Содержание
- Виды финишной обработки
- Защитное анодирование
- Декоративное анодирование
- Архитектурное анодирование
- Твердое анодирование
- Химическое полирование
- Органическое окрашивание
- Анодированный алюминий
- Что такое анодирование
- Технология анодирования
- Тёплое анодирование
- Холодное анодирование
- Для чего анодируют алюминий и как его применяют
- Процесс анодирования алюминия
- Сущность анодирования алюминия
- Технология анодирования алюминия
- Разновидности анодирования
- Способы анодирования алюминия в промышленности и быту
- Цель анодирования алюминия и его дальнейшее использование
- Способы анодирования алюминия
- Анодирование алюминия в домашних условиях
- Типичные ошибки при анодировании
- Анодированный алюминий
- Что такое анодирование
- Технология анодирования
- Тёплое анодирование
- Холодное анодирование
- Для чего анодируют алюминий и как его применяют
Твердое анодирование алюминия
Виды финишной обработки
Описание видов финишной обработки алюминия, осуществляемых членами Ассоциации
Защитное анодирование
При защитном анодировании, на поверхности алюминия выращивается слой оксидной пленки до 10 микрон. Как правило, данный вид анодирования, применяется в качестве «временного» покрытия для защиты поверхности от механических повреждений и коррозии под дальнейшую порошковую покраску поверхности изделия.
Декоративное анодирование
Данный вид анодирования, чаще всего применяется для изделий, которые используются внутри помещений. Это могут быть: элементы обрамления корпусной мебели, ручки и направляющие шкафов-купе, витрины, торговое оборудование, навигационные таблички и.т.д.
Оксидная пленка имеет толщину 10-15 микрон и хорошо защищает поверхность изделия от механических повреждений и коррозии. Главной особенностью декоративного анодирования, является богатый и респектабельный внешний вид поверхности. Различают два типа покрытия поверхности: матовая и глянцевая. Для придания поверхности матового оттенка, изделие проходит стадию предварительной подготовки поверхности мелкой дробью и затем следует на линию анодирования. Получение глянцевой поверхности достигается без предварительной обработки. Для получения необходимого оттенка применяются специальные красители. Самые распространенные оттенки: «Золото», «Серебро», «Шампань», «Бронза», «Коньяк» и «Черный».
Архитектурное анодирование
Архитектурное анодирование дает покрытие тверже, чем стекло, а это значит, что оно менее подвержено повреждениям, износу и при необходимости может быть очищено при помощи абразива для восстановления исходного блеска.
Преимущества анодированного алюминия в архитектуре:
Прозрачный оксидный слой подчеркивает богатый металлический внешний вид алюминия, а не скрывает его, как краска. Оксидный слой, в отличии от порошковой покраски не отслаивается и не шелушится.
Оксидный слой устойчив к коррозии и это является одним из самых главных преимуществ анодированного алюминия.
Слой оксида алюминия является стойким, твердым и самообновляющимся, потому что алюминий спонтанно образует тонкий, но эффективный защитный оксидный слой, который предотвращает дальнейшее окисление или коррозию при механическом повреждении.
Анодированный алюминий не будет патинироваться, как медь и цинк, не ржавеет как сталь. Это отличный материал для использования в морской среде и прибрежных водах.
Анодированный алюминий обладает высокой устойчивостью к атмосферным воздействиям даже во многих промышленных средах, в которых часто корродируют другие металлы. Основными загрязнителями в городской среде являются окись углерода и двуокись углерода, которые не влияют на анодированную алюминиевую поверхность.
Обладая очень прочным и устойчивым к истиранию оксидным слоем, анодированный алюминий достаточно прочен, чтобы выдерживать суровые и неблагоприятные климатические условия.
Стойкость к механическим повреждениям
Оксид алюминия является очень твердым соединением, которое признано вторым по твердости после алмаза по шкале минеральной твердости Мооса. Поэтому поверхность анодированного алюминия обеспечивает превосходную устойчивость к царапинам и истиранию.
Анодирование является электролитическим процессом, который преобразует поверхность металла в оксидный слой, интегрированный в сам металл. Это не покрытие, нанесенное на поверхности металла. Следовательно, нет рисков разрушения анодной пленки, связанных с такими процессами, как пыление, образование пузырей, трещин, сколов или отслоений.
Такие оттенки как серебро, шампань, бронза, золото и черный не содержат органических элементов. Эти покрытия не выцветают в течение всего срока службы.
Пыление – это формирование мелкодисперсного порошка на окрашенной поверхности пленки под воздействием атмосферных явлений (песчинок, переносимых ветром). Оно может вызвать значительное ухудшение внешнего вида поверхности со снижением уровня глянца, поверхностного блеска и цвета.
Анодированный алюминий не подвержен данной проблеме: он устойчив к негативному воздействию окружающей среды, одинаково стабилен в условиях жаркого (пустынного), морского или влажного климата.
Без образования нитевидной коррозии
Нитевидная коррозия– это «атака» на скрытую область между алюминием и слоем покраски, которая приводит к распространению коррозии под покрасочным слоем.
При анодировании анодный (оксидный) слой составляет одно целое с алюминием, и межуровневый слой просто отсутствует. А это значит, что покрытие никогда не будет подвержено нитевидной коррозии.
Причем в случае повреждения поверхности от удара или прокола, алюминий просто восстановит себя путем естественного окисления.
При анодировании, изделие полностью погружается в ванну, что обеспечивает равномерное покрытие поверхности оксидной пленкой.
Твердое анодирование
Толщина покрытия до 50 микрон.
Твердое анодирование — это анодирование, для получения покрытия, которое в первую очередь должно обеспечить высокую износостойкость или микротвердость.
- Высокая стойкость к истиранию;
- высокая коррозионная стойкость;
- высокая твёрдость;
- высокая стойкость к электрическому пробою;
- высокая термостойкость;
- отличные теплоизоляционные свойства.
- Пневматические и гидравлические цилиндры;
- поршни;
- автомобильная промышленность;
- авиационная и аэрокосмическая промышленность;
- оборонная промышленность.
Химическое полирование
Толщина покрытия от 5 до 25 микрон
Химическое полирование — это предварительная обработка алюминия перед анодированием для получения декоративного эффекта зеркальной или полированной поверхности. В процессе химического полирования, происходит растворение верхнего слоя металла. При растворении, все микронеровности удаляются и поверхность детали приобретает блеск. Алюминиевый профиль и детали с химическим полированием активно применяются во многих сферах промышленности и в том числе в мебельной.
Органическое окрашивание
Толщина покрытия от 5 до 25 микрон.
Органическое окрашивание – технологический процесс нанесения на анодированную поверхность алюминия различных красителей. Органическое окрашивание позволяет получить более широкий спектр цветов, чем обычное анодирование. Оксидные пленки на алюминии и его сплавах, полученные электрохимическим анодированием, характеризуются высокой адсорбционной способностью. Они хорошо впитывают и удерживают в себе минеральные соли и органические соединения — красители. Органические красители окрашивают пленку, адсорбируясь в ее порах, в основном по внешней их части. Наиболее подходящими для окрашивания органическими красителями являются оксидные пленки, сформированные в сернокислом электролите. Наиболее чистые тона получаются при окрашивании оксидных пленок на алюминии и его сплавах с магнием или марганцем. Литейные сплавы типа силумина образуют при оксидировании темную пятнистую пленку, которую не удается окрашивать в светлые тона и получать однородный цвет. Органическое окрашивание применяется в: автомобильной, судостроительной, авиационной и мебельной промышленности.
© Объединение производителей, поставщиков и потребителей алюминия, 2020
Все права защищены
Москва, 123100, Краснопресненская набережная, д.6 (ИНН: 7703401545, ОГРН: 1157700018222)
+7 (495) 663 99 50 info@aluminas.ru
Политика в отношении обработки персональных данных | Правовая информация | Карта сайта
Москва, 123100, Краснопресненская набережная, д.6 (ИНН: 7703401545, ОГРН: 1157700018222)
+7 (495) 663 99 50 info@aluminas.ru
Политика в отношении обработки персональных данных | Правовая информация | Карта сайта
Объединение производителей, поставщиков и потребителей алюминия (Алюминиевая Ассоциация) © 2020 Показать больше
Все права защищены
Анодированный алюминий
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой H2 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.
Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный — на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
2. Химическое анодирование алюминия — изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота — самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление — непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор — тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный «холодный» раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не «закрепляют», так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:
Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
Способы анодирования алюминия в промышленности и быту
Анодирование алюминия – процесс улучшения стойкости металла к окислению и получения более однородной поверхности. Рассмотрим существующие виды процесса получения анодированного алюминия и способы проведения в домашних условиях.
Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.
Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл. Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Способы анодирования алюминия
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.
Холодная технология
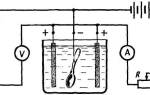
Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Анодирование алюминия в домашних условиях
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.
Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.
Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.
Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.
Контакт детали с подвеской
Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Типичные ошибки при анодировании
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
Анодированный алюминий
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой H2 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.
Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!