Содержание
- Самые распространенные технологии полировки металла
- Требования ГОСТ к полировке металла
- Класс полировки металла
- Существующие способы полировки металла
- Средства для полировки металлов
- Станки для полировки металла
- Шлифование металла – секреты правильной шлифовки
- 1 Абразивы и шлифование – что нужно знать?
- 2 Режимы шлифования – как не прогадать со скоростью?
- 3 Методы шлифования – шлифование металла в подробностях
- Полировка металла: виды и способы финишной обработки поверхности металлических изделий
- Недостатки традиционных видов полировки металла
- Сравнение видов полировки металла
- Методы полирования поверхности металла путем комбинирования различных способов и видов обработки поверхностей
- Виды обработки поверхности металла после газоплазменной резки
- Полировка металлических изделий электрольтно-плазменным методом с предварительной подготовкой
- Методы обработки металла перед электролитно-плазменной полировкой
- Шлифовка и полировка металла
- Технология полировки металла до зеркального состояния
- Матирование и полировка алюминия
- Особенности процесса шлифовки и полировки металла
- Суть и особенности процесса
- Способы шлифовки
- Заказ услуг
Шлифовка металлических изделий
Самые распространенные технологии полировки металла
Полировкой называется окончательный процесс изготовления детали, осуществляемый с использованием различных способов с целью удалить минимальный слой металла для достижения зеркального блеска поверхностей. Это взаимосвязанные физические, химические, электрические воздействия, выбор которых зависит от вида материала, используемого инструмента и характеристик внешней среды. Требуемое качество достигается при замене абразивов и способов воздействия. Время полирования зависит от исходного качества металла.
Требования ГОСТ к полировке металла
Требования к качеству металла и покрытий определены в ГОСТ 9.301-86. На поверхностях не должно быть раковин, пор, ржавчины, трещин после шлифования, окалины, заусенцев. К степени блеска нормативных требований нет.
На предприятиях, занимающихся обработкой металлов, осуществляется входной контроль поверхностей. При необходимости проводится:
- обработка сжатым воздухом, содержащим абразив (стальную дробь) (удаляется ржавчина и окалина);
- обработка металлическими щетками для удаления окислов и травильного шлама;
- обезжиривание разогретых в органических растворителях (хлорированных углеродах) для удаления смазки;
- обезжиривание в растворах щелочей (удаление минеральных масел);
- обезжиривание в электролите (электрохимическое).
В домашних условиях поверхности протираются растворителем, обрабатываются напильником или болгаркой с диском с соответствующей зернистостью.
Класс полировки металла
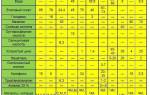
Класс полировки определяется по шероховатости поверхностей (высоте неровности в микронах) конкретной детали. Шероховатость соответствует области использования. Всего существует 14 классов чистоты, которые в чертежах обозначаются равносторонним треугольником. Числовые значения шероховатости после полировки металла указаны в ГОСТ 2789-59.
Класс полировки металла
Внешний вид поверхности
Высота неровностей (до мкр)
Следы обработки хорошо видны
Точение, фрезерование, строгание
Следы обработки почти не видны
Следы обработки не видны
Тонкое точение, шлифование
Поверхность с зеркальным блеском
В промышленности для измерения высоты неровностей используются специальные приборы: профилографы и микроскопы. В домашних условиях шероховатость определяется «на глаз».
Существующие способы полировки металла
Самые распространенные способы полировки металла:
- механический (абразивный);
- химический (пасты, растворы);
- электрохимический (в электролитах);
- ультразвуковой.
Механическая полировка металла может быть сухая или мокрая.
Процесс может осуществляться:
- вручную;
- в полуавтоматическом режиме;
- автоматически.
Важно! При ручной обработке можно следить за процессом и влиять на результат. Достичь высокого качества и производительности невозможно.
Полуавтомат – это специальное оборудование и квалифицированный специалист. Обработка осуществляется на станках для полировки металла, технологические параметры меняются вручную. При автоматической обработке на серийном производстве участие человека не требуется. Работа осуществляется очень быстро и с высокой точностью. Объем брака минимизирован.
Вручную полируют мелкие детали в домашних условиях. Пасту наносят на тряпку и натирают поверхность круговыми движениями. Для поверхностей больших размеров чаше всего используют шлифовальные машины (болгарки) или дрели, оснащенные насадками различной зернистости.
На диск можно установить различные насадки. Если насадка из войлока или ткани, ее смачивают пастой. Профессиональный инструмент используют в автомастерских, так как он позволяет обработать поверхности достаточно больших размеров. На небольших предприятиях, обрабатывающих металл, используются станки, оснащенные полировочными лентами или войлочными (матерчатыми) кругами.
К механическим способам относится так же абразивная технология полировки металла в вибрационных барабанах, наполненных сухим абразивом или раствором. Вращение и вибрация позволяют быстро снизить шероховатость. Если способ сухой, то раствор заменяется опилками дуба или ясеня, кусочками фетра или замша. Если используется раствор, то кроме полировочных стальных шариков в него можно добавить щелочь (например, раствор хозяйственного мыла), ускоряющую процесс.
Но механическое полирование обладает рядом недостатков:
- существует вероятность внедрения абразивов в структуру металла;
- большие затраты на установки и ресурсы;
- обработка состоит из нескольких стадий;
- процессом сложно управлять;
- требуются значительные затраты ручного труда и времени.
Важно! Более высокий потенциал у химической полировки, особенно, если речь идет об элементах декоративной отделки помещений из различных сплавов или дорогих металлов.
При использовании этого способа металлические изделия погружаются в растворы определенной температуры. При прохождении химических реакций шероховатости плавятся в течение нескольких минут. Ручного труда почти нет, электроинструмент и приспособления для полировки металла не требуются. Поверхность обрабатывается равномерно, конфигурация детали значения не имеет.
Но есть и недостатки. Зеркальный блеск не достигается (поверхность скорее матовая), раствор нужно часто менять, он достаточно агрессивный (чаще всего это кислота). Работы можно проводить только в спецодежде, помещение должно быть оснащено качественной системой вентиляции.
При электрохимической полировке детали тоже погружаются в раствор, но через него пропускается электрический ток. Так как поверхность неровная, оксидная пленка толще в микровпадинах. Раствор быстрее обрабатывает ровные части поверхности с тонким слоем оксида. По окончании процесса поверхность получается идеально гладкая. Небольшие временные затраты дают возможность повысить производительность.
Недостаток – большой расход электроэнергии. Если поверхность шероховатая, требуется механическая шлифовка. Нужно тщательно следить за качеством и температурой раствора, плотностью тока. Растворы создаются из кислот, поэтому обязательно соблюдение правил техники безопасности. Чтобы сократить расходы, желательно предварительно материал обрабатывается механическими способами.
На крупных предприятиях полирование стараются автоматизировать и роботизировать. Сделать это позволяет использование ультразвука, повышающего производительность в 30 раз и позволяющего не приобретать круги и пасты. Расход электроэнергии ниже, чем при использовании химического или электрохимического способа.
Средства для полировки металлов
Технология ручной полировки металла требует покупки оборудования (дрели, болгарки) и различных насадок.
Основные средства для полировки металлов механическим способом – различные пасты, содержащие карбид кремния, циркония или титана, алмазную крошку, оксид хрома. Твердые пасты необходимо разбавлять маслом. Затраты получаются большие, так как процесс состоит из нескольких этапов, для каждого из которых требуются различные насадки.
Если используется химический или электрохимический способ, нужны большие емкости и кислоты для приготовления растворов, спецодежда. Используется азотная, соляная, серная, фосфорная кислота, глицерин, бензиловый спирт. Для домашнего хозяйства это достаточно затратные покупки, поэтому химическими препаратами пользуются только на предприятиях.
Станки для полировки металла
Все полировочные станки делятся на 2 группы: с кругами и лентами. Ленты и круги состоят из абразивов, при выборе учитываются требования к шероховатости поверхностей после обработки. Оборудование полуавтоматическое или автоматическое. Автоматические станки могут становиться частью линий, используемых в серийном производстве.
Любой станок оснащен станиной (платформой), не меняющей положение во время работы. На платформу монтируется электродвигатель, приводящий в движение вал. Работать можно с точильными абразивами и кругами. Угол заточки регулируется вручную или автоматически. Некоторые конструкции оснащаются емкостью для воды, необходимой для охлаждения.
Доступны станки для обработки сырья (листов стали, алюминия, латуни, профилей) и готовых изделий:
- судовой арматуры;
- сантехнического оборудования;
- металлических карнизов и перил;
- дверных ручек, частей подсвечников;
- велосипедных деталей;
- столов и стульев;
- глушителей для мотоциклов и автомобилей.
Мощность промышленных моделей 700-950 Вт, подключаются они к сети 220 В. Частота вращений 90-150 оборотов в минуту. Регулировка производится в зависимости от характеристик обрабатываемого материала и формата круга. На первых этапах обработки используются большие круги, маленькие – для доработки. В комплектацию включается кабель и удлинитель. Во время работы могут потребоваться инструменты для измерения углов, стабилизаторы, пасты.
Шлифование металла – секреты правильной шлифовки
В умелых руках шлифование металла превращается в целое искусство. Может показаться, что этот вид обработки совершенно не сложный – бери да шлифуй. Но это мнение пропадает у каждого, кто знакомится с огромным количеством различных инструментов и абразивов для обработки металла.
1 Абразивы и шлифование – что нужно знать?
Сам термин «шлифование», по мнению некоторых знатоков истории, пришел в русский язык из польского. По сути же данный вид обработки является ничем иным, как резанием, только срезается материал абразивными кругами. Последние представляют из себя пористые тела, структура которых состоит из огромной массы мелких минеральных образований – зерен. Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.
Следует учитывать особенности шлифования и закономерности. Первая особенность – высокая скорость снятия стружки. При стандартной обработке шлифкругами скорость вращения круга достигает почти 2000 метров за минуту, при скоростной – все 3000 метров. При токарной обработке скорость ниже раз в 30. Зерна взаимодействуют с поверхностью со скоростью 0,0001 секунды или даже 0,00005!
На поверхности шлифовального круга множество зерен, которые размещены беспорядочно и имеют разную форму режущей кромки. Именно поэтому при взаимодействии стружка получается такой измельченной. На работу шлифовального станка уходит в пять раз больше электроэнергии, чем при работе фрезеровочного агрегата и в 10 раз больше, чем при обработке детали на токарном станке.
Важно помнить, что из-за произвольной формы зерен, их большого количества и сильного размельчения стружки в месте взаимодействия поверхности и шлифовочного круга возникает много тепловой энергии. Деталь может существенно нагреваться, например, шлифование металла сопровождает нагревом до 1000 °С в местах контакта. При такой температуре свойства металла могут существенно измениться, например, сталь может стать более хрупкой. Поэтому важно предусмотреть возможности охлаждения металла и самого круга, а также правильно рассчитать припуск на шлифование.
Во время взаимодействия с деталью часть зерен и стружки измельчается и попадает между оставшимися зернами, а другая часть притупляется и для работы необходимо все больше и больше мощности станка. Когда усилие превосходит прочность абразивного материала или связки, которая удерживает материал в целостности, зерно частично или полностью выкрашивается.
2 Режимы шлифования – как не прогадать со скоростью?
На выбор режима влияют несколько факторов: шероховатость поверхности после обработки, заданная точность, характеристики шлифовального круга (количество зерен, связка, глубина врезания) и мощность главного привода шлифмашины.
При обработке периферией шлифкруга учитывают следующие показатели режима резания: скорость круга, глубина резания, скорость перемещения самой детали, возможности поперечной подачи. Скорость круга – параметр, который зависит только от возможностей станка и диаметра самого круга, измеряется в метрах в секунду. При обработке скорость круга остается стабильной. Как правило, на станок устанавливают круг максимально возможного диаметра, допустимого для агрегата, а также задают наибольшее число оборотов шпинделя.
Малая прочность и жесткость станка или отдельных деталей приводит к ограничениям скорости, поскольку при высоких скоростях возникают сильные вибрации, вместе с этим уменьшается точность, увеличивается износ расходных материалов, падает производительность.
Черновую обработку выгодно выполнять на максимальной глубине резания, допускаемых параметрами зерна круга, детали и агрегата. При этом важно сохранить глубину резания не больше пяти сотых поперечного размера зерна. То есть с кругом зернистостью 100 она должна быть менее 0, 05 мм. Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность.
При работе с нежесткими деталями и материалами, а также при появлении прижогов следует уменьшать глубину шлифования. Если же речь идет об отделочной обработке (так называемое «тонкое шлифование»), выбираются небольшие значения глубины – в этом случае существенно повышается точность и класс обработки. Чем тверже и прочнее материалы, тем меньше задают глубину при их обработке, поскольку с увеличением этого параметра увеличивается и затрачиваемая мощность.
При продольной подаче для установления оптимального режима шлифования отталкиваются от долей ширины круга. Черновая обработка предполагает за один оборот детали контакт с 0,4–0,85 ширины круга. Больше, чем 0,9 при продольной подаче не используют, поскольку на поверхности в таком случае остается спиральная полоса непрошлифованного материала.
3 Методы шлифования – шлифование металла в подробностях
Методы шлифования во многом зависят от степени сложности поверхностей. К простым поверхностям относят внутреннюю и наружную плоскость цилиндрической формы, сложные поверхности могут иметь винтовую и эвольвентную форму. Для обработки этих форм чаще всего применяются такие виды шлифования, как плоское, круглое внутреннее и круглое наружное. Если углубится в детали, то круглое наружное шлифование имеет подвиды:
- Шлифование с продольной подачей – заключается в комбинации вращения абразива, вращения обрабатываемой поверхности (детали) вокруг своей оси, а также возвратно-поступательного прямолинейного движения детали (либо абразива) вдоль оси обрабатываемой детали. В конце каждого двойного хода детали происходит подача на глубину шлифования.
- Шлифование врезанием отличается от предыдущего варианта тем, что в работе применяется шлифкруг, высота которого равна длине шлифования или даже больше ее, так что необходимость в подаче на глубину отпадает. Поперечная же подача выполняется постоянно, до завершения обработки шлифованием.
- При бесцентровом шлифовании деталь закрепляется на опорном стержне между рабочим и подающим кругами. Для обработки осуществляется вращение кругов, а также круговая и продольная подача самой детали. Подающий круг задает детали вращение и продольную подачу. Шлифование валов – вот известный пример бесцентровой обработки.
- Круглое внутреннее шлифование также имеет несколько разновидностей: шлифование с продольной подачей, бесцентровое шлифование врезанием, бесцентровое с продольной подачей, и шлифование врезанием. Внутренняя круглая обработка с подачей продольно ничем не отличается от круглой наружной, как и шлифование врезанием. Бесцентровая внутренняя обработка также осуществляется за счет опорных роликов.
- Плоское шлифование – вид обработки, осуществляемый как периферией шлифкруга, так и его торцом. Для плоской обработки необходима комбинация следующих движений: движения резания, подача детали, поперечная подача детали на глубину шлифования и прямолинейное движение детали. Плоскошлифовальные станки оснащены столами, которые способны совершать вращательное или возвратно-поступательное движения, соответственно подача детали приобретает прямолинейный или вращательный характер.
Полировка металла: виды и способы финишной обработки поверхности металлических изделий
Полировка металла необходима для улучшения внешнего вида металлических изделий и придания им более высоких потребительских качеств. Полировка придает металлическим изделиям декоративный блеск, она также используется при подготовке поверхности для нанесения гальванических покрытий. В промышленности широко применяются следующие способы полировки поверхностей металлов:
Недостатки традиционных видов полировки металла
Первые три из перечисленных способов обработки поверхности металлов имеют ряд ограничений применения. Основным ограничением для ряда промышленных предприятий является невозможность автоматизации при использовании механического, химического или электрохимического методов обработки поверхностей изделий в больших партиях массового производства.
Затруднения использования традиционных видов полирования металла имеют как экономические, так и технологические причины. Экономические трудности связываются с высокой стоимостью производственных роботов и станков с ЧПУ. Технологические же причины трудностей использования традиционных видов финишной обработки металлов связаны с трудностями построения полностью автоматизированного процесса производства. Вынужденное использование ручного труда на этапе полирования изделий, активации поверхности или ее очистки не позволяет наладить бесперебойную работу промышленных автоматизированных линий. Нередко из-за использования устаревших методов обработки металлов производственная линия принимает форму конвейера, что значительно удорожает производство и в итоге отрицательно сказывается на конкурентоспособности производимой продукции.
Сравнение видов полировки металла
Широкое внедрение в промышленность более производительной электролитно-плазменной полировки металла позволит со временем практически везде заменить токсичный электрохимический метод обработки. Его преимуществами, в сравнении с другими способами полировки поверхностей, являются высокая производительность и эффективность, соблюдение экологической чистоты окружающей среды, высокие качества и скорость выполняемых операций, невысокая стоимость.
Электролитно-плазменный метод полировки поверхностей является экологически чистым и удовлетворяет санитарным нормам, для очистки отработанного электролита не требуются специальные очистные сооружения.
Методы полирования поверхности металла путем комбинирования различных способов и видов обработки поверхностей
Часто полировке подвергаются изделия без предварительной поверхностной обработки с неподготовленной, достаточно шероховатой поверхностью, имеющей грубый рельеф, что влечет за собой необходимость длительной электролитно-плазменной обработки, которая сопровождается снятием значительного слоя металла, и ведет к перерасходу электроэнергии.
Кроме того, в процессе обработки грубой разветвленной поверхности наблюдается явление, когда плотность тока на первой стадии обработки иногда вдвое выше, чем на заключительной стадии. Это связано с тем, что первоначальная площадь шероховатой поверхности, контактирующая с электролитом, по-видимому, вдвое больше, чем получаемая в результате обработки.
На практике полирование изделий лучше осуществлять в два этапа, на первом провести очистку и обезжиривание поверхности, а на втором этапе – собственно полировку. Очистка деталей перед полированием необходима потому, что при изготовлении изделий из металлов литьем, либо при их термообработке, даже в нейтральных средах не удается полностью избежать соприкосновения поверхности с окислительной средой (например, воздухом) в области высоких температур, когда происходит поверхностное окисление металла. С целью очистки перед полированием применяют такие виды обработки поверхностей как:
- галтовка
- подводное шлифование
- гидроабразивная обработка
- обработка чугунным песком
- обработка корундовой крошкой
- обработка ультразвуком
- химическое и электротравление
Виды обработки поверхности металла после газоплазменной резки
Сглаживание шероховатостей поверхности, полученной после такого популярного вида обработки металла плазмой как газоплазменная резка, не обязательно осуществлять путем срезания выступов. Предварительная обработка может быть проведена путем поверхностного пластического деформирования. В ряде случаев механические методы обработки поверхностей пастами состоят не в срезании выступов, а в их разминании, для чего в состав паст входят специальные смазывающие, химически активные, поверхностно-активные вещества, разупрочняющие поверхность и мелкодисперсные окисные частицы, например, инертная окись хрома.
Полировка металлических изделий электрольтно-плазменным методом с предварительной подготовкой
Для экономии электроэнергии целесообразно использовать технологию электролитно-плазменной полировки в два этапа, когда на первом этапе сглаживается грубый рельеф поверхности с помощью различных энергосберегающих способов обработки поверхностей, а затем на втором этапе применяется финишная кратковременная электролитно-плазменная полировка.
Например, при полировке деталей из нержавеющей стали, которая является пластичной и достаточно мягкой, на первом этапе могут применяться следующие способы обработки поверхности:
- шлифовка под слоем воды водостойкой шкуркой зернистостью 50–80 мкм
- обработка жесткой металлической щеткой
- электротравление в 10% растворе щавелевой кислоты при напряжении 12 В в течение 5–10 минут с плотностью тока до 2 А/см 2
- пескоструйка мелкой чугунной крошкой
- отбеливающее травление в растворе 25% серной и 20% соляной кислоты в объемном соотношении 3/1 при температуре 30–40°C в течение 3–5–10 минут.
Последующая электролитно-плазменная полировка изделий может проводиться в 5%-м водном растворе сульфата аммония при температуре 80°C.
Методы обработки металла перед электролитно-плазменной полировкой
Способы обработки металла с помощью зачистки
Если исходный образец, поверхность которого предварительно обработана грубой шкуркой зернистостью 500 мкм, полируется до зеркального блеска в течение 5–6 минут со снятием слоя металла 0,05 мм, то образцы, обработанные до матового состояния шкуркой зернистостью 50–80 мкм, полируются в два раза быстрее за время менее 3 минут, и при этом снимается слой металла толщиной всего 0,02–0,03 мм. Экономия электроэнергии при использовании предварительной обработки поверхности шкуркой составляет около 40%.
Виды обработки металла с помощью крацевания
Весьма эффективна также предварительная обработка металлическими щетками грубо шлифованной или обработанной резцом поверхности. По-видимому, рельеф поверхности при такой обработке выравнивается за счет пластической деформации металла, а частично за счет крацевания, т.е. стирания, царапания металла. Также снимается окисная пленка, препятствующая равномерной полировке изделия в тех случаях, когда оно выполнено сваркой или подвергалось высокотемпературной термообработке.
Методы обработки металла с помощью травления
Неплохие результаты получены при химическом травлении, особенно образцов, которые подвергались термообработке, так как при этом на стали образуется окалина, трудно снимаемая электролитно-плазменной обработкой в течение 15 и более минут. Травление таких образцов в растворах серной и соляной кислот создает шероховатую, чистую от окалины поверхность без дефектов. Последующая обработка образцов в сульфате аммония при напряжении 260 В в течение 4 минут позволяет получить блестящую поверхность.
Шлифовка и полировка металла
Технология полировки металла до зеркального состояния
Автор канала “Alokin AlokinAlokin” представил развернутый видеоурок (в конце публикации), в котором показана технология шлифовки и последующей полировки металла в домашних условиях до зеркального блеска.
С силой прокатанный сверток сохраняет форму. Заготовлено 5 насадок с маркировкой Р400, Р500, Р800, Р1000, Р1200. Присутствуют крупные поперечные царапины. Момент на валу сильно зависит от скорости.
До 12000 об/мин обороты падают при нажиме, а свыше 20000 об/мин быстро изнашивается шкурка. Шлифуем перпендикулярно царапинам до их исчезновения. Такая насадка быстро обновляется и обеспечивает необходимое давление на поверхность.
Много чего для домашнего мастера в этом китайском магазине.
Стертая и засаленная часть обрезается. Направление шлифовки, периодически, меняется на перпендикулярное. Так материал снимается эффективнее и лучше убираются хаотические царапины. Увеличиваем номер бумаги. В процессе шлифовки бумага изнашивается, ее агрессивность падает, крупный абразив выкрашивается. Потому, на новую бумагу нужно оказывать меньшее давление, чтобы не получить глубокие царапины. Грубая паста для тонкой шлифовки. 320 это все, что было указано на упаковке.
Перед переходом на более тонкую пасту место полировки должно быть очищено от её остатков. Еще одна no name паста. В составе указан краситель. О типе абразива остается только гадать. Так делать не надо, паста наносится только на насадку. Заметна шлифовка на скорую руку. Шлифовка более качественная.
Полировка металла – это больше, чем шлифование мелкими абразивами. Тут имеет место и химические процессы (растворение оксидных пленок веществами, входящими в составы паст) и термические (термическое размягчение материала и размазывание его по металлу). Перед полировкой поверхность нужно зачистить от царапин, постепенно уменьшая размер абразива. Перед переходом к более мелкой наждачной бумаге следует убедиться, что все царапины убраны. В зависимости от глубины царапин, выбирается номер наждачной бумаги, с которого начнется шлифовка. При наличии средней пасты ГОИ №3, наждачную бумагу номером больше Р1200 можно не использовать т.к. размер зерна у них сопоставим, а сама наждачная бумага с малым размером зерна быстро засаливается.
Для полировки стали оптимальное давление насадки 1- 2 кг/см^2 и окружная скорость 30-35 м/с. Формула окружной скорости. V=(3,14*•D*•n)/60 (м/с); D-диаметр насадки (м); n-частота вращения (об/мин). В показанном случае V=(3,14*•0,01*•15000)/60=7,8 м/с. Это в 4 раза меньше рекомендуемого. Т.е. можно без потери качества увеличивать диаметр до 4-х см. При этом из ваты быстро рассыплется, а вот кожаная или из х/б нитей выдержит.
Полировка при большей скорости и давлении, чем рекомендуется, снижает качество поверхности, но увеличивает количество снимаемого металла, потому на начальной стадии полировки этим можно пользоваться. Для получения более качественной полировки скорость и нажим снижают до значений более низких, чем рекомендуемые.
В процессе полировки, связующие входящие в состав пасты плавятся и выступают смазкой в процессе срезания абразивом материала, а также отводят тепло от поверхности. При этом сама полировальная насадка нагревается и связующее начинает проникать вглубь её, оставляя зерна абразива без смазки и теплоотвода. После этого зерна, лишившись связующего, отваливаются и оставляют царапины на обрабатываемом металле. По этой же причине пасту не следует наносить на металл. Проходящая по металлу насадка не может захватить весь материал, а захваченные зерна абразива удерживаются не достаточно хорошо, к тому же сами зерна распределятся не равномерно по ней. Избыток пасты так же ничего хорошего не дает. Она просто скользит по слою связующего между металлом и насадкой, а зерна абразива плавают в слое, не вступая в плотный контакт с поверхностями.
Поскольку для нормальной работы пасты должно расплавиться связующее, то и работать такие пасты будут только в определенном температурном диапазоне, когда связующее уже расплавилось, но еще достаточно густое, чтобы удерживать зерна абразива на насадке. Для большинства паст диапазон начинается с 70 градусов Цельсия. И именно по этой причине полировать вручную крайне не эффективно. Для нормальной работы такую нужно растопить, добавить любое жидкое масло и перемешать. Обычные растворители для размягчения не подходят т.к. быстро испаряются и средство густеет.
Матирование и полировка алюминия
Мы давно работаем с производителями металлоизделий, и знаем что внешний вид изделия очень важен. Если речь идет о технических изделиях, то здесь уже все привыкли к полировке, сатинированию или матированию поверхности.
Но иногда нашим партнерам приходится работать с предметами декора. И иногда заказчик хочет чтобы поверхность выглядела необычно.
Один из вариантов такого необычного решения мы предлагаем Вам ниже.
Так называемая “мутная полировка”.
В этот раз мы обрабатывали плоские детали из алюминия.
Для алюминия одним из самых удобных способов обработки является орбитальная шлифовальная машина. Она позволяет получать максимально ровную и монотонную поверхность на таком мягком и капризном металле.
Для предварительной шлифовки алюминия использовали нашу технологию матирования, только изменили количество и зернистость используемых кругов:
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P180 – первый шаг, которым мы убираем все дефекты и выравниваем поверхность.
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P220 – понижение шероховатости.
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P400 – понижение шероховатости.
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P600 – финишное шлифование.
После обработки ОШМ поверхность уже становится равномерной и красивой. Но в этот раз задача была получить что-то новое.
Было решено заполировать сверху нашу заготовку с помощью той же эксцентриковой машины.
Если полировать поверхность с помощью обычной полировальной УШМ, то очень сложно будет добиться идеального результата. Такой процесс займет значительно больше времени.
Поверхность после Р600.
Для полировки с помощью ОШМ лучше использовать жидкие полировальные пасты, так как твердую пасту трудно нанести на полировальный круг при орбитальном движении.
Сам полировальник так же стоит использовать более мягкий.
Мы рекомендуем:
Круг полировальный Finesse-it d125 мягкий фетровый
Жидкие полировальные пасты G-Polish Pink
Наносим пасту на круг и приступаем к полировке.
После полировки поверхность выглядит грязной и блеска почти не видно. Это потому, что на ее поверхности осталось много пасты.
Чтобы убрать остатки пасты используем венскую известь с салфеткой из микрофибры:
Венская известь
Салфетка чистящая
Теперь поверхность выглядит превосходно.
Алюминий довольно мягкий металл. Поэтому чтобы алюминий не окислялся и не тускнел, мы покрыли изделие лаком.
Возможны разные варианты завершения такой поверхности – можно доводить шлифовку до более мелкого зерна или полировать в два шага, чтобы получить больше глянца.
Но это уже совсем другая история.
Особенности процесса шлифовки и полировки металла
Шлифовка и полировка металла применяются для устранения дефектов и придания гладкости обрабатываемой поверхности. В ряде процессов по обработке металла образуются царапины, раковины, следы температурной обработки и остатки шлака. В данной статье рассмотрим основные моменты, связанные с таким трудным процессом как шлифовальные работы.
Суть и особенности процесса
Плоская шлифовка металла ведется на поверхностях, где не имеется глубоких царапин и рисок, ибо такие виды повреждений данным методом убрать не представляется возможным.
Самый распространенный метод заключается в использовании абразива для деталей, имеющих крупные размеры и сложные формы. В ином способе применяют шлифование с применением шлифовальных станков. Здесь применяются специальные круги и полировальные смеси.
Шлифовальные работы по металлу являются одним из видов обработки с помощью резания. Припуск на обработку в данном случае удаляется абразивными инструментами, а именно шлифовальными кругами. Их материал — пористый, состоящий из многочисленных мелких зерен, чьи твердые вещества и являются абразивными материалами. Когда круги начинают вращаться, грани таких зерен начинают удалять самую мелкую стружку с верхней или нижней части материала.
Шлифовка материала имеет некоторые особенности, которые важно учитывать в ходе осуществления процесса. К ним относят следующие моменты:
- Скорость резания должна быть высокой;
- Измельчение и особый вид металлической стружки;
- Геометрия режущих зерен круга должна быть разнонаправленной;
- В зоне, где происходит контакт с поверхностью, образуется высокая температура.
Обрабатываемые поверхности при шлифовании металла делятся на простые и сложные. К первым относят внутреннюю и наружную поверхность в форме цилиндра, а также плоскую. А под сложной формой подразумевают винтовую и эвольвентную.
Способы шлифовки
На протяжении многих лет работают различные компании, специализирующиеся на обработке металлических поверхностей. Ассортимент таких работ весьма широк, но среди основных типов следует выделить следующие обработки поверхностей:
- Круглошлифовальные центрового типа. Шлифовка ведется с помощью кругов, основными объектами являются цилиндрические и конические поверхности, а также торцы деталей. Обрабатываются изделия большой длины и сечения. Цена таких работ зависит от особенностей материала и конкретного договора услуг;
- Применение бесцентрово-шлифовальных станков подходит для обработки крупносерийных изделий. Жесткая система способствует высокой скорости обработки и увеличению производительности. Гарантируется соответствие изделия указанным в заказе размерам. Такие станки в зависимости от поверхности применяют для внутреннего и внешнего шлифования. Цена сопоставима с объемом заказа;
- Внутренняя шлифовка подходит для глухих и сквозных отверстий;
- Что касается наружно-шлифовальных станков, то для шлифовки на таких устройствах используются вращающиеся абразивные круги, плотно прилегающие к поверхности. Само изделие крепится к столу, совершающему возвратно-поступательные движения. Частицы, располагающиеся на поверхности круга, избавляют и защищают деталь от небольшой ржавчины и неглубоких дефектов. Еще одно достоинство состоит в способности обрабатывать закаленные поверхности. В результате реализуется наружное шлифование мелких и больших деталей, а также их полировка.
В различных мастерских и фирмах могут осуществляться иные виды обработки металлической поверхности. Но вышеперечисленные способы являются основными и обеспечивают устранение дефектов и трещин. Также очень важно применять шлифовку для придания материалу приличного вида и повышения надежности при изготовлении изделия.
Заказ услуг
Заказывать шлифовку металла следует у проверенных фирм, работающих в данной сфере на протяжении длительного времени и имеющих большое количество положительных отзывов. Мастер должен иметь серьезный опыт по обработке различных поверхностей и изделий, знать режимы работы станка.
Фирм, осуществляющих шлифовку металла, достаточно много. Однако найти наиболее качественные не составляет труда. Каждый опытный производитель заинтересован в качественной обработке изделий и потому обратится только к проверенным вариантам.