Содержание
- Особенности сварки медных труб и нюансы осуществления технологических процессов за счет особенностей материалов
- Правила подготовки медных труб
- Газовая сварка
- Сварка плавящимися и неплавящимися электродами
- Пайка медных труб как способ соединения
- Оборудование для сварки
- Как сварить медь аргоном? Особенности технологии
- Немного теории
- Методы сваривания труб из меди своими руками, плюсы и минусы разных способов
- Методы соединения труб из меди
- Способ на больших градусах
- Способ на низких температурах
- Как спаять элементы на основе меди
- Способ сварки труб из меди
- Заключение
- EuroSantehnik.ru — Все о монтаже отопления, водоснабжения и канализации
- Пайка медных труб своими руками при помощи газовой горелки
- Особенности труб из меди
- Методы пайки медных деталей
- Инструменты и приспособления
- Материалы для соединения меди
- Технология пайки медных труб
- Недопустимые ошибки
- Техника безопасности
Как заварить медную трубку
Особенности сварки медных труб и нюансы осуществления технологических процессов за счет особенностей материалов
Существует немало способов получения неразъемного соединения медных труб: газовая сварка, электродуговая сварка, пайка. Каждый из способов обладает своими плюсами и минусами, выбор будет зависеть от места проведения сварки, вида изделий, способа соединения, степени оснащённости и подготовки к сварке.
Правила подготовки медных труб
Свариваемость меди зависит от наличия примесей в металле. Чистая медь обладает наилучшей свариваемостью. Расплавленная медь очень хорошо окисляется, а при охлаждении образуются пузырьки газов из воздуха. Эти пузырьки создают большое внутреннее давление, что приводит к образованию трещин. В связи с этим необходимо тщательно следить, чтобы на свариваемых торцах не было влаги, а также обеспечивать хорошую защиту расплавленного металла в процессе сварки.
Подготовка к сварке будет аналогичной для различных способов. Перед началом сварочных работ следует подготовить кромки свариваемых труб:
Сборка труб осуществляется с помощью центраторов – приспособлений, позволяющих прочно зафиксировать концы труб в одной оси. При отсутствии центратора или невозможности его использования трубы можно расположить на сварочном приспособлении и закрепить их струбцинами. При сборке необходимо соблюсти небольшой зазор между свариваемыми кромками. При отсутствии зазора есть вероятность несплавления кромок внутри трубы, при большом зазоре расплавленный металл сварочной ванны будет вытекать вовнутрь трубы.
Газовая сварка
При применении газовой сварки следует учитывать высокую теплопроводность меди. Пламя сварочной горелки должно иметь повышенную мощность.
Перед сваркой необходим прогрев свариваемых кромок. Во время сварки пламя должно быть нормальным: избыток ацетилена приведёт к образованию пор и трещин, а окислительное пламя приводит к окислению металла шва.
Нагрев сварочной ванны следует производить восстановительной зоной пламени в месте наибольшей температуры. Для уменьшения охлаждения рекомендуется укрывать трубы пористым негорючим материалом около места сварки. Мундштук горелки располагают под углом 80-90 градусов к поверхности шва. В процессе сварки нагретый конец присадочного прутка окунают во флюс и переносят его в сварочную ванну, тем самым обеспечивая защиту расплавленного металла. Сварка ведётся без перерывов в один проход.
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
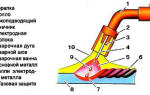
При применении сварки меди в среде защитных газов неплавящимся электродом больше всего подходит импульсная сварка. Это уменьшает риск прожога металла, обеспечивает стабильный процесс сварки и хорошую структуру сварочного шва.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
Пайка медных труб как способ соединения
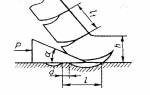
При применении пайки чаще всего используют специальное соединение труб: один из концов труб имеет больший диаметр, чем основная труба, этим концом он надевается на соединяемую трубу.
Перед пайкой необходимо особенно тщательно отнестись к очистке соединяемых поверхностей, так как при пайке необходимо обеспечить наилучший контакт поверхности с припоем.
После очистки и обезжиривания труб на соединяемые поверхности наносится паяльная кислота, после чего трубы соединяют между собой. Нагрев осуществляют газопламенными горелками. При достижении необходимой температуры подаётся припой, происходит его плавление за счёт пламени газовой горелки и разогретой поверхности. Под действием капиллярных сил жидкий припой равномерно распределяется по соединяемым поверхностям. Чаще всего для пайки медных труб применяют припои на оловянной основе.
При использовании любого из перечисленных способов сварки и пайки высокое качество шва будет обеспечено за счёт строгого выполнения всех требований, предъявляемых к сварке.
Оборудование для сварки
В зависимости от того, о каком виде сварки труб идёт речь, будет зависеть выбор оборудования.
Для газовой сварки понадобятся:
- баллоны со сварочным газом;
- газовая горелка с механизмом подачи сварочной проволоки;
- шланги для подачи сварочного газа;
- кассета со сварочной проволокой;
- сварочный молоток;
- щетка по металлу.
Если говорить о сварке с плавящимися и неплавящимися электродами, то перечень оборудования выглядит следующим образом:
- источник сварочного тока, подобранный в зависимости от условий сварочного процесса и целей эксплуатации изделия;
- сварочные кабели для подачи тока в сварочную зону, а также направления защитного газа (при использовании технологии сварки в защитном газе);
- держатель для электрода;
- приспособление для создания массы;
- баллон с защитным газом (при использовании соответствующей технологии).
Для соединения труб при осуществлении сварки используется центратор.
Дополнительно необходимо защитное оборудование для сварщика, включающее маску с темным стеклом или самозатемняющуюся маску, краги или защитные перчатки, защитную обувь и одежду.
Как сварить медь аргоном? Особенности технологии
Сварка меди аргоном — это самое эффективное соединение медных сплавов.
Каждому любителю металлообработки приходится сталкиваться с пайкой и сваркой медных изделий. Сегодня рассмотрим, как сваривать медь аргоном!
Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
А вот теплопроводность медного сплава уже поменьше, значит отпадает необходимость повышенного нагрева.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Если сварка медных труб будет выполняться сплошным швом, то можно получить прожог металла.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Методы сваривания труб из меди своими руками, плюсы и минусы разных способов
Есть много способов сварки медных труб: индукционное соединение труб из меди, капиллярное соединение, разные тройники.
При этом в любой варке медных патрубков есть свои тонкости. В данной статье мы детально опишем, какие действия предпринять, чтобы соединение байпаса из меди саморучно получилось удачным.
Методы соединения труб из меди
Из самых простых методов — тройники для пайки медных труб. Ими легко пользоваться, для установки не нужны определенные навыки и механизмы. Но существует один нюанс: сварку с тройниками можно сделать только на патрубках, где есть резьба.
Как действовать, есть необходимо соединить стандартные гладкие байпасы из меди? Можно сказать, что возможно присоединить патрубки из меди при помощи фена.
Но это не очень хорошая идея. Да, такой прием может пригодиться (при наличии мощного строительного фена), но есть шанс, что вы перегреете металл.
Также существует индукционная сварка труб из меди. Ее просто сделать дома, поэтому не будем сильно останавливаться на ней.
Достаточно будет просмотреть видеообзор. Еще существует капиллярная сварка байпаса из меди. В нее входит сварка на высоких и низких температурах.
Чтобы соединить детали, у вас должны быть припой для сварки и стандартная горелка на газу. Оба эти методы часто используемые и легки в выполнении дома, поэтому обсудим пайку труб из меди твердым сплавом для паяния при использовании горелки.
Способ на больших градусах
Варка медных патрубков при применении высокой температуры часто используется. Такое капиллярное соединение медного байпаса происходит при нагреве больше 500`. В работе используют обычные сплавы для паяния медных труб в связках.
Они должны содержать металлы тугого плавления, лучше, чтобы сплав для паяния был из меди. Благодаря такому припою, будет сформировано хорошее и крепкое соединение. Такой способ сварки также именуют твердой.
Сварка патрубков из меди твердым сплавом для паяния получается по причине нагрева металла до приблизительно 750`. В этом случае припой должен расплавиться от нагрева горелкой, а не от нагретого байпаса.
Это важное правило. Такое способ разумный, если необходимо соединить патрубки, которые будут проводить централизованный газ или высокотемпературные жидкости.
Способ на низких температурах
Капиллярное соединение медных труб на низкой температуре заключается в использовании тех же механизмов, но детали из меди спаиваются при минус 500`.
В виде сплава для паяния тут не подходит твердый материал, тут необходим мягкий сплав металла легкого плавления. Тогда лучше использовать олово и свинец.
Такое соединение именуют мягким. Еще одно различие от твердой сварки в том, что тут сплав для паяния расплавляется не от огня электрогорелки, а, как раз, от прогретого элемента до больших градусов.
Поэтому такой метод сварки безопаснее для работы неопытным мастерам — возможность обжечься сводится к минимуму. Мягкая сварка хорошо подходит для соединения патрубков из меди маленькой ширины.
Как спаять элементы на основе меди
Кроме самого металла, необходимо приобрести стандартные дешевые устройства и компоненты. Для защиты элементов, пригодится пастообразный минерал. Помазок, чтобы его нанести. Твердый сплав для паяния (допустим и мягкий, исходя из варианта сварки).
Выбирая сплав для твердой сварки, изучите состав, в нем не должен содержаться свинец. При покупке сплава для паяния мягкой сварки, в нем, кроме компонентов олово и свинец, может содержаться еще серебро.
Независимо от задачи, в продаже есть сплав для паяния медного байпаса трех миллиметров.
Среди устройств понадобится прибор для нарезки металла, с ним можно нарезать патрубки. Заметьте, что прибор для резки труб должен быть хорошего качества, чтобы он не погнул металл при резке и не замял края.
Еще необходим инструмент, чтобы снять пастообразный минерал и щетка, чтобы зачистить байпас внутри. Также понадобится инструмент, чтобы расширять патрубки.
Важно помнить про самый необходимый прибор — горелку. Пламя надо настроить на узкое направление.
Если вы не можете работать с открытым огнем, но есть материальные средства, то купите паяльник для труб из меди. Его можно подключить к обычной розетке.
Такой прибор способен работать при любом припое. Его можно взять в качестве замены других инструментов, но надо будет купить качественный аппарат.
Способ сварки труб из меди
Сначала, при помощи прибора для нарезки металла, отсеките части патрубка той протяженности, которая нужна. После нарезки, кромки байпаса могут иметь зазубрины, их надо убрать при помощи прибора, который снимает пастообразные минералы с металла.
Дальше, необходимо зачистить трубу внутри, применяя щеточку определенной длины. Надо обезжирить покрытие, применяя любой растворитель. Дальше, надо сделать патрубок шире прибором, чтобы присоединить пары труб воедино.
Сначала удостоверьтесь, что патрубки присоединены воедино достаточно плотно. Должен быть маленький зазор. Покрываем металл пастообразным минералом (только в области стыка патрубков).
Для нанесения пастообразного минерала используйте кисточку и ровно размажьте смесь по поверхности. Не накладывайте толстый слой пасты, на детали не должно оставаться лишнего.
При применении тройников для сварки медных патрубков, можно просто присоединить их воедино. Крутите их до конца. Должно получиться крепкое соединение, а паста должна лежать равномерным слоем.
Работая мягко сваркой, загорите горелку и ждите ее разгорания. Далее, поднесите огонь к соединению патрубков. Направляйте горелку в правую и левую стороны, чтобы равномерно разогреть элемент.
Возьмите сплав для паяния и понемногу прикладывайте его к щели между трубами, чтобы он расплавился.
Когда припой немного расплавится, уберите горелку, чтобы расплавленный материал заполнил зазор. Для этого нет необходимости целенаправленно разогревать припой, его плавление должно происходить от нагретого элемента.
Когда щель полностью заполнится сплавом паяния, соединению необходимо остыть. Лучше просто оставить эти элементы не надолго и не охлаждать дополнительно извне.
Чтобы сваять трубы из меди твердой сваркой, мы тоже применяем горелку. Необходимо быстро нагреть патрубки, но нагрев должен быть равномерным. Основное — не перегреть. Поэтому важно быстро действовать.
Настройте пламя горелки не до интенсивного, а немного выше среднего.
Горелку так же необходимо направлять на правую и левую стороны, чтобы разогреть, но немного быстрее. Лучше приобрести еще дистанционный градусник, чтобы следить за температурными показателями нагрева патрубка — до 800.
При отсутствии такого устройства, наблюдайте за цветом элемента, он должен стать темно-красным. Как только он таким станет, направляйте сплав для паяния в щель.
Он сразу начнет расплавляться от сильно нагретого элемента. Можно изначально немного разогреть сплав, чтобы работа пошла быстрее.
Хороший выход в двух вариантах — это точное наложение спала для паяния в щель. Новичку это, наврятли, удастся сразу, но со временем, у вас может получаться работать быстрее и лучше.
После применения твердой сварки, элемент тоже необходимо оставить остыть, и лучше не трогать его, чтобы не обжечься. Потом зачистите остатки пасты, если они будут на металле.
Заключение
Сварка труб из меди — простая работа, которую можно быстро научиться делать, даже не имея опыта работы со сваркой.
Соединение патрубков из меди легко сделать самому, важно помнить, что для этого понадобятся вспомогательные инструменты, трубы из меди и тройники для пайки.
Расскажите о своем опыте в отзывах, это может быть полезно неопытным мастерам. Успеха вам в работе!
EuroSantehnik.ru — Все о монтаже отопления, водоснабжения и канализации
Не является секретом то, что медные трубы по гибкости, термостойкости и долговечности на много лучше чем трубы из стали, чугуна, ПВХ-трубы. Медь достаточно дорогой материал, но цена соответствует качеству и повышенной долговечности. Конечно же, можно сэкономить, если самому монтировать трубы но для этого нужно уметь пользоваться горелкой или паяльником. Вот инструкция, как при помощи электрического паяльника самому спаять медные трубы.
Электрический паяльник предназначается для пайки медных труб. Его удобно применять там, где не возможно применение газовой горелки. Это такие места рядом с кафелем, обоями, горючими материалами и т.д. Паяльник в зависимости от производителя может работать от разных видов электричества. Паяльники, питающиеся от сети 220В более лёгкие, чем их аналоги, запитанные через понижающие устройства. При приобретении паяльника нужно обратить внимание на некоторые его технические характеристики. Чем значение мощности паяльника больше, тем быстрей будут, разогревается детали, и проходить их спаивание. От мощности, также зависит то, какой диаметр трубы мы сможем прогреть. Чем она выше, тем больший диаметр труб можно будет спаять. Также обратим внимание на температуру разогрева. Чем она выше, тем быстрей будет проходить процесс спаивания. Не маловажным фактором при покупке паяльника является его вес. Если паяльник применять стационарно тогда вес не имеет большого значения. Но если его нужно перевозить с объекта на объект, то это немало важный фактор.
Преимущество электрического паяльника для пайки медных труб в том, что нет открытого пламени. И это делает этот метод пайки пожара безопасным. Также паяльник выдерживает температурный режим (900 о С не больше ни меньше) не допуская перегрева трубы. Так что для новичка это идеальный способ пайки.
Какое устройство паяльника? Всё очень просто он представляет собой щипцы на концах, которых закреплены сменные графитные электроды. При работе для разогрева стыка графитными электродами захватываем трубу выше стыка за предварительно очищенную поверхность трубы. За счёт высокого сопротивления графитных электродов происходит разогрев медной трубы. Поверхность не обходимо зачищать, что бы продлить срок эксплуатации графитных электродов. От качества зачистки мест под электроды зависит, сколько стыков мы сможем спаять на одной паре, средний ресурс 100 – 150 стыков.
Переходим к процессу пайки на примере медной трубы Ø22 мм. Для работы по монтажу медных труб нам нужны будут следующие инструменты: труборез (лезвие по меди и нержавейки), фаскасниматель, щётка металлическая для зачистки труб, шкурка абразивная, флюс для пайки, припой, паяльник.
Обрезаем труборезом нужную длину трубки. После того как обрезали трубку на её внутренней стенке остаётся острая кромка. Кромку нужно снять при помощи фаскаснимателя. Затем необходимо при помощи щётки металлической зачистить внутренний диаметр нашей трубки, от заусенец.
Проверим качество зачистки пальцем (аккуратно) внутренний диаметр должен быть абсолютно гладким. Также при помощи абразивной шкурки зачистим наружный диаметр до блеска на размер соединения плюс место для щёток паяльника (5-10 см). Эта операция нужна для снятия оксидной плёнки на меде, которая может повлиять на качество пайки. Также подготавливаем и наш фитинг либо уголок, тройник, зачищаем его внутренний диаметр, где будет происходить соединение с трубкой.
Следующий этап в нашей пайке это нанесение флюса. Наносим флюс на трубу на наружный диаметр. И на внутренний диаметр нашего соединительного изделия. Флюс наносим кисточкой, не жалеем. Далее соединяем две детали вместе. Обязательно прокручиваем, чтобы флюс равномерно распределился по плоскости соединения. Излишки флюса протираем тряпочкой. Выставляем наше соединение в тисках для большего удобства и приступаем к пайке.
Возьмём наш паяльник, графитовыми щётками обхватываем трубку за зачищенную часть выше нашего соединения. Трубка и соединение начинает нагреваться. Ждём, пока закипит флюс и появится серебряный оттенок. Потом подносим припой к торцу соединения. Он расплавляется и затягивается в соединение благодаря капиллярному эффекту, созданного расплавленным флюсом. Одно касания припоя с одной стороны соединения и противоположной. Чтобы шов соединения был качественным и красивым нужно, чтобы в соединение не попал лишний припой. За этим надо следить, когда проводим пайку. Длинна проволоки припоя необходимого для пайки примерно должна составлять, половину длинны окружности соединяемых деталей.
Теперь рассмотрим вопрос того за счет чего же происходит такая быстрая пайка медных труб. Как мы уже говорили, принцип пайки основан на капиллярном втягивании. Из за чего происходит этот эффект? Между нашими деталями в соединении всегда есть зазор. В зависимости от диаметров от применяемого припоя он может быть разным, чем больше диаметр, тем больше зазор. Флюс расплавляется, и капиллярные силы на его место затягивают припой. Шов получается красивым и аккуратным.
Очень важно обратить внимание на правильное соединение деталей. Детали должны соединятся с равномерным зазором по длине окружности соединения. Если в каком либо месте не будет зазора, то там получится не провар, так как капиллярный эффект там будет отсутствовать. А это значит, что такое соединение даст течь и его придется перепаивать. Во избежание таких случаев сначала надо собрать конструкцию без пайки. Потом сделать на соединениях метки для удобства соединения при монтаже труб. Самые не удобные стыки спаять первыми. Такие как верхние стыки, к которым трудно подобраться, если спаять всю конструкцию, а потом по месту паять верхний стык. Также важно обратить внимание на качественные поверхности наших деталей. Все детали должны быть с идеальными поверхностями. Вмятины, овальности диаметров, не допускаются ни в коем случаи. Это повлияет на качество пайки и на срок службы наших соединений.
Для пайки медных труб существует два вида припоев мягкий и твёрдый. Мягкий припой имеет более низкую температуру плавления (425 о С), чем твёрдый (460 о С – 560 о С). Мягкий припой применяют для соединения труб в котельных, водопроводах в системах отопления и т.д. Там где нет очень высокого давления. Этот припой легко расплавляется и качественно спаивает соединения. Твёрдый припой плавится при более высокой температуре. Применяется на трубах с избыточным давлением, таких как системы кондиционирования, в холодильной промышленности. Там где нужна повышенная герметичность, и стойкость к вибрациям. Преимущество твёрдого припоя заключается в том, что при работе с ним не нужно применять флюс нет необходимости зачищать стыки. Это сказывается на более высокой производительности. Но строительные нормы и правила регламентируют его применение только в холодильной промышленности. Недостатком такого припоя является его очень высокая цена.
Делаем вывод. Если вы не занимаетесь ремонтом холодильного оборудования, то и твёрдый припой вам не нужен. Так как мягкие припои в остальных отраслях ни чем ему не уступают. Самое главное выполнять все технические требования к провидению пайки. А в частности проводить зачистку стыков следить за тем, чтобы стыки были ровные без перекосов, добавлять необходимое количество припоя. И ваши соединения будут надёжными и герметичными.
Вот Вы и узнали, как паять медные трубы!
Пайка медных труб своими руками при помощи газовой горелки
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
- долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.