Содержание
- Маркировка сверл по металлу
- Оглавление
- Свёрла по металлу. Какие лучше?
- Сверло по металлу
- Маркировка и цвет сверл по металлу
- Что означает маркировка сверла?
- Что означает цвет сверла?
- Виды сверл по металлу, их устройство и изготовление
- Конструкция и геометрия сверла
- Виды сверл по металлу
- Типы хвостовиков
- Маркировка сверл согласно ГОСТ
- Цветовое обозначение
- Технология изготовления сверл
- Таблица размеров сверл по металлу
- Материалы изготовления и покрытия
- Как подобрать сверло под обрабатываемый металл
- Сверла, применяемые в станках
- Лучшие производители
- Правила хранения сверл
- Виды и характеристики сверл по металлу
- Расшифровка маркировки
- Сверла для бытового применения
- Сверла, используемые в станках
- Сверла по металлу
- Конструктивные особенности
- Классификация сверл по типу конструкции
- Виды сверл по металлу
- Классы точности и размеры сверл
Марка стали сверла по металлу
Маркировка сверл по металлу
Оглавление
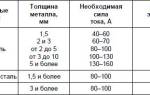
Маркировка сверл по металлу – это специальные обозначения, которые указываются на режущем инструменте. На все указанные цифры и буквы в маркировке необходимо обязательно обращать внимания, так как они обозначают диаметр устройства, марку стали, из которой оно изготовлено, класс точности, а также страну-производитель или марку-производитель. Сверла, которые имеют диаметр меньше, чем 2 мм, не маркируются, изделия, размер которых от 2 до 3 мм, имеют обозначения диаметра и марки стали. Если же режущий инструмент крупного размера (больше 3 мм), то на нем указываются все возможные параметры. Особенности маркировки необходимо знать для того, чтобы выбирать сверла необходимого размера, так как не все устройства подходят для сверления определенных отверстий.
Маркировка спирального сверла: значение букв
Цельные спиральные режущие инструменты, изготовленные из быстрорежущей стали, имеют следующие марки: Р 9, Р18, Р9К15. Буква Р означает то, что изделие изготовлено из быстрорежущей стали. После буквы Р указывается цифра, которая обозначает количество вольфрама, которое содержит инструмент. Берется средний показатель. Далее следуют еще одни буквы и цифры. Цифры, которые указываются после буквы, обозначают содержания легирующего вещества в сплаве, это процентный параметр, указывающий на массовую долю веществ. Например, если указано К6, это говорит о том, что в сплаве находится шесть частей кобальта, который способствуют увеличению теплостойкости. Если же М4 – значит, присутствует четыре части молибдена. То есть после буквы Р и цифры указывается специальная буква (название элемента) и цифра (количество элемента, присутствующее в сплаве) – это процентное содержимое легирующего элемента.
фото:маркировка спирального сверла по металлу
Например, указана следующая маркировка Р6М5Ф3. Это значит, что сверло изготовлено из быстрорежущей стали с добавлением 6 частей вольфрама, 5 частей молибдена и 3 частей ванадия.
Важно: на маркировке не указывают количественное добавление хрома, а также углерода, так как первый элемент имеет стабильный параметр – 0,4%, а второй имеет значение, равное содержанию ванадия.
Пример условного обозначения спирального инструмента с цилиндрическим хвостовиком.
Устройство, которое имеет повышенную точность, диаметр – 15 мм, исполнение 1, класс точности А, обозначается: 2300-7066 А1 ГОСТ 886-77. В данном значении обозначается класс точности прибора. Он может быть А1 – повышенная точность или В1 – нормальная точность. 2300 –эксплуатационно-конструктивные характеристики, 7066 – порядковый номер изготовления. ГОСТ – в соответствии, с какими нормами изготовлено устройство.
В случае если вы приобретаете сверло спиральное удлиненное с цилиндрическим хвостовиком, то на нем будет написано АБ 2300-0055. АБ – это индекс предприятия, 2300 — это эксплуатационно-конструктивная характеристика, 0055 – порядковый номер типоразмера устройства по заводской нормали.
Установка с коническим хвостовиком имеет показатель – 2301, для цельных обязательно указываются товарный знак предприятия-изготовителя, диаметр, марка твердого сплава, буква «Т», если установка имеет повышенную точность.
Импортные приборы имеют обозначение HSS или DIN. Устройство HSS имеет дополнительную маркировку – букву, которая указывает на рабочий материал. Например:
- HSS-Co (добавление кобальта);
- HSS-E (добавление кобальта);
- HSS-G (добавление металла P4M3 — молибден);
- HSS-R (добавление металла P2M1 — молибден).
Маркировка сверл DIN имеет стандартный параметр 338 – это техническая норма, которая полностью соответствует ГОСТу 10902-77.
Обозначение центровочного сверла
Обозначение сверл центровочных устанавливается по ГОСТу 14952-75. В обозначении имеют дополнительную букву А, В, С или R.
- А и В обозначают то, что конструкция используется для отверстий в 60 градусов и имеет (В) предохранительный конус или не имеет его (А).
- С – используется для отверстий в 75 градусов без предохранительного конуса.
- R – для отверстий, которые имеют дугообразную форму.
фото:маркировка центровочного сверла по металлу
Установки имеют обозначение, к примеру, такое 2317-0118 ГОСТ 14952-75. 2317 — это эксплуатационно-конструктивная характеристика, 0118 – порядковый номер типоразмера устройства по заводской нормали.
Например, если указана цифра 0001 – то диаметр 1 мм. Устройства группы В имеют особенности маркировки. 2317-00-12, если это второе исполнение, и 2317-0113, если первое.
Группа С обозначается: 2317-0022 (второе исполнение), 2317-0124 (первое), группа R 2317-0027. Это если диаметр 1 мм.
Маркировка сверла р6м5 в данном типе устройства может не указываться.
Маркировка перового режущего инструмента
- Р18 – удовлетворительный показатель, повышенная шлифуемость, указывает на широкий интервал закалочных температур.
- Р 9 – отличаются повышенной износостойкость, более узким интервалом закалочных температурных показателей, повышенной пластичностью.
- Р6М5 – дополнительно добавляется молибден, увеличенная склонность к обезуглероживанию.
- Р12Ф3 – имеют пониженную шлифуемость, используются для сверления на среднем режиме. Добавлено 3% ванадия.
- Р6М5Ф3 – увеличенная износостойкость, работа на средней скорости резания, применяются для углеродистых и легированных инструментальных сталей.
- Р9К5, Р6М5К5, Р18К5Ф2 – добавляется кобальт, который обеспечивает повышение вторичной твердости, теплостойкости, повышенный режим резания.
Имеют обозначение 2304 — эксплуатационно-конструктивная характеристика. Полная маркировка 2304-4001-50-108. Показатель от 50 до 108 может изменяться. Он указывает на возможное значение диаметра.
На каждом приборе обязательно указываются марка стали (Р и цифра), дополнительные элементы, включенные в состав (М, К, Ф и цифра – процент), диаметр сверловочной части, а также товарный знак предприятия-изготовителя. Для того чтобы подобрать устройство правильно размера, обратите внимание именно на эти параметры, а также на условное обозначение конструкции.
Свёрла по металлу. Какие лучше?
Универсальный и важный инструмент, без которого не обойдется ни один ремонт независимо от сложности выполняемых работ – это сверло. Сегодня рынок стройматериалов предлагает широкий выбор различных видов сверл. Все сверла различаются не только по длине, диаметру, но и по материалу, для сверления которого они и предназначены (дерево, металл, бетон, керамическая плитка, кирпич, стекло). Прежде чем произвести сверление того или иного материала необходимо подобрать соответствующий размер сверла. Его же вид подбирается в зависимости от выполняемых работ.
Сверло по металлу
Универсальность – отличительная черта сверла по металлу. Этот инструмент является незаменимым при выполнении работ с металлами различной прочности. С его помощью легко просверлить отверстие в чугунных изделиях, цветном металле, металлокерамике, легированных и нелегированных сталях.
Спиральные сверла по металлу сегодня пользуются небывалой популярностью. Это стержень цилиндрической формы, в котором выполнены две образующие режущие кромки винтовые канавки. По отношению к оси стержня канавки расположены под углом 10-45°.
Специалисты рекомендуют при покупке обращать внимание на материал, из которого изготовлено сверло по металлу. Самый высокопроизводительный и качественный режущий инструмент изготавливается из легированной и быстрорежущей стали. В качестве легированной можно взять марку стали 9XC, быстрорежущей – сталь марки P6M5. Инструменты, выполненные из таких сталей, позволяют получить высокий показатель в процессе сверления, являясь при этом высокопрочными, долговечными и надежными.
Маркировка и цвет сверл по металлу
Наверное, каждый из нас задумывался над тем, из чего изготавливают сверла, что означает маркировка, выбитая на инструменте? Как с помощью металла происходит сверление себе подобного? Все потому, что изделие производится из качественной и высокопрочной стали, а не из сырца, который проникает внутрь рынка от производителей нечистых на руку.
Что означает маркировка сверла?
Что же означает маркировка на сверле? Маркировка сверла по металлу имеет буквенно-цифровое обозначение: сначала идет буква основного элемента, после нее указываются цифра, означающая его процентное содержание в материале из которого изготовлено сверло. За первыми двумя символами могут также обозначаться и другие элементы. Буква Р означает вольфрам, К – кобальт, Ф – ванадий, М – молибден. Хром обычно не указывается в маркировке, так как в исходном материале он всегда присутствует (около 4%). Также не указывается и углерод.
Например, маркировка сверла Р7М6К6 указывает на то, что оно изготовлено из быстрорежущей стали с массовой долей содержания вольфрама 7%, молибдена – 6%, кобальта – 6%.
Отечественные производители не наносят никакой информации на сверла по металлу диаметром менее 2 мм. На инструмент диаметром 2–3 мм наносится диаметр и марка стали. У всех остальных сверл помимо названной информации выбивается товарный знак, а в редких случаях и класс точности сверла.
Если в металле сверлятся отверстия под резьбу, под каждое подбирается сверло определенного диаметра. Для резьбы М4, М5, М6, М8, М10, М12 диаметр сверл соответственно равняется 3,3; 4,2; 5,0; 6,7; 8,4; 10,2 мм. Большие отверстия в металле необходимо выполнять в несколько этапов, то есть вначале следует использовать тонкое сверло, после увеличить диаметр до нужных размеров. К примеру, для того, чтобы просверлить отверстие диаметром 10 мм, лучше его просверлить в два приема сверлами 5 и 10 мм.
Что означает цвет сверла?
Все сверла изготавливаются следующих цветов: ярко-золотой, черный золотистый, серый и черный.
Ярко-золотой цвет говорит о том, что в процессе обработки инструмента применялся нитрид титана. Покрытое нитридом титана сверло обладает повышенной прочностью. В процессе сверления между поверхностями создается меньшее трение.
Черный золотистый оттенок свидетельствует о том, что в исходном сырье, дабы снять внутреннее напряжение применялся отпуск.
Серый цвет говорит о том, что не проводилась окончательная обработка по защите и упрочнению материала. Это означает, что изделие низкого качества – оно долго не прослужит.
Черный цвет означает, что инструмент был обработан перегретым паром, что позволило увеличить его износостойкость.
Кобальтовые сверла по металлу Р9 от торговой марки Polmart
Для сверления высокопрочных металлов предназначены сверла из быстрорежущей стали Р9 стандарта DIN 338. Эти сверла могут работать как со стационарными так и с ручными дрелями. Красностойкость описываемого сверла по металлу повышается из-за высокого содержания в составе инструмента кобальта и прочих легирующих элементов. Эти кобальтовые сверла широко используются для выполнения отверстий в нержавеющих, кислотоупорных, тугоплавких и высоколегированных сталях, плотность которых достигает 1000 Н/мм.
Сверла по металлу от торговой марки Bosch
Сверло по металлу от компании Bosch линейки изделий HSS-CO изготавливаются согласно всем стандартам из быстрорежущей стали. Благодаря этим сверлам в процессе сверления стружка удаляется очень быстро из-за оксидного покрытия сверла по металлу. Сверло имеет угол заточки в форме зубила и равен 135° с сеточной шлифовкой применяется для сверления практически всех сталей.
Термическую стойкость улучшает легирование сверла кобальтом, при этом показатель прочности на разрыв равняется 1000 Н/мм. Это означает, что такое сверло можно применять для сверления практически всех сплавов, сталей и в то же время выполнять различной сложности производственные задачи. Необходимая выдержка наружного диаметра сверла обеспечивается классом точности h8.
Сверла по металлу с титановым покрытием от компании Haisser
Эти сверла заточены крестообразно и являются одними из мощнейших инструментов, применяемых при сверлении в быту и промышленности при самых высоких нагрузках. Сверла по металлу с титановым покрытием могут работать в тяжелых условиях, при этом обеспечивается максимальное охлаждение титанового покрытия. В основном такие сверла применяются в промышленности и во время проведения сложных технологических работ. Сверло имеет угол заточки с сеточной шлифовкой равный 135°. Высокая износостойкость и практичность способствуют увеличению срока службы.
Такие сверла по металлу с титановым покрытием применяются для легированных и нелегированных сталей, цветных металлов, плексигласа, металлокерамики.
Виды сверл по металлу, их устройство и изготовление
Сверло по металлу: конструкция, геометрия, элементы сверла. Как и из чего делают сверла. Типы хвостовиков и маркировка. Выбор, применение и правила хранения. Лучшие производители и советы по выбору сверл по металлу.
В машиностроении сверло по металлу является вторым по частоте использования инструментом после резца, а в домашнем хозяйстве оно уверенно делит лидерство с ножовкой и отрезным кругом. Конструктивно сверло — это длинный цилиндрический стержень из металла с двумя режущими кромками на торце и спиральными канавками для отвода стружки. Принцип резания металла и формирования отверстия у всех типов этого инструмента практически одинаков, поэтому основная классификация сверл по металлу основывается на конструктивных признаках (тип хвостовика, профиль спирали, вид режущей кромки и т. п.). Определить по внешнему виду все необходимые характеристики сверла достаточно сложно, т. к. маркировка, которая гравируется на металле хвостовика, содержит информацию только о диаметре инструмента, материале изготовления и производителе. Поэтому для того, что выбрать сверло для обработки твердых, хрупких или вязких металлов и сплавов необходимо воспользоваться каталогами производителей. Длительное и краткосрочное хранение сверл должно осуществляться по определенным правилам, т. к. инструментальные и быстрорежущие стали склонны к коррозии, а заточенные кромки легко повреждаются при ударе о металл.
Конструкция и геометрия сверла
Любое сверло вне зависимости от его назначения и конструктивных особенностей состоит из двух основных компонентов: хвостовика и рабочей части. Первый служит для передачи инструменту вращения от привода или фиксации его в неподвижном состоянии (на токарных станках). Рабочая часть состоит из ряда элементов, непосредственно обеспечивающих процесс сверления. Геометрия сверла зависит от особенностей сверления, для которого оно предназначено, а также материала обрабатываемой заготовки (различные металлы, древесина, пластики, композиты, керамика).
В качестве примера взят один из самых распространенных в промышленности видов такого инструмента: спиральное сверло для работ по металлу с коническим хвостовиком (см. чертеж ниже). Все изображенные на рисунке углы сверла соответствуют работам по металлу общего назначения. Слева показан вид сбоку, а справа — со стороны рабочего торца (увеличено).
- Хвостовик. Служит для закрепления инструмента в шпинделе станка или зажимном патроне. При сверлении металла на токарных станках крепится неподвижно в конусе задней бабки.
- Рабочая часть. Формирует цилиндрическое отверстие (или углубление). Состоит из режущей части, длина которой у таких сверл по металлу обычно составляет половину их диаметра, и направляющей с канавками для отвода стружки.
- Конус Морзе. Для установки в шпиндели и задние бабки станков используют инструмент с коническим хвостовиком, а для зажима в кулачковые и цанговые патроны — с цилиндрическим.
- Лапка. Эти конструктивные элементы присутствуют только на конических хвостовиках и предназначены для выбивания инструмента из шпинделя или оправки.
- Шейка. Обеспечивает удобство подвода и отвода шлифовального инструмента при обработке спиральных канавок. Она не выполняет никаких рабочих функций, поэтому на нее обычно наносится маркировка сверла (чеканится непосредственно на металле).
- Направляющая часть. Также называется калибрующей. Опираясь на стенки просверленного в металле отверстия, направляет инструмент вдоль его оси. Включает в себя спиральные поверхности с ленточками и канавки для отвода стружки.
- Угол наклона спиральной поверхности. Для обработки металла он составляет 18÷30°.
- Стружкоотводящая канавка. От ее ширины, наклона и качества поверхности зависит скорость отвода стружки.
- Диаметр режущей части. Равен расстоянию между внешними краями режущих кромок.
- Режущая кромка. Это острая грань между передней поверхностью (стружечной канавкой) и задней затачиваемой поверхностью.
Общая компоновка других типов сверл по металлу подобна этой, хотя в зависимости от своего назначения они могут отличаться конструкцией режущей части и стружкоотводящих канавок.
Виды сверл по металлу
Среди специальных сверл самой большой группой является инструмент для глубокого сверления в заготовках из металла. Отдельные подгруппы также составляют изделия для сверления отверстий больших диаметров и ступенчатых цилиндрических профилей. Бывает так, что современный сборный инструмент имеет настолько сложную или инновационную конструкцию, что его относят сразу к нескольким типам.
Спиральная форма
Традиционным широко распространенным видом сверлильного инструмента являются спиральные сверла, у которых формирование цилиндрического отверстия в металле осуществляется двумя симметричными режущими кромками. При этом отвод образующейся стружки проходит по спиральным канавкам, начальная часть которых является передними поверхностями, образующими эти кромки. По своей конструкции эти изделия могут быть монолитными или сборными, с заменяемой головкой или механическим креплением режущих пластин. Для снижения трения и повышения скорости отвода стружки спиральную часть полируют и покрывают износостойкими материалами.
Ступенчатая форма
Корончатые сверла
Шнековые сверла
Перовые сверла
Типы хвостовиков
Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.
Цветовое обозначение
Кроме того, каждая группа резания подразделяется на группы применения, которые обозначаются числом в интервале от 1 до 40. Группы с большим индексом имеют более высокую прочность, а с меньшим — большую твердость и стойкость к износу.
Технология изготовления сверл
- Подготовка компонентов. Цилиндрические заготовки для обеих частей нарезают на прутковых автоматах, а затем очищают от заусенцев, поверхностных окислов и загрязнений.
- Сварка. Две части из разного металла сваривают контактной стыковой сваркой. После этого со сварных швов удаляют излишки металла, а заготовки правят для придания им точной цилиндрической формы.
- Обточка. Заготовки центруют и обтачивают до точного размера. На этом же этапе подрезают торцы, точат конус хвостовика, обтачивают конец конуса под лапку (у инструмента с цилиндрическим хвостовиком последние две операции отсутствуют).
- Фрезеровка. Фрезеруют лапку (для конических хвостовиков), спиральные канавки и задние поверхности. После этого заготовка подвергается термической обработке с последующей очисткой на пескоструйной установке.
- Шлифовка. Шлифуют и полируют канавки спиралей. После этого шлифовке подвергают хвостовик и рабочую часть (с доводкой обратного конуса).
- Заточка сверла.
Корпуса сборного сверлильного инструмента, в котором режущая часть выполнена из твердосплавных пластин с напайным или механическим креплением, являются достаточно сложными изделиями, т. к. при их изготовлении необходима сложная фрезерная и токарная обработка. Поэтому их обычно изготавливают на станках с ЧПУ или обрабатывающих центрах.
Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Материалы изготовления и покрытия
Для улучшения рабочих характеристик сверл по металлу их поверхности подвергают дополнительной обработке или покрывают твердыми соединениями металлов. Самые распространенные методы обработки, повышающие прочность и износостойкость инструмента, — это цианирование и сульфидирование. А для защитных покрытий обычно используют карбонитрид титана (TiCN), в том числе легированный алюминием (TiAlN).
Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.
Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
Сверла, применяемые в станках
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, — это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).
Лучшие производители
Среди российских производителей сверлильного инструмента для работ по металлу хорошее соотношение цены и качества имеет продукция Волжского инструментального завода (ВИЗ), Томского инструментального завода (ТИЗ) и ПО «Туламаш». К этой же категории относится инструмент украинского Запорожского инструментального завода (ЗИЗ). Самыми лучшими по качеству являются сверла всемирно известных производителей режущего инструмента, таких как немецкие Bosch, Hasser и Ruko, шведский Sandvik, японская Mitsubishi, тайваньский Winstar и пр. Но их продукция имеет достаточно высокую цену и предназначена в основном для профессионального применения. Кроме того, на рынке массово представлены сверла по металлу под торговыми марками известных продавцов и производителей электроинструмента. В основном это недорогой инструмент, но при этом многие изделия имеют очень высокое качество. В этой категории пользователи чаще всего отмечают «Зубр», «Интерскол», DeWalt, Hilti, Makita и Metabo.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
Виды и характеристики сверл по металлу
Сверление металлических изделий – операция, отлично знакомая домашним мастерам. Однако этот процесс лишь с первого взгляда отличается простотой. Для успешной работы необходимо понимать, какими сверлами лучше пользоваться и как выбирать качественную продукцию. Как подобрать сверло по металлу, чтобы оно не затупилось и не сломалось? Множество вопросов, которые необходимо учитывать перед покупкой. Далее разберем виды сверл по металлу, их классификацию, маркировку, обозначения, а также приведем фото сверл по металлу каждого типа.
Расшифровка маркировки
Прежде чем разобрать, какие бывают сверла по моделям, следует обратить внимание на маркировку. На обозначение в первую очередь оказывает влияние диаметр. Для тонких изделий маркировка обычно не предусмотрена, обозначатся начинают изделия от 3 мм. При увеличении толщины возрастает количество информации – классы точности, производители и т.п.
Цифро-буквенное обозначение расшифровывается просто. По традиции отечественные изделия начинают обозначаться с буквы P , то есть быстрорежущая сталь. Следующая цифра обозначает процентное соотношение вольфрама. В последующих цифрах и буквах заключены дополнительные компоненты и их количество. Так, K – это кобальт, M – молибден. Чем большее количество включено элементов, тем лучшие характеристики (температурная, механическая нагрузка) имеет сверло.
Содержание углерода, хрома не наносится, т.к. с первым содержание пропорционально количество ванадия, а второго всегда 4 процента. При внедрении ванадия больше 3%, то появляется буква Ф и его количество.
Импортные изделия маркируются так – DIN и HSS .
DIN обозначаются многоцелевые инструменты, подходящие для обычного и глубокого сверления. Обладают различными покрытиями, с легкостью распознаваемое по цветам.
HSS имеют различия в буквах, идущих после аббревиатуры. G – говорит о наличии инструмента, способного справляться с углеродистой, легированной сталью, обработает чугун, алюминий, медный сплав. E – инструмент, справится с легированными/углеродистыми сталями, а также кислотостойким и нержавеющим металлом.
Титановые свела имеют обозначение HSS-G TiN и HSS-G TiAlN. Для них любой приведенный выше металл будет не помехой.
Сверла для бытового применения
Все типы сверл по металлу можно разделить на сферы применения. Так, можно выделить бытовое и промышленное использование. Второе направление предполагает использование в специализированном оборудовании – станках. Обычные также могут быть задействованы в станочном оборудовании, но наибольшее распространение получили в переносном электроинструменте.
Спиральное цилиндрическое. Сверло по металлу, каким все привыкли его видеть. В основном изготавливается из быстрорежущей стали НSS, Р6М5. Иногда можно найти наиболее качественные из стали марки P18. Сейчас эту сталь практически не применяют, но если оно вам попалось, то это качественный вариант.
Маркировка сверл по металлу этого типа предполагает наличия следующих модификаций: P9, P18, P9K15. Буква P обозначает изготовление из быстрорежущей стали. Цифры определяют процентное соотношение вольфрама в составе инструмента. Последующие буквы и цифры определяют наличие и количество легирующих веществ. К примеру, K6 означает, что сплав содержит 6 частей кобальта, способствующего теплостойкости. M4 – наличие 4 частей молибдена.
С коническим хвостовиком. Чаще всего предназначаются для сверлильного станка. Хвостовик выполняется в форме конуса, так называемого Конуса Морзе, который обжимается в патроне. Существуют модели дрелей, которые поддерживают подобные разновидности инструмента. В этом случае они просто вставляются в дрель без использования патронов. Подобные модели дрелей являются тихоходными. Если необходимо провести сверление отверстий большого диаметра (от 23 мм), то их просверливают подобными моделями.
Маркировка схожа с обычными спиральными. Цифро-буквенное обозначение формирует наличие компонентов и их соотношение.
Корончатого типа. Классификация сверл по металлу предполагает и эту разновидность. Они предназначены для создания отверстия большого диаметра. Обладают схожестью с коронками для работ по бетону, но без твердосплавных элементов на зубцах. Производятся из стали НSS. Обладает частыми зубьями. Отлично подойдут для создания отверстий более 30 мм в диаметре. Но подходит лишь для тонкого металла.
Корончатые модели, имеющие диаметр меньше 2 мм, не имеют маркировки, свыше 3 мм указывается марка и толщина. При больших размерах указывается информация о производителе, составе стали и иных характеристиках. Все данные можно найти на упаковке.
Ступенчатого типа (конические). Этот вариант подробно рассматривали в этой статье. Широкое распространение получили относительно недавно. Диаметры отверстий также могут получаться значительные. Однако можно создавать и небольшие. Инструмент имеет универсальные характеристики и возможность сверления от 6 до 30 мм.
Отличительной чертой является то, что возможно использовать лишь с листовым металлом толщиной до 2 миллиметров.
Центровочные. Подробно также рассматривали в соответствующей статье. Необходимы для центрирования точек создания отверстий заготовок перед началом сверления. Разобраться с обозначениями поможет нижеприведенная таблица.
Твердосплавные модификации. Используются для обработки прочного металла, в том числе прошедшего закалку. В этом случае помочь сможет только этот вариант. Наконечник обладает твердосплавной пластиной – сплав BK8 (победит). Подобные инструменты получили широкую известность при сверлении бетона. Однако в отличие от бетонного аналога для металла имеет угол заточки острый односторонний. Это обеспечивает возможность эффективно обрабатывать металл.
Имеет место только одна проблема – редко встречаются в продаже.
Левосторонние. Существует и такая, нечасто встречающаяся в продаже, модификация сверл. Применяются для высверливания сломавшихся болтов, винтов, которые невозможно удалить обыкновенной моделью.
С повышенной точностью. Используются в работах с повышенными требованиями к точности. Маркировка сверла такого типа содержит обозначение А1, В1. Это обозначения класса точности.
Кобальтовые. Подробно рассматривали в статье про кобальтовые сверла. В последнее время получили широкое распространение и продаются повсеместно. Имеют повышенную стойкость, позволяют обрабатывать особо твердые детали. Чем же отличаются кобальтовые сверла от обычных? Чаще всего маркировкой. Например, наличие надписи P6M5К5 свидетельствует о наличии кобальта в составе, об усиленной структуре. Стоимость в несколько раз больше, чем у обычных.
С титановым покрытием. Определить легко по желтому цвету. Это как раз напыление нитрида титана. Часто возникают споры по поводу прочности кобальтовых и титановых сверл. Однозначно можно сказать, что кобальтовые значительно прочнее. Наличие титанового покрытия обеспечивает режущие кромки защитой больше от ржавчины, чем от процесса стирания.
Сверла, используемые в станках
Помимо всем известных модификаций существуют варианты, которые известны лишь в узком кругу специалистов, связанных с профессиональной металлообработкой.
Сверла с напаянными пластинами. Позволяют обеспечить увеличенные характеристики износостойкости во время обработки особо прочных металлов. К тому же экономически целесообразны во время обрабатывания больших отверстий, т.к. цена существенно ниже твердосплавного аналога или со сменными пластинами.
Со сменными пластинами. Используются для обработки деталей в массовом/серийном производстве. Отличаются быстрым процессом смены пластин, что существенно упрощает работу операторов, т.к. сверла не требуется перетачивать и снова устанавливать. Применяются при обработке глухих отверстий, имеющих плоское дно, а также при невысоком требовании к точности обработки.
Для глубокого сверления. При обработке отверстия до 100 мм могут использоваться следующие модификации.
- Эжекторные. Предпочтительны во время сверления на станке, имеющего горизонтальную компоновку шпинделя (токарный станок, обрабатывающих центр). Использование подобных сверл – передовая технология создания глухого отверстия.
- Пушечные. Относится к устаревшим методам создания глухих отверстий. Точность обработки может достигать девятого класса, а чистота поверхности от 0,1 до 3,2 Ra микрон.
Это основные типы сверл, которые используются в быту и промышленности. Имеются также универсальные варианты, которыми можно обрабатывать любые поверхности. С существующими разновидностями сверл по другим материалам можно ознакомиться в статье «Виды сверл».
Сверла по металлу
Домашние мастера нередко сталкиваются с необходимостью просверливания отверстий в металлических изделиях, и большинство из них так или иначе знакомы с этой операцией. Процесс оформления отверстий с первого взгляда несложен, но для получения качественного результата мастеру следует придерживаться некоторых правил. В предлагаемой статье будет приведена информация о том, какими бывают сверла по металлу, как правильно подобрать сверлильный инструмент перед вступлением в работу, о видах буравов, и другие полезные факты, которые помогут понять мастеру все о сверлах.
Конструктивные особенности
В зависимости от конструктивных особенностей и своей функциональной принадлежности, весь сверлильный инструмент подразделяется на несколько характерных видов. Так, по своему назначению, выделяют нижеперечисленные виды сверл:
- для сверловки органического стекла;
- бетонных изделий;
- керамических деталей;
- древесины;
- пластиковых компонентов;
- буравчики для сверления по металлу.
Конструкция сверла – это главный отличительный признак соответствующего вида буравов от других его «собратьев». Различаться могут следующие основные части сверла:
- режущая часть буравчика;
- хвостовик;
- рабочая поверхность, выполняющая также и функцию вывода стружки из просверленного прохода.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Виды сверл по металлу
Понимание видов буравов поможет мастеру определиться и сделать выбор в пользу наилучшей модели сверлильного изделия.
Различают следующие виды сверл по металлу:
- Спиральные – это стандартные сверла, имеющие цилиндрическую форму и изготовленные, в основном, из высококачественной стали марки HSS. Крупное сверло такого типа может достигать 80 мм в диаметре. Применение буравчиков этого вида наиболее распространено при выполнении сверлильных работ по металлу ввиду их повышенной прочности и долговечности. Конструкция спирального бурава выполнена так, что кромки рабочей поверхности имеют угол заточки по отношению друг к другу, равный 118±30º.
- Конические, или ступенчатые – буравчики, которые имеют коническую форму рабочей поверхности. Таким сверлильным приспособлением можно сделать отверстие в тонколистовом металле с толщиной до 2 мм или исправить уже готовое дефективное отверстие, полученное в результате работы другими инструментами. Буравы с золотой окраской подходят для оформления отверстий в изделиях высокой плотности.
- Корончатые (кольцевые) фрезы – это сверлильные инструменты в виде полой коронки с плотным набором зубьев для оформления отверстий в тонком металле, в т.ч. отверстий, с диаметром более 30 мм. Отвод металлической стружка при использовании такого бурава происходит в полость трубки, что позволяет формировать отверстия на большую глубину без извлечения из лунки буравчика. Инструмент этого вида позволяет выполнить сверловку с более качественным краем, а малая площадь соприкосновения бурава с поверхностью металла обеспечивает экономию электроэнергии, что еще больше привлекает к себе внимание сверлильщиков.
- Перовые сверла – инструменты для сверловки, имеющие сменные рабочие пластины, которые дают возможность получить глубокие идеально ровные отверстия. Перовое плоское сверло позволяет вырезать отверстие с полным отсутствием перекоса, а также выполнить отверстие большого сечения. За счет низкой стоимости, эти изделия привлекают к себе внимание очень многих мастеров.
- Длинные сверла по металлу – это специальные удлиненные сверла по металлу, позволяющие выполнить глухие или сквозные отверстия с глубиной более 5-ти диаметров бурава. Несмотря на низкую производительность таких буравчиков, их конструкция предполагает наличие 2-х винтовых канала, по которым должна стекать охлаждающая эмульсия. Существуют также супердлинные сверла по металлу, которые позволяют просверлить отверстие в металлах, имеющих твердость 1300 Н/мм2.
- Центровочные сверла – многофункциональные буравчики для оформления отверстий в металле, используемых для последующего закрепления детали в центрах сверлильного оборудования. Отверстие, выполненное при помощи центровочного буравчика, имеет ось со строгим углом к детали, равным 90º. Радиус центровочных буравов может быть от 0,25 до 5,0 мм.
- Резьбовые сверла по металлу – сверлильное приспособление для нарезки отверстий заданного диаметра с элементами резьбы.
- Левосторонние сверла – это целевые буравы, применяемые для выкручивания сломавшихся или застрявших метизов.
- Высокоточные сверла – сверлильный инструмент, позволяющий добиться высокой точности выполнения работ. Класс подобного буравчика по металлу идентифицируется по буквенно-цифровой комбинации А1, в соответствии с чем и определяется его заведомо высокая цена.
Классы точности и размеры сверл
В зависимости от квалитета точности отверстия, различают 3 класса точности буравов:
- Сверла повышенной точности А1 – сверловка отверстий 10-13 квалитетов точности. Этот класс точности сверла, нанесенный на плоскости буравчика, сориентирует мастера при выборе инструмента повышенной прочности.
- Нормальной точности В1 – для отверстий до 14 степени точности.
- Нормальной точности В – для сверловки отверстий до 15 квалитета точности.
Размеры сверл по металлу, представленные на современном рынке предложений, имеют очень большой разбег, но, опираясь на основные ГОСТы, можно выделить 3 основные категории, представленные в таблице: