Содержание
- Припой для пайки меди
- Какой припой выбрать
- Медно фосфорные
- Серебряные припои
- Особенности серебряных тинолей
- Пайка твердым тинолем
- Как паять трубы
- Пайка медных труб своими руками – инструкция и видео
- Суть процесса
- Что необходимо для пайки труб из меди
- Технология пайки медных труб
- Как спаять медную трубу самостоятельно
- Виды медных труб
- Типы соединений под пайку
- Необходимые инструменты и материалы
- Способы пайки
- Техника безопасности
- Процесс пайки медных труб
- Ошибки и дефекты
- Правила пайки медных проводов
- Суть процесса
- Паяльник и припой
- Применение флюса
- Как правильно паять
- Соединение меди и алюминия
- Как использовать припой для пайки?
- Как выбрать припой и его разновидности?
- Изготовление припоя своими руками
- Как правильно паять латунь?
Припой для пайки меди своими руками
Припой для пайки меди
Соединение меди, представляет собой сложный технологический процесс, который позволяет выполнять неразъемное соединение.
Развитие загородного домостроения привело к тому, что в инженерных сетях все используют трубы, выполненные из цветных металлов и их сплавов. Для того, что бы трубопроводная система работала бесперебойно, а главное безопасно необходимо обеспечить качественное соединение между элементами трубопроводной арматуры. Такие соединения выполняют с применением пайки.
Какой припой выбрать
Пайку труб из меди могут выполнять с помощью двух видов — мягкого или твердого. Температура первого расплава составляет 425 °C, рабочая температура второго составляет от 460 до 560 °С. Для осуществления пайки применяют газовую горелку.
Тип сплава применяют исходя из соотношения меди и других веществ, которые входят в его состав. Если, в состав средства для пайки деталей входит серебро, то такой сплав называют серебряным. Кстати, чем его больше, тем меньше температура его плавления. Кроме этого, наличие большого объема этого металла обеспечивает высокую смачиваемость и обтекание место пайки.
Другой тип смеси работы с медным материалом, который широко применяют для пайки меди это медно-фосфорный. Но, температура его плавления много выше, а такой параметр как смачиваемость, также уступает серебряным смесям.
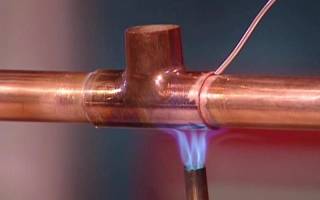
Пайка медных труб горелкой
Их применяют при производстве холодильной техники, которая применяется и в пищевой промышленности.
Выполняя пайку меди медно-фосфорным припоем, и его аналогами использование флюса не требуется. Для пайки медных деталей с латунными флюс необходим. При их использовании образуется капиллярный зазор с размером от 0,025 до 0,15 мм. Аналогичный зазор при использовании таких припоев составляет от 0 до 0,15 мм
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.
Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Припои этого типа недопустимы для работы со сталью. Дело в наличии фосфора, который способствует образованию пленки.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.
Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.
Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Скачать ГОСТ 19738-74
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Особенности серебряных тинолей
Сплавы с содержанием серебра отличаются невысокой температурой плавления и хорошим смачиванием. Этот материал в расплавленном состоянии заполняет все пустоты и поры. При этом швы получаются высокого качества. Средства для стыковки медных труб нашли свое применение при производстве и обслуживаниихолодильных машин.
Пайка твердым тинолем
Твердые средства для пайки используют для капиллярной стыковки и соединения трубопроводной арматуры, которая используется для подачи воды.
Пример пайки припоем серебро 1%
При пайке медных труб используют специальную пасту, газ, вспомогательные инструменты и технологическое оснащение.
При соединении медных деталей твердым припоем необходимо соблюдать все необходимые меры безопасности.
Как паять трубы
Для соединения труб, выполненных из меди и ее сплавов, необходимо использовать определенные материалы и инструменты.
Так, для выполнения работ, потребуется:
- устройство для резки труб из меди;
- газовую горелку;
- состав для пайки медных труб;
- флюс.
Процесс пайки выглядит следующим образом:
- Зачищают обрабатываемый участок.
- Вручную устанавливают фитинг, для этой операции может потребоваться специальный инструмент.
- Используя газовый нагревательный инструмент осуществить нагрев обрабатываемое место до того момента пока не произойдет изменение цвета поверхности.
- На разогретое место укладывают состав для пайки медных труб.
Пайка медных труб своими руками – инструкция и видео
Необходимость в пайке медных труб, выполнить которую совсем несложно, если учитывать все особенности данного процесса, возникает в тех ситуациях, когда требуется осуществить монтаж или ремонт систем водоснабжения и кондиционирования, где они используются. Пайка медных труб своими руками или силами привлеченных профессионалов — это отличная возможность создать в своем доме или квартире систему подачи воды, которую многие специалисты называют вечной.
Разогрев припоя в пламени горелки
Суть процесса
Трубопровод, созданный таким образом, за счет использования при его монтаже труб из меди, отличается высокой надежностью и исключительной долговечностью. Конечно, такая система имеет достаточно высокую стоимость, но она полностью оправдана теми уникальными характеристиками, которыми обладает. Что важно, использовать трубы из меди можно как в водопроводных, так и в отопительных системах. И в том, и в другом случае, они демонстрируют высочайшую надежность и долговечность.
Наиболее простым и самым надежным способом монтажа таких систем является пайка медных труб. Эта технология соединения применяется уже достаточно давно, она хорошо изучена и не вызывает особых проблем при практической реализации. Суть такого метода заключается в том, что стык между соединяемыми деталями заполняется специальным составом, который называется припоем. Для того чтобы припой для пайки медных труб мог попасть и заполнить собой стык между деталями, его расплавляют под воздействием высокой температуры. После того как нагрев припоя прекращается, и он уже полностью заполнил будущий шов, он застывает, образуя надежное, герметичное и долговечное соединение.
Пайка меди удобна еще и тем, что при необходимости соединенные элементы трубопровода всегда можно легко разъединить. Для этого достаточно нагреть место соединения, чтобы сделать припой мягким и податливым.
Процесс пайки медной трубы
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
- Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
- Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями. Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
- Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Технология пайки медных труб
Паять или варить медные трубы для систем водоснабжения и отопления, кондиционеров и любых других устройств, достаточно несложно. Алгоритм выполнения такой операции выглядит следующим образом.
- Сначала необходимо отрезать кусок трубы требуемой длины, для чего используется труборез. Очень важно располагать инструмент перпендикулярно к оси трубы, чтобы рез получился максимально ровным.
- После того как труба будет отрезана, ее необходимо зачистить. Для очистки поверхности изделия используют металлическую щетку, а ее торец освобождают от заусениц и металлической пыли при помощи ершика. Ни в коем случае нельзя использовать для этих целей наждачную бумагу, так как она оставит на поверхности трубы мелкий песок, который ухудшит сцепление припоя с основным металлом.
- Для какой бы цели вы не паяли трубы из меди, для кондиционеров, холодильников или систем отопления, край одной из них необходимо расширить. Увеличить диаметр конца одной из труб следует до такого значения, чтобы другой конец спокойно входил в него, оставляя лишь небольшой зазор.
- Расширенный конец трубы также следует зачистить, используя для этого металлическую щетку, но не наждачную бумагу или чистящую пасту.
- Перед началом пайки на конец трубы меньшего сечения следует нанести флюс. Очень важно равномерно распределить флюс при его нанесении, в противном случае его избыток попадет внутрь трубы и образует там застывшие капли, которые будут создавать шум при движении по ней жидкости.
Труборез для медных и алюминиевых труб 3-35 мм
Подготовленные концы труб перед пайкой следует вставить друг в друга, после этого можно приступать к пайке, вытерев избытки флюса влажной тряпкой. Чтобы соединение получилось качественным и надежным, необходимо прогреть соединяемые трубы перед началом использования припоя. Нагрев может считаться достаточным тогда, когда нанесенный на одну из труб флюс станет серебристого цвета.
После предварительного разогрева места соединения к нему подносят припой, который от высокой температуры начинает плавиться и заполнять пространство стыка. Способствует процессу и принцип капиллярности, за счет которого расплавленный припой заполняет зазор между трубами. Пайку заканчивают в тот момент, когда он полностью заполняет собой промежуток между соединяемыми трубами. Очень хорошо такой процесс просматривается на видео, которое снимают многие специалисты.
После окончания пайки трубам следует дать остыть и ни в коем случае не подвергать их механическому воздействию. Остывший шов можно протереть влажной тряпкой, чтобы удалить с него остатки флюса.
Теперь вы знаете, как паять медные трубы. Более наглядно изучить процесс пайки позволит видео ниже.
Как спаять медную трубу самостоятельно
В современной квартире имеется немало трубопроводов из меди. Их можно обнаружить в радиаторах отопления, некоторых участках водопровода, кондиционерах, холодильных установках. При полной или частичной замене трубок или подключении новых фитингов соединения необходимо паять. Как происходит пайка медных труб в домашних условиях?
Виды медных труб
Ассортимент и номенклатура медных труб отечественного производства достаточно обширны. Действуют следующие стандарты:
- ГОСТ 617-2006, распространяющийся на тянутые или прессованные медные (и латунные) трубы круглого поперечного сечения. Сортамент рассчитан на общие условия применения. Выбор производится по внешнему диаметру и толщине стенки. Предусмотрен следующий диапазон значений: по диаметру – от 3 до 360 мм, по толщине – от 0,8 до 10 мм. Изделия выпускаются длиной от 1,0 до 6,0 м.
- ГОСТ 32598-2013, который относится к медным трубам круглого поперечного сечения, используемым в водных и газовых магистралях. Изделия производятся только холодным волочением, и имеют диапазон внешних диаметров 6…267 мм, при толщине стенки от 0,5 до 3,0 мм. Такие трубы производятся в бухтах или мерных отрезках длиной наибольшей длиной соответственно 15 и 5 м.
- ГОСТ Р 52318-2005. Регламентирует технические требования и сортамент медных труб, предназначенных для прокладки газо- и водопроводов. От предыдущего стандарта отличается тем, что рассматривает только бесшовные трубы, которые можно использовать в монтаже систем напольного отопления с использованием воды как теплоносителя. Имеются также незначительные отклонения по химсоставу и качеству производства (в сторону ужесточения допусков и процентного содержания примесей).
- ГОСТ 21646-2003. Содержит технические требования к медным и латунным трубам (как цельным, так и сварным), которые устанавливаются в различном теплообменном оборудовании. Внешние диаметры — 6…30 мм, толщина стенки – от 0,5 до 3,0 мм, длина — 1,5…12,0 м. Такие трубы могут поставляться с одно- или двухугловыми гнутыми участками.
Особенность агрегатов импортного производства (холодильники, кондиционеры) в том, что там устанавливаются трубопроводы, изготовленные из твёрдой или мягкой меди по DIN EN 12735-1 и DIN EN 1057. По своему составу и свойствам они примерно соответствуют ГОСТ 21646-2003 и ГОСТ Р 52318-2005.
Типы соединений под пайку
Подразделяются на две группы – торцевые (стыковые) и внахлёст, при помощи переходной арматуры или фитингов. Теоретически стыковые соединения между медными трубами могут быть такими же прочными, как и сама медь, при условии, что припой достаточно прочен. Это связано с тем, что вся нагрузка должна переноситься через область контакта двух небольших поверхностей на концах каждой детали. Однако на практике стыковые соединения для спайки медных труб используются редко, потому что обеспечить одной рукой правильное выравнивание смежных торцов во время пайки в домашних условиях практически невозможно.
Соединительные муфты, с другой стороны, самоустанавливаются в процессе сборки и пайки медных труб. Присадочный металл или флюс в соединении не должен быть таким прочным, как медь, потому что площадь контакта между трубкой и посадочным местом фитинга всегда достаточно большая. В этом случае напряжение в паяном металле низкое, поэтому присадочный металл может быть менее прочным, чем основной металл. Поэтому, когда домашний мастер пользуется заблаговременно приобретёнными медными фитингами с глубокими полостями, можно успешно применять мягкие припои с пределом прочности на разрыв около 35 МПа, а для соединения более прочной медной трубки — с пределом прочности на разрыв около 180 МПа, чего вполне достаточно для большинства видов соединений.
Как запаять медную трубу? Трубное соединение должно быть достаточно прочным, чтобы выдерживать такие факторы, как давление, собственный вес и тепловое расширение. Если вы выбираете оптимальную комбинацию присадочного металла, учитывающую глубину полости, то соединение окажется даже более прочным, чем материал исходной трубы.
Прочность торцевого соединения при пайке медной трубы обычной горелкой зависит от:
- Длины зоны перекрытия (обычно глубины полости в фитинге);
- Прочности припоя;
- Прочности готового спая, после того, как температура в зоне спая снизится до комнатной (или до максимальной температуры горячего теплоносителя, если требуется припаять соединительный элемент системы тёплого пола).
Необходимые инструменты и материалы
Приборы (паяльники)
Как известно, паяльники могут быть газовыми и электрическими . Газовый паяльник обеспечит более высокую скорость нагрева, но это практически всегда сопровождается перегревом металла. Электрический работает медленнее, зато отличается контролируемой температурой нагрева. Вдобавок, отсутствует открытое пламя, что делает электропаяльник более безопасным в обращении, особенно, когда в зоне пайки могут находиться другие материалы, устройства или легковоспламеняемые вещества.
Параметрами выбора являются:
- Мощность. Минимальной будет та, что обеспечит нагрев металла в зоне пайки до температуры не ниже 450 0 С. Имеются в продаже и более мощные приборы: например, паяльник Rotenberger Rotherm 2000 гарантирует нагрев до 800…900 0 С (впрочем, он и стоит намного дороже бюджетных моделей отечественного или китайского производства).
- Способ питания – от стационарной электросети или аккумуляторный через понижающее устройство. Надёжнее и проще использовать паяльник с прямым подключением.
- Масса. При выполнении сложных манипуляций с прибором лучше, чтобы паяльник был как можно легче, особенно, если припаивать медные трубы приходится в не совсем комфортных условиях.
- Площадь поперечного сечения контакта. Чем толще стенка трубы, тем мощнее должен быть паяльник.
Поскольку пайка меди может производиться в различных условиях, то целесообразнее иметь паяльник с различным набором сменных наконечников.
Припои и другие расходные материалы
Припой вводится в зазор между трубой и арматурой, площадь которого влияет на два важных аспекта пайки медных труб: прочность соединения и легкость пайки. С точки зрения прочности представляется, что чем больше зона перекрытия, тем лучше. На самом деле, это не так: доказано, что, перекрытие, превышающее в два раза толщину более тонкого элемента, уже не делает соединение более прочным, а только затрудняет создание надежного соединения.
Причины следующие. Во-первых, паяный металл должен равномерно перетекать в зазор между деталями по всей длине и окружности соединения. Одним из препятствий является то, что чем длиннее перекрытие, тем дольше должен течь паяный металл, и тем больше у него возможностей улавливать газы, выделяющиеся при пайке труб. Это вызывает пустоты в стыке. Достаточная подача флюса и достаточно высокий равномерный нагрев соединения способствуют потоку паяного металла в соединение, но по мере увеличения перекрытия и увеличения диаметра обеспечить такой процесс труднее.
Во-вторых, припой начинает плавиться при более низкой температуре, чем температура расплава, называемая температурой солидуса. Чуть выше этой температуры паяльный наполнитель представляет собой смесь твердого вещества плюс жидкость. В таком высоковязком состоянии металл не может легко попасть в плотно прилегающее соединение.
По мере того как припой прогревается, он становится более жидким, достигая температуры ликвидуса. Жидкотекучесть увеличивается, поэтому заполнение зазора происходит значительно быстрее. Поэтому, тем меньше температура ликвидуса и разница её с температурой солидуса, тем оптимальнее припой.
Во время пайки небольшое количество меди растворяется в припое, а небольшое количество легирующих элементов припоя, наоборот, диффундирует в основной металл. Когда это происходит, химический состав припоя изменяется, и это снижает жидкотекучесть.
К счастью, процесс диффузии является более медленным по сравнению со временем, которое требуется для того, чтобы паяный металл перетёк в правильно нагретое соединение. Чем дольше шов находится при температуре пайки, тем больше состав припоя приближается к составу меди.
Способы пайки
Твёрдая пайка
Твёрдой пайкой медных труб считают такую, при которой температура плавления припоя меньше, чем температура меди. Основные марки припоев содержат (кроме олова и винца) цинк, висмут и кадмий. Они плавятся при температурах не ниже 120…130 0 С. Твёрдая пайка используется для создания соединений, которые в процессе эксплуатации не подвергаются нагрузкам изгиба, а также толчкам и ударам. В качестве флюса используют безводную буру.
Пайка мягкими припоями
Такие припои содержат серебро, и – иногда – фосфор. Польза последнего как следует не доказана. С одной стороны наличие фосфора обеспечивает самофлюсование припоя с медью, с другой – повышается хрупкость. Поэтому рекомендуется фосфорсодержащие припои и/или флюсы использовать для пайки прямых участков трубопроводов, не подвергающихся динамическим нагрузкам.
Отметим, что наличие серебра в флюсе обеспечивает поглощение газов, выделяющихся при пайке медных труб и улучшает, таким образом, жидкотекучесть припоя. Применение таких флюсов при пайке холодильных линий не рекомендуется.
Техника безопасности
Перед пайкой стоит вспомнить о том, что медь обладает высоким коэффициентом теплопроводности, поэтому соединяемые детали следует удерживать не руками, а специально подготовленными клещами. Между губками клещей и трубой устанавливают плоские прокладки из листового фрикционного материала – резины, ретинакса или феродо – которые обеспечат улучшенное фиксирование, воспримут на себя повышенные температуры, и помогут избежать деформации поверхности трубы, особенно тонкостенной.
Процесс пайки медных труб
В домашних условиях он разделяется на ряд этапов.
Трубу отрезают в размер, используя труборез (лучше!) или ножовку.
Если используется ножовка по металлу, следует удалить все внутренние и наружные заусенцы с помощью напильника или другого инструмента.
Если трубка не круглая, следует обеспечить точность сечения, используя оправку.
Зачистка и подготовка торцов
Поверхности швов должны быть чистыми и не содержать масла, смазки или оксидных загрязнений. Очистка производится с помощью проволочной щетки из нержавеющей стали или жесткой наждачной тканью.
Для очистки поверхности от смазки или масла используются подходящие растворители.
Не забудьте удалить мелкие посторонние частицы, например, наждачную пыль, после чего обработанные места необходимо тщательно высушить.
Нанесение флюса
Для равномерного нанесения используют кисть. Недопустимо попадание флюса внутрь трубы, поэтому количество наносимого вещества должно быть минимально необходимым.
Излишки флюса перед пайкой медных труб надо удалить.
Соединение
Обязательные процедуры включают:
- Подготовку фитинга: он не должен быть со слишком глубокой полостью (излишек лучше отрезать). Рекомендуется, чтобы глубина полости не превышала двух её диаметров;
- Прогрев соединяемых изделий, для чего чаще используют газовую горелку, хотя можно и паяльник, имеющий соответствующую насадку;
- Нанесение флюса. При этом (для круглых труб) соединяемые детали вращают относительно друг друга: флюс распределится равномернее, и спаять трубу будет легче;
- Нанесение в зазор припоя. Разогретый теплом паяльника, он устремится в зазор, и заполнит его (это будет видно по остаткам припоя, вытекающего из полости стыка);
- Охлаждение места сборки с одновременным контролем качества пайки.
Пайка по капиллярной технологии
Особенностью такого вида пайки является то, что подготовленная медная трубка с нанесенным флюсом вставляется в полость фитинг и нагревается до температуры плавления припоя.
Силы адгезии и когезии заставляют припой стекать в капиллярный зазор. Флюс позволяет припою смачиваться, прилипать и сплавляться с поверхностью меди, а сцепление приводит к тому, что припой затягивается достаточно, чтобы полностью заполнить зазор. Это приводит к прочному водонепроницаемому соединению.
Обработка швов
Некоторые считают эту операцию излишней, но окончательная отделка шва необходима, во-первых, для отделки торца соединённого с трубой фитинга, а во-вторых, для контроля возможных пустот и каверн, которые могли образоваться в соединении, если пайка проводилась при высоких температурах, а контроль за возможным газообразованием отсутствовал.
Ошибки и дефекты
Если все подготовительные работы (последовательность проведения которых была описана ранее) выполнены верно, то паяное соединение будет качественным. Неудачи чаще всего бывают следующими:
- Неправильно выбран монтажный зазор.
- Разогрев места пайки оказался недостаточным (или – что реже – избыточным).
- Проверку качества пайки произвели при неостывшем стыке.
- На поверхности имеются следы сгоревшего флюса и/или окислов.
Во всех случаях, кроме последнего, соединение придётся выполнять заново. А, поскольку «разобрать» трубу не получится, то придётся готовить новый фитинг, и заново – торцы трубы. Поэтому лучше не спешить, а (при недостатке практического опыта) предварительно потренироваться на производстве схожих по технологии операций. Тогда пайка медных труб состоится без проблем.
Видео о том как правильно паять медь
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как использовать припой для пайки?
Лучший припой для пайки металлов – это чистое олово. Но на практике применяется сплав, в котором основой выступает олово и добавляется свинец. Подобные припои можно встретить в продаже, причем марок у них немало. При желании его можно изготовить самостоятельно, если имеются в наличии все нужные ингредиенты. Припой из олова и свинца обозначается тремя буквами – ПОС, после которых идет число. Наиболее популярные марки – ПОС-60 и ПОС-40. Цифры – это процентное содержание свинца в смеси. Такими припоями проводится пайка как латуни, так и радиоэлементов и медных проводов.
Схема пайки твердым припоем.
Как выбрать припой и его разновидности?
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления. Для тонких допускается применять припои с наименьшей температурой.
Типы припоев для проведения пайки
Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.
Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина – температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки. Для пайки полупроводниковых элементов такие припои не подходят. Проводить работы с серебряным припоем тоже необходимо при высокой температуре. С его помощью проводится пайка не только меди, но и стали, чугуна, никеля и его сплавов.
А вот радиолюбители используют легкоплавкие припои. У них температура плавления редко достигает 400 градусов. Вот только прочность у них не очень высокая. Но для пайки проводов и радиоэлементов ее достаточно. Одним из популярных припоев является марка ПОС-61, в котором олова около 38%, свинца 61%, а остальное – это присадки, улучшающие свойства смеси. Сверхлегкоплавкие тоже применяются радиолюбителями. Кадмий и висмут в них встречаются нередко, за счет чего температура плавления едва доходит до ста градусов. Идеально подходит такой припой только для пайки мелких радиоэлементов и кристаллов, так как выдерживает очень маленькие нагрузки.
Изготовление припоя своими руками
Чтобы сделать припой для пайки в домашних условиях, вам потребуется наличие следующих ингредиентов:
Еще нужны такие инструменты:
Материалы и инструменты для пайки латуни.
- Керамические формы (можно из гипса или жести).
- Стальная ложка.
- Стальная палочка.
- Емкость (желательно сталь).
Не забывайте о том, что работаете со свинцом – одним из опасных металлов. Надевайте очки и респиратор, помещение проветривайте. Для удобства наденьте перчатки, чтобы не получить ожог. Над газовой горелкой в емкости расплавьте свинец и олово, заранее взвесив их на весах и добившись нужной пропорции. При помощи ложки из стали снимите «навар» – шлак на поверхности. И, размешав стальной палочкой, чтобы металлы соединились равномерно, вылейте расплав в формы. Все, припой для пайки медных проводов и радиоэлементов готов, можно приступать к проведению монтажных работ. Не забудьте проветрить помещение.
Как правильно паять латунь?
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла. Выход один – нужно проводить пайку при низкой температуре, используя припой из олова и свинца. Но необходимо применять флюс, наиболее распространенным является из канифоли и спирта.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру. Причем поры образуются при любом способе пайки, как под высокой температурой, так и под низкой. Нередко применяется пайка латуни в газовой среде (при условии, что перед началом работ было проведено флюсование). Допускается не использовать флюс, если на поверхности латуни имеется слой никеля или меди.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное – в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
Латунь, богатая медью, спаивается следующими припоями:
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Использовать медно фосфорный припой нельзя, так как соединение оказывается малопластичным из-за образования при пайке фосфидов цинка на поверхности шва.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.