Содержание
- Сверла, зенкеры, развертки
- Сверло-фреза. Два в одном!
- Технологические возможности сверла-фрезы
- Разновидности
- Как отличить спиральные сверла по дереву, металлу и бетону
- Как отличить спиральные сверла по дереву, металлу и бетону
- Как выглядят спиральные сверла по металлу и чем отличаются от моделей для работы по дереву
- Как выглядят деревообрабатывающие инструменты и чем отличаются от сверл по металлу для дрели
- Как определить, для каких работ предназначено спиральное сверло (по бетону или металлу)
- Классификация, виды и критерии выбора фрез по металлу для фрезерного станка
- Основные принципы классификации инструмента
- Местонахождение режущих кромок
- Какие бывают?
- Как правильно подобрать нужный тип?
- Особенности выбора для станков с ЧПУ
- Сверло (фреза) Форстнера по дереву: рановидности, правила выбора, заточка
- Что собой представляют сверла Форстнера
- Как отличить оригинальную продукцию
- Материал изготовления сверл Форстнера
- Какую скорость вращения сверла предпочесть
- Выбор инструмента
- Правила заточки
Отличие фрезы от сверла
Сверла, зенкеры, развертки
Для обработки отверстий на токарных станках применяют сверла, зенкеры и развертки, которые выбирают в зависимости от вида заготовки, требуемой точности размеров и шероховатости обработанной поверхности.
Сверла предназначены для сверления сквозных или глухих отверстий в сплошном материале, а так же для увеличения диаметра ранее просверленных отверстий (рассверливание), а так же для надсверливания.
По конструкции режущей части сверла разделяются на спиральные, или точнее, сверла с винтовыми канавками, сверла с прямыми канавками, сверла для глубоких отверстий (ружейные и пушечные), универсальные и др.
Спиральные сверла применяют для сверления сравнительно неглубоких отверстий, глубина которых не превышает шести диаметров сверла. Они изготавливаются из углеродистой стали У10А и У12А, легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а так же оснащаются пластинками из твердого сплава.
Для увеличения диаметра предварительно просверленных отверстий, а так же для дальнейшей обработки отверстий в отливках, поковках и штамповках широко применяют инструмент, называемый зенкером. Зенкеры отличаются от спиральных сверил тем, что имеют три или четыре главные режущие кромки (трех- или четырехзубые зенкеры), расположенных на поверхности усеченного конуса, и не имеют перемычки. Следовательно, зенкеры не приспособлены для получения отверстий в сплошном материале, а служит лишь для увеличения имеющихся отверстий. Направление зенкера в отверстие лучше, чем у сверла, т. к. у зенкера имеются для этого три или четыре направляющие ленточки (фаски). По тем же причинам зенкер дает более точное отверстие, чем сверло.
Зенкер подобно сверлу закрепляют в коническом отверстии пиноли задней бабки, подают его вручную, вращая маховичок задней бабки. Однако можно механизировать подачу, если закрепить зенкер в специальном приспособлении.
В зависимости от диаметра обрабатываемых отверстий применяют различные конструкции зенкеров. Для малых отверстий (12 –35 мм) применяют трезубые зенкеры с коническим хвостовиком. Для больших отверстий зенкера изготовляют насадными с четырьмя зубьями. Их насаживают на оправки из углеродистой стали.
Сверла из быстрорежущей стали обеспечивают обработку отверстий по 4—5-му классу, точности и по 3—4-му классу шероховатости. Сверла с пластинками из твердых сплавов, работающие на более высоких скоростях, резания обеспечивают обработку отверстий по 3—4-му классу точности и 4—5-му классу шероховатости. Для получения более точных отверстий (3—-4-й класс точности, 6-й класс шероховатости) применяют зенкерование.
Процесс зенкерования осуществляется зенкером (рис. 10), который служит для дальнейшей обработки отверстий, полученных после литья, штамповки или сверления. Эта обработка отверстия может быть либо окончательной, либо промежуточной ( получистовой ) перед развертыванием, дающие еще более точные отверстия(с 3 по 1 класс точности, 7-9 класс шероховатости).
Фрезы.
Теоретические сведения. Фрезы классифицируют по характеру выполняемой работы, по конструкции, и креплению зубьев относительно оси фрезы и другими признаками. Основные типы фрез показаны на рис. 12, 13. Цилиндрические фрезы применяют для обработки открытых плоскостей. Торцевые фрезы имеют зубья на цилиндрической и торцевой поверхностях. Эти фрезы применяют для обработки уступов, пазов, лысок, многогранных и других боковых поверхностях на прямоугольных и кривых заготовках. Дисковые фрезы могут быть одно,- двух- трехсторонними. Режущие кромки трехсторонней дисковой фрезы расположены на обоих торцах и на цилиндрической части, могут располагаться параллельно оси фрезы или под некоторым углом к ней.
Двухсторонняя дисковая фреза имеет режущие кромки на одном торце и на цилиндрической части, односторонняя дисковая фреза имеет режущие кромки только на цилиндрической части. Прорезные и отрезные фрезы применяют для фрезерования узких пазов (шлицы винтов и др.) и отрезки (разрезания) заготовок.
Концевые фрезы применяют для обработки плоскостей, уступов, пазов. Они имеют режущие кромки на цилиндрической части и на торце. Основное отличие от торцевых фрез в том что концевые более вытянутые, а у торцевые наоборот D > H (сплюснутые).
Угловые фрезы применяют для обработки поверхностей, расположенных под некоторым углом друг другу.
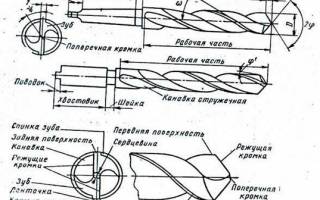
Рис. 9. Части и элементы спирального сверла.
Рис. 10. Основные части зенкеров
а – цельный с конусным хвостовиком, б – насадной цельный
Рис. 11. Основные части развертки.
Рис. 12. Фасонные фрезы: а — с выпуклым профилем;
Сверло-фреза. Два в одном!
При выполнении сложных работ по механической обработке деталей часто приходится комбинировать несколько переходов, например, фрезерования со сверлением. Некоторые производители бытового механизированного инструмента (например, DeWalt, Sandvik и др.) решают эту проблему простым добавлением количества бит в стандартный инструментальный набор. Однако есть возможность вести обработку и комбинированным способом- инструментом «сверло-фреза», экономя время и не ухудшая качество конечного результата.
Технологические возможности сверла-фрезы
Инструмент внешне напоминает обычную концевую фрезу. Вместе с тем представляется возможным с одной установки выполнять следующие переходы:
- Изготовление V-образных канавок.
- Сверление.
- Фрезерование.
- Получение фасок.
Такая возможность обеспечивается наличием двух рабочих плоскостей – боковой и торцевой, профиль которых определяется тем, с каким материалом производится работа (существуют комбинированные свёрла-фрезы по металлу и по дереву). Правда, металл не должен быть термически обработан, а древесина – не быть слишком твёрдой.
Как известно, существенное различие между сверлом и фрезой – геометрия точек контакта инструмента с заготовкой. При фрезеровании всегда наблюдается S-образный зазор на торце, в то время, как при сверлении он возможен лишь на образующей рабочей части. Соответственно прочность и упругость различных зон инструмента – также разная.
Фрезеровальное сверло оптимальным образом сочетает спиральную геометрию боковых режущих кромок с изменяемым шагом спирали по длине инструмента. Это увеличивает производительность и позволяет выполнять операции по съёму материала за один проход.
Разновидности
В зависимости от условий обработки комбинированное фрезерное сверло может быть изготовлено в следующих вариантах:
- С двухпёрым лезвием. Этот инструмент предназначен для снятия фаски, фрезерования, сверления цветных металлов. Для сверления угол наклона пера должен превышать 60°. Это правило является общим для всех сверлильных фрез, но оптимальными углами наклона должны быть 60°, 82°, 90°, 100° и 120°. Инструмент повышенной эксплуатационной стойкости подвергается титано-боридному напылению или титано-нитридно-алюминиевому покрытию.
- С четырёхпёрым лезвием (для фрезерования). Предусматривает две идущие к центру канавки, и две канавки, которые обрезаются. Такая сверлильно-концевая фреза предназначена для тех же операций, что и предыдущая, но имеет увеличенный диаметр, который позволяет нарастить число канавок. В результате инструмент приобретает повышенную прочность и позволяет обрабатывать более твёрдые материалы. Дополнительные канавки создают больше точек контакта при обработке, что приводит к улучшению качества поверхности. Поверхностная упрочняющая обработка – та же, что и в предыдущем варианте.
- Двухпёрое сверло-фреза. Инструмент подходит для таких операций как фрезерование, сверление и снятие фаски, но только для материалов с хорошей обрабатываемостью резанием. Оптимальные углы наклона — 90°, 120° и 140°, поверхностное покрытие – титан-алюминий-нитридное.
- Сверлильно-концевая фреза со спиральным наконечником. Обеспечивает наилучшую производительность при снятии фасок, фрезеровании и чистовом растачивании. Конструкция спирального наконечника обеспечивает полное удаление стружки и высокую чистоту поверхности. Одновременно снижаются вибрации и сохраняется соосность получаемой детали. Углы наклона — 60°, 90° и 120°, поверхностное покрытие – нитридами титана и алюминия.
В качестве материала для изготовления сверла-фрезы принимают инструментальные быстрорежущие стали типа Р6М5К9 по ГОСТ 19265-84, которые отличаются высокой прочностью и хорошим теплоотводом. При необходимости механической обработки описанным инструментом сталей повышенной твёрдости следует ориентироваться на автоматные стали марок от А12 и выше, содержащие свинец, около 0,3% серы и не более 0,15% фосфора. Марки таких сталей можно выбрать по ГОСТ 1414-75.
Как отличить спиральные сверла по дереву, металлу и бетону
Содержание
Как отличить спиральные сверла по дереву, металлу и бетону
Как отличить спиральные сверла по дереву, металлу и бетону
В этой статье мы расскажем, как отличить спиральные сверла по дереву и металлу от моделей, предназначенных для работы по бетону. После ознакомления с материалом вы сможете без проблем подобрать нужный инструмент для дрели в магазине.
Как выглядят спиральные сверла по металлу и чем отличаются от моделей для работы по дереву
Спиральные сверла по металлу выглядят так.
Фотография №1: Спиральные сверла по металлу
Обратите внимание! Спиральными сверлами по металлу, которые в быту используются чаще всего, можно сверлить древесину. К примеру, если необходимо проделать отверстия в ДСП или фанере, то имеющиеся в наличии инструменты вполне сгодятся. Если же вам нужно выполнить большое количество сверлильных работ, к примеру, по свежем брусу большого сечения, то лучше подойдут специальные спиральные сверла по дереву.
Основная особенность их работы заключается в том, что инструменты боковыми кромками срезают древесные волокна. Процесс идет гораздо быстрее, причем сверла не перегреваются.
Как выглядят деревообрабатывающие инструменты и чем отличаются от сверл по металлу для дрели
По внешнему виду спиральные сверла по металлу для дрели можно легко узнать и отличить от аналогов для работ по дереву. Инструменты второй категории бывают двух видов.
Стандартные спиральные (винтовые) сверла по дереву
Стандартные винтовые сверла по дереву выглядят так.
Фотография №2: спиральные сверла по дереву
Визуально они отличаются от сверл по металлу по двум параметрам рабочих частей.
У инструментов для работы по дереву на концах имеются специальные пики. Они значительно облегчают центрирование и делают процесс обработки более точным.
Сверла по дереву и металлу можно различить по углу между режущими кромками. У инструментов первого типа он варьируется в пределах от 90 до 100°. Угол между режущими кромками у сверл по металлу — 110–140°.
Инструменты для работ по дереву могут иметь специальные подрезатели.
Изображение № 3 : конструкция стандартных спиральных сверл для деревообработки
Спиральные сверла Левиса
Спиральные сверла Левиса выглядят так.
Фотография №3: спиральные сверла Левиса
Они предназначены для высверливания в древесине идеально гладких глубоких отверстий малых и больших диаметров. По конструкции они визуально значительно отличаются от стандартных.
Изображение №2: конструкция спиральных сверл Левиса
Главные элементы таких сверл — центральный стержень и опоясывающая его массивная спираль Левиса. Ее еще называют шнеком. Для облегчения центрирования такие сверла имеют специальные наконечники с резьбой. Еще одно отличие инструментов данной категории — небольшой угол наклона канавки.
Как определить, для каких работ предназначено спиральное сверло (по бетону или металлу)
Чтобы определить, для каких работ предназначено спиральное сверло (по бетону или металлу), смотрите на его наконечник. У инструментов первой категории они имеют специальную форму.
Фотография №4: спиральные сверла по бетону
Как видите, диаметры затупленных наконечников больше диаметров самих сверл. Эти элементы рабочих частей изготавливают из победита. Это сверхпрочный сплав, который применяется в производстве техники, предназначенной для добычи горнорудных материалов. Именно победитовые наконечники делают возможным сверление бетона.
Классификация, виды и критерии выбора фрез по металлу для фрезерного станка
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.
Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
- правое – по часовой стрелке;
- левое.
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:
Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:
Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Цилиндрические
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.
Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.
Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.
Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.
Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.
С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.
Под Т-образные выемки
Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.
Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.
Сферические
Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.
Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
- грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
- чистовая обработка по плоскости – цилиндрические;
- создание канавок – дисковая, торцевая;
- обработка углов и кромок – угловая, фигурная;
- выборка шпоночных пазов – шпоночные;
- вырезка сквозных пазов – Т-образная, угловая, фигурная.
Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
Сверло (фреза) Форстнера по дереву: рановидности, правила выбора, заточка
Сверло Форстнера, как и многие другие инструменты подобного назначения, используется для того, чтобы создавать в различных материалах точные и аккуратные отверстия. Выбирать такие инструменты, отличающиеся как конструкцией, так и стоимостью, следует в зависимости от того, в каком материале следует выполнить отверстие, а также от требований, предъявляемых к геометрическим параметрам последнего.
Врезка мебельных петель чашечного типа с использованием сверла Форстнера
Что собой представляют сверла Форстнера
Сверла Форстнера от сверл других типов отличаются двумя значимыми преимуществами.
Во-первых, данные сверла благодаря особенностям своей конструкции позволяют получать очень чистый рез. Специальный режущий ободок врезается в обрабатываемый материал и перерезает волокна его структуры раньше, чем это делают рабочие лезвия. Именно благодаря этому удается практически полностью избежать образования сколов по краям формируемого отверстия, выполнить его с идеально гладкими внутренними стенками и плоским дном.
Во-вторых, сохранение точного направления движения сверл Форстнера в процессе сверления обеспечивает специальный ободок, а не центральное острие, что характерно для сверл других типов. Такое качество инструмента, который используется преимущественно в роли сверла по дереву, особенно актуально в тех случаях, когда необходимо выполнить сверление перекрывающихся отверстий или сформировать отверстия на торцевых элементах изделия, а также расположенные под углом к волокнам, из которых состоит внутренняя структура обрабатываемого материала.
Таким образом, пользуясь сверлами Форстнера, можно получать качественные отверстия даже в тех случаях, когда их расположение, а также внутренняя структура обрабатываемого материала не позволяют обеспечить точное направление подачи сверлильных инструментов любых других типов.
Выборка глухих отверстий сверлом Форстнера
Как отличить оригинальную продукцию
Не все сверла, названные именем Форстнера и предлагаемые на современном рынке, имеют конструкцию, запатентованную более 120 лет назад. Между тем большая их часть работает по схожему принципу, суть которого заключается в следующем:
- Волокна древесины, расположенные по краям формируемого отверстия, надрезает внешний ободок инструмента.
- Расположенные радиально режущие кромки внутренних резцов одновременно удаляют материал с центральной части формируемого отверстия и отводят стружку вверх, при этом они действуют как маленькие рубанки.
Имеется два основных признака, позволяющих отличить настоящее сверло Форстнера по дереву от неоригинального. Такими признаками являются:
- наличие в центральной части инструмента отверстия небольшого диаметра;
- присутствие в конструкции сверла внешнего режущего ободка, который прерывается основными режущими лезвиями только в двух местах (следует иметь в виду, что основные режущие лезвия на оригинальном инструменте затачиваются только вручную).
Сверло Форстнера: 1 – оригинальное; 2 – для машинной заточки; 3 – с твердосплавными резцами; 4 – с зубьями
Настоящие фрезы Форстнера сегодня производятся только одной компанией – Connecticut Valley Manufacturing, производственные мощности которой расположены в США. В отличие от неоригинальных инструментов, изготавливаемых методом литья, настоящая фреза Форстнера вытачивается из цельной заготовки, изготовленной из углеродистой стали.
Благодаря значительной толщине режущих кромок настоящие сверла Форстнера меньше перегреваются при сверлении и, соответственно, отличаются более высокой стойкостью. Стоимость настоящих сверл Форстнера достаточно высока, что вполне оправдано как большим ресурсом их работы, так и тем, что выполнять обработку с их помощью можно на более высоких скоростях, при этом создаваемые отверстия отличаются высокой точностью и аккуратностью.
Отверстие небольшого диаметра, имеющееся в конструкции сверл Форстнера, делает их более удобными для обработки заготовок небольшой толщины. Между тем попасть центральной частью этого инструмента в перекрестие разметки проблематично, поэтому приходиться ориентироваться на внешний диаметр сверла, что несколько затрудняет сверление.
Варианты исполнения инструмента с приспособлением для ограничения глубины сверления
Неоригинальный инструмент от настоящих сверл Форстнера можно отличить по следующим признакам:
- удлиненному центральному острию;
- наличию в ободке вырезов, расположенных с задней части внутренних лезвий (такие вырезы позволяют выполнять машинную заточку инструмента, что значительно снижает его себестоимость по сравнению с оригинальными сверлами, геометрию режущих кромок которых доводят только вручную).
Данные отличия объясняют тот факт, что неоригинальный инструмент стоит значительно дешевле настоящих сверл Форстнера.
На современном рынке представлена еще одна категория неоригинальных сверл Форстнера, режущая часть которых оснащена твердосплавными пластинами. Такие сверла по дереву благодаря особенностям своей конструкции не перегреваются и отличаются большим ресурсом использования, а их стоимость сопоставима с ценой оригинального инструмента. Между тем есть у них и один большой недостаток: их режущие пластины, напаянные на режущую часть, занимают значительно меньшую часть окружности, чем сплошной ободок. Из-за такого конструктивного недостатка сверло начинает интенсивно вибрировать в процессе обработки и соскакивает с обрабатываемой поверхности в том случае, когда сверление выполняется под углом или с самого края заготовки.
Сверло Форстнера с напаянными резцами
Еще один неоригинальный инструмент, также называемый сверлом Форстнера, отличается тем, что на его режущем ободке выполнены зубья, напоминающие режущие элементы пилы. Благодаря тому, что площадь контакта таких зубьев с обрабатываемым материалом значительно меньше, чем у сплошного ободка, инструмент данного типа не перегревается при выполнении обработки, что особенно актуально при сверлении отверстий большого диаметра.
Именно поэтому сверла по дереву, предназначенные для получения отверстий диаметром более 25 мм, изготавливают именно с такими зубьями на режущем ободке. Как и сверла с твердосплавными пластинами, инструмент, на режущем ободке которого выполнены зубья, не очень хорошо демонстрирует себя при сверлении отверстий, расположенных под углом или на самом краю заготовки: в таких случаях он может просто соскакивать с зоны обработки.
Сверло с зубчатой режущей кромкой
Материал изготовления сверл Форстнера
Чаще всего сверла, названные именем Форстнера, изготавливаются из быстрорежущей стали (HSS), отличающейся не только доступной стоимостью, но и хорошими эксплуатационными характеристиками. Обычная сталь, если она перегревается, становится значительно мягче, и режущие кромки инструмента, если он изготовлен из такого материала, быстро утрачивают свою остроту. Такого не происходит с быстрорежущей сталью, которая обладает высокой устойчивостью к перегреву.
Чтобы уменьшить интенсивность нагрева режущей части инструмента, некоторые современные производители наносят на нее специальное покрытие, основу которого составляет нитрид титана. На сверло с таким покрытием можно оказывать большее давление в процессе обработки, не переживая за то, что оно перегреется.
Какую скорость вращения сверла предпочесть
Выполняя обработку сверлами Форстнера, следует придерживаться следующих рекомендаций по выбору скорости их вращения.
- Для сверл большего диаметра, чтобы не допустить их перегрева, следует устанавливать меньшую скорость вращения.
- На упаковке любых сверл Форстнера указана максимальная частота вращения, которую нельзя превышать ни в коем случае.
- Даже выполняя сверление при помощи таких сверл на невысокой скорости, вы не ухудшите качество формируемого отверстия, а только несколько снизите производительность обработки.
Чтобы понять, с какой оптимальной частотой должно вращаться сверло Форстнера определенного диаметра, можно воспользоваться специальными справочными таблицами.
Режимы сверления в различных материалах
Выбор инструмента
Ответ на вопрос о том, стоит ли предпочесть дорогостоящим сверлам Форстнера недорогие неоригинальные инструменты, зависит от того, какие технологические задачи вы собираетесь решать. В том случае, если сверла по дереву вы используете достаточно часто, при этом вам особенно важно качество формируемого отверстия, лучше приобрести оригинальную продукцию.
Хорошей альтернативой оригинальным сверлам Форстнера является инструмент, выпускаемый под торговой маркой Convaico. Сверло данной торговой марки, позволяющее получать точные и аккуратные отверстия, выпускается в достаточно большом диапазоне диаметров: 6–76 мм с шагом в 1,6 мм.
Приобретение такого недорого набора вполне оправдано для периодических работ в домашней мастерской, связанных с обработкой мягкой древесины
Для выполнения относительно нечастых работ по сверлению изделий из дерева можно приобрести набор 6–7 неоригинальных сверл наиболее ходовых диаметров. Стоимость такого набора, который позволит вам решать различные задачи по обработке древесины, будет приблизительно соответствовать цене одного сверла, выпущенного под торговой маркой Convaico.
В том случае, если вам необходимо сверлить в дереве отверстия большого диаметра, лучше приобрести сверло с зубчатым венцом.
Правила заточки
Чтобы выполнить качественную заточку сверл Форстнера, можно воспользоваться следующими рекомендациями:
- У сверл данного типа никогда нельзя затачивать ободок, рабочая часть которого должна располагаться строго в одной плоскости, а добиться этого методом ручной заточки просто невозможно.
- Особое внимание следует уделить заточке внутренних резцов, для чего можно использовать мелкозернистый точильный камень, напильник с самой мелкой насечкой или точило ленточного типа. Затачивается только передняя грань каждого резца, после чего с их обратной стороны удаляются заусенцы, для чего можно использовать мелкозернистый камень.
- Геометрические параметры внутренних резцов хорошо восстанавливаются при помощи ленточного точила. При этом не следует снимать слишком много металла, особенно в области, расположенной вблизи ободка.
Наружная режущая кромка затачивается только изнутри, чтобы не изменился размер ободка
Для доводки режущих кромок лучше использовать не напильники, а мелкозернистые оселки