Содержание
- Пайка меди в домашних условиях
- Инструменты для пайки
- Спайка стали и меди в домашних условиях
- Как паять медные трубы своими руками: пошаговая инструкция
- Пайка меди, почему стоит этому научиться
- Способы паяния деталей из меди
- Что понадобится в процессе
- Технология пайки медных изделий
- Техника безопасности при спаивании труб из меди
- Основные ошибки допускаемые при пайке
- Выводы и полезное видео по теме
- Пайка проводов паяльником: как сделать правильно
- Что нужно для пайки паяльником
- Процесс пайки электропаяльником
Как припаять медь к металлу
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром; Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
Фото — паяльник
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы; Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен. Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Пайка металлов своими руками
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала — припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1<Т2<Т3<Т4, где:
- Т1 — температура, при которой паяное соединение работает;
- Т2 — температура плавления припоя;
- Т3 — температура нагрева при пайке;
- Т4 — температура плавления соединимых деталей.
Отличия пайки от сварки
Отсутствие расплавления основного металла делает возможным соединение пайкой деталей самых маленьких размеров, а также многократное разъединение и соединение спаянных деталей без нарушения их целостности.
Из-за того, что основной металл не расплавляется, его структура и механические свойства остаются неизменными, отсутствует деформация паяемых деталей, выдерживаются формы и размеры получаемого изделия.
Пайка позволяет соединять металлы (и даже неметаллы) в любом сочетании друг с другом.
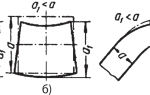
При всех своих достоинствах пайка все же уступает сварке по прочности и надежности соединения. Из-за низкой механической прочности мягкого припоя, низкотемпературная пайка встык является непрочной, поэтому для достижения необходимой прочности детали необходимо соединять с перекрытием.
Применение пайки
Применение пайки широко и многообразно. Ею соединяют медные трубы в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Пайка является основным способом крепления твердосплавных пластин к металлорежущему инструменту. При кузовных работах с ее помощью крепят тонкостенные детали к тонкому листу. В виде лужения используют для защиты некоторых конструкций от коррозии.
Широко используется пайка и в домашних условиях. Ею можно соединять между собой детали из различных металлов, уплотнять резьбовые соединения, устранять пористость поверхностей, обеспечивать плотную посадку втулки разболтавшегося подшипника. Везде, где использование сварки, болтов, заклепок или обычного клея по каким-либо причинам невозможно, затруднительно или нецелесообразно, пайка, сделанная даже своими руками, оказывается спасительным выходом из ситуации.
Виды пайки
Одной из основных является классификация пайки по температуре плавления используемого припоя. В зависимости от этого параметра пайку подразделяют на низкотемпературную (используются припои с температурой плавления до 450°C) и высокотемпературную (температура плавления припоев выше 450°C).
Низкотемпературная пайка более экономична и проста в исполнении, чем высокотемпературная. Ее преимуществом является возможность применения на миниатюрных деталях и тонких пленках. Хорошая тепло- и электропроводность припоев, простота выполнения процесса пайки, возможность соединения разнородных материалов обеспечивают низкотемпературной пайке ведущую роль при создании изделий в электронике и микроэлектронике.
К преимуществам высокотемпературной пайки относится возможность изготовления соединений, выдерживающих большую нагрузку, в том числе и ударную, а также получение вакуумно-плотных и герметичных соединений, работающих в условиях высоких давлений. Основными способами нагрева при высокотемпературной пайке, в единичном и мелкосерийном производстве, является нагрев газовыми горелками, индукционными токами средней и высокой частоты.
Композиционная пайка применяется при пайке изделий, имеющих некапиллярные или неравномерные зазоры. Она осуществляется с использованием композиционных припоев, состоящих из наполнителя и легкоплавкой составляющей. Наполнитель имеет температуру плавления выше температуры пайки, поэтому он не расплавляется, а лишь заполняет собой зазоры между паяемыми изделиями, служа средой распространения легкоплавкой составляющей.
По характеру получения припоя различают следующие виды пайки.
Пайка готовым припоем — самый распространенный вид пайки. Готовый припой расплавляется нагревом, заполняет зазор между соединяемыми деталями и удерживается в нем благодаря капиллярным силам. Последние играют очень важную роль в технологии пайки. Они заставляют расплавленный припой проникать в самые узкие щели соединения, обеспечивая его прочность.
Реакционно-флюсовая пайка, характеризующаяся протеканием реакции вытеснения между основным металлом и флюсом, в результате которой образуется припой. Наиболее известная реакция при реакционно-флюсовой пайке: 3ZnCl2 (флюс) + 2Al (соединяемый металл) = 2AlCl3 + Zn (припой).
Чтобы паять металл, кроме подготовленных соответствующим образом паяемых изделий необходимо иметь источник тепла, припой и флюс.
Источники тепла
Нагрев паяльником осуществляют при низкотемпературной пайке. Паяльник нагревает металл и припой за счет тепловой энергии, аккумулированной в массе его металлического наконечника. Кончик паяльника прижимается к металлу, в результате чего происходит нагрев последнего и расплавление припоя. Паяльник может быть не только электрическим, но и газовым.
Газовые горелки — наиболее универсальный вид нагревательного оборудования. К этой категории можно отнести и паяльные лампы, заправляемые бензином или керосином (в зависимости от типа паяльной лампы). В качестве горючих газов и жидкостей в горелках может использоваться ацетилен, пропан-бутановая смесь, метан, бензин, керосин и пр. Газовая пайка может быть как низкотемпературной (при паянии массивных деталей), так и высокотемпературной.
Существуют и другие способы нагрева при пайке:
- Пайка индукционными нагревателями, которая активно используется для припаивания твердосплавных резцов режущего инструмента. При индукционной пайке паяемые детали или их части нагреваются в катушке-индукторе, через которую пропускается ток. Преимуществом индукционной пайки является возможность быстрого нагрева толстостенных деталей.
- Пайка в различных печах.
- Пайка электросопротивлением, при которой детали нагреваются теплотой, выделяющейся вследствие прохождения электротока через паяемые изделия, являющиеся частью электрической цепи.
- Пайка погружением, выполняющаяся в расплавленных припоях и солях.
- Прочие виды пайки: дуговая, лучами, электролитная, экзотермическая, штампами и нагревательными матами.
Смачиваемость. Прежде всего, припой должен обладать хорошей смачиваемостью по отношению к соединяемым деталям. Без этого будет просто отсутствовать контакт между ним и паяемыми деталями.
В физическом смысле смачивание подразумевает явление, при котором прочность связи между частицами твердого вещества и смачивающей его жидкости оказывается выше, чем между частицами самой жидкости. При наличии смачивания жидкость растекается по поверхности твердого вещества и проникает во все его неровности.
Если припой не смачивает основной металл, пайка невозможна. В качестве такого примера можно привести чистый свинец, который плохо смачивает медь и не может поэтому служить припоем для неё.
Температура плавления. Припой должен иметь температуру плавления ниже температуры плавления соединяемых деталей, но выше той, при которой соединение будет работать. Температура плавления характеризуется двумя точками — температурой солидуса (температура, при которой плавится самый легкоплавкий компонент) и температурой ликвидуса (наименьшим значением, при которой припой становится полностью жидким).
Разница между температурами ликвидуса и солидуса называется интервалом кристаллизации. Когда температура соединения находится в интервале кристаллизации, даже незначительные механические воздействия приводят к нарушениям кристаллической структуры припоя, в результате чего может возникнуть его хрупкость и возрасти электрическое сопротивление. Поэтому необходимо соблюдать очень важное правило пайки — не подвергать соединение никакой нагрузке до полного окончания кристаллизации припоя.
Кроме хорошей смачиваемости и необходимой температуры плавления, припой должен обладать еще рядом свойства:
- Содержание токсичных металлов (свинца, кадмия) не должно превышать установленных значений для определенных изделий.
- Должна отсутствовать несовместимость припоя с соединяемыми металлами, которая может привести к образованию хрупких интерметаллических соединений.
- Припой должен обладать термостабильностью (сохранением прочности паяного соединения при изменении температуры), электростабильностью (неизменностью электрических характеристик при токовых, тепловых и механических нагрузках), коррозионной стойкостью.
- Коэффициент теплового расширения (КТР) не должен сильно отличаться от КТР соединяемых металлов.
- Коэффициент теплопроводности должен соответствовать характеру эксплуатации паяного изделия.
В зависимости от температуры плавления припои подразделяют на легкоплавкие (мягкие) с температурой плавления до 450°С и тугоплавкие (твердые) с температурой плавления выше 450°С.
Легкоплавкие припои. Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые, состоящие из олова и свинца в различном соотношении. Для придания определенных свойств в них могут вводиться другие элементы, например, висмут и кадмий для понижения температуры плавления, сурьма для увеличения прочности шва и т.д.
Оловянно-свинцовые припои имеют низкую температуру плавления и относительно невысокую прочность. Их не следует применять для соединения деталей, испытывающих значительную нагрузку или работающих при температуре выше 100°С. Если все же приходится применять пайку мягкими припоями для соединений, работающих под нагрузкой, нужно увеличивать площадь соприкосновения деталей.
К наиболее широко используемым относятся оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90, имеющие температуру плавления примерно 190-280°С (из них самый тугоплавкий — ПОС-18, самый легкоплавкий — ПОС-61). Цифры означают процентное содержание олова. Кроме основных металлов (Sn и Pb) припои ПОС содержат также небольшое количество примесей. В приборостроении ими паяют электросхемы, соединяют провода. В домашних условиях с их помощью соединяют самые различные детали.
Спайка стали и меди в домашних условиях
скажите, кто спаивал при помощи газовой горелки сталь и медь(медная проволока) и медного припоя? интересен ваш опыт. собираюсь попробовать, а хотелось бы предварительно ознакомиться с опытом других производителей)
сама не пыталась даже. граждане говорят, что надо паять серебрянным припоем
мнения расходятся на форумах паяльщиков и лудильщков
я бы на самом деле не додумалась такого делать) слишком разная температура плавления.
учитывая , что у стали в зависмости от марки 1400-1600, моя горелка и не нагреет все это богатство)
но тем не менее так делают)
ну че, ну спаивается.ПМф и ПСр
тут и сталь, и медь, и латунь
сталь вообще не ювелирный сплав.
тут есть гениальные технологи
они вам запросто расскажут, как это делать, я против них глупенькая девочка с колхоза
спасибо большое добрая девочка))) я тут себя вообще младенцем беспомощным почувствовал, когда сегодня не смог две медные трубки между собой пмф спаять, а сделал это оловом ((( стыдно. не пойму в чём дело, в моих руках или в горелке.. хочется верить, что в горелке
вы же как понимаю делаете крупные изделия, типа светильники
и ничего ужасного , что вы сделали это оловом(ПОСом, так понимаю) -я считаю, что на интерьерных работах это допустимо. ну, тиффани же есть. все там оловом(ПОСом). там и в двери витражи, и лампы..
если чего-то не получается с горелкой -вы там напишите конкретнее как делаете, попытаюсь разобраться. у вас, видимо, изделия крупные, там не пойдет, что тут в проволочном сообществе, нужна просто паяльная лампа
спасибо большое за помощь. я уже чешуся весь от негодования. курить начну пожалуй снова. я сфоткаю то, чем делаю(горелка) мне кажется, что припой не нагревается ей, как надо. я посмотрел несколько видео, там газ шпарит будь здоров, а из моего балончика газового просто равномерное давление. Вы правы. оловом можно и я работаю с ним(но оно подходит именно для крупных деталей), а мне нужно приварить-припаять много медной проволоки к медному листу. туда-сюда, туда-сюда и олово предательски отстает, сколько бы его не напаивай. Потому хочу обязательно медным припоем, как -то раз чудесным образом получилось, результат «железный» и очень понравился.
знаете, вам наверное нужна мощная горелка типа паяльной лампы и паять просто от прутка. тут мы с девочками обсуждаем ювелирную пайку с ракладкой припоя -это не ваша тема. вам скорее всего надо обратиться к чипмейкерам(вот так и наберите в поиске) и на прочие мелфорумы
скорее всего не хватает мощности это так, так мне большие области и не надо паять, проволока 4 мм и отвестие соответственно такое же. паяю этим. и нифига кроме , как оловом не выходит. а надо припоем. у меня тут починка холодильника была, и мастер дал мне припоя, сказал, ни флюса ничего другого не нужно. типа очень хороший хороший отечественный припой, так и с ним не вышло так же, как и с харрисом
дело в том, что медь с медью(проволока и лист меди) с помощью пос спаиваются, но нагрузку долго не держат
ой ли? по моему тиффани на ПОСе вполне прилично держится.
потому что статика. у меня немного подвижное. не спорьте ))) я не с пустого места говорю. даже раз перевозил на коленках люстру такую. поотлетали некоторые причендалы (((
Как паять медные трубы своими руками: пошаговая инструкция
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений
Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях
Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.