Содержание
- Журнал сварочных работ
- Как заполняются графы
- Выполнение работы
- Где еще описаны рекомендации по заполнению
- Перечень нормативной документации по сварке
- Журнал сварочных работ образец заполнения СП 70.13330.2012
- Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
- Пояснение к оформлению журнала сварочных работ
- Нормативно-техническая документация на сварку
- ФНП требования к производству сварочных работ на ОПО
- Требования к исполнителям работ
- Требования к руководителям работ
- Требования к подготовке и прохождению сварочных работ
- Оформление документации перед началом работы
- После окончания сварки
- Интересное видео
Какая документация оформляется при проведении сварочных работ
Журнал сварочных работ
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Перечень нормативной документации по сварке
КО (Котельное оборудование)
- РД 153-34.1-003-01 «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с)»,
- «Федеральные нормы и правила в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением»,
- СНиП 3.05.03-85 «Тепловые сети»,
- СТО 00220368-008-2006 «Изготовление деталей и узлов из коррозионностойких сплавов на железоникелевой основе разнородных соединений и двухслойных сталей с плакирующим слоем из сплавов марок 06ХН28МДТ, ХН65МВ и Н70МВФ-ВИ типовой технологический процесс»,
- СТО 00220368-013-2009 «Сварка сосудов, аппаратов и трубопроводов из высоколегированных сталей»,
- ГОСТ Р 52630-2012 «Сосуды и аппараты стальные сварные»,
- РД 153-34.1-39.603-99 «Руководство по ремонту арматуры высоких параметров»,
- СТ ЦКБА 053-2008 «Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей»,
- РД 34 15.132-96 «Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов»,
- СП 70.13330.2012. «Свод правил. Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87»,
ГО (Газовое оборудование)
- СП 42-102-2004 «Свод правил по проектированию и строительству. Проектирование и строительство газопроводов из металлических труб»,
- РД 01-001-96 «Сварка сварных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергетических установках»,
- СП 62.13330.2011 «Газораспределительные системы. Актуализированная редакция СНиП 42-01-2002»,
- СП 42-101-2003 «Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб»,
СК (Строительные конструкции)
- ГОСТ 23118-99 «Конструкции стальные строительные»,
- РД 34 15.132-96 «Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов»,
- СП 70.13330.2012. «Свод правил. Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87»,
- ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций»,
- ГОСТ 10922-90 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций»,
- ГОСТ 23858-79 «Соединения сварные стыковые и тавровые арматуры и железобетонных конструкций»,
- РТМ 393-94 «Руководящие технические материалы по сварке и контролю качества Соединений арматуры и закладных изделий железобетонных конструкций»,
НГДО (Нефтегазодобывающее оборудование)
- СТО Газпром 2-2.2-136-2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов»,
- СТО 2-2.2-115-2007 «Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно»,
- СТО Газпром 2 – 2.4 – 083- 2006 «Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов,
- СНиП III-42-80 «Магистральные трубопроводы»,
- ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка»,
- ВСН 003-88 «Строительство и проектирование трубопроводов из пластмассовых труб»,
- «Правила безопасности в нефтяной и газовой промышленности»,
- ВСН 012-88 «Строительство магистральных и промысловых трубопроводов»,
- ВСН 440-83 «Инструкция по монтажу технологических трубопроводов из пластмассовых труб»,
- Руководство по безопасности «Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов»,
- «Руководство по безопасности вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов»,
- ОСТ 26.260.3-2001 «Сварка в химическом машиностроении. Основные положения»,
- СТО 00220368-011-2007 «Сварка разнородных соединений сосудов, аппаратов и трубопроводов из углеродистых, низколегированных, теплоустойчивых, высоколегированных сталей из сплавов на железоникелевой и никелевой основе»,
- СТО 00220368-013-2009 «Сварка сосудов, аппаратов и трубопроводов из высоколегированных сталей»,
ОХНВП (Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств)
- СТО 00220227-005-2009 «Сосуды и аппараты стальные сварные высокого давления»,
- СТО 00220368-008-2006 «Изготовление деталей и узлов из коррозионностойких сплавов на железоникелевой основе разнородных соединений и двухслойных сталей с плакирующим слоем из сплавов марок 06ХН28МДТ, ХН65МВ и Н70МВФ-ВИ типовой технологический процесс»,
- СТО 00220368-011-2007 «Сварка разнородных соединений сосудов, аппаратов и трубопроводов из углеродистых, низколегированных, теплоустойчивых, высоколегированных сталей из сплавов на железоникелевой и никелевой основе»,
- СТО 00220368-013-2009 «Сварка сосудов, аппаратов и трубопроводов из высоколегированных сталей»,
- ПБ 08-622-03 «Правила безопасности для газоперерабатывающих заводов и
- производств»,
- Федеральные нормы и правила в области промышленной безопасности «Общие правила промышленной безопасности «Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств»,
- «Руководство по безопасности вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов»,
- ВСН 440-83 «Инструкция по монтажу технологических трубопроводов из пластмассовых труб».
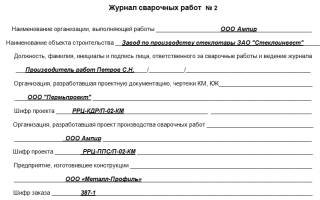
Журнал сварочных работ образец заполнения СП 70.13330.2012
Журнал сварочных работ используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве. В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация. Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
Пояснение к оформлению журнала сварочных работ
Титульный лист 2
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Список ИТР, ответственных за производство сварочных работ
Колонка 1. Ф.И.О. мастера либо производителя работ.
Колонка 2. Указывается строительная специальность или образование мастера/ производителя работ.
Колонка 3. Должность.
Колонка 4. Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
Колонка 5. Информация о прохождении аттестации в сварочном производстве и дата аттестации.
Колонка 6. Дата окончания сварочных работ на объекте.
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Основные страницы журнала сварочных работ
Столбец №1. Указывается дата и смена сварки стыка.
Столбец №2. Пишется параметры свариваемых элементов/ деталей, а также марка стали каждого элемента.
Столбец №3. Указывается маркировка свариваемого элемента/ деталей по проекту (рабочей документации). В случае производства сварочных работ по нескольким разделам проектной документации, дополнительно указывается шифр проекта и номер листа.
Столбец №4. Ставится фамилия, инициалы и подпись лица ответственного за сдачу под сварку и приемку сварного узла. Как правило, этим лицом является мастер либо прораб ответственный за сварку и оформление журнала.
Столбец №5. Указывается марка сварочных материалов, а также номер партии.
Столбец №6. Условия окружающей среды при сварке стыка-температура воздуха при сварке стыка. В случае выполнения сварочных работ на открытом воздухе, указывается осадки и скорость ветра.
Столбец №7. Ф.И.О. сварщика, а также номер удостоверения (указан в списке сварщиков).
Столбец №8. Номер присвоенного клейма сварщика.
Столбец №9. Подпись сварщика, указанного в столбце 7.
Столбец №10. Ф.И.О. мастера либо производителя работ ответственного за сварочные работы на данном объекте/ участке (Указан в списке ИТР, занятого производством сварочных работ).
Столбец №11. Подпись ответственного лица за сварочные работы сварщика, указанного в столбце 10.
Столбец №12. Пишется результат контроля сварного соединения. Вид контроля сварных стыков указывается в проектной или рабочей документации.
Столбец №13. Столбец для замечаний от контролирующих лиц.
Нормативно-техническая документация на сварку
Различают основные и вспомогательные документы. Основные документы бывают общего и специального назначений.
Основные документы полностью и однозначно определяют технологический процесс (операцию) изготовления изделий и содержат информацию, необходимую и достаточную для решения инженерно-технических, планово-экономических и организационных задач.
Вспомогательные документы применяют при разработке, внедрении и функционировании технологического процесса (операции).
Нормативно-техническая документация заполняется по правилам, изложенным в ГОСТ 3.1705-81.
Документы общего назначения применяют в отдельности или в комплекте на технологический процесс сварки (далее — ТП) вне зависимости от методов изготовления изделий.
К ним относятся: титульный лист (ТЛ), карта эскизов (КЭ), технологическая инструкция (ТИ).
Документы специального назначения применяют при описании ТП (операции) в зависимости от видов процессов изготовления изделий, типа и вида производства. К ним относятся:
маршрутная карта (МК);
карта ТП (КТП);
карта типового ТП (КТТП);
универсальная карта КТТП (КТТПN);
операционная карта (ОК);
карта типовой операции (КТО);
комплектовочная карта (КК);
технико-нормировочная карта (ТНК);
юкарта кодирования информации (ККИ);
ведомость технологических маршрутов (ВТМ);
ведомость оснастки (ВО);
ведомость оборудования (ВОб);
ведомость материалов (ВМ) и др.
Комплектность документов определяют в зависимости от типа производства (единичное, серийное, массовое) и видов разрабатываемых процессов по их организации (единичный, типовой, групповой).
Каждый разработанный документ должен иметь самостоятельное обозначение.
Пример. ТД-0229014, где 02 — комплект документов ТП, 2 — типовой процесс, 90 сварка, 14 — рельефная сварка.
Нормативно-техническая документация на сварку : общие правила заполнения
Терминология и классификация видов сварки, сварных соединений, швов, оборудования и материалов должны соответствовать ГОСТ 2601-84′ и 19521-74.
Унифицированная запись наименований операций (переходов) должна выполняться в МК, КТП, КТТП, ОК, ВО, ВОб. Применяют три формы записи: полную, краткую, по кодовым обозначении.
Полную запись применяют в МК при маршрутном описании ТП для единичного и мелкосерийного производства, а также в МК, КТП (КТТП), ОК при операционном и маршрутнооперационном описании ТП, если входящие в операцию переходы не различаются по способу сварки.
Если же они разнятся по способу сварки, то применяют краткую запись в нормативно-технической документации любого вида. Краткую запись практикуют также при операционном и маршрутно-операционном описании ТП.
Нумерацию операций ТП проставляют числами ряда арифметической прогрессии 5, 10, 15 и т.Д. При корректировании ТП вновь вводимым операциям присваивают промежуточные номера, не кратные 5. Унифицированная запись операции (перехода) должна содержать ключевые слова:
наименование, номер позиции, указания на выполняемые по эскизу сварные швы детали;
наименование способа сварки;
информацию о прихватках;
наименование способа выполнения операции, перехода (по разметке, по упору и т.п.);
особые условия сварки (положение, последовательность выполнения швов, температуру подогрева и т.п.) и дополнительные требования к выполнению операции (это указывают в графе «Особые указания»);
информацию о безопасности труда;
ссылку на документы, содержащие информацию, которая дополняет или разъясняет текстовую запись (чертеж, эскиз).
При описании операций указывают в технологической последовательности переходы, установки, сборки, сварки, зачистки и др., если их выполняют на том же рабочем месте, где идет сварка, и те же исполнители.
Нумерацию переходов в ТП проставляют числами натурального ряда (1, 2, 3, . ).
ФНП требования к производству сварочных работ на ОПО
Содержание:
Сварочные работы являются сложным технологическим процессом. Помогать их осуществлению и контролю результатов помогают различные государственные и отраслевые стандарты, методические указания. Особое значение это приобретает, когда сварка производится на производственных объектах, имеющих повышенную опасность для проведения на них сварочных работ. Для таких случаев выпущены отдельные документы, дополненные более подробными сведениями об особенностях такого производства.
Требования к производству сварочных работ на опасных производственных объектах (ОПО) определены в нормативном стандарте ФНП. Эта аббревиатура расшифровывается как «федеральные нормы и правила».
ФНП сварка на ОПО сформулированы в нормативном стандарте «Требования к производству сварочных работ на опасных производственных объектах». Этот стандарт входит в область, занимающуюся промышленной безопасностью, что подтверждается специальным утверждающим приказом.
В указанном документе подробно указывается, кто допускается к руководству и выполнению сварочных работ на ОПО, и предъявляемые к ним особые требования.
Требования к исполнителям работ
ФНП по сварке предусматривают, что на производстве, осуществляющем такой вид работ, должно иметься достаточное количество специалистов. Их недостаток в этой области деятельности недопустим. Работники, назначенные на выполнение конкретной работы должны придерживаться указаний, изложенных в технологической карте на этот процесс или однотипный с ним. Составление и обеспечение этим исполнителей и контролеров является обязанностью инженеров-технологов.
К сварочным работам должны быть допущены работники, прошедшие соответствующее обучение согласно данному профилю и обладающие удостоверением о присвоении им звания сварщика. В этом документе указывается разряд, присвоенный прошедшему обучение после сдачи им экзамена в теоретической части и на практике. ФНП сварка на опасных производственных объектах предусматривают, что такие операции должны выполняться работниками высокой квалификации. Сварщики могут допускаться к такого вида работам только при наличии соответствующего разряда, указанного в их удостоверении. Каждому сварщику, прошедшему обучение, присваивается личное клеймо. Для этого выпускается особое распоряжение организации.
Еще одним требованием к сварщикам-исполнителям является отсутствие медицинских противопоказаний. Осмотры производятся на регулярной основе профилактически и перед выходом на смену каждый раз.
Требования к руководителям работ
К руководству сварочными работами на опасных объектах допускаются работники, обладающие специфичными знаниями, подтвержденными документально. Они должны иметь удостоверения НАКС и могут руководить теми работами, которые указаны в этом документе. Они обязаны обладать знаниями, позволяющими грамотно читать чертежи деталей и соединений и быть знакомы с видами обозначений на них.
В задачу руководителей входит подготовка к опасному виду деятельности, выбор подходящих по всем критериям исполнителей, осуществление контроля прохождения всего процесса сварки и его конечных результатов. При возникновении чрезвычайных ситуаций руководитель должен принять срочные меры.
Требования к подготовке и прохождению сварочных работ
В правилах имеются четкие требования к производству сварочных работ на опасных произв-объектах. В первую очередь это относится к соблюдению безопасности. К одним из главных пунктов относится обеспечение работника спецодеждой. Это входит в описание того, чем должны быть обеспечены работники, выполняющие сварочные работы.
В комплект входит костюм, выполненный из огнеупорного материала, рукавицы, специальная обувь и защитная маска. Эти принадлежности должны быть подобраны соответственно росту, комплекции и размеру ноги сварщика. Маска должна обеспечивать плотное прилегание к голове во избежание внезапного спадания во время производственного процесса. В наличие должна быть аптечка с обеззараживающими препаратами и перевязочными материалами.
ФНП требования к производству сварочных работ на ОПО включают указания по правильному оборудованию рабочего места. Если работа производится в помещении, то оно обязательно должно быть оборудовано вытяжной вентиляцией. Должны иметься свободные проходы, по которым может быть быстро осуществлена эвакуация в случае аварии.
При осуществлении опасной работы на открытом воздухе должны иметься ограждения, обозначенные специальными знаками, чтобы исключить попадание посторонних людей и животных.
Если сварка на ОПО осуществляется на высоте, то предъявляются дополнительные требования. Лестницы или другие конструкции для подъема должны быть прочно закреплены. Категорически запрещена работа во время неблагоприятных внешних условий: сильного ветра, дождя и снега.
Требования к производству сварочных работ на ОПО включают указание ознакомления производителей работ с особыми условиями, наличии вредных факторов и действиями при возникновении опасности. Сведения о том, что инструктаж проведен, заносят в специальный журнал, где в отведенных для этого графах расписывается инструктор и слушатель.
Оформление документации перед началом работы
В ФНП имеются указания, какая документация оформляется при проведении сварочных работ. Перед тем, как приступить к выполнению работы исполнитель получает наряд-допуск. В нем должны иметься все необходимые сведения о составе бригады, подготовительных работах, планируемой длительности проведения сварки, мерах безопасности, последовательность действий, данные о руководителе.
При наличии особо потенциально опасных условий в графе примечаний они подробно описываются и указываются меры, которые необходимо применять в подобных ситуациях. Исполнители должны ознакомиться с этим документом и поставить свою подпись.
В производственно-технологических документах (ПТД), включающих чертежи, технические условия, инструкции, описания, рекомендуемое оборудование и технологические карты, содержатся все необходимые сведения о методах и способах проведения сварочных работ, методах контроля качества.
После окончания сварки
ФНП предписывают после окончания процесса сварки произвести очистку соединительных швов, убрать остатки шлаков, загрязнений, остатков металла и его натеков. Если для осуществления процесса были приварены специальные приспособления, то удалять их следует осторожно, не прибегая к ударам. После контроля необходимо удалять все выявленные дефекты. Если были соединены детали, имеющие большую ширину, то требуется маркировка с помощью индивидуального клейма работника.
После окончания мероприятий по сварке требуется оформление всех необходимых документов. Исполнительная документация включает в себя все журналы, в которых находятся отметки о ходе прохождения операций по сварке и соблюдении заявленных требований. При отступлении от них должны быть указаны причины, по которым это произошло. Возможность идентификации гарантируется наличием индивидуального клейма исполнителя сварного соединения.