Содержание
- Металлический уголок – что это, зачем нужен, особенности разных видов, размеры
- Что такое металлический уголок?
- Зачем нужен металлический уголок?
- Виды металлических уголков
- Металлический уголок – размеры
- Как согнуть металлический уголок?
- Как выпрямить металлический уголок?
- Как просверлить отверстие в металлическом уголке?
- Как крепить металлический уголок?
- Как согнуть уголок полукругом
- Способы гибки уголка
- Сгибание уголка по радиусу
- Как согнуть уголок в кольцо своими руками
- Под 90 градусов
- Использование самодельного прокатного станка
- Гибка профиля газовой горелкой
- Как согнуть уголок полукругом
- Способы гибки уголка
- Сгибание уголка по радиусу
- Как согнуть уголок в кольцо своими руками
- Под 90 градусов
- Использование самодельного прокатного станка
- Гибка профиля газовой горелкой
- Высадка металла. Гибка уголка по радиусу. Малкование.
- Высадка металла. Гибка уголка по радиусу. Малкование.
- Технология гибки листового металла своими руками
- Технология гибки – основные сведения
Как согнуть металлический уголок под 90 градусов
Металлический уголок – что это, зачем нужен, особенности разных видов, размеры
Металлический уголок – востребованное в строительстве приспособления. Однако оно нашло применение на только в этой сфере. Уголки из металла используются в народном хозяйстве, в промышленности и дизайнерской работе. Существует несколько видов изделий, каждый из которых применяется в определенных ситуациях.
Что такое металлический уголок?
По форме конструкция выполнена в виде буквы «Г». Уголки железные небольшие по размеру, но выполняют их из прочных видов проката, поэтому они могут без опасений использоваться в строительстве. Конструкции, в основе которых есть металлические уголки, будут прочными и надежными. В составе сплавов, из которых делают строительные материалы, присутствует:
- углеродистая сталь;
- разновидности металла, устойчивые к ржавчине и коррозийным процессам;
- высоколегированная сталь.
Зачем нужен металлический уголок?
Изделия применяются повседневно благодаря некоторым качествам: долговечности. Прочности и устойчивости к разрушительным процессам. Уголки используют в строительстве для сооружения перекрытий, пролетов и несущих конструкций. Изделие, у которого обе стороны равны, хорошо подходит для оконных и дверных проемов. Варианты с неровными осями лучше подходят для сооружения арок.
Уголок металлический перфорированный используется для оснащения мебели или усиления ее каркаса. Нержавеющие оцинкованные профили могут применяться даже для декорирования интерьера. Другая сфера, где востребованы изделия – машиностроение. Из них делают вагоны, автомобили и крупногабаритную технику. Применимы металлические уголки при электромонтажных работах: для крепления аппаратуры или кабелей.
Виды металлических уголков
Конструкции делятся на несколько видов в зависимости от способа изготовления и сфер применения. Существуют изделия с неравными сторонами. Полкой у них называют сам угол. Крупными промышленными предприятиями выпускаются равнополочные конструкции, а те, у которых стороны не равны, делают только по индивидуальным заказам. Все геометрические параметры уголков и их размеры регламентируются технической документацией. Согласно ей существует несколько классификаций изделий:
- Равнополочный уголок, изготовленный металлопрокатным методом – ГОСТ 8509-93.
- Равнополочные уголки, выполненные способом гибки – ГОСТ 19771-93.
Гнутый металлический уголок
Изделия создаются методом холодной гибки. С этой целью используется специальное оборудование, которое способно оказывать значительное давление и физическое воздействие на металл. Уголок декоративный металлический создается исключительно из листового проката, который имеет небольшую ширину в поперечном сечении.
Рассматриваемая технология существенно ускоряет производственный процесс. Брака при ней получается больше, чем при применении горячекатаного способа. При выполнении гнутых конструкций точнее получается соблюдать размер полотна, поэтому сортамент таких изделий больше. Гнутые металлические уголки отличаются меньшим весом, что дает им несомненное преимущество в строительстве.
Равнополочный металлический уголок
Изделия могут изготавливаться не только гнутым способом. Еще один вариант их производства – горячекатаный. Он делает металл жестче и изменяет его структуру, даже без закаливания. Металлический уголок для откосов подходит и для украшения дизайна в интерьере, и для создания инженерных систем. Единственный минус равнополочный конструкций в том, что не во всех магазинах их можно купить товар стандартного размера в длину – 12 м. При производстве уголков горячекатаным методом используют следующие марки стали:
- 15ХСНД;
- 09Г2С;
- 17Г1С.
Неравнополочный металлический уголок
Он используется для строительства сооружений, к которым предъявляются повышенные критерии жесткости. В интерьере металлический уголок используется для полок, декорирования мебели. В судостроении и автомобилестроении не обойтись без этого элемента. Широкие сферы применения изделия связаны с тем, что его делают только горячекатаным способом, который обеспечивает прочность всей системы. В процессе производства используют многочисленные марки стали:
Стандарты изделия с неравными углами описывает ГОСТ 8510-86. В нем описаны следующие параметры:
- соотношение большей и меньшей стороны;
- радиус закругления концов;
- толщина полок;
- обычный и центробежный момент инерции.
Металлический уголок – размеры
Ширина конструкций с разными параметрами сторон составляет от 20 до 200 мм, а толщина – до 16 мм. Вес уголка из железа рассчитывается в килограммах на 1 м. Масса изделий из стали минимальной толщины в 3 мм и самой малой толщины 20 мм составляет 0,9 кг/м. Вес металлического уголка с параметрами 200 мм на 16 мм составляет около 37 кг/м. В зависимости от соответствия реальных габаритов стандартным все изделия подразделяются на высокоточные (класс А) и обычные (класс В). В партии большого объема допускается до 15% немерных заготовок.
Вес минимального неравнополочного уголка составляет 900 г, а максимального – 39 кг. Длина полосы может составлять от 4 до 12 м. При этом, так же как и в случае с равносторонними конструкциями, допускается незначительное отклонении габаритов по ГОСТу. Для изделий длиной 4 м допускается погрешность в 30 мм, для уголков 4-6 м – 50 мм, от 7 м – 70 мм.
Как согнуть металлический уголок?
Чтобы самостоятельно выполнить работу, лучше воспользоваться горячим методом обработки материала. Чтобы получить оптимальный радиус изгиба, желательно воспользоваться шаблоном. Его нужно заготовить заранее. Алгоритм, как согнуть металлический крепежный уголок своими руками:
- Равномерно прогреть материал по всей длине. Температуру подбирают так, чтобы она составляла половину от показателя плавления металла.
- Изделие равномерно огибают по шаблону. Чтобы исправить неровности в процессе работы, используют кувалду или молоток.
- Сгиб получится в виде полукруглого угла.
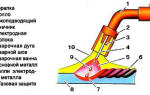
Если нужно получить четкий сгиб, то используют другой метод:
- На месте, где должен быть угол болгаркой вырезают треугольник. Его стороны должны располагаться под углом 45°.
- Место среза аккуратно нагревают горелкой и сгибают. Затем этот участок сваривают электросваркой.
Как выпрямить металлический уголок?
Работы подобного типа называют рихтовкой. Во время нее устраняются неровности и другие недостатки металлических заготовок. Металлический уголок можно выпрямить ручным или машинным методом. В первом случае манипуляции выполняют на плоской поверхности и используют молоток. Отыскивают места на заготовке при ударе по которым выпрямится вся конструкция.
Чтобы качественнее провести работу, можно также нагреть поверхность металлического уголка. Максимальная температура до которой можно нагревать заготовку – 850°С. В противном случае на металле появятся трещины и его будет невозможно использовать в дальнейших целях. Алгоритм выравнивания изогнутого в плоскости уголка:
- Изделие помещают на деревянную доску, чтобы в процессе работы создавалось меньше шума.
- Заготовку располагают так, чтобы она соприкасалась двумя точками с наковальней.
- Сильные удары молотком наносят по более выгнутым местам. По мере исправления силу воздействия на уголок постепенно уменьшают.
- Удары наносят с двух сторон деталей, периодически переворачивая заготовку. Несколько раз подряд не стучат по одному и тому же месту.
Как просверлить отверстие в металлическом уголке?
Изделия из металла отличаются повышенной твердостью. Работы с ними нужно выполнять по специальному алгоритму, соблюдая технологический процесс. Для того чтобы просверлить металлический крепежный уголок, потребуется:
Особенность работы заключается в том, что нужно самостоятельно задавать направление дрели, чтобы правильно проделать отверстие в металле. Пошаговый алгоритм действий:
- Заготовку зажимают в тисках.
- Заранее отмеченные места для отверстий на металлическом уголке кернят. Процедура предупредит смещение сверла от заданной точки.
- Сверло устанавливают строго перпендикулярно металлическому уголку. Если это правило не соблюдать, то оно может сломаться.
- Давление на дрель постепенно уменьшают по мере того, как сверло проходит в заготовку. Это предупредит образование металлических заусенцев в заготовке.
Как крепить металлический уголок?
Если использовать конструкцию для строительных или дизайнерских целей, то ее нужно обязательно зафиксировать. Чем надежнее будут сделаны крепления, тем больше прослужит вся система. В противном случае конструкция не только развалится, но и будет угрожать безопасности людей. Популярные варианты, на что можно зафиксировать угол из металла:
- саморезы – нужны, когда крепятся дизайнерские полки или мебельный металлический уголок;
- дюбель-гвозди – предназначены для фиксации тяжелых конструкций, используемых в строительной отрасли;
- анкера – применяются в строительных и промышленных целях и способны выдержать конструкции весом более 100 кг;
- заклепки – для декоративных целей.
Как согнуть уголок полукругом
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Читайте также:
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
Рис.1. Высадка кромок листов.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка.
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла. Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии. Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Статья оказалась полезной?! Поделись в социальных сетях.
Как согнуть уголок полукругом
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Читайте также:
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
Рис.1. Высадка кромок листов.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка.
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла. Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии. Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Статья оказалась полезной?! Поделись в социальных сетях.
Высадка металла. Гибка уголка по радиусу. Малкование.
Высадка металла. Гибка уголка по радиусу. Малкование.
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Читайте также:
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
Рис.1. Высадка кромок листов.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка.
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла. Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии. Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Статья оказалась полезной?! Поделись в социальных сетях.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.