Содержание
- Держатель электродов для сварочного аппарата. Учитываем все тонкости
- Классификация сварочных держателей
- Как выбрать держатель для электродов?
- Держатель электродов для сварочного аппарата
- Требования к сварочным держакам
- Разновидности держателей
- На что обратить внимание при выборе
- Как сделать держак для сварки своими руками
- Как выбрать хороший электрододержатель — виды, обзоры
- Классификация сварочных держателей
- Как выбрать держатель для сварки
- Обзор популярных моделей
- Держатели сварочные для электродов во Владимире
- Виды и применение держателя электродов для сварочного аппарата
- Держатель электродов – что это такое
- Разновидности сварочных держателей
- Основные технические данные электрододержателей
- Сварочный держак своими руками
Держатель электродов для сварочного аппарата
Держатель электродов для сварочного аппарата. Учитываем все тонкости
Редко когда серьезный инженерно-строительный процесс обходится без сварочных работ. При этом сварка, выполняемая хоть профессиональными мастерами, хоть бытовыми любителями должна, безусловно, носить безопасный характер при оптимальном удобстве и простоте её выполнения. Залогом комфорта в работе станет хороший держатель электродов для сварочного аппарата.
Суть использования данного инструмента состоит в том, что он осуществляет закрепление рабочего электрода, подведение к нему сварочного тока и полностью подконтрольное управление электродом в процессе сварки. Отсюда вытекают обязательные требования, которым непременно должен соответствовать держатель:
- уверенная и надежная фиксация электродов любых диаметров и в различных положениях;
- хороший электрический контакт;
- долговечность использования;
- удобство хвата в руке без применения мастером дополнительных усилий.
Эволюция сварочных работ и необходимых для их проведения атрибутов коснулась и держателей, которые постоянно совершенствовались и модифицировались, расширяя данную категорию инструментов различными конструкциями.
Классификация сварочных держателей
В общем случае, держатели электродов можно подразделить на специализированные и универсальные, производство которых регламентировано требованиями ГОСТ:
- Зажимной держатель-прищепка (пружинный или рычажный) обладает очень простой конструкцией и невысокой ценой — наиболее популярный среди мастеров вариант.
Может быть выполнен в простой модификации, которая отличается рабочей совместимостью с большинством типов сварочных агрегатов и полным отсутствием неизолированных зон токосъёмника, или в автоматизированной модификации, обеспечивающей высокое качество шва, существенное энергосбережение и автоматический поджог сварочной дуги.
- Очень распространенная среди сварщиков любого уровня профессионального мастерства вилка-трезубец.
Выполненный в обычной модификации держатель — это довольно спорный для рекомендованного применения вариант, запрещенный во многих странах мира: слишком много незащищенных частей под напряжением представляют собой серьезную угрозу человеческому здоровью, к тому же очень велика вероятность получения лучевой травмы.
Автоматизированный вариант, с точки зрения профессионалов, служит наиболее безопасным для здоровья и жизнедеятельности человека, а также гарантирует профессиональное качество выполняемых работ и их эффективность.
- Зажимной держатель-цанга, применяется в сварочных горелках для аргонодуговой сварки.
- Винтовой держатель может иметь модификации: с винтовым зажимом прямым или загнутым и различным направлением резьбы – левой или правой.
- Безогарковый электрододержатель позволяет сократить время закрепления электрода и практически полностью исключает возникновение огарков. Конструкция устроена таким образом, что электрод не фиксируется зажимом, а приваривается к концу стержня с изолированной поверхностью и полностью расплавляется в процессе сварки, после чего берется следующий электрод.
Наряду с рассмотренными универсальными конструкциями существуют специализированные держатели электродов, предназначение которых состоит в сварке определенного типа швов или изделий. К таким моделям можно отнести держатели для сварки несколькими электродами или для сварочных работ трехфазной дугой. В основном, такие конструкции обладают солидным весом и технической сложностью реализации, что относит трехфазную и многоэлектродную сварку к числу специфических, имеющих значительные ограничения в применении.
Как правило, каждый мастер делает свой выбор сам – кто-то ставит на низкую цену и авось, кто-то использует только проверенный инструмент, гарантирующий безопасность здоровья.
Как выбрать держатель для электродов?
Выбрать правильный держатель электродов для сварочного аппарата – ответственнейшее занятие, призванное сделать последующую работу сварщика эффективной и безопасной. При выборе следует обратить внимание на следующие параметры:
- Технические характеристики
Важным моментом рабочего функционала должно быть соответствие инструмента используемой в сварочном агрегате силе тока: в случае выбора меньшего по показателю держателя зажим электрода, обгорев, выйдет из строя через день-два – кроме того, использование держателей меньшей силы тока просто небезопасно.
Применение держателя «с запасом», т.е. с несколько большим значением силы тока, чем требуемое, хоть и безопасно, но не всегда удобно при длительных работах или неудобных условиях их проведения: больший ампераж способствует конструктивному увеличению массы и габаритных размеров инструмента.
- Габаритные размеры
Для комфортной работы держатель электродов должен обладать максимальной компактностью и легким весом: лишние граммы никак не скажутся на проведении краткосрочных работ, а вот при длительных сварочных процессах, требующих особого внимания и аккуратности, громоздкий и тяжелый инструмент вызовет у мастера лишь дискомфорт и излишнее мышечное напряжение.
Если стоит вопрос выбора из нескольких моделей, обладающих одинаковыми рабочими характеристиками, следует отдать предпочтение более легкому и миниатюрному держателю электродов.
- Зачастую очень неидеальные рабочие условия использования (слишком высокие или низкие температуры, пылевые загрязнения, влажность и т.д.) должны быть в полной мере скомпенсированы высокой надежностью держателя для электродов.
Корпус держателя (рукоять и изолирующие накладки), как правило, выполняется из прочного пластика с высокими изолирующими характеристиками. Профессионалы предпочитают инструмент с массивным литым зажимом, поскольку пластинчатые наборные губки более подвержены выходу из строя. И безоговорочной надежностью отличается винтовой держатель, резьбовая фиксация которого способствует однозначному положению электрода.
- Ценовая категория предлагаемых ассортиментом магазинов держателей очень различна и может варьироваться от 100 до 15000 рублей (если говорить о брендовых проточных держателях зарубежного производства). Следует понимать, что дешевые модели принципиально не могут отличаться надежностью, качеством используемых материалов и продуманностью конструкции и, в любом случае, не рассчитаны на длительное активное использование в несколько смен профессиональными мастерами. Зато такой инструмент может вполне устроить сварщика-любителя для выполнения каких-то разовых работ. С другой стороны, дорогой профессиональный инструмент рассчитан на серьезное использование и значительные нагрузки, а бытовому мастеру не имеет смысла вкладывать в него капиталы.
К дополнительным рекомендациям можно отнести совет по приобретению запасного сварочного держателя, который мог бы прийти на помощь в случае внезапной поломки основного.
Следует помнить, что использование держателя электродов для сварочного аппарата подразумевает не только непосредственное его применение при выполнении сварочных работ, но и правильный уход за ним. Необходимо содержать зажим электрода в чистоте для обеспечения максимально плотного контакта губок с электродом – это избавит их от подгорания, и держатель прослужит долгое время.
Держатель электродов для сварочного аппарата
Даже сварщик со стажем будет работать медленно, если держак сварочный выбран неправильно. От того насколько он удобен зависит производительность и качество швов. Сейчас выпускаются разнообразные по цене и конструкции фиксаторы. При необходимости удобный держатель для конкретной работы не трудно сделать самостоятельно.
Требования к сварочным держакам
Несмотря на простую конструкцию сварочные держаки должны обеспечивать:
- прочное удерживание и изменение угла фиксации электрода;
- надежность электрического контакта;
- быструю замену сварочных стержней;
- прочное крепление кабеля;
- теплоизоляцию;
- диэлектрическую защиту;
- длительный срок эксплуатации;
- выполнение сварки на труднодоступных участках.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
- Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.
- Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.
- Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.
- Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.
- Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
На что обратить внимание при выборе
Прежде всего следует учитывать, что у качественных держателей электродов для сварочных аппаратов токоведущие детали сделаны из меди. У подделок они из стали, покрытой тонким слоем меди, которая быстро выгорает. По внешнему виду они неотличимы от оригиналов, поэтому для проверки потребуется магнит.
Держак для сварки выбирают по следующим критериям с учетом особенностей работы:
- Вес и габариты. Для периодической сварки на дому эти параметры не критичны. Однако для длительной работы лучше выбрать легкую модель, так как лишние граммы долго удерживать на весу будет утомительно.
- Эксплуатационные характеристики. Максимальный ток держака должен быть на 10% больше чем у сварочного аппарата. При меньшем значении быстро выгорят места контакта с электродом. Однако не стоит увлекаться повышением запаса по току, так как габариты и вес увеличатся, а срок службы не изменится.
- Надежность. У сварочного держака для работы на улице материал рукояти должен быть стойким к низкой температуре и высокой влажности. Модели с литыми губками прослужит дольше, чем с наборными. Самыми надежными по способу крепления расходников считаются винтовые сварочные держатели с резьбовым зажимом.
- Способ соединения со сварочным кабелем. Лучшим вариантом будет болтовое. На держаки, сделанные в Китае, с обжимным способом подключения, не стоит тратить деньги.
- Диаметр электродов. При выборе необходимо обращать внимание, на какие по диаметру сварочные стержни рассчитан понравившийся держак. Иначе может случиться так, что купленная модель предназначена для работы с расходниками от 5 мм, поэтому «четверку» и меньше не зажимает.
- Стоимость. Производители предлагают сварочные держаки по цене от 100 до 10000 рублей. При этом по конструкции дешевые модели не отличаются от дорогих. Разница в цене объясняется качеством материалов и сборки. Для начинающего сварщика, выполняющего разовые работы, вполне достаточно недорогой модели. Дешевый держак полезно иметь в качестве запасного, если основной сломается во время сварки.
Для продления срока службы держателя зажим регулярно очищают от грязи и окалины, чтобы не было подгорания из-за плохого контакта. Подвижные детали смазывают, аккуратно переносят, хранят в чистом месте. Не допускают расплавления электродов вплотную к зажиму.
Качественный и удобный держак не отвлекает от процесса сварки.
Как сделать держак для сварки своими руками
Несмотря на то, что качество и надежность у сделанного сварочного держака своими руками хуже, чем у заводских моделей, он успешно выполняет свои функции. Простые конструкции собирают их подручных материалов.
Держак в виде трезубца
Зажим сваривают из трех отрезков рифленой арматуры диаметром 8 мм по схеме треугольника. Средний зубец выгибают так, чтобы он прочно удерживал сварочный пруток. В качестве изоляции используют кусок резинового шланга или пластиковую ручку с велосипедного руля. Для подключения кабеля к самодельному держаку для электродов приваривают трубку. Свободный конец расплющивают и сверлят отверстие под болт.
Вилка-трезубец с пружиной
В отличие от предыдущего варианта у этого держака зубцы располагаются линейно. Средний палец сделан в виде пружины с прямым концом, который прижимает сварочный стержень. Такая конструкция обеспечивает надежный электрический контакт и легкое удаления огарка. Однако эта разновидность держака для электродов обойдется дороже, так как изготавливается из легированной нержавеющей стали.
Держатель из уголка и арматуры
В отличие от вилки у этого держателя сварочного два крайних зубца заменены уголком, к которому приварен средний палец. За счет увеличения площади соприкосновения сварочного стержня с токоведущими частями контакт становится надежней. Однако проблема с удалением огарков остается.
Держак с зажимным винтом
Для сборки такого электрододержателя для сварки подготавливают два отрезка из полосы шириной 30 мм с закругленными концами. Длиной 220 и 80 мм. Также потребуются отрезок прутка с отверстием для электрода и болт с барашком. Диаметры зависят от электродов.
На полосах сверлят по два отверстия. На короткой полосе на 2 — 3 мм больше. Между ними поперек длинной полосы приваривают отрезок электрода. На другом конце сверлят отверстие для подключения кабеля. Болт и отрезок прутка вставляют на место, затем приваривают. Устанавливают короткую полосу. При закручивании барашка один конец опускается, а другой поднимается, прочно зажимая электрод, вставленный в отверстие прутка.
У каждого мастера свое мнение по поводу того, что лучше ― заводской или самодельный сварочный держатель. Однако результаты опросов показывают, что большинство предпочитает второй вариант. Выбор обосновывают низкими затратами и удобством для работы.
Как выбрать хороший электрододержатель — виды, обзоры
Электрододержатель необходим для установки и крепления электрода, токоподвода и перемещения стержня при электродуговой сварке. Мы расскажем, как выбрать лучший, на что обратить внимание. Обзор держателей Кедр, Esab и Сибртех.
Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.
Классификация сварочных держателей
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Прищепка или клещи
Данный вид получил наибольшее распространение, что объясняется оптимальным для удобной сварки креплением. Этот сварочный держатель имеет и недостаток – слабое усилие прижима электрода губками.
Для закрепления достаточно нажать на рукоятку и вставить оголенный конец стержня в зубчатые губки. Доступ к зажимам остается открытым, поэтому угол расположения можно менять. При этом токоподвод полностью недоступен.
Вилка-трезубец
Вилочные держатели для электродов считаются одними из первых. Их производство было освоено еще более 50 лет назад. Они были тяжелыми и неудобными.
У вилочной конструкции часто происходит подгорание контактов, а по причине слабой изоляции металлических поверхностей случается короткое замыкание.
На основе имеющейся схемы умельцы делали вилку самостоятельно из арматуры подходящего диаметра. Три прутка подгибали до нужного положения и обваривали вместе. Оставалось сформировать из сварочной проволоки рукоятку и подварить края, а сверху надеть резиновый шланг.
Полученное устройство тоже оказалась несовершенным. Электроды крепятся ненадежно, получается плохой контакт арматуры с проволокой. При высоких токах держак для сварки сильно нагревается и трудно извлекать огарки.
Для установки электрода откручивается фиксирующий винт. Оголенный край заправляется в отверстие и затягивается несколькими поворотами ручки.
Цанговый фиксатор
Недостатки – это ограничение по максимальному току сварки и неэкономное использование электродов. Приходится оставлять длинный огарок, чтобы не повредить пластик на корпусе.
Цанговый держатель, в основном, применяется для точной аргонодуговой сварки небольших деталей, где довольно малые токи.
Безогарковый
Как выбрать держатель для сварки
Держатель электродов подбирается по типу наиболее часто выполняемых сварочных операций. При сравнении моделей обращают внимание на следующие характеристики:
- технические данные. Здесь имеет значение максимум по току. Нужно, чтобы он превышал паспортные возможности сварочника на 10%;
- диаметр устанавливаемых электродов;
- габариты и вес. При внушительном объеме ежедневно выполняемых работ эти параметры очень важны;
- тип подключения сварочного кабеля. Предпочтительнее резьбовое. Китайский вариант с обжимным соединением брать не рекомендуется;
Не стоит приобретать держак с запасом по мощности. Дольше он все равно не прослужит.
- условия для сварки. Материал корпуса должен выдержать низкую температуру и повышенную влажность, если предстоит работать на открытом пространстве;
- цена. Ценовой диапазон на электрододержатели достаточно большой. Для мелких, периодических работ можно выбрать дешевый вариант, удовлетворяющий предыдущим критериям. Все зависит от выполняемой задачи. Сварщикам-профессионалам нужно устройство подороже;
- рекомендуется держать в резерве недорогой держак на случай поломки основного в процессе наложения шва.
Продлить срок службы аксессуара поможет регулярный уход. Зажим следует каждый раз очищать от окалины и загрязнений. При контакте электрода с чистыми губками и шов получается более ровным и качественным.
Хорошо, когда у держателя предусмотрена быстрая смена электрода. Тогда несложно избавиться от огарка и заменить его новым стержнем.
Главные требования к держателям
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Обзор популярных моделей
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.
Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.
Электрододержатели Esab
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
Eco Handy 300
Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
CONFOT 200 ESAB
Устройство предназначено для работы с номинальной нагрузкой по току 200 А. Подходят для сварки и наплавки с использованием любого источника тока.
Державка имеет прочную конструкцию. Состоит из мощного рычажного механизма, плотно прижимающего электрод. Контактные поверхности защищены от коррозии. Материал исключает образование пригара и выгорания контактов.
Для подключения применяется сварочный кабель сечением 35 мм² и винтовой фиксатор. Для изготовления съемной ручки использован изолирующий пластик.
ESAB PRIMA
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.
Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
СИБРТЕХ ЭД
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.
В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.
Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
Приглашаем пользователей к обсуждению темы: какой электрододержатель лучше и почему. Поделитесь личным опытом в комментариях.
Держатели сварочные для электродов во Владимире
Держатель электродов Confort 200 ESAB 0700006004
Держатель электродов, 500 А СибрТех 91455
Держатель электродов, 500 А Сибртех
Электрод для ручной дуговой сварки PlasmaTec Monolith Р.
Аппарат Quattro Elementi электродной сварки, инвертор A.
Электроды для ручной дуговой сварки Weldo R-143 2мм 0.2.
Электроды для ручной дуговой сварки Weldo R-143 3.25мм.
Сварочный аппарат Fubag IRMIG 200
Аппарат Quattro Elementi E 210 (641-701)
Держатель электрода Blue Weld 400 А
Сварочный аппарат Сварог ARC 250 (R112)
Держатель электродов, 300 А СибрТех 91453
Электрод для контактной сварки WIEDERKRAFT F008
Сварочный аппарат РЕСАНТА САИ-140
Сварочный аппарат РЕСАНТА САИ-160ПН
Держатель электродов 500 А СИБРТЕХ 91455
Электрод для контактной сварки BLUEWELD 690049 12мм
Электрод для контактной сварки BLUEWELD 690035 18мм
Сварочные электроды Ресанта МР-3 Ф3 мм
Электрод для контактной сварки BLUEWELD 690058 12мм
Держак электродов СИБРТЕХ 91455
Держатель электродов, 300 А СИБРТЕХ СибрТех
Электрод для контактной сварки BLUEWELD 690007 10мм
Электрод для контактной сварки GARWIN GE-08 мм 0.023кг
Держатель электродов для ММА-сварки Калибр ДС-300
Сварочный аппарат РУСЭЛКОМ MIG 160
Держатель электрода Калибр ДС-300 040706
Держатель электродов, 300 А СибрТех 91453
Сварочный аксессуар Resanta Кабель с электродержателем.
Держатель электрода QUATTRO ELEMENTI 770-339
Электрод для контактной сварки РУСЭЛКОМ AG60 (CUT 50/60.
Держатель электродов 500А СИБРТЕХ 91455
Аппарат Quattro Elementi электродной сварки, инвертор A.
Сварочный аппарат РЕСАНТА САИ-220
Рычажный электрододержатель Сибртех 91455
Держатель электродов, 500 А СибрТех 91455
Электрод для контактной сварки BLUEWELD 690047 12мм
Держатель электродов Prima 200 ESAB 0700006006
Держатель электродов Сибртех, 500 А
Сварочный аппарат Fubag IR 200
Электрододержатель ESAB Handy 300
Держак электродов СИБРТЕХ 91455
Электрододержатель ESAB Handy 200
Электрододержатель ESAB 200А
Сварочный аппарат Fubag IRMIG 160
Электрод для контактной сварки BLUEWELD 690065 12мм
Сварочный аппарат Fubag IR 160
Электрод для контактной сварки Redhotdot SR00015
Электрододержатель ESAB Handy 200
Аксессуар Держатель электродов Калибр ДС-300
Цанговый держатель электродов WIEDERKRAFT F012
Электрод для контактной сварки JTC 2507 10мм 0.043кг
Рычажный электрододержатель Сибртех 91453
Держатель электродов Handy 200 ESAB 0700006003
Держатель электрода QUATTRO ELEMENTI 771-305
Электрододержатель кедр Germany type 300A
Держатель электродов для MMA-сварки СИБРТЕХ 91453
Держатель электродов, 300 А СибрТех 91453
Держатель электродов Prima 300 ESAB 0700006007
Держатель электродов Confort 300 ESAB 0700006005
Виды и применение держателя электродов для сварочного аппарата
Приобретение добротного сварочного аппарата еще не гарантирует высокое качество сварных работ. Для получения качественного шва нужен удобный держатель электродов для сварочного аппарата, с которым можно без усилий выдерживать правильное положение электрода при сварке.
Держатель электродов – что это такое
В общем случае это устройство представляет собой ручку, изготовленную из электроизоляционного материала, с приспособлением для надежной фиксации электродов, к которому подводится напряжение от сварочного аппарата.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
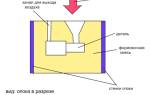
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Основные технические данные электрододержателей
При покупке электрододержателей следует исходить из того, какие работы будут производиться сварочным аппаратом, какова мощность последнего, какие электроды будут использоваться при сварке. Основные технические характеристики, на которые следует обращать внимание при покупке держака:
- тип крепления;
- угол фиксации;
- диаметр электрода;
- ток сварки;
- сечение кабеля;
- вес устройства.
Чем больше сечение кабеля, тем больший ток сварки, тем больше может быть диаметр электрода. Но такие держаки и весят больше. Например, фиксатор винтового типа с фиксированным углом «Superior 6» рассчитан на электроды диаметром от 4.0 мм до 6.3 мм, кабель сечением до 70 мм 2 и ток до 400 ампер. Вес устройства составляет 690 грамм.
Держак пружинного типа «Parva 2» рассчитан на установку электродов диаметром от 2.0 мм до 3.2 мм под любым углом, к нему подведен кабель сечением до 25 мм 2 , пропускающий ток до 200 ампер. Устройство весит всего 325 грамм.
Сварочный держак своими руками
Конструкция некоторых моделей держаков настолько проста, что многие мастера предпочитают их не покупать, а сделать эти устройства самостоятельно. Речь идет о держаках типа «вилка». Такие держаки считаются классикой сварочного дела, и их изготовление занимает буквально считанные минуты.
Чтобы изготовить такой держак, потребуется один прут рифленой арматуры длинной в один метр, кусок толстого резинового шланга (как вариант – ручка от велосипедного руля), болт М10 с двумя шайбами и гайками. Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем — два оставшихся куска, так, чтобы образовался трезубец.
Со стороны болта на конструкцию натягивается резиновый шланг. На болт надевается шайба, подсоединяется кабель, затем надевается вторая шайба, закрепляется гайкой и законтривается второй гайкой. Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Некоторые мастера вместо арматуры используют стальной уголок, а в качестве прижимного элемента самостоятельно изготавливают пружину в два витка, которая обеспечивает надежную фиксацию стержня. На ребрах уголка можно сделать небольшие пропилы для установки электродов под разными углами.