после прочтения инструкции остались вопросы, пишите мне здесь в комментариях.
Самая основная часть, которую нам необходимо приобрести это обыкновенный трансформатор 220/24 Вольт на 250 Вт (0,25 кВа). Найти его в любом городе сегодня, в принципе, не сложно имея хоть какой нибудь интернет. Просто впишите характеристики трансформатора в поиске ЯндексМаркет, и там сразу же повылазят разные интернет — магазины электротоваров с предложениям наших трансформаторов и их доставкой к вам в регион. Чаще всего пересылка делается за 300 рублей, а вы просто забираете трансформатор в пункте выдачи службы доставки. Например компании СДЭК. Их пункты выдачи есть почти во всех городах России. Стоимость трансформатора варьируется от 1000 руб до 1500 руб. Выглядит в точности как на фото ниже
Если по какой то причине вам не удаётся найти трансформатор (хотя это нонсенс), то не отчаивайтесь. Точно такой же трансформатор очень распространённо продаётся в корпусе под аббревиатурой ЯТП 220/24 В (Ящик с понижающим трансформатором). Именно такой я себе и приобрёл. Хоть он и дороже, но зато сразу имеет аккуратный корпус. Цена у него варьируется от 1800 рублей до 2500 рублей. Фото прикладываю ниже.
Этот ящик вы точно сможете найти абсолютно в любом интернет магазине электротоваров, и даже, скорее всего, в обычных магазинах электротоваров вашего города. Предназначен он для использования безопасного (пониженного) напряжения осветительных приборов в помещениях повышенной опасности. Например в сырых подвалах. По сути это и есть наш трансформатор. Ниже прилагаю фото внутренностей.
Вуа — ля, как я и говорил — это всё тот же трансформатор, который нам и нужен. Осталось удалить лишний автомат на выходе, чтобы он не отключался в момент сварки. А автомат на входе питания можем оставить как обычный выключатель, что бы обесточить транс не вытаскивая вилки из розетки.
Кстати говоря о вилке, мы плавно переходим к тому, что нам ещё необходимо приобрести, чтобы сварочник заработал. Большая часть списка найдётся в домашнем хозяйстве любого электрика, поэтому затраты остались совсем небольшие.
- Вилка с заземляющими контактами для подключения питающего провода.
- Любой гибкий провод с тремя жилами сечением 1,5 мм2 (ПВС 3*1,5 ШВВП 3*1,5 ПУГНП 3*1,5 КГ 3*1,5 и тому подобные) Этот провод мы подключаем непосредственно для питания трансформатора (белый и синий контакты на фото выше). К этому же проводу с другой стороны подключаем вилку. Третью жилу подключить к металлическому корпусу ЯТП
- Провод КГ 1*10 м2 для подключения к контактам на выход 24 Вольт (отмечено красным и чёрным на фото выше). Этого провода я рекомендую взять 10 метров. Таким образом, разрезав его пополам, у нас получится по пять метров на каждый из двух красно-чёрных контактов. Такая длина необходима для того, чтобы во время сварки ваш сварочник стоял на полу и не мешал вам своим весом. Данный провод продаётся в любом магазине электротоваров.
- Крокодильчик (самый мощненький) на подобии автомобильных проводов для прикуривания аккумулятора от постороннего автомобиля. Тоже можно приобрести во многих магазинах электротоваров, электроники, и автозапчастей. Этот крокодильчик мы цепляем к одному из проводов КГ 1*10 мм, который, напомню, подключен к красно — чёрным контактам 24 В. На любой из двух проводов.
- Угольный электрод. Продаётся в специализированных магазинах для сварки. Либо вбиваете в поиске того же Яндекса, и заказываете в интернет магазинах. Стоимость такого электрода от 20 до 100 рублей. Если же и с интернетом не вышло, то можно сходить на конечные остановки троллейбусов. Там повсюду раскиданы графитовые щётки (проставки от рогов). Их там выбрасывают водители троллейбусов при обслуживании рогов, после замены этих щёток. Так же можете спросить у самих водителей эти изношенные щётки. Вобщем этот электрод либо троллейбусную щётку вставляем в подключённый крокодильчик.
- Любые дедовские плоскогубцы. Подключаем их к оставшемуся свободному проводу КГ 1*10 мм от красно — чёрных контактов. Ими при сварке, мы будем зажимать скрутку для теплоотвода и контакта.
Внизу будут фотографии всего перечисленного, чтобы иметь визуальное представление.
Я приобрёл вот такой крокодильчик, и мне его хватает. Работаю с ним более года. Правда иногда, при крупных количествах сваренных скруток, он перегревается. Но как правило очень редко. Варю за раз более сотни штук и всё нормально.
Угольный электрод вставляется в крокодильчик омеднённой частью. А голой стороной варим. Хватает такого электрода на целый год. Медную оболочку можно частично удалять по мере изнашивания электрода. Цена вопроса, напомню, 30-100 рублей.
Здесь видим конечную конструкцию сварочника собранного из ЯТП. Весит она примерно 5 кг, что конечно несравнимо больше готового сварочного инвертора для скруток. Однако этот минус с лихвой компенсируется ценой. Он выходит как минимум в два раза дешевле, и в целом является доступным для мастеров, которые не могут себе позволить стоимость готового изделия. При всём этом вес тут не играет никакой роли ввиду того, что во время работы трансформатор находится на полу, а в руках у вас только электрод с плоскогубцами.
Ещё хочу сказать, что это не какой то временный колхозный выход из ситуации. У многих спецов такой сварочник работает ни одно десятилетие. Он не требует к себе ремонта и обслуживания, абсолютно неприхотлив, терпит любые условия эксплуатации. Там нечему ломаться.
При этом он не требует настроек тока. Просто вставил в розетку и варишь. Скрутки получаются ничем не хуже, а даже лучше нежели представлены в рекламных превьюшках к готовым инверторным сварочникам. Ниже привожу фотографии своей первой сваренной скрутки и все последующие.
Как сделать полуавтомат из инвертора ?
Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. В силу своей большой распространенности и малой стоимости, MMA инверторы есть в арсенале многих мастеров. А вот с MIG сваркой дело другое – эти устройства дороже. Но, выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в этот вопрос, дело окажется не таким уж и сложным.
Сварочный полуавтомат
Между MMA и MIG сварками есть кардинальные различия. Для работы полуавтомата, нужен углекислый газ (или смесь углекислоты с аргоном) и электродная проволока, которая подается к месту сварки через специальный шланг. Т.е. сам принцип сварки полуавтоматом – сложнее, но она универсальна и ее использование оправданно. Что нужно для работы полуавтомата:
- устройство для подачи проволоки;
- горелка;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, понадобится инструмент, время и желание.
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта для изготовления MIG сварки из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор – подающий механизм приобрести готовый.
В первом случае, стоимость деталей для подающего устройства выйдет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с подающим механизмом и проволочной бобиной.
Вначале, нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы он был легким и вместительным. Подающий механизм нужно держать в чистоте, иначе проволока будет подаваться рывками, кроме того, периодически нужно менять бобины и подстраивать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- опрятный внешний вид – особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат наружу и полуавтомат из MMA инвертора хорошо выглядит;
- легкий, закрывается;
- корпус тонкий – легко сделать нужные вырезы;
- клапан газа и привод подачи проволоки работают от 12 Вольт. Поэтому подойдет блок питания от компьютера, а он уже встроен в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение. После этого, можно приступать к работам.
Оптимальный вариант для электродной проволоки – катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. Для оси вращения можно использовать канализационную ПВХ трубу. Ее внешний диаметр – 50 мм.
Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Подающий механизм
Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
- Купить полностью готовый механизм в сборе. Дорого, зато быстро.
- Купить только подающие катушки.
- Сделать все своими руками.
Если выбран третий вариант, понадобится:
- два подшипника, направляющий ролик, пружина натяжения;
- двигатель для подачи проволоки – подойдет мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник прижимной – он должен быть регулируемый, второй служит опорой для ролика. Принцип изготовления:
- на пластине делаются отверстия для вала двигателя и для крепления подшипников;
- мотор закрепляется сзади пластины;
- на вал надевается направляющий ролик;
- сверху и снизу закрепляются подшипники;
Подшипники лучше всего ставить на металлические полоски – один край прикрепляется болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Сделанный механизм, размещается в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е., чтобы проволока не переламывалась. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
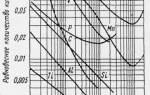
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.
Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора.
- Длина сварочных проводов не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Как собрать сварочный аппарат своими руками?
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом. Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Ящик для сварочного аппарата своими руками
Здравствуйте, читатели этого сайта. Сегодня я расскажу вам, как я сделал удобный бокс для перевозки сварочного аппарата из пластиковой канистры.
Большую часть времени я живу в городской квартире. В подвале под девятиэтажкой у меня есть мастерская, где я и занимаюсь своим хобби — самоделками. Там я могу делать всё, кроме сварочных работ — во-первых, там в электрощите установлен 10-амперный автомат, который может выбить при залипании электрода (А ключ от щита — у электрика). Во-вторых — пожарная безопасность! И в-третьих (и самое главное) вентиляция там не позволяет заниматься сваркой.
А потому, чтобы выполнить сварочные работы, я еду на дачу, или в частный дом. А так как времени у меня всегда в обрез, то чаще всего, после работы, я заскакиваю в подвал, хватаю всё необходимое, и еду.
Пользуюсь я вот таким сварочным инвертором «Жерард-ММА200».
Он уже много лет служит мне верой и правдой. Хранился он у меня в своей «родной» коробке. Но беда всех заводских упаковок, как известно, в том, что однажды достав её содержимое, практически невозможно вложить всё обратно! )))). Благо, с аппаратом поставлялся «сувенирный» щиток сварщика! Без него аппарат легко помещался. Но только он!
И вот, приехал я на дачу. Раскладываю инструмент в предвкушении интересной работы.
. И тут выясняется, что я забыл маску.
Другой раз я взял и маску и сварку. но забыл электроды.
Следующий раз — взял всё, кроме отрезных кругов. ))))).
Вот такие события зародили во мне мысль сделать некий бокс, куда бы вмещался весь комплект — сварочный аппарат, маска, провода, электроды, струбцины, молоток. Короче, чтобы схватил один ящик, бросил в машину — и ничего не забыл! )))))
И стал я думать, из чего бы мне такой сделать! Выбор мой пал на вот такую 30-ти литровую канистру, которых у меня достаточно много:
Прикинув, я пришёл к выводу, что такой объём мне как раз и нужен. (Скажу честно, «под нож» пошла не именно эта канистра. Просто ту, которую порезал, забыл сфотографировать.))))
В итоге, у меня получился ящик, который вы можете увидеть в этом видеоролике (он снят «криво, но уж, извините):
А сейчас я расскажу подробно, как я это делал.
Мне понадобилось:
1. Пластиковая канистра 30 л.
2. Вытяжные заклёпки диаметром 4,8 мм разной длины.
3. Петли 2 шт.
4. Защёлки сундучные 2 шт.
5. Полоски жести.
6. Обрезки труб ПВХ.
7. Обрезок линолеума.
6. Шайбы М5 увеличенные.
Итак, начнём.
Сначала я хотел сделать горизонтальную компоновку. Но, подумав, пришёл к выводу, что, во-первых, я значительно потеряю в жёсткости конструкции, во вторых, носить её я всё равно собираюсь за ручку ( т.е., вертикально), а потому,будет лучше, если укладка инструмента будет производиться в том же положении.
Поэтому я взял канистру и отрезал её верхнюю часть:
Это просто полоски с загнутым краем. Остались от чего-то, не помню. При необходимости, можно было их легко нарезать и загнуть.
Я взял полоску поуже и обклепал ею край отрезанной верхней части, используя обычный заклёпочник и вытяжные заклёпки. При этом я чуть выдвинул загнутый вдвое край жестянки за срез:
Мастер изготовил довольно удобный для использования в мастерской и транспортировки, ящик для инструментов. Сегодняшнюю самоделку нельзя назвать в полной мере кустарной. Это канистра, точнее, бокс, ящик для сварочного аппарата. Застежки, сзади петли. Взял, разрезал, что же внутри?
Мастер живет в городской квартире и самоделками занимается в подвале. Может делать все, кроме сварочных работ. Чтобы выполнить их, обычно едет на дачу или в частный дом. Тут, столкнулся с трудностями.
Нехватка времени, поэтому заскочив вечером после работы, собираем все необходимое. Поэтому решил сделать ящик, в который всё вошло. Сделал его из канистры. Было несколько канистр, одну из них разрезал, жестянками приковал при помощи заклёпок, чтобы придать жесткость. Сверху и снизу – двойными, то есть изнутри жестянку подложил. Посредством замков (куплено в магазине мебельной фурнитуры, стяжка – разборный стол соединяется, стоит копейки) открывается.
Внутри находится маска сварочная хамелеон, в ней лежат провода. Начнем с чего? Болгарка. Часто забываем, поэтому несколько. Одну из них поселил в канистре. Сбоку кармашек из линолеума, в нем необходимое количество дисков. Круги нужны отрезные, наждачно-лепестковые, зачистные. Это с собой. На кармашек закрепил рулетку. Сварка, инвектор.
Внутри ящика из ПВХ труб сделал несколько креплений. В них можно заложить электроды разных видов и сварочный молоток. Кусок кругляка обрезал, заточил, приварил отрезок водопроводной трубы.
Теперь куда-то ехать, что-то варить, стало удобней. Заскакиваем домой, переодеваемся, кидаем в багажник канистру, еду, аппарат и все остальное под рукой и ничего не забыто.
Сварочный инвертор стал обязательным атрибутом профессионального сварщика или любителя. При помощи сварочного оборудования производится пайка или резка металла, а кейс для сварочного инвертора предназначен для хранения основных узлов и компонентов, предназначенные для работы с поверхностями из металла. Для тех, кто постоянно занимается сваркой, приоритетным качеством проведения работы станет удобное расположение и размещение основных деталей и компонентов, которые предназначены для сварочных работ.
Особенности промышленных кейсов
Промышленность выпускает несколько вариантов ящиков для сварочного инвертора, но большинство пользователей оборудования считают, что отличным вариантом станет изготовление кейса своими руками. К слову, некоторые разработки кейсов для сварочного инвертора своими руками стали основой для промышленного производства, которые получили популярность у специалистов сварочного дела.
Промышленные серии имеют удобные отсеки и секции для хранения инструментов и прочих вспомогательных узлов и деталей. В качестве удачного образца промышленного производства можно указать серию FIT кейс 18″, который имеет следующие параметры:
- Наружный габаритный размер- 450*240*200 мм.
- Внутренняя часть кейса- 440 (390 мм внутренняя рабочая часть) *225*180 мм.
Боковые ручки, которые используются в данной конструкции, позволяют использовать полезный объем только в 390 мм. Высота такой конструкции составляет 180 мм, причём размер 145 мм отводится для непосредственной конструкции ящика, а 35 мм принадлежит исключительно закрытой части корпуса в виде крышки. Вес такой конструкции составляет около 2,5 кг. Как показывает практический опыт, такой вариант отлично используется как кейс для сварочного инвертора Ресанта, Торус и др. единственным минусом многие считают отсутствие возможности полноценного размещения проводов и кабелей, предусмотренные для конструкции инверторного сварочного оборудования.
В любом случае, для некоторых моделей все же удаётся «втиснуть» кабели, держаки, и провода внутрь конструкции ящика. Внутренняя часть крышки имеет специальное углубление, которое позволяет вместить пачку электродов и необходимым минимумом средств защиты.
В отличие от самодельных вариантов, которые приходится изготавливать из сподручных материалов, сварочный инвертор внутри кейса не будет «болтаться», а плотно держит основной корпус инверторного оборудования. Дополнительным плюсом серийного производства кейса для сварочного инвертора Патон, станет специальное лаковое покрытие, которое не будет менять свой внешний вид вне зависимости от того, в каком состоянии находится основное сварочное инверторное оборудование.
Преимущества промышленных образцов
Учитывая то, что сварочные работы относятся к разряду сложных и ответственных, не последнюю роль в этом играет наличие дополнительных аксессуаров и предметов, предназначенные для мобильной переноски или для долговременного хранения. Преимущества промышленных образцов заключаются в следующем:
- Передняя часть корпуса ящика, днище и задняя стенка изготовлены из металлической основы.
- Боковые стенки, а также закрытая часть верха в виде крышки изготовлены из ударопрочного пластика с соответствующим лаковым покрытием.
- Срок эксплуатации составляет не менее 5 лет.
- Подвижный механизм лотка, а также встроенные компоненты органайзера используются для размещения основных аксессуаров и дополнительных запчастей инверторного оборудования.
- Универсальные и крепкие замки из хромированного металла придают не только эстетичность, но и надёжно предохраняют ящик от преднамеренного открывания.
Промышленный кейс стоит дороже, чем ящик для сварочного инвертора своими руками, но вместе с этим, вы можете использовать данное приспособление как полноценный рабочий инструмент для хранения и переноски сварочного инвертора.
Особенности самостоятельной сборки кейса для сварочного инвертора
Чтобы собрать ящик для сварочника самостоятельно, необходимо иметь минимальные знания в области математики, в частности геометрии, чтобы правильно раскроить конструкцию и сделать полезный аксессуар для временного хранения инверторного оборудования.