Содержание
- Литьё алюминия в домашних и промышленных условиях
- Особенности алюминия
- Процесс литья
- Необходимое оборудование
- Алгоритм работы в домашних условиях
- Литье алюминия в домашних условиях
- Характеристики алюминия
- Технология
- Подготовка деталей
- Основные ошибки при литье алюминия
- Литье алюминия
- Характеристики и свойства алюминия
- Технологии литья
- Литье алюминия в домашних условиях
- Материалы для отливок
- Литейная машина, кристаллизатор
- Кристаллизатор
- Литейная машина
- Алюминиевое литье деталей и отливок — «АвтоЛитМаш»
- Цены на алюминиевое литье
- Применяемые технологии на производстве
- Производство деталей, отливок из сплавов алюминия.
Оборудование для литья алюминия
Литьё алюминия в домашних и промышленных условиях
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Особенности алюминия
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.
Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Необходимое оборудование
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
Литье алюминия в домашних условиях
Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.
Наиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.
Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.
Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.
Самодельный горн для плавки
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Литье алюминия
Один из наиболее выгодных способов получения сложных деталей – их изготовление методом литья. Литье алюминия избавляет от необходимости покупки или аренды специального дорогостоящего оборудования. Дело в том, что использование различных технологий позволяет получить изделие, абсолютно готовое для использования и не требующее дополнительной обработки. В данной статье мы рассмотрим различные способы и технологии.
Характеристики и свойства алюминия
Алюминий – один из самых широко используемых металлов, изделия из которого применяются как в производстве, так и в быту. Металлургическая промышленность, строительство, изготовление предметов домашней утвари – в этих и во многих других сферах не обходится без литья алюминия.
Одно из главных свойств, позволяющих работать с этим металлом практически в любых условия – способность плавиться при невысоких температурах.
Температура плавления алюминия – в среднем около 650°С. металл начинает кипеть при 2500°С.
К прочим свойствам алюминия, способствующих его литью, относятся:
- Пластичность – благодаря данному качеству металл достаточно легко гнётся;
- Масса – алюминий отличается относительной лёгкостью, что также упрощает процесс работы;
- Хорошая теплопроводность – при нагревании до высоких температур, частицы алюминия вступают в реакцию с кислородом. В результате такой реакции на поверхности образуется окисная плёнка, защищающая метал от окисления.
Стоит учитывать некоторые нюансы при обработке алюминиевых материалов. Например, при плавке структура металла способна изменяться. Кроме того, резкое охлаждение может привести к усадке материала.
Технологии литья
Существуют различные способы получения алюминиевых изделий литьем, каждый из которых позволяет в тех или иных условиях изготовить необходимые отливки.
Литье под давлением
Такое производство осуществляется с использованием специальных машин. В основе конструкции – гидравлический пресс, работающий под высоким давлением сжатого газа, для высокоточного создания алюминиевой детали.
Такое литье избавляет от необходимости дальнейшей обработки детали, так как литые детали, изготовленные подобным образом, имеют высокую точность и полностью готовы к использованию. Это значительно экономит исходные материалы. Кроме того, производство не требует использования дополнительных формовочных смесей, что значительно сокращает вредное воздействие материалов. Обработка алюминия под давлением подходит для производства сложных деталей разных форм.
При использовании данной технологии литья не ухудшается качество алюминия, что позволяет применять его для отливок изделий повышенной прочности.
Литье под давлением считается наиболее экологичным способом и одним из самых не дорогостоящих, поэтому активно используется в промышленном производстве.
Литье в кокиль
Самый выгодный способ – алюминиевое литье кокилем. Он представляет собой металлическую форму, позволяющую изготовить деталь любой сложности. В зависимости от целей, форма может быть двух видов:
- цельная – представляет собой готовую форму, в которую заливается сплав, а по завершении работы отливок достают при помощи рабочих инструментов;
- разборная – используется для изготовления деталей повышенной сложности;
Суть технологии заключается в следующем:
- в начале форму нагревают до температуры равной примерно 310°С и наносят на неё специальную краску, способную выдержать высокие температуры. Если работа происходит с разборной формой – её части скрепляют стержнем. Главное – сделать это максимально точно и прочно.
- Далее в полученную форму заливается необходимый объём расплавленного алюминия. В отличие от первой технологии, такое литье требует гораздо больших временных затрат. Однако, себестоимость форм значительно ниже цен на дорогостоящее оборудование, в котором применяется гидравлический пресс.
С другой стороны, если есть необходимость в быстром получении большого количество деталей, необходимо приобрести сразу несколько форм. Несколько увеличивается и расход исходных материалов. Но экономически выгодным становится тот факт, что использование одной матрицы позволяет получить большое количество отливок.
Литье алюминия в домашних условиях
Литье алюминия можно осуществлять не только в условиях промышленного производства, но и даже в домашних условиях. Всё что необходимо для этого – подбор формы, подходящей по объёму и создание места для подготовки материала.
Литье осуществляется в несколько этапов:
- подготовка исходного материала – удаление грязи с заготовки, измельчение лома на мелкие детали;
- осуществление непосредственной плавки алюминия;
- наполнение (заливка) формы необходимым объёмом материала.
В чём плавить алюминий? Как уже говорилось ранее, для плавки необходимо достичь температуры, равной приблизительно 650°С. Это возможно только в замкнутом пространстве, так как открытое пламя не позволит добиться такой величины. Поэтому для производства вполне подойдёт самодельная печь.
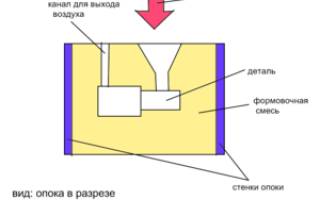
Сделать её довольно просто:
- взять ёмкость, например, кастрюлю;
- сбоку сделать отверстие, в которое поместить трубу (в данном случае подойдёт труба от пылесоса, который и будет подавать воздух, тем самым поддерживая пламя);
- внутрь самодельной печи ставят форму для плавки, закладывая её углём по периметру;
- после поджигания угля, необходимо постоянно подкачивать воздух, что пламя не погасло; крышка должна быть прикрыта не плотно, оставляя место для выхода дыма.
Материалы для отливок
В качестве материалов можно использовать:
- песчаные формы – при её изготовлении необходимо выбирать самый мелкий песок, чтобы поверхность литой детали была как можно ровнее, без шероховатостей и неровностей, а также глину высокого качества. При этом соотношение глины и песка определяется качеством и плотностью материалов. Стоит отметить, что литье в песок – весьма сложная технология, требующая определённых навыков и умения. Кроме того, после отлива в песчаную форму необходима повторная обработка детали;
- пенопласт – один из самых простых выходов. Вначале необходимо подготовить форму для заливки, повторяющую контур детали. Затем разместить её в форме из гипсового материала. Такой способ также требует дальнейшей обработки и подготовки детали к использованию, однако гораздо меньшей, чем в первой технологии;
- цементный раствор – максимально простой способ. Однако, главным его минусом является тот факт, что форма может быть исключительно квдратной или прямоугольной;
- стальные материалы – способ, активно использующийся в промышленном производстве, в том числе и в отливе деталей под прессом, о котором было рассказано выше.
Литье алюминия может осуществляться как в промышленных, так и в домашних условиях. Это объяснятся его свойствами, в том числе лёгкостью и относительной мягкостью, которые способствуют довольно простой работе с материалом. Однако, чтобы достичь наивысшего качества изготавливаемой детали, необходимо знать свойства этого металла и следовать правилам его обработки.
Литейная машина, кристаллизатор
Литейный стол предназначен для изготовления слитков заданных размеров из алюминиевых сплавов.
Компания «ИнтерМаш» предлагает современное литейное оборудование для вертикального литья цилиндрических слитков из алюминиевых сплавов. Оборудование проектируется и изготавливается под заказ согласно техническому заданию клиента.
Данная литейная система состоит из:
— литейного стола с расположенными на нем кристаллизаторами скольжения с тепловыми насадками;
— подвижной платформы для поддонов с затравками;
— поддона с самоцентрирующимися затравками;
— литейная машина подъемного тросового (парашютного) типа.
Основание распределительного блока литейного стола выполняется из толстолистовой стали.
Разливочный лоток футеруется высококачественной огнеупорной керамикой и усиливается по бокам стальными платформами, которые направляют расплавленный алюминий в серию отверстий заданного диаметра. В каждое отверстие встраиваются высокоточные кристаллизаторы скольжения с тепловой насадкой для алюминия со сменными керамическими муфтами с калиброванным отверстием. Кристаллизаторы прикрепляются со стороны дна литейного стола, что обеспечивает легкость при их установке и снятии. Литейная машина сконструирована как короб, во внутреннее пространство которого поступает вода для охлаждения алюминиевых слитков в процессе литья.
Наклон литейного стола при выемке готовых литейных слитков из колодца производится с помощью двух гидроцилиндров, которые прикреплены с боковой стороны литейного стола. К раме стола присоединяется водопровод с поворотными муфтами, который позволяет открывать литейный стол, не разрывая трубопровод.
Подвижная литейная платформа представляет собой сварную конструкцию из толстолистовой стали, на которой установлено эквивалентное (количеству кристаллизаторов литейного стола) количество направляющих затравок. Крепление затравок к платформе обеспечивает их самоцентровку.
Платформа движется вверх/вниз по литейному колодцу и точно фиксируется на литейном столе посредством установочных штифтов, расположенных в каждом углу платформы.
Платформа представляет собой автономную конструкцию, которая поддерживается и направляется посредством четырех стальных тросов и опускается вниз под собственным весом.
Кристаллизатор
Кристаллизатор – это установка, которая используется для переработки металла. Она переводит металл из расплавленного состояния в затвердевший продукт более твердого состояния. При этом затвердевание металла происходит благодаря его охлаждению до той температуры, когда он начинает кристаллизоваться. Сегодня затвердевший расплав используется в производстве в нескольких формах: гранулы, пластинки и пастилки. Но наиболее часто из всех производимых кристаллизатором видов используются пластинки.
Его принцип действия заключается в следующем: установка кристаллизатора имеет барабан, который вращается непрерывно вокруг оси. И расплавленный металл наносится на него равномерно, и прилипает к барабану за счет своей определенной вязкости.
Во время вращения барабан забирает часть тепла у расплавленного металла в силу своей хорошей теплопроводимости. И таким образом доводит его до кристаллизации и затвердевания. Это происходит после того, как барабан совершит один оборот. Затем снимается с барабана при помощи ножа, предназначенного специально для этого. Так на производстве получается конечный продукт, имеющий форму пластинок.
Основным предназначением кристаллизатора является образование слитка определенной формы, а также отвод от стали тепла, которое влияет на создание твердой и прочной оболочки полученного слитка. Это нужно для того, чтобы при выходе из кристаллизатора оболочка полученного в результате этого процесса слитка не разрушилась.
Кристаллизаторы с водяным типом охлаждения применяют для эффективного теплоотвода при процессе образования слитка. Ведь при использовании кристаллизатора в производственных целях и масштабах сам процесс должен обеспечить высококачественный продукт, определенную скорость образования этого слитка, его стойкость, а также обеспечить рентабельность самого кристаллизатора и полную безопасность всего производственного процесса.
Сам кристаллизатор состоит из нескольких элементов: внешний корпус, рабочие пластины, которые находятся внутри конструкции, каналы, которые служат для течения холодной воды.
Принцип работы кристаллизаторов позволяет разделить их на два типа – стационарные, то есть неподвижные, статичные кристаллизаторы, а также – подвижные кристаллизаторы с определенным механизмом работы. В последнее время популярностью пользуются последние, подвижные кристаллизаторы.
Литейная машина
Для переработки алюминия, меди и других цветных металлов используется метод литья, который может быть осуществлен с применением литейных машин разного типа.
Литье металлов под давлением — самый популярный способ, когда пресс-форму для заливки сплава заливают с большой скоростью под высоким давлением. С помощью литейных машин и данного метода можно получать изделия массой от нескольких грамм до десятков килограмм. Причем получают даже сложные по своей конфигурации детали, которые нужны для ремонта стиральных машин, телефонов, двигателей автомобилей и другой техники. Именно в получении тонкостенных отливок сложной конфигурации заключается главное достоинство литья под давлением. Также можно отметить высокую производительность литейных машин такого типа и точность работы, благодаря чему уменьшается время на механическую обработку после литья.
Литейные машины для переработки цветных металлов могут быть с горячей или холодной камерой прессования. Первый вариант актуален, когда речь идет о металлах с низкой температурой плавления, к которым относятся свинец и цинк. Литейная машина с холодной камерой прессования нашла широкое применение в массовом производстве изделий из меди, алюминия и других цветных металлов в различных областях промышленности, включая военпром, измерительную технику и автомобилестроение.
Если говорить о составных элементах литейных машин, к ним относятся раздаточная печь, оборудование для подачи и контроля сжатого воздуха, также не обойтись без гидравлического манипулятора и установки, помогающей в снятии литейных форм. Современные литейные машины обладают высокой надежностью и неприхотливы в эксплуатации, что тоже следует отметить, когда речь идет об оборудовании такого вида.
Алюминиевое литье деталей и отливок — «АвтоЛитМаш»
Основной производственно-технической специализации ООО «АвтоЛитМаш» является мелко и среднесерийное производство отливок из алюминия, а также изготовление прототипов отливок.
Цены на алюминиевое литье
- Гравитационное (классическое) литье алюминиевых сплавов в кокиль от 280 р с НДС за 1 кг отливок
- Литье алюминия с поворотом кокиля ( метод самозаполнения ): от 340 р с НДС за 1 кг отливок
- Литье алюминия и сплавов алюминия в ХТС формы (холодно-твердеющие смеси): от 500 р с НДС за 1 кг отливок
- Цена на литье алюминия и алюминиевых сплавов от 250 руб. за 1 кг.
Применяемые технологии на производстве
Плавка алюминиевых сплавов производиться в тигельных печах сопротивления, обработка и подготовка сплавов (рафинирование, модифицирование ) производится с применением препаратов ведущих европейских компания таких как «Foseco», «Schafer Chemische Fabrik GmbH».
На предприятии используются несколько технологий изготовления алюминиевых отливок.
Гравитационное (классическое) литье алюминиевых сплавов в кокиль:
- Минимально допустимая толщина стенок алюминиевых отливок – 4,0 мм
- Масса производимых алюминиевых отливок – до 50 кг
- Шероховатость поверхностей оформляемых кокилем Rz 60, шероховатость поверхностей оформляемых песчаными стержнями Rz 120.
Литье с поворотом кокиля ( метод самозаполнения ) :
- Минимально допустимая толщина стенок алюминиевых отливок – 4,0 мм
- Масса производимых алюминиевых отливок – до 50 кг
- Шероховатость поверхностей оформляемых кокилем Rz 60, шероховатость поверхностей оформляемых песчаными стержнями Rz 120.
Данная технология позволяет получить более плотную структуру алюминиевого сплава в отливке, исключить ряд дефектов получаемых при гравитационном литье, снизить себестоимость литья.
Литье алюминия и сплавов алюминия в ХТС формы (холодно-твердеющие смеси)
- Минимальная допустимая толщина стенок алюминиевых отливок – 3,5 мм
- Масса производимых алюминиевых отливок – до 700 кг
- Шероховатость поверхности готовых изделий Rz 120.
Данный вид литья применяется в основном при мелкосерийном производстве, изготовлении пилотных партий отливок и изготовлении прототипов.
Производство деталей, отливок из сплавов алюминия.
Производство деталей из алюминия требует применения различных сплавов. В основном мы применяем сплавы на основе алюминия и кремния, которые обладают оптимальными характеристиками по следующим параметрам:
- жидкотекучесть;
- склонность к усадке;
- механические свойства;
- прочность.
Также мы готовы работать с материалами, которые предоставляют заказчики. Чтобы конечный продукт соответствовал требованиям ГОСТ, во время литья необходимо придерживаться определенных правил. При необходимости мы готовы усилить сплав с помощью лигатур, которые добавляются к составу расплавленной массы.
Термическая обработка сплавов
Термическая обработка требуется для следующих целей:
- придание конечным изделиям прочности;
- модификация свойств алюминиевых сплавов за счет изменения их структуры;
- упрочнение с помощью легирования.
На нашем предприятии имеется современное оборудование для проведения термической обработки. В частности, мы применяем камерную электропечь СНОТ. Прогрев осуществляется в пяти зонах: боковые стенки и подина. Печь отличается стабильным поддержанием необходимого температурного уровня, погрешность не превышает двух градусов по Цельсию.
Термообработка проводится в разных режимах, в зависимости от требований, которые выдвигаются к конечной продукции. За поддержание нужного уровня температуры отвечают специальные микроконтроллеры, которые работают по заданной программе. Размер камеры составляет 1х1х1 метр.
Литье алюминия — это достаточно сложный процесс. Для получения детали, которая будет полностью соответствовать выдвигаемым к ней характеристикам, необходимо, чтобы алюминиевое литье осуществлялось в полном соответствии с существующими технологиями.
На ООО АвтоЛитМаш мы применяем современные станки с ЧПУ для производства кокилей, стержневой и модельной оснастки. Весь этот процесс контролируется нашим квалифицированным персоналом. Мы гарантируем высочайшее качество продукции, которую вы закажете на нашем предприятии.