Содержание
- Плазменное напыление металла своими руками
- Напыление металлов
- Химическое хромирование
- Плазменное напыление металла своими руками
- Плазменная наплавка – эффективный способ защиты металлических деталей
- 1 Плазменная наплавка – общая информация о методике и ее достоинства
- 2 Технология описываемой наплавки и ее тонкости
- 3 Комбинированный плазмотрон для наплавки
- 4 Основные особенности наплавки металла по плазменной технологии
- Технология напыления металлов: основные способы металлизации изделий
- Задачи и варианты напыления
- Оборудование для холодного напыления
Плазменное напыление металла своими руками
Плазменное напыление металла своими руками
Плазменное напыление покрытий
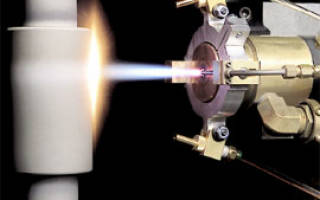
При плазменном способе нанесения покрытий напыляемый материал разогревается до жидкого состояния и переносится на обрабатываемую поверхность при помощи потока плазмы с высокой температурой. Напыляемый материал выпускается в виде прутков, порошков или проволоки. Порошковый способ наиболее распространенный.
Уникальность метода плазменного напыления заключается в высокой температуре (до 50 тыс. градусов по Цельсию) плазменной струи и высокой скорости (до 500 м/с) движения частиц в струе. Нагрев же напыляемой поверхности невелик и составляет не более 200 град.
Производительность плазменного напыления составляет 3-20 кг/ч для плазмотронных установок мощностью 30. 40 кВт и 50-80 кг/ч для оборудования мощностью 150. 200 кВт.
Прочность сцепления покрытия с поверхностью детали в среднем равна 10-55 МПа на отрыв, а некоторых случаях — до 120 МПа. Пористость покрытия находится в пределах 10. 15%. Толщина покрытия обычно не более 1 мм, так как при ее увеличении в напыляемом слое возникают напряжения, стремящиеся отделить его от поверхности детали.
Плазменно-дуговое напыление в сочетании с одновременной обработкой поверхности вращающейся металлической щеткой позволяет уменьшить пористость покрытия до 1-4%, а общую толщину напыления увеличить до 20 мм.
Плазмообразующими газами служат азот, гелий, аргон, водород, их смеси и смесь воздуха с метаном, пропаном или бутаном.
Для плазменного напыления используют проволоку, в том числе порошкового типа, порошки из черных и цветных металлов, никеля, молибдена, хрома, меди, оксиды металлов, карбиды металлов и их композиции с никелем и кобальтом, сплавы металлов, композиционные материалы (никель-графит, никель-алюминий и др.) и механические смеси металлов, сплавов и карбидов. Регулирование режима напыления позволяет наносить как тугоплавкие материалы, так и легкоплавкие.
Основой для плазменного напыления могут служить металлы и неметаллы (пластмасса, кирпич, бетон, графит и др.). Для нанесения покрытий на небольшие поверхности применяется микроплазменный способ напыления, который позволяет сэкономить потери напыляемого материала (ширина напыления 1-3 мм).
С целью повышения адгезии напыленных покрытий, защиты от окисления, уменьшения пористости используется метод плазменного напыления в защитной среде (вакуум, азот, смесь азота с аргоном и водородом) и с применением специальных сопел, закрывающих область между распылителем и обрабатываемой поверхностью. Перспективным направлением в технологии плазменного напыления является сверхзвуковое напыление.
Процесс плазменного напыления включает 3 основных этапа:
1) Подготовка поверхности.
2) Напыление и дополнительная обработка покрытия для улучшения свойств.
3) Механическая обработка для достижения чистовых размеров.
Предварительные размеры поверхностей под напыление должны быть определены с учетом толщины напыления и припуска на последующую механическую обработку. Переходы поверхностей должны быть плавными, без острых углов, во избежание отслаивания покрытия. Отношение ширины паза или диаметра отверстия к его глубине должно быть не меньше 2.
Порошки для напыления
Детали перед напылением должны быть тщательно очищены и обезжирены. Ремонтные детали, имеющие замасленные пазы или каналы, следует нагреть в печи при температуре 200-340 град. в течение 2-3 часов для выпаривания масла.
Далее производится активация поверхности — придание ей определенной шероховатости для обеспечения адгезии. Активацию производят при помощи обдува детали сжатым воздухом с абразивом или нарезанием рваной резьбы.
Абразив выбирают зернистостью 80. 150 по ГОСТ3647, или применяют чугунную/стальную дробь ДЧК, ДСК №01. 05 по ГОСТ 11964.
Металлическая дробь не применяется для обработки жаростойких, коррозионно-стойких сталей и цветных металлов и сплавов, т. к. может вызвать их окисление.
Шероховатость поверхности под плазменное напыление должна составлять 10. 60 Rz, поверхность должна быть матовой.
Поверхности, не подлежащие абразивной обработке, защищают экранами. Зона обдува на 5+/-2 мм должна быть больше, чем номинальный размер напыленной поверхности.
Тонкие детали закрепляют в приспособлениях с целью предотвращения их коробления во время обработки.
Расстояние от сопла до детали при абразиво-струйной обработке должно находиться в пределах 80. 200 мм, меньшие значения принимают для более твердых материалов, большие — для мягких. После этого детали обеспыливают путем обдува сжатым воздухом.
Промежуток времени между очисткой и напылением должен составлять не более 4ч, а при напылении алюминия и других быстро окисляющихся материалов — не более часа.
Нарезание рваной резьбы вместо абразиво-струйной обработки применяют для деталей с формой тел вращения. Резьбу нарезают на токарном станке обычным резьбовым резцом, смещенным ниже оси детали. Резьбу нарезают без охлаждения за один проход. Шаг резьбы выбирают по таблице 1.
Для плазменного напыления следует применять порошки одной фракции, форма частиц — сферическая. Оптимальный размер частиц для металлов составляет около 100 мкм, а для керамики — 50. 70 мкм. В случае, если порошки хранились в негерметичной таре, их нужно прокалить при температуре 120. 130 градусов в течение 1,5-2 ч в сушильном шкафу.
Те части детали, которые не подвергаются напылению, защищают экранами из асбеста или металла, или обмазками.
Предварительный подогрев детали перед напылением осуществляют плазмотроном до температуры 150. 180 градусов.
Режимы обработки определяют опытным путем. Средние значения режимов плазменного напыления следующие:
1) Расстояние от сопла до детали — 100. 150 мм.
2) Скорость струи — 3. 15 м/мин.
3) Скорость вращения детали — 10. 15 м/мин.
4) Угол напыления — 60. 90 градусов.
В таблице 2 приведены рекомендуемые режимы для различных материалов.
Общую толщину покрытия набирают несколькими циклами с перекрытием полос напыления на 1/3 диаметра пятна напыления.
После напыления деталь снимают с плазмотрона, удаляют защитные экраны и охлаждают до комнатной температуры.
Рисунок 1 — Принципиальная схема плазменного порошкового напыления: 1 — подвод плазмообразующего газа, 2 — катод плазмотрона, 3 — корпус катода, 4 — изолятор, 5 — корпус анода, 6 -порошковый питатель, 7 — подвод газа-носителя порошка, 8 — плазменная дуга, 9 — источник питания.
Рисунок 2 — Принципиальная схема плазменного напыления с применением проволоки: 1 — подвод плазмообразующего газа, 2 — катод плазмотрона, 3 — корпус катода, 4 — изолятор, 5 — корпус анода, 6 — механизм подачи проволоки, 7 — сплошная или порошковая проволока, 8 — плазменная дуга, 9 — источник питания.
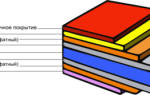
Рисунок 3 — Структура покрытия, напыленного плазменным способом
Для улучшения качества напыленных покрытий применяют следующие приемы:
1) обкатка роликами под электрическим током;
2) напыление с одновременной обработкой металлическими щетками;
3) оплавление покрытий из самофлюсующихся сплавов. Оплавление производят с помощью печей, ТВЧ, нагретых расплавов солей и металлов, плазменным, лазерным или газопламенным способом. Температура оплавления покрытия никель-хром-бор-кремний-углерод составляет 900..1200 градусов.
Чистовые размеры деталей после плазменного напыления получают точением и шлифованием с охлаждением водными растворами и водно-масляными эмульсиями. Шлифкруги выбирают из электрокорунда марки Э на керамической связке, зернистостью 36. 46, твердостью СН. Режимы шлифования следующие: скорость вращения круга 25. 30 м/с, подача круга 5. 10 мм/об, скорость вращения детали 10. 20 м/мин, подача детали 0,015. 0,03 мм/дв.х.
Далее производят окончательный контроль, в случае, если на поверхности детали с напылением есть трещины, отслоения, риски, чернота, не выдержаны чистовые размеры, то деталь возвращают на исправление дефекта (не более 1 раза), при этом область напыления должна быть увеличена на 10. 15 мм по периметру.
Напыление металлов
Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87
Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.
Промышленные растворы для химического хромирования
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.
Нарушение рекомендованной технологии может становиться причиной отслоений покрытий или образования глубоких раковин. Необходимость исправления дефектов приводит к значительному увеличению себестоимости производства.
Линия химического хромирования
Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
Газоплазменное напыление
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.
Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.
Режимы работы оборудования при газоплазменном напылении
Схема оборудования для напыления
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.
Установка вакуумного напыления
Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Плазменное напыление металла своими руками
Журнал добавлен в корзину.
«ХОЛОДНОЕ» НАПЫЛЕНИЕ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ
Кандидаты физико-математических наук О. КЛЮЕВ и А. КАШИРИН.
Когда только появились первые металлические орудия труда, выяснилось, что, твердые и прочные, они сплошь и рядом портились под воздействием влаги. Шло время, люди создавали механизмы и машины, и чем более совершенными они становились, тем в более тяжелых условиях приходилось работать их металлическим деталям. Вибрации и знакопеременные нагрузки, огромные температуры, радиоактивное облучение, агрессивные химические среды — вот далеко не полный перечень «испытаний», которым они подвергаются. Cо временем люди научились защищать металл от коррозии, износа и других явлений, которые сокращают срок службы деталей. По сути, есть два подхода к обеспечению такой защиты: либо в основной металл добавляют легирующие элементы, которые придают сплаву искомые свойства, либо на поверхность наносят защитное покрытие. Условия работы деталей машин диктуют свойства, которыми должны обладать покрытия. Технологии их нанесения разнообразны: есть распространенные и относительно несложные, есть очень тонкие, позволяющие создавать покрытия с уникальными свойствами. А неугомонные инженеры продолжают изобретать все новые покрытия и придумывать способы их получения. Судьба этих изобретений может стать счастливой, если покрытие намного превосходит своих предшественников по полезным свойствам или если технология дает существенный экономический эффект. В разработке физиков из Обнинска соединились оба этих условия.
ТЕМПЕРАТУРА ПЛЮС СКОРОСТЬ
Из способов металлизации поверхностей в современной технике чаще всего пользуются гальваническим нанесением и погружением в расплав. Реже используют вакуумное напыление, осаждение из паровой фазы и пр. Ближе всего к разработке обнинских физиков находится газотермическая металлизация, когда наносимый металл плавят, распыляют на мельчайшие капли и струей газа переносят их на подложку.
Металл плавят газовыми горелками, электрической дугой, низкотемпературной плазмой, индукторами и даже взрывчатыми веществами. Соответственно методы металлизации называют газопламенным напылением, электродуговой и высокочастотной металлизацией, плазменным и детонационно-газовым напылением.
В процессе газопламенного напыления металлический пруток, проволоку или порошок плавят и распыляют в пламени горелки, работающей на смеси кислорода с горючим газом. При электродуговой металлизации материал плавится электрической дугой. В обоих случаях капельки металла перемещаются к напыляемой подложке потоком воздуха. При плазменном напылении для нагрева и распыления материала используется струя плазмы, формируемая плазматронами разных конструкций. Детонационно-газовое напыление происходит в результате взрыва, разгоняющего металлические частицы до огромных скоростей.
Во всех случаях частицы напыляемого материала получают два вида энергии: тепловую — от источника нагрева и кинетическую — от газового потока. Оба этих вида энергии участвуют в формировании покрытия и определяют его свойства и структуру. Кинетическая энергия частиц (за исключением детонационно-газового метода) невелика по сравнению с тепловой, и характер их соединения с подложкой и между собой определяется термическими процессами: плавлением, кристаллизацией, диффузией, фазовыми превращениями и т.д. Покрытия обычно характеризуются хорошей прочностью сцепления с подложкой (адгезией) и, к сожалению, низкой однородностью, поскольку велик разброс параметров по сечению потока газа.
Покрытиям, которые создают газотермическими методами, присущ ряд недостатков. К ним относятся, прежде всего, высокая пористость, если, разумеется, не стоит цель специально сделать покрытие пористым, как в некоторых деталях радиоламп. Кроме того, из-за быстрого охлаждения металла на поверхности подложки в покрытии возникают высокие внутренние напряжения. Обрабатываемая деталь неизбежно нагревается, и если она имеет сложную форму, то ее может «повести». Наконец, использование горючих газов и высокие температуры в рабочей зоне усложняют меры по обеспечению безопасности персонала.
Несколько особняком стоит детонационно- газовый метод. При взрыве скорость частиц достигает 1000-2000 м/с. Поэтому основным фактором, определяющим качество покрытия, становится их кинетическая энергия. Покрытия отличаются высокой адгезией и низкой пористостью, но взрывными процессами крайне сложно управлять, и стабильность результато в гарантиро вать практически невозможно.
СКОРОСТЬ ПЛЮС ТЕМПЕРАТУРА
Желание создать более совершенную технологию возникло давно. Перед инженерами стояла цель — сохранить достоинства традиционных технологий и избавиться от их недостатков. Направление поиска было более или менее очевидно: во-первых, покрытия должны формироваться в основном за счет кинетической энергии частиц металла (нельзя допускать плавления частиц: это предотвратит разогрев детали и окисление подложки и частиц покрытия), и, во-вторых, частицы должны приобретать высокую скорость не за счет энергии взрыва, как в детонационно-газовом методе, а в струе сжатого газа. Такой метод назвали газодинамическим.
Первые расчеты и эксперименты показали, что создавать таким способом покрытия, обладающие вполне удовлетворительными характеристиками, можно, если использовать в качестве рабочего газа гелий. Такой выбор объяснялся тем, что скорость потока газа в сверхзвуковом соплепропорциональна скорости звука в соответствующем газе. В легких газах (водород из-за своей взрывоопасности не рассматривался) скорость звука гораздо выше, чем в азоте или воздухе. Именно гелий ускорял бы металлические частицы до высоких скоростей, сообщая им кинетическую энергию, достаточную для закрепления на мишени. Считалось, что использование более тяжелых газов, в том числе воздуха, обречено на неудачу.
Работа опытных напылительных установок дала неплохой результат: разогнавшиеся в струе гелия частицы из большинства промышленно применяемых металлов хорошо прилипали к подложке, образуя плотные покрытия.
Но полного удовлетворения инженеры не испытывали. Было понятно, что оборудование на легких газах неизбежно будет дорогим и сможет применяться лишь на предприятиях, выпускающих продукцию высоких технологий (только там есть магистрали со сжатым гелием). А магистрали со сжатым воздухом имеются практически в каждом цеху, на каждом предприятии автосервиса, в ремонтных мастерских.
Многочисленные эксперименты со сжатым воздухом вроде бы подтверждали худшие ожидания разработчиков. Однако интенсивный поиск все же позволил найти решение. Покрытия удовлетворительного качества получились, когда сжатый воздух в камере перед соплом нагрели, а в металлический порошок стали добавлять мелкодисперсную керамику или порошок твердого металла.
Дело в том, что при нагревании давление воздуха в камере в соответствии с законом Шарля повышается, а следовательно, повышается и скорость истечения из сопла. Частицы металла, набравшие в струе газа огромную скорость, при ударе о подложку размягчаются и привариваются к ней. Частицы керамики играют роль микроскопических кувалд — они передают свою кинетическую энергию нижележащим слоям, уплотняют их, снижая пористость покрытия.
Некоторые керамические частицы застревают в покрытии, другие отскакивают от него. Правда, таким способом получают покрытия только из относительно пластичных металлов — меди, алюминия, цинка, никеля и др. Впоследствии деталь можно подвергать всем известным способам механической обработки: сверлить, фрезеровать, точить, шлифовать, полировать.
ГЛАВНОЕ УСЛОВИЕ — ПРОСТОТА И НАДЕЖНОСТЬ
Старания технологов останутся втуне, если конструкторы не смогут создать простое, надежное и экономичное оборудование, в котором был бы реализован придуманный технологами процесс. Основой аппарата для напыления металлических порошков стали сверхзвуковое сопло и малогабаритный электрический нагреватель сжатого воздуха, способный доводить температуру потока до 500-600 o С.
Использование в качестве рабочего газа обычного воздуха позволило попутно решить еще одну проблему, которая стояла перед разработчиками систем на легких газах. Речь идет о введении напыляемого порошка в газовую струю. Чтобы сохранить герметичность, питатели приходилось устанавливать до критического сечения сопла, то есть порошок необходимо было подавать в область высокого давления. Чисто технические трудности усугублялись тем, что, проходя через критическое сечение, металлические частицы вызывали износ сопла, ухудшали его аэродинамические характеристики, не позволяли стабилизировать режимы нанесения покрытий. В конструкции аппарата с воздушной струей инженеры применили принцип пульверизатора, известный каждому еще из школьных опытов по физике. Когда газ проходит по каналу переменного сечения, то в узком месте его скорость увеличивается, а статическое давление падает и может даже быть ниже атмосферного. Канал, по которому порошок поступал из питателя, расположили как раз в таком месте, и порошок перемещался в сопло за счет подсоса воздуха.
В результате на свет появился переносной аппарат для нанесения металлических покрытий. Он имеет ряд достоинств, которые делают его очень полезным в различных отраслях промышленности:
для работы аппарата нужны всего лишь электросеть и воздушная магистраль или компрессор, обеспечивающий давление сжатого воздуха 5-6 атм и подачу 0,5 м 3 /мин;
при нанесении покрытий температура подложки не превышает 150 о С;
покрытия обладают высокой адгезией (40-100 Н/мм 2 ) и низкой пористостью (1-3%);
оборудование не выделяет вредных веществ и излучений;
габариты устройства позволяют использовать его не только в цеху, но и в полевых условиях;
можно напылять покрытия практически любой толщины.
В состав установки входят собственно напылитель массой 1,3 кг, который оператор держит в руке или закрепляет в манипуляторе, нагреватель воздуха, порошковые питатели, блок контроля и управления работой напылителя и питателя. Все это смонтировано на стойке.
Пришлось потрудиться и над созданием расходных материалов. Выпускаемые промышленностью порошки имеют слишком большие размеры частиц (порядка 100 мкм). Разработана технология, которая позволяет получать порошки с зернами размером 20-50 мкм.
ОТ КОСМИЧЕСКИХ АППАРАТОВ ДО СЕЯЛОК
Новый способ напыления металлических покрытий может применяться в самых различных отраслях промышленности. Особенно эффективен он при ремонтных работах, когда необходимо восстановить участки изделий, например, заделать трещину или раковину. Благодаря невысоким температурам процесса легко восстанавливать тонкостенные изделия, отремонтировать которые другим способом, например наплавкой, невозможно.
Поскольку зона напыления имеет четкие границы, напыляемый металл не попадает на бездефектные участки, а это очень важно при ремонте деталей сложной формы, например корпусов коробок передач, блоков цилиндров двигателей и др.
Устройства для напыления уже применяют в авиакосмической и электротехнической промышленности, на объектах атомной энергетики и в сельском хозяйстве, на авторемонтных предприятиях и в литейном производстве.
Метод может оказаться весьма полезным во многих случаях. Вот лишь некоторые из них.
Восстановление изношенных или поврежденных участков поверхностей. С помощью напыления восстанавливают поврежденные в процессе эксплуатации детали редукторов, насосов, компрессоров, форм для литья по выплавляемым моделям, пресс-форм для изготовления пластиковой упаковки. Новый метод стал большим подспорьем для работников авторемонтных предприятий. Теперь буквально «на коленках» они заделывают трещины в блоках цилиндров, глушителях и пр. Без особых проблем устраняют дефекты (каверны, свищи) в алюминиевом литье.
Устранение течей. Низкая газопроницаемость покрытий позволяет ликвидировать течи в трубопроводах и сосудах, когда нельзя использовать герметизирующие компаунды. Технология пригодна для ремонта емкостей, работающих под давлением или при высоких и низких температурах: теплообменников, радиаторов автомобилей, кондиционеров.
Нанесение электропроводящих покрытий. Напылением удается наносить медные и алюминиевые пленки на металлическую или керамическую поверхность. В частности, метод экономически более эффективен, чем традиционные способы, при меднении токоведущих шин, цинковании контактных площадок на элементах заземления и т. п.
Антикоррозионная защита. Пленки из алюминия и цинка защищают поверхности от коррозии лучше, чем лакокрасочные и многие другие металлические покрытия. Невысокая производительность установки не позволяет обрабатывать большие поверхности, а вот защищать такие уязвимые элементы, как сварные швы, очень удобно. С помощью напыления цинка или алюминия удается приостановить коррозию в местах появления «жучков» на крашеных поверхностях кузовов автомобилей.
Восстановление подшипников скольжения. В подшипниках скольжения обычно применяют баббитовые вкладыши. С течением времени они изнашиваются, зазор между валом и втулкой увеличивается и слой смазки нарушается. Традиционная технология ремонта требует либо замены вкладыша, либо заварки дефектов. А напыление позволяет восстановить вкладыши. В этом случае для уплотнения слоя напыляемого металла керамику применять нельзя. Твердые включения через считанные минуты после начала работы выведут подшипник из строя, причем поврежденными окажутся поверхности и втулки и вала. Пришлось применить сопло особой конструкции. Оно позволяет наносить покрытие из чистого баббита в так называемом термокинетическом режиме. Частицы порошка сразу за критическим сечением сопла разгоняются сверхзвуковым потоком воздуха, затем скорость потока резко снижается до околозвуковой. В результате резко возрастает температура, и частицы нагреваются почти до температуры плавления. При попадании на поверхность они деформируются, частично плавятся и хорошо прилипают к ниже лежащему слою.
СПЕЦИАЛИСТУ — НА ЗАМЕТКУ
Каширин А. И., Клюев О. Ф., Буздыгар Т. В. Устройство для газодинамического нанесения покрытий из порошковых материалов. Патент РФ на изобретение № 2100474. 1996, МКИ6 С 23 С 4/00, опубл. 27.12.97. Бюл.№ 36.
Каширин А. И., Клюев О. Ф., Шкодкин А. В. Способ получения покрытий. Патент РФ на изобретение № 2183695. 2000, МКИ7 С 23 С 24/04, опубл. 20.06.02. Бюл. № 17.
Координаты разработчиков и условия приобретения их технологий или изделий можно узнать в редакции.
Плазменная наплавка – эффективный способ защиты металлических деталей
Плазменная наплавка — инновационный метод нанесения на поверхность изношенных изделий специальных покрытий с высоким показателем износостойкости. Она выполняется для восстановления деталей машин и механизмов, а также при их производстве.
1 Плазменная наплавка – общая информация о методике и ее достоинства
Ряд узлов и механизмов разнообразных аппаратов и машин в наши дни функционируют в сложных условиях, требующих от изделий отвечать сразу нескольким требованиям. Зачастую они обязаны выдерживать влияние агрессивных химических сред и повышенных температур, и при этом сохранять свои высокие прочностные характеристики.
Изготовить подобные узлы из какого-либо одного металла или иного материала практически нереально. Да и с финансовой точки зрения столь сложный производственный процесс реализовывать нецелесообразно.
Намного разумнее и выгоднее выпускать такие изделия из одного, максимально прочного, материала, а затем наносить на них те или иные защитные покрытия – износостойкие, жаростойкие, кислотоупорные и так далее.
В качестве такой «защиты» можно использовать неметаллические и металлические покрытия, которые по своему составу отличаются друг от друга. Подобное напыление позволяет придавать изделиям необходимые им диэлектрические, тепловые, физические и иные характеристики. Одним из самых эффективных и при этом универсальных современных способов покрытия материалов защитным слоем признается напыление и наплавка плазменной дугой.
Суть применения плазмы достаточно проста. Для покрытия используется материал в виде проволоки либо гранулированного мелкого порошка, который подается в струю плазмы, где он сначала нагревается, а затем расплавляется. Именно в расплавленном состоянии защитный материал и попадает на деталь, подвергаемую наплавке. В то же самое время происходит и ее непрерывный нагрев.
Достоинства такой технологии таковы:
- плазменный поток позволяет наносить разные по своим параметрам материалы, причем в несколько слоев (за счет этого металл можно обрабатывать разными покрытиями, каждый из которых имеет собственные защитные особенности);
- энергетические свойства плазменной дуги допускается регулировать в широких границах, так как она считается самым гибким источником тепла;
- поток плазмы характеризуется очень высокой температурой, благодаря чему он без труда расплавляет даже те материалы, которые описываются повышенной тугоплавкостью;
- геометрические параметры и форма детали для наплавки не ограничивают технические возможности плазменного способа и не снижают его результативность.
Исходя из этого, можно сделать вывод о том, что ни вакуумный, ни гальванический, ни какой-либо другой вариант напыления не может сравниться по своей эффективности с плазменным. Чаще всего он используется для:
- упрочнения изделий, которые подвергаются постоянным высоким нагрузкам;
- предохранения от износа и ржавления элементов запорно-регулирующей и запорной газовой арматуры (напыление металла при помощи плазмы в разы увеличивает их стойкость);
- защиты от негативного влияния высоких температур, вызывающих преждевременный износ изделий, используемых стекольными предприятиями.
2 Технология описываемой наплавки и ее тонкости
Наплавка металла плазмой выполняется по двум технологиям:
- в струю вводят пруток, проволоку либо ленту (они выполняют функцию присадочного материала);
- в струю подают порошковую смесь, которая захватывается и переносится на поверхность наплавляемого изделия газом.
Струя плазмы может иметь разную компоновку. По этому показателю ее разделяют на три вида:
- Закрытая струя. С ее помощью чаще всего выполняют напыление, металлизацию и закалку металла. Дуга в данном случае характеризуется сравнительно небольшой интенсивностью пламенного потока, что обуславливается высоким уровнем отдачи тепла в атмосферу. Анодом при описанной компоновке выступает либо канал горелки, либо ее сопло.
- Открытая струя. При этой компоновке деталь нагревается намного больше, анодом является пруток или непосредственно обрабатываемое изделие. Открытая струя рекомендована для нанесения защитных слоев либо для резки материала.
- Комбинированный вариант. Компоновка, созданная специально для выполнения плазменно-порошковой наплавки. При таком варианте одновременно зажигают две дуги, а анод подключат к соплу горелки и к наплавляемому изделию.
При любой компоновке в качестве газов, которые используются для образования пламени, применяют кислород, аргон, воздух, гелий, водород или азот. Специалисты утверждают, что максимально качественное напыление и наплавку металла обеспечивают гелий и аргон.
3 Комбинированный плазмотрон для наплавки
Плазменно-порошковая наплавка на большинстве современных предприятий осуществляется именно в комбинированных агрегатах. В них металлический присадочный порошок расплавляется между соплом горелки и электродом из вольфрама. А в то время, когда дуга горит между деталью и электродом, начинается нагрев поверхности наплавляемого изделия. За счет этого происходит качественное и быстрое сплавление основного и присадочного металла.
Комбинированный плазмотрон обеспечивает малое содержание в составе наплавленного основного материала, а также наименьшую глубину его проплавления. Именно данные факты и признаются главным технологическим достоинством наплавки при помощи плазменной струи.
От вредного влияния окружающего воздуха наплавляемая поверхность предохраняется инертным газом. Он поступает в сопло (наружное) установки и надежно защищает дугу, окружая ее. Транспортирующим газом с инертными характеристиками осуществляется и подача порошковой смеси для присадки. Она поступает из специального питателя.
В целом стандартный плазмотрон комбинированного типа действия, в котором производится напыление и наплавка металла, состоит из следующих частей:
- два источника питания (один питает «косвенную» дугу, другой – «прямую»);
- питатель для смеси;
- сопротивления (балластные);
- отверстие, куда подается газ;
- сопло;
- осциллятор;
- корпус горелки;
- труба для подачи несущего порошковую композицию газа.
4 Основные особенности наплавки металла по плазменной технологии
Максимальная производительность плазмотрона отмечается тогда, когда применяется проволочная токоведушая присадка. Дуга в данном случае горит между этой проволокой (она является анодом) и катодом агрегата. Описанный метод незначительно проплавляет основной материал. Но он не дает возможности выполнить равномерный и тонкий наплавочный слой.
Если же используется порошок, напыление и наплавка позволяют получать указанный тонкий слой с максимальными показателями износостойкости и жаропрочности. Обычно составляющими порошковой смеси для наплавки являются кобальт и никель. После использования таких порошков поверхность детали нет нужды обрабатывать дополнительно, так как ее защитный слой не имеет никаких дефектов.
Плазменное напыление по сравнению с наплавкой описывается большей скоростью струи плазмы и более плотным тепловым потоком. Обусловлен этот факт тем, что при напылении чаще всего применяются металлы и соединения с высоким уровнем тугоплавкости (бориды, силициды, тантал, карбиды, вольфрам, оксиды циркония, магния и алюминия).
Добавим, что рассмотренный в статье метод наплавки по своим техническим характеристикам (интервал рабочих напряжений и токов, расход инертного газа и так далее) мало чем отличается от плазменной сварки. А этот вид выполнения сварочных мероприятий специалисты освоили в наши дни в совершенстве.
Технология напыления металлов: основные способы металлизации изделий
Автор: Анастасия Исакова · Опубликовано 27.11.2017 · Обновлено 22.11.2017
Производство металлических изделий модернизируется по мере развития передовых технологий. Металл в большей степени подвержен воздействию влаги, поэтому для обеспечения высокого срока эксплуатации и придания деталям, рабочим механизмам и поверхностям требуемых свойств, в современной промышленности широко используют напыление металлов. Технология порошковой обработки заключается в нанесении на базовую металлическую основу защитного слоя, обеспечивающего высокие антикоррозийные характеристики напыляемых изделий.
Задачи и варианты напыления
Металлическая поверхность после порошковой обработки приобретает важные защитные свойства. В зависимости от назначения и области применения, металлическим деталям придают огнеупорные, антикоррозийные, износостойкие характеристики.
Основная цель напыления базовой основы из металла – обеспечить продолжительный эксплуатационный ресурс деталей и механизмов в результате воздействия вибрационных процессов, высоких температур, знакопеременных нагрузок, влияния агрессивных сред.
Процессы напыления металлов выполняют несколькими способами:
- Вакуумная обработка – материал при сильном нагревании в вакуумной среде преобразуется в пар, который в процессе конденсации осаживается на обрабатываемой поверхности.
- Плазменное или газоплазменное напыление металла – в основу метода обработки положено использование электродуги, образующейся между парой электродов с нагнетанием инертного газа и ионизацией.
- Газодинамический способ обработки – защитное покрытие образуется при контакте и взаимодействии микрочастиц холодного металла, скорость которых увеличена ультразвуковой струей газа, с подложкой.
- Напыление лазерным лучом – генерация процесса происходит с использованием оптико-квантового оборудования. Локальное лазерное излучение позволяет проводить обработку сложных деталей.
- Магнетронное напыление – выполняется при воздействии катодного распыления в плазменной среде для нанесения на поверхность тонких пленок. В технологии магнетронных способов обработки используются магнетроны.
- Защита металлических поверхностей ионно-плазменным способом – основана на распылении материалов в вакуумной среде с образованием конденсата и осаждением его на обрабатываемой основе. Вакуумный метод не дает металлам нагреваться и деформироваться.
Технологический метод напыления деталей, механизмов, поверхностей из металла подбирают, в зависимости от характеристик, которые нужно придать напыляемой основе. Поскольку метод объемного легирования экономически затратный, в промышленных масштабах широко используют передовые технологии лазерной, плазменной, вакуумной металлизации.
Напыление в магнетронных установках
Металлизация поверхностей по технологии магнетронного напыления основана на расплавлении металла, из которого выполнена мишень магнетрона. Обработка происходит в процессе ударного действия ионами рабочей газовой среды, сформированными в плазме разряда. Особенности использования магнетронных установок:
- Основными элементами рабочей системы являются катод, анод, магнитная среда, которая способствует локализации плазменной струи у поверхности распыляемой мишени.
- Действие магнитной системы активизирует использование магнитов постоянного поля (самарий-кобальт, неодим), установленных на основании из магнитомягких материалов.
- При подаче напряжения от источника электропитания на катод ионной установки происходит распыление мишени, причем силу тока нужно поддерживать на стабильно высоком уровне.
- Магнетронный процесс основан на использовании рабочей среды, которой выступает соединение инертных и реакционных газов высокой чистоты, подающихся в камеру вакуумного оборудования под давлением.
Преимущества магнетронного напыления позволяют применять данную технологию обработки для получения тонких пленок металлов. Например, алюминиевые, медные, золотые, серебряные изделия. Происходит формирование пленок полупроводников – кремний, германий, карбид кремния, арсенид галлия, а также образование покрытий диэлектриков.
Главное достоинство магнетронного метода – высокая скорость распыления мишени, осаждения частиц, точность воспроизведения химического состава, отсутствие перегрева обрабатываемой детали, равномерность нанесенного покрытия.
Использование при напылении магнетронного оборудования дает возможность обрабатывать металлы и полупроводники с высокой скоростью осаждения частиц, создавать на напыляемой поверхности тонкие пленки с плотной кристаллической структурой, высокими адгезивными свойствами. К основному перечню работ по магнетронной металлизации относятся хромирование, никелирование, реактивное напыление оксидов, карбо- и оксинитридов, сверхскоростная наплавка меди.
Технология ионно-плазменной наплавки
Чтобы получать многомикронные покрытия на изделиях из металла, широко используют метод ионно-плазменного напыления. Он основан на использовании вакуумной среды и физико-химических свойств материалов испаряться и распыляться в безвоздушном пространстве.
Технологически сложный процесс позволяет решать важные технические задачи по металлизации изделий благодаря использованию установки ионно-плазменного напыления:
- Увеличение параметров износоустойчивости, исключение спекания при эксплуатации изделий в условиях высоких температур.
- Повышение коррозийной устойчивости металлов при эксплуатации в агрессивных водных, химических средах.
- Придание электромагнитных свойств и характеристик, эксплуатация в границах инфракрасного и оптического диапазона.
- Получение высококачественных гальванических покрытий, придание изделиям декоративно-защитных свойств, обработки деталей и механизмов, используемых в разных отраслях промышленности.
Процесс ионно-плазменного напыления базируется на использовании вакуумной среды. После поджига катода формируются пятна первого и второго уровня, которые перемещаются с высокой скоростью и образуют плазменную струю в ионном слое. Полученная в результате эродирования катодов струя проходит через вакуумную среду и вступает во взаимодействие с конденсируемыми поверхностями, осаживаясь плотнокристаллическим покрытием.
Использование ионно-плазменного напыления позволяет наносить защитные покрытия при температуре поджига катода до 100°C, отличается достаточно простой схемой получения слоев толщиной до 20 мкм.
С помощью ионно-плазменного напыления на металл удается придавать требуемые свойства конструктивно сложным изделиям нестандартной геометрической формы. После обработки металлическую поверхность не требуется покрывать финишным слоем.
Особенности плазменной металлизации
Наряду с ионно-плазменным напылением и магнетронными способами обработки металлов применяют еще один метод – плазменная металлизация. Главная задача технологии – защита изделий от окислительных процессов в агрессивных средах, повышение эксплуатационных качеств, упрочнение обрабатываемой поверхности, усиление сопротивляемости механическим нагрузкам.
Плазменное напыление алюминия и других металлов основано на высокоскоростном разгоне металлического порошка в потоке плазмы с осаждением микрочастиц в виде покрывающего слоя.
Особенности и преимущества технологии плазменного напыления на металл:
- Высокотемпературный метод нанесения защитного слоя на обрабатываемую поверхность (порядка 5000-6000 °C) происходит за доли секунд.
- Используя методы регулирования газового состава, можно получать комбинированное насыщение металлической поверхности атомами порошковых покрытий.
- Благодаря равномерности потока плазменной струи удается получать одинаково пористое, качественное покрытие. Конечная продукция превосходит результаты традиционных способов металлизации.
- Длительность процесса напыления невысока, что помогает достичь стопроцентной экономической эффективности использования плазменного оборудования в разных производственных масштабах.
Основные компоненты рабочей установки – высокочастотный генератор, камера герметизации, резервуар газовой среды, насосная установка для подачи давления, система управления. Использовать технологию плазменного напыления на металл допускается в домашних условиях при наличии необходимого оборудования с вакуумной камерой – воздействие кислорода приводит к окислению горячих металлических поверхностей и мишени.
На видео: восстановление деталей напылением.
Процесс лазерной обработки
Наплавка металлов лазерным методом позволяет восстанавливать детали и механизмы потоками света, генерируемыми от оптико-квантового оборудования. Вакуумное напыление лазером является одним из наиболее перспективных методов получения наноструктурированных пленок. В основу процесса положено распыление мишени световым лучом с последующим осаждением частиц на подложке.
Преимущества технологии: простота реализации металлизации, равномерное испарение химических элементов, получение пленочных покрытий с заданным стехиометрическим составом. Благодаря узкой направленности лазерного потока в месте его сосредоточения удается получить наплавку изделия любыми металлами.
Механизмы формирования жидкокапельных фаз:
- Крупные капли частиц расплавленной мишени образуются путем воздействия гидродинамического механизма. При этом диаметр крупных капель варьируется в диапазоне 1-100 мкм.
- Капли среднего размера формируются вследствие процессов объемного парообразования. Размер капель колеблется в диапазоне 0,01-1 мкм.
- При воздействии на мишень коротких и частых импульсов лазерного луча в эрозийном факеле образуются частицы мишени небольшой величины – 40-60 нм.
Если в лазерной установке при наплавке металлов на мишень одновременно действуют все три механизма рабочего процесса (гидродинамика, парообразование, высокочастотный импульс), приобретение изделием требуемых характеристик зависит от величины влияния конкретного механизма наплавки.
Одно из условий качественной лазерной обработки – воздействие на мишень таким режимом облучения, чтобы на выходе получить лазерные факелы с наименьшим включением жидкокапельных частиц.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Появилось понятие порошковой металлизации с добавлением в металлический порошок мелкодисперсионной керамики либо частиц твердого металла. Используется для работы с алюминием, никелем, медью.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.