Содержание
- Электролитическое наращивание
- Гальваника своими руками в домашних условиях: технология и оборудование
- Особенности процесса
- Необходимое оборудование
- Что потребуется для приготовления электролита
- Как правильно подготовить изделие к процедуре
- Требования техники безопасности
- Никелирование
- Хромирование
- Золочение и серебрение
- Приготовление электролита латунирования в домашних условиях
- Гальваника в домашних условиях
- Покрытие металлов медью в домашних условиях
- Цель меднения металлов и сферы их применения
- Характеристики омедненных металлов
- Технология процесса меднения
- Способы меднения металлов
- Гальваника медью в домашних условиях
Наращивание металла в домашних условиях
Электролитическое наращивание
Процесс электролитического наращивания основан на электролизе, т. е. способности металла осаждаться на катоде при прохождении постоянного тока через электролит. В ванну с электролитом, содержащим металл покрытия, опускают деталь, поверхность которой необходимо нарастить. На ванне укрепляют и соответствующим образом изолируют от нее три штанги, две крайние из них присоединяют к положительному, а среднюю — к отрицательному выводу электрической машины. На средней штанге, на подвеске, укрепляют деталь (катод), а на крайних штангах — металл покрытия (анод).
Известно, что при растворении в воде электролиты диссоциируют, т. е. распадаются на ионы. При прохождении тока через растворы электролитов ионы двигаются к электродам (катоду и аноду). При этом положительно заряженные ионы (катионы) направляются к отрицательному электроду — катоду, а отрицательно заряженные (анионы) — к положительному электроду (аноду). На электродах ионы или совсем теряют заряд, выделяясь в виде нейтральных атомов, или изменяют заряд, образуя новые химические соединения. В результате на катоде осаждается металл покрытия (из раствора солей и щелочей) и выделяется водород (из солей кислот и воды). Количество выделенных при электролизе веществ пропорционально току и времени его прохождения.
В качестве электролита применяют: при хромировании — водный раствор хромового ангидрида (150.250 г/л) и серной кислоты (1,5.2,5 г/л); при осталивании — водный раствор хлористого железа (200 г/л) и соляной кислоты (0,6.0,8 г/л). При хромировании анодами служат свинцовые пластины с добавкой до 8 % сурьмы для повышения механической прочности (нерастворимый анод), а при осталивании — стальные пластины из малоуглеродистой стали (растворимый анод).
В ремонтной практике наибольшее распространение получили хромирование и осталивание. Меднение и никелирование применяют значительно реже и главным образом для вспомогательных целей.
Хромирование. Технологический процесс хромирования состоит из трех этапов: подготовки детали (механическая обработка, изоляция мест, не подлежащих покрытию, монтаж детали на подвеске, обезжиривание и промывка, декапирование), собственно хромирования и обработки после покрытия.
Механическая обработка детали (шлифование и полирование) необходима для придания поверхности правильной формы, иначе при отложении хрома на поверхности детали будут «скопированы» все неровности и изъяны.
Изоляция мест, не подлежащих хромированию, осуществляется целлулоидной лентой, цапонлаком (целлулоид, растворенный в бензине), бакелитовым лаком, резиновыми чехлами, клеем ГЭН- 150В и т. п. Отверстия, имеющиеся в детали, закрывают свинцовыми пробками, чтобы избежать искривления силовых линий у отверстий. Перед изоляцией деталь обезжиривают промывкой в бензине.
Обезжиривание и промывка производятся для лучшего соединения хрома с наращиваемыми поверхностями детали. Предварительное обезжиривание ведется одним из химических способов, а затем электролитическим способом. В последнем случае деталь подвешивают в ванну с водным раствором едкого натра концентрацией 70. 100 г/л, в который добавлено 2.3 г/л жидкого стекла. В процессе электролиза на катоде происходит интенсивное выделение пузырьков газа (водорода), срывающего с поверхности детали жировую пленку, одновременно с этим идут и процессы омыления и эмульгирования жиров.
После обезжиривания деталь промывают горячей или холодной водой для удаления остатков раствора. Качество обезжиривания проверяют по смачиваемости поверхности детали водой.
Декапирование — это процесс удаления тончайшей пленки окислов для получения активной поверхности металла, необходимой для его прочного сцепления с покрытием. Декапирование проводят в течение 1 мин в отдельной ванне или в ванне с электролитом для хромирования, при этом деталь служит анодом, а свинцовая пластина — катодом.
Хромирование ведется до получения необходимого слоя на детали в ванне с электролитом при соответствующем режиме (определенной плотности тока и температуре электролита). Практически толщина наращиваемого слоя хрома при ремонте ограничивается 0,1. 0,2 мм. Слой большей толщины непрочен и имеет структуру низкого качества. Хромовые осадки делятся на гладкие и пористые. Гладким хромом обычно наращивают детали с неподвижными посадками, а пористым — детали трения (поршневые кольца и пальцы, гильзы цилиндров и т. п.). Поры хорошо удерживают масляную пленку, которая предохраняет трущиеся поверхности от сухого и граничного трения.
Преимущества хромирования: возможность наращивания как термически обработанных, так и необработанных деталей без нарушения структуры основного металла, так как процесс ведется при температуре не более 70 °С; высокая твердость хромового покрытия, а у пористого хрома, кроме того, высокая износоустойчивость; хорошая сопротивляемость действию кислот и сернистых соединений, жаростойкость (допускает нагрев до 500 °С).
Недостатки хромирования: длительность процесса и сложность подготовительных операций; возможность восстановления деталей только с относительно небольшим износом, так как при толщине слоя более 0,3 мм осадок хрома становится непрочным; малая производительность (за 1 ч работы ванны наращивается слой 0,015.0,03 мм) и относительно высокая стоимость.
Осталивание. Технологический процесс осталивания (железне-ния) имеет много общего с процессом хромирования. Он также состоит из трех этапов: подготовки, покрытия и последующей обработки детали. Осталивание применяют для восстановления деталей с неподвижной посадкой без дополнительной термической обработки, создания подслоя (при восстановлении деталей с большим износом) при последующем хромировании и восстановления деталей с последующей термообработкой поверхностного слоя.
Преимущества осталивания: сохранение структуры металла детали, так как процесс ведется при температуре не более 100 «С;
возможность получения достаточно твердого слоя без термообработки (при необходимости осталенные детали могут быть подвергнуты цементации, закалке и отпуску); возможность восстановления деталей с относительно большим износом (толщина наращиваемого слоя — 5 мм и более); высокая производительность процесса — примерно в 8. 10 раз выше, чем при хромировании; более низкая стоимость процесса, так как при осталивании применяют менее дефицитные и более дешевые материалы, чем при хромировании.
Недостатки осталивания: сложность подготовительных операций; необходимость частой фильтрации и систематической корректировки электролита; трудность подбора материала ванн и необходимость подогрева электролита.
Гальваника своими руками в домашних условиях: технология и оборудование
Гальваника – это и раздел прикладной науки «Электрохимия», в котором изучаются процессы, протекающие при осаждении катионов металла на катоде, помещенном в электролитический раствор, и технологический процесс. Гальваника в домашних условиях или выполняемая на производстве позволяет наносить на поверхность обрабатываемого изделия тонкий слой металла, который может выступать в роли защитного или декоративного покрытия.
Домашняя гальваническая установка
Особенности процесса
Покрытие, формируемое на обрабатываемой детали при помощи гальваники, может наноситься в технологических целях либо выполнять декоративные, защитные или сразу обе функции. В декоративных целях создают тонкий слой золота или серебра, а чтобы обеспечить надежную защиту поверхности обрабатываемой детали от коррозии, выполняют цинкование или гальваническое меднение.
Схема процесса электролиза
Сделать гальванику даже в домашних условиях несложно. Выполняют такую процедуру следующим образом.
- В диэлектрическую емкость с электролитом опускают два анода, подключаемые к плюсовому контакту источника электрического тока. Материалом изготовления таких анодов должен быть металл, слой из которого необходимо сформировать.
- Само обрабатываемое изделие, подключаемое к минусовому контакту источника электрического тока и, таким образом, выступающее в роли катода, помещается в электролите между анодами.
- Гальванизация, то есть процесс переноса молекул металла с электролита на изделие-катод, начинает происходить в тот момент, когда замыкается полученная электрическая сеть.
В результате на обрабатываемой поверхности формируется тонкий и однородный слой металла, который изначально содержался в химическом составе электролита.
Схема гальванической установки
Необходимое оборудование
Гальваника своими руками может быть качественно выполнена с использованием даже самого простейшего оборудования, которое есть в арсенале многих мастеров. В первую очередь следует подобрать источник постоянного тока, который обязательно должен быть оснащен регулятором выходного напряжения. Наличие такого регулятора необходимо для того, чтобы иметь возможность плавно и в широких пределах изменять мощность вашего самодельного устройства для гальваники.
В качестве источника питания в домашних условиях очень удобно использовать выпрямитель электрического тока, который можно собрать самостоятельно (или приобрести серийную модель). Многие умельцы, выполняющие нанесение гальванического покрытия в домашних условиях, в качестве источника тока применяют серийные сварочные аппараты.
Для домашней гальваники подойдет стабилизированный блок питания с регулируемым напряжением (1,5–12 В)
Гальваническая ванна своими руками также может быть изготовлена без особых проблем. В качестве такой ванны можно использовать любую емкость из стекла или пластика, при этом необходимо учитывать, что в такую емкость для гальваники должна помещаться как обрабатываемая деталь, так и требуемое количество электролита. Очень важно также, чтобы ванна была достаточно прочной и могла выдерживать высокую температуру, величина которой может доходить до 80°.
Аноды, используемые для осуществления гальваники в домашних условиях, выполняют сразу несколько важных функций:
- подводят в электролит электрический ток и обеспечивают равномерное распределение последнего по обрабатываемой поверхности;
- возмещают убыль наносимого на изделие металла, расходуемого из химического состава электролита;
- способствуют протеканию некоторых окислительных процессов.
Выбирая аноды для своего гальванического аппарата, следует соблюдать одно важное правило: их площадь должна быть больше, чем площадь обрабатываемой поверхности.
Гальваника дома не может быть осуществлена без использования нагревательного прибора, при помощи которого электролит доводится до требуемой рабочей температуры. Очень удобно, когда интенсивность нагрева, обеспечиваемого таким устройством, может регулироваться. Если ориентироваться на опыт домашних умельцев, которые уже имеют опыт нанесения гальванических покрытий в домашних условиях, можно порекомендовать использовать в качестве нагревательного прибора небольшую электроплитку или обычный утюг с регулировкой степени нагрева подошвы.
Что потребуется для приготовления электролита
Чтобы безопасно хранить в домашних условиях химические реактивы, из которых будет готовиться электролит для гальваники, а также сам готовый раствор, вам потребуется стеклянная посуда с притертыми крышками. Количество химических реактивов, из которых готовится электролитический раствор, необходимо отмерять с точностью до одного грамма. Для решения такой задачи в домашних условиях подойдут даже недорогие электронные весы, которые можно приобрести в любом хозяйственном магазине.
Готовый электролит можно слить и в пластиковую бутылку, но для кислотных составов нужно использовать стеклянную посуду
Если вы решили заняться нанесением гальванических покрытий на различные изделия в домашних условиях, то наверняка столкнетесь с проблемой приобретения химических реактивов, из которых готовится электролитический раствор. Дело в том, что организации, производящие и реализующие такие химические вещества, могут продавать их только тем, кто имеет соответствующие разрешительные документы. Приобрести такие химические реактивы частному лицу или даже организации, не обладающим такими документами, проблематично.
Для нанесения декоративных металлизированных покрытий можно приобрести специальные комплекты, состоящие из всех необходимых компонентов
Как правильно подготовить изделие к процедуре
После того как вы изготовили свой гальванический аппарат, нашли все необходимое оснащение и химические составляющие, можно приступать к такому важному процессу, как подготовка изделия, которое будет подвергаться гальванике. Важность такого процесса очень сложно переоценить, так как именно от качества его выполнения во многом зависит то, какими характеристиками будет обладать готовое покрытие.
В большинстве случаев подготовка изделия к гальванике не ограничивается только очисткой его поверхности от загрязнений и ее обезжириванием. Выполняются также пескоструйная обработка и последующая шлифовка с использованием наждачной бумаги и специальных паст.
Гальваническое покрытие выделяет все недостатки поверхности, поэтому обрабатываемая деталь должна быть идеально подготовлена, то есть устранены все сколы, царапины и раковины
Для того чтобы обезжирить обрабатываемую поверхность перед гальваникой, можно использовать органические растворители в чистом виде или приготовить для этих целей специальный раствор. В частности, для эффективного обезжиривания стали или чугуна в домашних условиях готовят растворы, в состав которых входят едкий натр, жидкое стекло, карбонат натрия и фосфат натрия. Обезжиривание изделий из таких металлов выполняют в нагретом до 90° растворе. Цветные металлы можно эффективно обезжирить растворами, содержащими в своем составе хозяйственное мыло и фосфорнокислый натрий.
Составы щелочных обезжиривающих растворов
Чтобы получить качественное гальваническое покрытие как в домашних, так и в производственных условиях, с обрабатываемой поверхности необходимо также удалить окисную пленку, для чего используют специальные декапирующие растворы с серной или хлороводородной кислотой.
Требования техники безопасности
Любая гальваническая операция (цинкование, хромирование, никелирование, меднение и др.) является опасным технологическим процессом, поэтому при ее выполнении в домашних условиях необходимо строго следовать требованиям техники безопасности. Опасной гальванику делают как токсичные химические вещества, так и высокая температура нагрева электролита, а также риски, связанные с любыми электрохимическими процессами.
Для проведения гальваники в домашних условиях лучше отвести нежилое помещение, в качестве которого может выступать гараж или мастерская. В нем обязательно должна быть организована качественная вентиляция. Все электрическое оборудование, которое вы будете использовать для того, чтобы сделать гальванику, необходимо заземлить.
Резиновые перчатки, очки и респиратор – минимум необходимых защитных средств
Личная безопасность – самое важное правило, которого следует строго придерживаться при осуществлении гальваники в домашних условиях. К мерам, которые способны обеспечить такую безопасность, следует отнести:
- использование респиратора для защиты дыхательных путей;
- защита рук при помощи мягких и прочных резиновых перчаток;
- использование при работе клеенчатого фартука и обуви, способной защитить от ожогов кожу ног;
- защита органов зрения при помощи специальных очков.
Кроме того, во время процедуры гальваники не следует ничего есть и пить, чтобы случайно не наглотаться и вредных испарений.
Чтобы быть готовым к любым неожиданностям, которые могут возникнуть в процессе выполнения такой операции, лучше предварительно почитать специальную литературу или даже посмотреть обучающее видео на данную тему.
Никелирование
Покрытие металла слоем никеля в домашних условиях могут выполнять в качестве финишной обработки или перед хромированием. Такой процесс получил название «гальваностегия», так как наносимый на поверхность изделия слой никеля повышает ее устойчивость к негативным факторам внешней среды. Кроме высоких защитных свойств, никелевый слой отличается и декоративной привлекательностью.
Температура электролита при выполнении никелирования не превышает 25°, а плотность тока находится в пределах 1,2 А/дм 2 . Электролит, кислотность которого должна находиться в пределах 4–5 pH, представляет собой водный раствор, в состав которого входят такие химические элементы, как сульфат никеля, магний, натрий, пищевая соль, борная кислота.
После завершения процесса гальваники изделие извлекают из электролитического раствора, промывают в воде, тщательно просушивают и полируют.
Хромирование
Гальваническое хромирование в домашних условиях или на производственном предприятии позволяет придать поверхностному слою обрабатываемого изделия более высокую твердость, устойчивость к коррозии, а также декоративность. Поскольку хромовое покрытие отличается достаточно высокой пористостью, его выполняют после гальванического нанесения меди на обрабатываемую деталь (либо никелирования). Для выполнения такой технологической операции используют аноды, которые изготовлены из сплава свинца, олова и сурьмы.
Установка гальванического хромирования
На конечный результат хромирования, выполнить которое в домашних условиях достаточно сложно, так как для этого необходимо использовать токи высокой плотности – до 100 А/дм 2 , оказывают влияние различные факторы. К наиболее значимым из них следует отнести:
- температуру используемого электролита – от данного параметра зависит оттенок формируемого покрытия, которое может быть матовым (температура ниже 35°), блестящим (35–55°) и молочным (выше 55°);
- химический состав электролита, оказывающий влияние на защитные свойства формируемого покрытия, а также на его цвет, который может быть темно-голубым, синим, агатовым.
Заключительным этапом хромирования после извлечения детали из электролитического раствора является промывка обработанной поверхности водой, последующая нейтрализация в растворе пищевой соды, еще одна промывка, просушка и полировка с использованием специальных паст.
Меднение с использованием гальваники в домашних условиях необходимо для того, чтобы создать на поверхности обрабатываемого изделия токопроводящий слой, отличающийся небольшим значением электрического сопротивления, а также для того чтобы защитить деталь от негативного воздействия внешней среды.
Наносить слой меди на стальные и чугунные изделия, предварительно не покрыв их слоем никеля, смертельно опасно, так как для этого необходимо использовать цианистый электролит.
После предварительного никелирования металл покрывают слоем меди с использованием раствора сернокислой меди, концентрированной серной кислоты и воды комнатной температуры.
Золочение и серебрение
Покрытие металла слоем серебра или золота – это не только гальванопластический метод обработки, при котором с поверхности обрабатываемого изделия получают точную копию, но и технология, позволяющая создать на детали защитный и токопроводящий слой. Чтобы нанести на деталь из черного металла серебро, ее необходимо предварительно покрыть никелем.
Электролит для выполнения серебрения включает в свой состав железноцианистый калий, карбонат натрия и дистиллированную воду. Рабочая температура такого раствора не должна превышать 20°. В качестве анодов при выполнении серебрения методом гальваники используются пластины из графита.
Для серебрения детали опускаются в электролит, содержащий соль металла, например, нитрат серебра
Возможна также гальванопластика дома, в процессе выполнения которой поверхность изделия формируется при помощи слоя золота. Кроме того, при помощи такой технологии может быть выполнено и простое золочение детали. При этом для гальваники применяется водный раствор золота с синеродистым калием. Работать с таким электролитическим раствором можно только в помещениях с хорошей вентиляционной системой.
Многие домашние мастера задаются вопросом о том, как сделать процесс золочения более безопасным для человеческого здоровья. Для решения этой задачи ядовитую кислоту можно заменить на железистосинеродистый калий, который также называют кровавой солью. Перед выполнением золочения в домашних условиях изделие тщательно очищают и покрывают медью, если оно изготовлено из стали, свинца, олова или цинка. Для улучшения адгезии слоя золота с обрабатываемой поверхностью изделие перед обработкой окунают в раствор азотнокислой ртути.
При выполнении золочения в электролит вместе с анодами помещают листик золота. После окончания гальваники изделие просушивают в опилках, а затем полируют.
Приготовление электролита латунирования в домашних условиях
Часто бывают ситуации, когда изделие из того или иного материала по художественному замыслу должно выглядеть как латунное с характерным зеленовато-желтым или золотистым цветом. В этом случае на помощь приходит гальваническое покрытие латунью.
Латунь в самом общем смысле — сплав меди с цинком с содержанием последнего до 40 %. Для получения латунных осадков я применяю пирофосфатный электролит следующего состава:
- сульфат меди 6 г/л;
- сульфат цинка 6 г/л;
- пирофосфат натрия 60 г/л;
- щавелевая кислота 10 г/л;
- борная кислота 5 г/л.
Почему для латунирования применяется именно пирофосфатный электролит? Потому что из простых сернокислых электролитов латунь не осаждается ввиду различных стандартных потенциалов меди и цинка, поэтому, чтобы и медь и цинк осаждались на один и тот же катод, их потенциалы должны быть примерно равны. Это достигается в пирофосфатном электролите, где ионы меди и цинка связаны в комплексы с молекулами комплексообразователя. В нашем случае комплексообразователем является пирофосфат натрия. Если в сернокислом электролите металл перемещается от анода к катоду в виде ионов, то в пирофосфатном электролите металлы перемещаются в связанном комплексе с молекулой комплексообразователя.
Ниже я расскажу, как правильно приготовить пирофосфатный электролит латунирования. В моем примере получится 0,5 л готового электролита.
Взвешиваем на весах 3 г сульфата меди, 3 г сульфата цинка, 30 г пирофосфата натрия, 5 г щавелевой кислоты и 2 г борной кислоты:
Берем сульфат меди и цинка и растворяем их в отдельных емкостях в 50 мл дистиллированной воды (дальше под словом «вода» подразумевается именно дистиллированная вода). Лучше, если вода будет теплой — так процесс быстрее пойдет. В отдельной емкости в 250 мл воды растворяем так же в теплой воде пирофосфат натрия.
Добавляем немного раствора пирофосфата натрия в раствор сульфата меди — должен образовываться густой осадок. Удобно пользоваться обычным шприцом на 10 мл. Пирофосфат нужно добавлять в таком количестве, чтобы весь сульфат меди прореагировал и полученная жидкость представляла собой массу из бледно-голубого осадка. Я добавил приблизительно 25 мл раствора пирофосфата натрия. Если продолжить добавление пирофосфата, то осадок начнет растворяться и раствор снова станет голубого цвета — это растворяется пирофосфат меди в пирофосфате натрия. Этого делать не нужно, так как осадок еще предстоит промыть водой. На фото видно как пирофосфат натрия реагирует с сульфатом меди — на дне емкости образуется осадок.
В раствор сульфата цинка добавляем примерно такое же количество раствора пирофосфата натрия. Сразу же начинает выпадать густой белый осадок.
После добавления по 25 мл пирофосфата натрия в растворы сульфатов меди и цинка получаем такую картину:
Оставляем оба раствора на несколько часов. За это время растворы должны отстояться.
Осадки необходимо промыть чистой водой — это делается для того, чтобы удалить сульфат-ионы из растворов, так как в пирофосфатном электролите они не нужны. После отстаивания осторожно при помощи шприца отделяем прозрачную часть растворов и оставляем только осадки.
Добавляем немного воды и опять ждем.
В этот раз осадок отделяется гораздо быстрее — всего за двадцать минут:
Отделяем прозрачную часть растворов и опять добавляем чистой воды к осадкам. Повторяем эту процедуру с промывкой два-три раза, после чего смешиваем отмытые осадки с раствором пирофосфата натрия, добавляем щавелевую и борную кислоты и доливаем воды до 0,5 л. Готовый электролит должен светло-синим и прозрачным как на фото:
В следующей статье мы попробуем покрыть образец латунью при помощи этого электролита.
Гальваника в домашних условиях
Автор идеи: Саня
После публикации моей предыдущей идеи — Серьезный бизнес на гальванике — пришло столько вопросов о технологическом процессе, что я решил объединить свои ответы в отдельной идее.
Технологическое оборудование для гальваники
План участка (рекомендуемый)
1. ванна сернокислотная
2. ванна холодной воды
3. ванна горячей воды
4. ванна железнения
5. ванна холодной воды
6. стол рабочий на колесах
7. корзины и бутыли с кислотами
8. сварочный трансформатор
9. балластные реостаты.
Включает в себя следующие операции:
1. Предварительная подготовка.
2. Сернокислотное пассивирование.
3. Промывка в холодной воде.
3. Промывка в горячей воде.
4. Железнение.
5. Промывка в холодной воде.
6. Дальнейшая обработка.
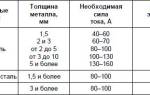
Состоит в следующем. Поступивший вал обтирают ветошью от остатков масла, из шпоночных пазов удаляется грязь. Затем снимаются размеры шейки в местах максимальной выработки и невыработанные размеры. Это необходимо для установления толщины необходимого покрытия и определения времени железнения. Если вал убитый (большой эллипс, конус), то для восстановления правильной геометрии его подвергают шлифовке, но снимают не более 0,5 процента от общего диаметра шейки. Таким образом выясняется толщина необходимого покрытия.
Н(мм) = Нв(выработки) + 3Нм.ш.(минимальный шлиф станка)
величину 3Нм.ш можно задать и больше
Для определения рабочих токов необходимо знать катодную (покрываемую) площадь. Для этого измеряется диаметр шейки и её ширина И затем по формуле
где А — ширина шейки.
Площадь рассчитывается в квадратных дециметрах.
Таким образом, выяснив площадь и умножив её на рекомендуемую плотность тока (Акв.дм), мы будем знать величину общего необходимого тока.
Время, необходимое для железнения, находят по формуле:
где:
Ic= I катодный — Iанодный А/дм.
n- выход железа по току, определяется практически, но можно использовать эмпирическую формулу: n = 47(Ic)0,2
После того, как все расчеты выполнены, начинаем процесс.
В масляные каналы забивают резиновые пробки.
Для того, чтобы подготовить поверхность вала к железнению, применяется метод сернокислотной пассивации. Применяют различные режимы (переменным током, асимметричным током), но самым быстрым и производительным является режим травления на аноде, позволяющий одновременно с пассивацией производить очистку поверхности от масляных и лаковых пленок.
Для этого вал помещают в сернокислый 20-30% раствор и подключают его к + шине, катод выполняется из листового свинца и его площадь должна превышать площадь детали не менее 10 раз. Затем включается ток плотностью до 50Акв.дм. Время – 1 мин. Ток постоянный (выпрямленный).
За это время поверхность детали приобретает ровный матово- темносерый оттенок. На этом операция пассивирования закончена.
Промывка в горячей и холодной воде
Далее вал промывают в холодной, затем в горячей воде, и высушивают.
Если вам необходимо восстановить определенный участок, а не всю деталь, применяют маскирование — участок, не подлежащий железнению, закрашивают нитролаком или нитрокраской. Так как нитро покрытия очень пористые, окраску следует производить не менее, чем в два слоя, с промежуточной сушкой.
Процесс железнения ведется при температуре 18-25°С. Аноды из стали Ст.3…..Ст.20. Легированные стали в качестве анодов не применяются, т.к. ионы хрома затрудняют процесс и снижают качество покрытия.
Собственно сам процесс железнения разбит на несколько этапов. Первые этапы служат для создания равномерного первичного слоя, прочно скрепленного с основой. Последний этап служит для наращивания рабочего слоя с требуемой твердостью.
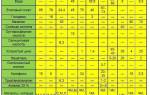
1. Ток катодный — 20 Акв.дм, анодный — 15,5 Акв.дм. Время — 15 сек. Твердость покрытия 180 кгскв.мм.
2. Ток катодный — 20 Акв.дм, анодный — 10 Акв.дм. Время — 60 сек. Твердость покрытия 270 кгскв.мм.
3. Ток катодный — 20 Акв.дм, анодный — 5 Акв.дм. Время — 60 сек. Твердость покрытия 400 кгскв.мм.
4. Ток катодный — 20 Акв.дм, анодный — 3,5 Акв.дм. Время — 30 сек. Твердость покрытия 540 кгскв.мм.
5. Ток катодный — 30 Акв.дм, анодный — 3,5 Акв.дм. Время — 30сек. Твердость покрытия 630 кгскв.мм.
На этом процесс «затяжки» заканчивается и далее идет наращивание рабочего слоя до заданных размеров.
6. Ток катодный — 30 Акв.дм, анодный — 3 Акв.дм. Время — расчётное. Твердость покрытия 630 кгскв.мм.
Далее следуют промывка в холодной воде и механическая обработка.
Промывочную воду из ванны 2 и 5 используют для доливки в ванну железнения. В процессе работы с анода выделяется шлам, который после отстаивания необходимо удалять.
И ещё одна деталь. Перед началом железнения нужно «проработать» электролит. Для этого к катоду подвешивают ненужный кусок металла и включают катодный ток не более 10 А, на один, два часа. Это необходимо для очистки раствора от примесей и для удаления 3 валентного железа. Осаждается железо с валентностью 2.
Если у вас был перерыв в работе длительностью более суток, электролит необходимо также проработать.
Если вам не удалось раздобыть соль чистотой Ч или ЧДА, и вы используете садово–огородный химикат, то процесс проработки электролита следует вести самым минимальным катодным током, анодный ток не используется. Величину тока устанавливают «на грани» начала газообразования на катоде.
Само собой разумеется, этот процесс будет длиться значительно дольше, нежели при работе с чистыми реактивами.
Состав электролита:
хлористое железо — 400-440 гл
серная кислота — 0,8-1 млл
иодистый калий — 5-10 гл
соляная кислота — до рН= 1–1,2
Кислотность определяется лакмусом или индикаторной бумагой.
Твердость покрытия определяется «Роквеллом» или «Бринелем».
Для начала не стоит гнаться за твердостью и производительностью, попробуйте поработать на 1 и 2 режиме, попробуйте восстановить какую-нибудь деталь, что можно будет потом обработать напильником, резцом или сверлом. Когда у вас начнет что-то получаться, постепенно перейдёте к сложнопрофильным деталям и повышению твердости.
Я далек от мысли, что гальваника асимметричным током — панацея от всех бед и решение всех проблем. Это всего лишь инструмент. И так же, как и всякий инструмент, он не может быть универсальным, на все случаи жизни. Традиционная гальваника ничуть не хуже, просто она другая.
Целью публикации было привлечь внимание к тому, что благодаря изменению цен на электроэнергию и металл на внутреннем и внешнем рынках стало возможным получать из этого процесса неплохую материальную выгоду.
Если в советские времена свет стоил 2 коп., а кг железа 12-16 коп., то сегодня разница в цене выше: свет 2,86 тг, а металл более 50 тг за кг. Если раньше себестоимость такого ремонта не превышала 60% от первоначальной стоимости, то сегодня эта цифра значительно ниже. И это только про железо. Я уже не говорю о ценах на «пищевое» олово. Кому интересно, посмотрите биржевые цены. В каждой консервной банке от сгущенки или тушенки его содержится от 0,75 г до 2 г. А процесс снятия гальваникой этого покрытия занимает не более 4-5 мин. Занимайся — не хочу. Под эту шару можно прикинуться борцом за экологию (оставаясь в душе идейным борцом за денежные знаки) и если не откосить от налогов, то уж попробовать их уменьшить. О залежах этого сырья и трудовых резервах находящихся там же, а иногда и проживающих прямо на этих копях, думаю, никому не нужно рассказывать. В больших городах эти полигоны, в большинстве своем, электрифицированы. Во всяком случае, в вагончике директора свет есть. Никто не мешает…. кроме ворон. :-))))
Р.S. Для тех, кто считает, что такой бизнес – не домашний, могу сказать одно — очень даже домашний. Кто запрещает вам построить скромный особнячок прямо на полигоне и «проникнуться духом» цивилизации и высоких технологий.:-)))
Покрытие металлов медью в домашних условиях
Меднение в домашних условиях: особенности покрытия, технология, электролиты и оборудование. Гальваническое покрытие медью с погружением и без погружения. Рецепты домашних электролитов. Техника безопасности и утилизация химикатов.
При меднении в домашних условиях используются доступные и недорогие материалы, которые легко приобрести в магазинах розничной торговли. Медный купорос используется для борьбы с плесенью, грибком и садовыми вредителями и свободно продается в хозяйственных магазинах, а в качестве анодов можно использовать короткие отрезки медных труб или электротехнических шинок. Меднение металла домашними мастерами, в основном, производится в декоративных целях, в том числе для покрытия мебельной фурнитуры, столовых приборов, металлических частей люстр, бижутерии и пр. При выполнении определенных условий гальваническое покрытие медью можно выполнять и по органическим материалам. Таким образом меднят высушенные цветы, орехи, листья и даже насекомых. Кроме того, во многих случаях обязательным условием для никелирования и хромирования является наличие подслоя меди, который также создается путем ее осаживания из электролита.
Цель меднения металлов и сферы их применения
Медь обладает совокупностью свойств, которые определяют условия ее применения при меднении металлов и неметаллических материалов. Она пластична, легко поддается полировке, а гальванический слой после меднения практически не имеет пор. По этой причине медные покрытия очень часто используют в качестве подслоя при хромировании и никелировании изделий, которые эксплуатируются в условиях постоянных сжатий и растяжений. Пластичность меди является идеальным условием для ее применения в гальванопластике. Толстослойное меднение художественных изделий и сложных моделей позволяет создавать их абсолютно точные копии, которые не трескаются и не деформируются при снятии с оригинала.
Медь обладает лучшей среди недрагоценных металлов электропроводностью и хорошо паяется. Поэтому меднение стальных изделий широко используется в радиотехнике и электротехнике при изготовлении проводников, контактов, деталей антенн и волноводов. В условиях применения высокочастотных сигналов на медное покрытие приходится большая плотность тока (скин-эффект), что снижает общее сопротивление проводника.
Еще одна область использования меднения — это создание тонких проводников на поверхностях пластмассовых изделий, а также покрытие пластика токопроводящими слоями.
Характеристики омедненных металлов
Технология процесса меднения
- механическая очистка (с помощью металлической щетки, шкурки и электроинструмента);
- промывка проточной водой;
- обезжиривание (химическое или электролитическое);
- промывка и сушка;
- проверка качества поверхностей;
- погружение изделия в электролит;
- подача тока и контроль процесса;
- промывка и сушка готового изделия.
Основой для подавляющего большинства электролитов является раствор медного купороса (сернокислой меди), в который в зависимости от условий обработки добавляют различные химические реагенты. Технология гальванического меднения основана на использовании расходуемых анодов, которые служат источником анионов меди, осаждаемых в виде тонкого слоя на поверхности катода-изделия. В роли катодов выступают пластины меди любой чистоты.
Способы меднения металлов
Погружение в электролитный раствор
Оба метода могут применяться с полным погружением детали в раствор электролита. При гальваническом методе анионы меди отрываются от анода и движутся к катоду под воздействием электрического тока, а при химическом их движение происходит за счет разной электроотрицательности металлов. Поэтому в первом случае при прочих равных условиях за одну и ту же единицу времени осаждается гораздо большее количество меди, но при этом затрачивается электрическая энергия. Меднение алюминия рекомендуется производить только методом погружения, которое необходимо выполнять сразу после обезжиривания и травления в кислоте, иначе на его поверхности быстро образуется прочная оксидная пленка. В видеоролике ниже подробно рассказывается об условиях, которые необходимо соблюдать для качественного меднения алюминия.
Без помещения в электролитный раствор
Во втором варианте изделие просто покрывают раствором медного купороса с помощью малярной кисти, очищая и обмывая его после каждого слоя. Толщина обмеднения в этом случае будет небольшой и зависит от условий обработки и количества наложенных слоев. Этот метод хорошо подходит для меднения стали, к которой медь «липнет» даже при условии не очень хорошей подготовки поверхности. А при нанесении таким способом медного купороса на поверхность алюминия достаточно сложно добиться устойчивого результата из-за его склонности к быстрому окислению.
Использование медного купороса
Гальваника медью в домашних условиях
В домашних условиях гальваническое меднение чаще всего используют в декоративно-прикладных целях или для нанесения медного подслоя перед никелированием и хромированием. Обычно медью покрывают мебельную фурнитуру, предметы кухонной утвари, элементы светильников, бижутерию, а также части инструментов и ножей. Подбор параметров гальванизации домашними мастерами обычно делается опытным путем по цвету и качеству покрытия. Те, кто занимается меднением серьезно, в том числе и в коммерческих целях, используют в своих установках регулируемые источники тока или реостаты, с помощью которых устанавливается необходимая плотность тока и скорость осаждения. Для тех, кто не хочет возиться с самостоятельным подбором химических компонентов, интернет-магазины предлагают наборы для приготовления разнообразных электролитических растворов, в том числе и для меднения пластиков и органических материалов. А одно из самых популярных направлений современной домашней гальваники — это покрытие медью высушенных растений, орехов, желудей и насекомых. Такие изделия выглядят впечатляюще и используются не только в декоративных целях, но и для изготовления бижутерии (см. ниже меднение и патинирование грецкого ореха).
Техника безопасности
Оборудование и материалы
Для меднения в домашних условиях требуется минимальный набор оборудования и реактивов. В качестве гальванической ванны можно использовать любую пластиковую или стеклянную емкость. Для приготовления электролита для меднения необходим только медный купорос и чистая вода, а источником тока может служить старая зарядка для телефона или пара батареек. Другие материалы и инструменты также немногочисленны и доступны в бытовых условиях. В первую очередь это серная кислота (жидкость для аккумуляторов), сода, обрезки медных изделий (труб, шинок, контактов) и наждачка на матерчатой основе.
Рецепт простого раствора
В состав самого простого электролита, используемого для меднения в домашних условиях, входят всего два реагента: сернокислая медь (медный купорос) в количестве 180÷220 г/л и серная кислота (жидкость для аккумулятора) — 40÷60 г/л. В качестве блескообразующих добавок к такому электролиту домашние мастера используют желатин и декстрин (0.5÷1.0 г/л).
В Интернете можно найти рецепты электролитов с добавками, которые способствуют созданию медных покрытий с разнообразными эффектами (матовость, зеркальный блеск, различные оттенки). При этом, как правило, указывают только название химического вещества и условия его применения, а насколько оно доступно и где его взять — не пишут. Если вы знаете названия таких добавок, которые можно свободно приобрести в хозяйственном магазине или аптеке, поделитесь, пожалуйста, информацией в комментариях к этой статье.