Содержание
- Сварка нержавейки электродом
- Особенности нержавеющей стали
- Применяемые электроды
- Неплавящиеся электроды
- Технология сварки
- Можно ли варить нержавейку обычным электродом?
- Аппараты и режимы
- Сварка нержавеющей стали электродом
- Отличительные особенности материалов из нержавейки
- Способы сварки
- Выбор электродов
- Область применения
- Технология сварки
- Сварка нержавеющей стали в домашних условиях
- Защита сварочного шва
- Как провести сварку нержавеющей стали в домашних условиях?
- Особенности
- Чем варить нержавейку?
- Как варить нержавейку в домашних условиях?
- Как выполняется сварка нержавейки в домашних условиях?
- Что нужно знать о сварке нержавеющей стали?
- Сварка с помощью паяльника
- Пошаговая инструкция по сварке покрытыми электродами
- Руководство по сварке вольфрамовыми электродами
- Что делать после выполнения сварки?
- Способы варки нержавейки инвертором в домашних условиях
- Выбор и настройка инвертора
- Этапы сварочного процесса
- Особенности сварки нержавеющей стали
- Электроды для сварки нержавейки
- Достоинства и недостатки метода
Как заварить нержавейку в домашних условиях
Сварка нержавейки электродом
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
- Зачистку поверхности от масла и иного мусора, краски. Попадание этих веществ будет излишне пенить сварочную ванну.
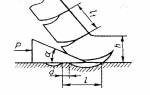
- Разделка кромок выполняется при работе с металлом толще 4 мм. Делается скос в 45 градусов и выставляется зазор в 1 мм. При соединении деталей меньшей толщины, кромки не разделываются и зазор не предусматривается. Плотно сведенные пластины будут залогом красивого шва и предупредят потеки на обратной стороне.
- При ответственных соединениях рекомендуется прокалить электроды при температуре 170 градусов.
- Когда нержавеющая сталь толще 7 мм, стоит выполнить предварительный подогрев свариваемых частей до 150 градусов. Это позволит избежать резкого перепада температур.
- После наложения прихваток, шов ведется электродом под наклоном в 45-60 градусов на себя или в сторону. Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
- Вести шов следует немного быстрее, чем при обычной сварке. Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали.
- После окончания работ нельзя поливать изделие водой, ввиду его коэффициента расширения. Металл должен остыть самостоятельно.
Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями. Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне. По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
Сварка нержавеющей стали электродом
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является — сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки
— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Как провести сварку нержавеющей стали в домашних условиях?
Нержавеющая сталь используется в различных направлениях промышленности благодаря своим техническим характеристикам. Чтобы изготавливать различные детали из этого металла, необходимо научиться соединять отдельные элементы. Сварка нержавеющей стали имеет определённые особенности, из-за чего требует более подробного изучения.
Сварка нержавеющей трубы
Особенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды. Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
- Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Сварка нержавейки может выполняться несколькими способами. При этом используется разное оборудования, появляются определённые нюансы.
Ручная дуговая сварка покрытыми электродами
Распространённый способ соединения деталей из нержавеющей стали. Для выполнения работ используют инверторный сварочный аппарат, специальные электроды. Они могут быть двух типов:
- Стержень покрыт рутиловым слоем, который состоит из двуокиси титана.
- Стержни, покрытые смесью кальция, карбоната магния.
Применяется этот способ для создания соединений, которые не будут подвергаться критическим нагрузкам.
Вольфрамовыми электродами
Сварка нержавейки вольфрамовыми электродами применяется совместно с инертными газами, которые подаются в нагреваемое место, защищая шов от образования оксидной плёнки.
Этот метод подходит для сваривания тонкого металла, изготовления труб для разных жидкостей.
Полуавтоматическая в аргоне
Этим способом можно более качественно сваривать нержавейку. С помощью полуавтомата появляется возможность добиться высокой производительности. Чтобы создать прочное соединение используется несколько видов проволоки:
- Порошковая.
- Алюминиевая.
- С медным покрытием.
- Изготовленная из легированной стали.
- С флюсом.
Проведение работ полуавтоматом представляет собой поэтапный процесс:
- Мастер подготавливает детали. Зачищает их от ржавчины, налёта, грязи.
- Выставляется режим сваривания на сварочном аппарате. Оптимальный показатель силы тока для нержавеющей стали толщиной до 3 мм не должен превышать 145 А.
- В рабочую зону подаётся проволока, зажигается дуга.
Сопло горелки должно передвигаться только в одном направлении без поперечных движений.
Полуавтоматическая сварка нержавеющей стали
Холодная под большим давлением
Процесс соединения заготовок из нержавеющей стали без плавления. Зависимо от того, какими характеристиками должна обладать цельная деталь, давление может воздействовать как на одну, так и на две заготовки. Соединение образуется благодаря взаимодействию кристаллических решёток металла.
Такой способ соединения нержавеющей стали выполняется на промышленных предприятиях. Для его выполнения необходимо использовать специальное оборудование. При работе с лазером выполняется два метода сварки заготовок — шовный, точечный.
Преимущества лазерного оборудования:
- Не появляются трещины от сильного нагревания.
- Прочность металла в зоне отпуска не снижается.
- Не появляется оксидной плёнки, благодаря высокой скорости лазерной обработки.
Плазменная
Существует два способа плазменной сварки нержавеющей стали:
- Ручная — подразумевает под собой обработку металла плазменной дугой, которая образуется между рабочей поверхностью, электродом.
- Автоматическая — плазменный поток вырабатывается плазмотроном.
Применяется на промышленных предприятиях.
Чем варить нержавейку?
Сварить нержавейку можно разными способами. Важно не только выбрать технологию, но и подготовить расходные материалы, оборудование.
Электроды для сварки
Какими электродами варить нержавейку?
Для людей, которые не знают, какие электроды для сварки нержавейки нужно использовать, необходимо ознакомиться с ГОСТом 10052−75. Если не пользоваться ГОСТом, нужно учитывать марку стали.
Все расходники делятся на две больших группы:
- Стержни с разными покрытиями.
- Вольфрамовые электроды.
Существуют специальные стержни для работы со сплавами, цветными металлами.
Можно ли варить обычным электродом?
Сварка нержавейки обычным электродом допускается. Однако это может привести к разным негативным последствиям. Связано это с тем, что в месте нагревания совмещаются разные металлы. Из-за этого возникают внутренние напряжение, которые ухудшают показатель прочности шва. Первые микротрещины начнут появляться во время остывания, с характерными щелчками. Такой шов быстро покроется слоем ржавчины.
Оборудование
При соединении деталей из нержавеющей стали электросваркой используется разное оборудование. Желательно выбирать аппараты, которые выдают постоянный ток. Они позволяют равномерно вплавлять присадочный материал в пространство между заготовками.
Если нет возможности использовать оборудование, вырабатывающее постоянный ток, можно использовать инвертор. Сварка инверторным аппаратом требует использования специальных электродов, быстрого ведения дуги для получения ровной поверхности. Качество сваривания нержавеющей стали зависит от выбора расходных материалов, оборудования, настройки режима проведения работ.
Как варить нержавейку в домашних условиях?
Сварка нержавейки в домашних условиях доступна любому сварщику. Для этого требуется подготовить инверторный аппарат. Он подойдёт для соединения труб из алюминия, тонких листов, деталей сложной формы. Рекомендации для проведения работ:
- Внимательно наблюдать за швом, чтобы не образовывалось место проплавки.
- Небольшой зазор в сварном стыке помогает создать оптимальный показатель усадки.
- Для соединения металлических листов большой толщины, нужно использовать электроды большего диаметра.
- Выбрать величину сварочного тока проще с помощью специальных таблиц, которые можно найти в интернете.
- Для охлаждения швов желательно использовать медные пластинки.
Новичку необходимо потренироваться настраивать, работать со сварочным аппаратом на черновых деталях.
Сварка нержавеющей стали электродом
Как варить нержавейку инвертором?
Сварка нержавейки инвертором выполняется в определённой последовательности:
- Очистить рабочие поверхности от налёта, грязи, декоративных покрытий, масла, ржавчины.
- Обработать кромки деталей если их толщина превышает 4 мм. Они срезаются под углами 45 градусов. Если нужно сваривать тонкую нержавейку, скосы не нужны.
- Чтобы создать высокопрочное соединение, на которое будут воздействовать высокие нагрузки, необходимо прокалить электроды для инвертора заранее. Их нужно разогреть до 170 градусов.
- Если нужно соединить детали толщиной более 7 мм, нужно прогреть их заранее до 150 градусов.
- Для начала ручной сварки нержавейки инвертором, необходимо наложить прихватки. Вести шов нужно с наклоном, удерживая угол от 45 до 60 градусов. Движения выполнять или на себя, или в сторону.
После выполнения работ металл должен остыть при комнатной температуре.
Сварка тонкой нержавейки
Технология сваривания тонких листов нержавеющей стали отличается от классического метода работы с плавящимися электродами. Пошаговая инструкция:
- Подготовить соединяемые поверхности. Очистить их от грязи, налёта, мусора.
- Выложить флюс на обработанные листы.
- Нагреть их до 250 градусов. Поверхность должна поменять цвет.
- Электрод медленно подаётся на заготовки. Важно быстро выполнять работу, чтобы не проплавить тонкие листы.
После выполнения работ нужно быстро остудить заготовки, чтобы готовый шов не покрылся ржавчиной.
Сварка нержавеющей стали может выполняться как в домашних условиях, так и на производстве. Для этого применяются разные способы, оборудование, расходные материалы. Важно учитывать определённые особенности, правильно выбирать сварочный режим.
Как выполняется сварка нержавейки в домашних условиях?
Сверка нержавейки — это достаточно трудоемкая, но вполне выполнимая в домашних условиях процедура. Сплавы, содержащие до 25% никеля и аналогичное количество хрома, достаточно легко взаимодействуют друг с другом. Подобные сплавы отлично соединяются и с другими металлами, за исключением магниевых и алюминиевых сплавов.
Перед тем как приступить непосредственно к сварке деталей необходимо стальной щеткой зачистить поверхность кромок.
Однако при выполнении этой работы необходимо обращать свое внимание на тот факт, что при нагреве до 500-700 градусов некоторые никелированные сплавы способны выделять карбиды. Степень их выделения напрямую зависит от продолжительности обработки. Поэтому время работы должно быть как можно меньшим.
Что нужно знать о сварке нержавеющей стали?
При самостоятельном выполнении сварки нержавейки следует учитывать отличия ее физических параметров от соответствующих свойств углеродистого проката. Так, к примеру, удельное электрическое сопротивление нержавейки выше примерно в 6 раз, а точка плавления на 100 градусов меньше. Теплопроводность этого металла составляет порядка 1/3 от соответствующего значения углеродистого проката. А показатель теплового расширения по длине больше примерно на 50%.
Самостоятельная сварка нержавейки может быть выполнена в соответствии с одним из нескольких методов. В случае если толщина металла превышает 1,5 мм, то, как правило, применяется ручная дуговая сварка вольфрамовыми электродами. Для сварки тонких листов и труб используется метод дуговой сварки, выполняющийся при помощи плавящихся электродов в инертном газе.
Наиболее распространенными являются такие методы сварки:
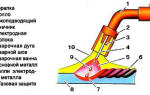
Схема аргонной сварки фольфрамовыми электродами.
- вольфрамовыми электродами в аргоне;
- покрытыми электродами;
- полуавтоматическая аргонная сварка проволокой из нержавейки.
Кромки деталей нужно соответствующим образом подготовить к обработке. Подготовка почти такая же, как и в случае с низкоуглеродистой сталью, за одним лишь исключением — сварочный стык должен иметь зазор, благодаря которому будет обеспечена свободная усадка швов.
Перед началом работы поверхности кромок следует зачистить до блеска при помощи стальной щетки. Рекомендуется промыть их растворителем. Хорошо подходят ацетон и авиационный бензин. Растворитель удалит жир. Это исключит образование пор в шве и предотвратит снижение устойчивости дуги.
Сварка с помощью паяльника
Если объем предстоящих работ сравнительно небольшой, то для сварки нержавейки можно использовать паяльник. При этом вам понадобится:
Схема сварки паяльником.
- электрический паяльник на 100 Вт;
- трубка;
- напильник или наждачка;
- паяльная кислота;
- трос из стали;
- оловянный припой для работы со сталями.
Подготовьте паяльник на 100 Вт и флюс. Приобретать для работы с нержавейкой паяльник более высокой мощности не имеет смысла. В качестве флюса хорошо подойдет паяльная кислота. Позаботьтесь и о том, чтобы у вас под рукой был оловянно-свинцовый припой.
Зачистите место соединения. Для этого вам понадобится наждачка или напильник. После завершения очистки нужно будет нанести паяльную кислоту с дальнейшим обслуживанием. В том случае, если обслуживание не выходит (т.е. если припой не пристает к поверхности нержавейки), разогрейте поверхность, повторно нанесите паяльную кислоту и повторите попытку обслуживания.
Если и повторная попытка не дала ожидаемого результата, рабочую поверхность следует обработать при помощи специальной щетки. Ее можно сделать своими руками. Для этого вам понадобится кусок трубки диаметром порядка 0,5 см. Поместите в него тонкие жилы от стального троса. Нанесите кислоту на участок пайки, а затем одновременно поднесите к нему паяльник и щетку. Начинайте водить сразу двумя инструментами.
После того как с нержавейки будет удалена оксидная пленка, приступайте к соединению деталей при помощи паяльника и флюса.
Для такой работы лучше всего использовать жидкотекучий флюсованный припой с высокими капиллярными свойствами и невысокой рабочей температурой поверхности. Подобный припой отличается достаточно высокой пластичностью и раскислительными параметрами, которые очень кстати при сварке нержавейки.
Пошаговая инструкция по сварке покрытыми электродами
Схема покрытого электрода.
Эта методика сварки нержавейки обеспечивает нормальное качество швов даже без особого опыта со стороны исполнителя. Если у вас нет высоких требований к качеству соединения, то можете использовать именно этот способ сварки.
Покрытыми металлическими электродами, которые могут использоваться для такой работы, являются электроды ЦЛ-11, ОЗЛ-8 и НИАТ-1. Рекомендуется использовать такие электроды, которые смогли бы обеспечить главные эксплуатационные качества сварного шва — значительную жаростойкость, устойчивость к коррозии и хорошие механические показатели.
Сварка выполняется при помощи постоянного тока обратной полярности. Нужно стараться обеспечить меньшее проплавление шва. В этом случае используются электроды небольшого диаметра, имеет место очень низкая тепловая энергия. Сила тока — приблизительно на 20% ниже, чем для сварки обычной стали.
Большой ток использовать не рекомендуется. Электроды имеют высокое электрическое сопротивление и довольно низкую теплопроводность. Из-за этого их покрытие может перегреться. Такие электроды плавятся гораздо быстрее, чем обыкновенные стальные. Будьте готовы к этому, если вы впервые будете заниматься сваркой нержавейки.
В целях сохранения коррозионных характеристик шва важно обеспечить его быстрое охлаждение.
Для этого применяется обдувание воздухом или медные прокладки. В случае применения хромоникелевой стали аустенитного класса охлаждение может быть выполнено при помощи воды.
Руководство по сварке вольфрамовыми электродами
Схема сварки полуавтоматической горелкой.
Этот способ обычно применяется при сваривании очень тонкого металла, а также в тех случаях, когда нужно получить высококачественный сварной шов. Сварка вольфрамовыми электродами отлично подходит для работы с трубами из нержавейки, используемыми для перемещения газов и разнообразных жидкостей под давлением.
Сварка выполняется в инертной среде переменным либо постоянным током прямой полярности. В качестве присадочного вещества лучше всего использовать проволоку с более высоким показателем легирования, чем основной металл. Работа выполняется без колебательных движений, т.к. они могут нарушить защиту области варки, в результате чего металл шва окислится, а стоимость сварки увеличится.
Зачистка обратной стороны шва выполняется поддувом аргона от воздуха. Важно не допустить того, чтобы вольфрам попадал в сварочные ванны. Лучше всего зажигать дугу на угольной либо графитовой пластинке или использовать бесконтактный поджог.
Чтобы снизить расход материалов для сварки, не выключайте подачу защитного газа сразу же после завершения процедуры. Сделайте это примерно через 15 секунд. Благодаря этому интенсивное окисление нагретых электродов будет исключено, а срок их службы увеличится.
Что делать после выполнения сварки?
Сварка нержавейки имеет ряд особенностей. Если вы не учтете их во время работы, то могут появиться определенные дефекты швов. Например, спустя некоторое время после завершения работы в зоне сварных швов может образоваться «ножевая» коррозия.
Под воздействием высокой температуры из-за аустенитной структуры швов могут появиться горячие трещины. Главной причиной хрупкости шва является высокая температура и стигматации. Для предотвращения образования таких трещин следует применять присадочные материалы, которые позволяли бы создавать высокопрочные швы. Содержание феррита в составе не должно быть менее 2%. Не нужно выводить кратеры на основной металл.
При автоматической сварке работа обычно выполняется на уменьшенных скоростях. Рекомендуется делать меньше подходов. Использование короткой дуги и повышение скорости существенно снижают вероятность появления деформаций и делают сварку менее дорогой. На устойчивость нержавейки к воздействию коррозии хорошо влияет сварка, выполняемая на максимальной скорости.
Таким образом, при выполнении сварки нержавеющей стали в домашних условиях нужно учитывать состав и свойства материала и знать, какой способ лучше всего использовать в каждом конкретном случае. От этого напрямую зависит результат. Удачной работы!
Способы варки нержавейки инвертором в домашних условиях
Нержавеющая сталь – высоколегированный сплав, для сварки которого в производстве используются аргоновые аппараты. При необходимости получения неразъемных соединений в быту необходимо учитывать характеристики и свойства материала. Если предстоит выполнить небольшой объем работ, соблюдение определенных режимов и условий позволит с успехом варить нержавейку инвертором в домашних условиях.
Выбор и настройка инвертора
Инвертор – это источник, который обеспечивает поджиг, стабильность горения сварочной дуги. Действие устройства основано на принципе преобразования переменного тока промышленной частоты в постоянный или переменный ток требуемой частоты и нужного напряжения.
Разные модели аппаратов работают от бытовой сети 220 B, имеют небольшие размеры, невысокую стоимость, отличаются удобством в эксплуатации и транспортировке. При сварке нержавеющей стали для получения качественного шва необходимо выставлять настройки преобразователя в зависимости от толщины заготовки.
Оптимальные режимы инвертора, диаметры электродов.
Сварку нержавейки в домашних условиях можно производить промышленным или самодельным инвертором с требуемыми рабочими показателями. Основные условия: наличие режима ручной дуговой сварки (MMA), диапазон тока от 20 до 200 A. Следует учитывать, что некоторые модели устройств не функционируют при низких температурах окружающей среды.
Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.
Особенности сварки нержавеющей стали
Качественный сварной шов можно получить, учитывая принципы обработки нержавеющей стали. Выполнение конкретных действий поможет избежать распространенных дефектов неразъемных соединений.
Образование крупных пор. Такой дефект появляется при выделении углерода в результате контакта расплавленной стали с кислородом. Для защиты от внешних газов применяются электроды с обмазкой, создающей искусственное газовое облако. Плотность такого облака не должна скрывать сварочную ванну.
Выгорание легирующих составляющих. Это ведет к возникновению коррозии при попадании влаги. Чтобы избежать перегрева металла на участке сварки, сила тока в настройках инвертора выставляется на 20% ниже, чем при обработке обычной стали. Хороший результат дает проведение операций в шахматном порядке.
Нарушение герметичности шва. Микротрещины образуются в результате расширения и стягивания материала под воздействием температуры электрической дуги. Правильно выбранный материал электрода способен взаимодействовать с расплавленным металлом и обеспечивать герметичность соединения по всей толщине от основания шва.
Электроды для сварки нержавейки
Для сварки нержавейки инвертором применяются различные марки электродов. При использовании таких электродов наблюдается незначительное разбрызгивание металла, так как сварочная ванна надежно защищается. Они хорошо разжигаются, дают стабильную дугу, предназначены для работы в разных пространственных положениях. Диаметр варьируется в пределах 2–5 мм. Особенности некоторых марок электродов:
- ОЗЛ-6 имеют рутиловое покрытие на основе двуокиси титана, обладают стойкостью к высоким температурам.
- AHO быстро воспламеняются, не нуждаются в дополнительной прокалке электродов, являются удобными для новичков.
- MP-3 могут использоваться для работы с неочищенным металлом.
- MP-3C применяются для получения соединений высокого качества.
- ЦЛ-11 предназначены для хромоникелевых сплавов, их использование защитит изделие от коррозии.
Правильный выбор электродов для определенной марки сплава, постоянного или переменного тока обеспечит качество, безопасность сварочных работ, долгую службу инвертора.
Достоинства и недостатки метода
Метод сварки нержавеющей стали инвертором применяется в бытовых условиях, когда необходимо устранить дефекты, выполнить наплавку на небольшом участке детали, создать короткие швы. Соединяемыми элементами могут быть листы для баков или емкостей, трубы, стальные конструкции. Основные плюсы метода сварки инвертором:
- аппараты имеют небольшие габариты, доступные цены;
- толщина свариваемых деталей может варьироваться в широком диапазоне;
- отсутствует необходимость применения дополнительной флюсовой защиты;
- имеется возможность сварить труднодоступные участки.
Минусы заключаются в необходимости регулярного удаления шлака и значительных затратах времени на сварочный процесс. При сварке нержавейки наличие навыков и опыта работы с инвертором и электродами послужит гарантией получения ожидаемого результата.