Содержание
- Как можно самостоятельно хромировать детали в домашних условиях?
- Технологии хромирования
- Подготовка рабочего места
- Оборудование
- Источник питания
- Состав и методика подготовки электролита
- Подготовка поверхности
- Хромирование
- Способ хромирования пластика дома
- Возможные дефекты и их причины
- Хромирование
- Хромирование деталей
- Процесс хромирования деталей
- Виды хромирования
- Оборудование для хромирования
- Сфера применения технологии
- Суть и методы хромирования металла
- Суть гальванического хромирования металла
- Методика хромирования металла своими руками
- Возможные дефекты
- Опасность для здоровья
- ХРОМИРОВАНИЕ АЛЮМИНИЯ
Хромирование алюминия технология
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками. Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки. Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Оборудование
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
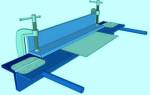
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
Подготовка поверхности
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение. Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Хромирование
ООО «СтанкоСаратов» предлагает услуги по гальваническому хромированию деталей для автомобилей, мотоциклов, велосипедов, станков, сантехники, медтехники и всякого рода приборов. При помощи хромирования можно максимально улучшить внешний вид изделия, придать ему зеркально-металлический вид и добиться наилучшей адгезии на всех видах материалов. После выполнения хромирования детали становятся более стойкими к воздействию агрессивных сред .
Хромирование – это один из самых распространенных методов гальванических покрытий, который предназначен для защиты поверхностей изделий от коррозии, а также для придания им красивого металлического блеска. После нанесения электролитического покрытия детали становятся более износостойкими и смогут выдерживать интенсивное и длительное трение, возникающее при эксплуатации.
Хромовое покрытие способствует уменьшению теплообразования при работе трущихся пар, это является особенно актуальным для механизмов с сухим трением. Также путем хромирования можно восстановить изношенные части автомобилей и мотоциклов.
Гальваническое хромирование применяется:
Свойства хрома и применение хромовых покрытий
Электролитический хром — металл серебристо-белого цвета с голубоватым оттенком. Удельный вес электролитического хрома 6,9-7,l температура плавления 1530°С. Электролитический хром обладает рядом ценных физико-химических свойств, благодаря которым он широко используется в промышленности.
Твердость электролитического хрома, выраженная в единицах Брюнеля, достигает 1000—1100 что значительно превышает твердость закаленной стали. Большая твердость наряду с низким коэффициентом трения, жаростойкостью, высокой коррозионной стойкостью и другими свойствами обусловливают высокую износостойкость хромированных деталей.
По назначению все виды хромовых покрытий подразделяют на: защитно-декоративные, коррозионностойкие, антифрикционные, износостойкие. Самыми лучшие технико-экономические показатели имеют детали с нанесенным износостойким хромированным покрытием.
Коррозионная стойкость. Хром обладает большой стойкостью против воздействия многих кислот и щелочей: он не растворяется в слабых растворах азотной и серной кислот; в соляной и горячей концентрированной серной кислоте хром легко растворяется. На воздухе и под действием окислителей хром пассивируется за счет образования окисной пленки.
Благодаря этому хром имеет более положительный потенциал, чем потенциал железа и хромовое покрытие не обеспечивает стальным деталям электрохимической защиты от коррозии (лишь при отсутствии пор оно может служить надежным защитным покрытием).
Декоративные свойства. Хромированные изделия отличаются высокими декоративными качествами, отличаясь от никеля голубоватым оттенком. Хромовые покрытия сохраняют свой вид, не окисляясь, при нагревании до 450—500° С.
Полированные хромовые покрытия обладают хорошей отражательной способностью, уступая в этом отношении лишь серебру, которое, однако, со временем темнеет и его отражательная способность падает, в то время как хромовые покрытия сохраняют первоначальный вид.
Применение хромовых покрытий.
Хромирование изделий широко распространено в промышленности вследствие ценных свойств хрома.
Защитно-декоративное хромирование применяется для отделки деталей автомобилей, приборов, медицинских инструментов, фотоаппаратов, изделий массового потребления и многих других.
Износостойкое хромирование применяется в машино и авиастроении, для повышения эксплуатационных свойств режущих и мерительных инструментов, инструментов для холодной обработки металлов, пресс-форм, а также с целью восстановления изношенных деталей при ремонте оборудования.
Оценить качество хромирования и его эффективность можно по таким факторам:
Толщина хромовых покрытий
Толщина хромовых покрытий устанавливается в зависимости от назначения изделий. В таблице представлены рекомендуемые толщины хромовых покрытий.
Защитно-декоративное для изделий из медных сплавов
Повышение стойкости пресс-форм для пластмасс, стекла и т. п
Размерное хромирование калибров
Процесс хромирования
Подготовка деталей к хромированию
Подготовка деталей к хромированию имеет ряд особенностей, которые необходимо учитывать в технологии покрытия.
Последовательность подготовительных операций следующая:
1) механическая обработка поверхности;
2) промывка органическими растворителями;
3) изоляция участков, не подлежащих покрытию;
4) монтаж на подвесные приспособления;
5) обезжиривание;
6) промывка в горячей и холодной воде;
7) активация.
Механическая обработка (шлифование, полирование) производится для создания требуемой чистоты поверхности. Шлифование выполняется с учетом толщины осаждаемого покрытия.
Удаление с поверхности масел и полировочных паст осуществляется органическими растворителями: бензином, уайт-спиритом, керосином.
Если деталь подвергается частичному хромированию, то участки, не подлежащие покрытию, изолируются различными материалами: пластикатом, целлулоидом, винипластом, тонким листовым свинцом, алюминиевой фольгой, хлорвиниловыми трубками, перхлорвиниловым лаком, нитроклеем АК-20 и т. п. Отверстия и щелевые пазы подлежат заделке свинцом или другим стойким материалом, так как в противном случае вокруг отверстия остаются не покрытые хромом участки. Возможно также применение неметаллических экранов в виде целлулоидных пленок, свернутых в трубки и вставленных в отверстие.
Монтаж деталей на приспособления является наиболее ответственной операцией, так как от правильной завески деталей в ванну хромирования в первую очередь зависит качество покрытия. При монтаже деталей необходимо следить за тем, чтобы детали имели жесткий контакт с подвеской и не закрывали друг друга. Очень важно, чтобы все участки поверхности деталей находились, по возможности, на одинаковых расстояниях от анодов.
Процесс хромирования характеризуется очень низкой рассеивающей способностью, поэтому при покрытии сложнопрофилированных деталей необходимо применять дополнительные аноды, вводя их во внутренние поверхности изделий.
Дополнительные аноды следует перфорировать для лучшего перемешивания электролита в замкнутом пространстве и отвода выделяющихся газов. С целью предохранения выступающих участков и углов деталей от обрастания хромом завышенной толщины применяют металлические и неметаллические экраны.
Принимая во внимание значительные по величине токи при хромировании, токонесущие части подвесных приспособлений должны иметь достаточно большое сечение.
Удаление жировых загрязнений с поверхности изделий, подлежащих хромированию, необходимо выполнять, применяя обычные методы электрохимического обезжиривания.
Тонкостенные закаленные детали во избежание наводороживания следует обезжиривать на аноде или же применять химическое обезжиривание. Если детали имеют изоляцию, нестойкую к воздействию щелочных растворов, то операцию обезжиривания осуществляют протиркой кашицей из венской извести.
Активацию деталей из черных металлов (сталь, чугун) производят непосредственно в хромовой ванне. Для этого детали вначале выдерживают в электролите для прогрева без тока, а затем в течение 20—30 сек. дается ток обратного направления (анодное декапирование), после чего переключением тока «на катод» начинают осаждение хрома. Анодная плотность тока устанавливается в пределах 25-40 а/дм 2 . Активацию чугуна с высоким содержанием кремния рекомендуется производить в 5-процентном растворе плавиковой кислоты в течение 2—4 мин. с последующим протиранием поверхности (для удаления шлама) и промывкой в холодной воде.
Основным компонентом электролитов хромирования является хромовый ангидрид, расход которого (вследствие работы с нерастворимыми анодами) должен непрерывно пополняться. В качестве анодов применяется свинец или его сплав с 5% сурьмы.
Низкий выход по току обусловливает выделение значительного количества водорода, частично проникающего в основной металл или подслой, вызывая сильное наводороживание, которое иногда приводит к отслаиванию покрытий или появлению трещин в основном металле. В целях частичного удаления водорода изделия после хромирования рекомендуется прогревать в масле или на воздухе при температуре 170—180° С в течение 0,5—1,5 час.
Для приготовления стандартного электролита раздробленные куски хромового ангидрида загружаются в ванну, наполненную водопроводной водой, подогретой до 60—80° С. В случае, если вода имеет большую жесткость и содержит много железа, применяют конденсат. Растворение хромового ангидрида ведут при непрерывном помешивании. Полученный раствор тщательно перемешивают и определяют содержание хромового ангидрида по специальным методикам.
Корректирование электролита производится на основании данных химического анализа, а также на основании неполадок. Низкая концентрация компонентов в электролите легко устраняется соответствующим добавлением недостающего компонента. При повышенном содержании в электролите отдельных компонентов или накоплении вредных примесей поступают следующим образом.
1. Избыток серной кислоты устраняют добавлением кашицы углекислого бария, которую вводят в электролит при энергичном помешивании.
2. Накопление трехвалентного хрома в количестве более 10 г/л устраняют проработкой электролита током при большой поверхности анодов и малой поверхности катода.
3. При накоплении в электролите железа более 10 г/л следует частично заменить электролит, используя загрязненный железом электролит для приготовления растворов-пассиваторов.
Осаждение хрома с заданной толщиной слоя и равномерным распределением его по поверхности детали является весьма сложной задачей, так как процесс хромирования отличается исключительно большой неравномерностью распределения покрытия. Задача размерного хромирования решается посредством применения приспособлений, которые предусматривают экранирование выступающих участков, углов и краев детали.
Для устранения эллиптичности (если деталь цилиндрическая) периодически поворачивают деталь или же размещают аноды таким образом, чтобы от любой точки детали до анодов было равное расстояние.
Большой эффект дает применение неметаллических экранов. В качестве экранов рекомендуются текстолит, винипласт, органическое стекло, полиэтилен и т. п.
Хромирование алюминиевых сплавов применяют с целью увеличения износостойкости деталей, например цилиндров мотоциклетных двигателей, деталей точных приборов и т. п., а также для защитно-декоративной отделки.
Хромовое покрытие осаждается непосредственно на алюминиевой детали или же на предварительно нанесенном никелевом подслое, толщина покрытия при этом может изменяться от 0,5 до 80 мкм (при толщине никеля 20—25 мкм). При защитно-декоративном хромировании толщина хрома устанавливается 0,5—2,0 мкм.
Особенностью технологии хромирования изделий из алюминия и его сплавов является совокупность подготовительных операций, обеспечивающих удаление окисных пленок с поверхности и получение прочного сцепления покрытия с основным металлом детали. Хромирование осуществляется в обычном по составу и режиму электролите и обеспечивающем получение блестящих хромовых покрытий.
Контроль качества и удаление дефектных покрытий
Качество хромового покрытия определяют в первую очередь по внешнему виду: покрытие должно быть гладким, без шишковатых наростов и подгаров. Размеры деталей, подлежащих размерному хромированию, проверяются стандартными мерительными инструментами до и после хромирования с целью определения толщины осажденного хрома. Качество пористого хрома оценивается по эталонному образцу осмотром покрытия через лупу с 30-кратным увеличением. Местная толщина слоя хромовых защитно-декоративных покрытий определяется химическими или физическими методами контроля. Удаление дефектных хромовых покрытий осуществляется химическим или электрохимическим способом. Химический способ удаления хромового покрытия состоит в растворении его в соляной кислоте, разбавленной в отношении 1:1, при температуре раствора 25—35° С. При электрохимическом способе хромовое покрытие удаляют анодным растворением в электролите, содержащем едкий натр в количестве 150—200 г/л. Режим электролиза следующий:
Температура электролита 18 — 30° С, Анодная плотность тока 10—15 а/дм 2 .
Хромирование деталей
Хромирование деталей – это процесс металлизации хромом с целью придания поверхности физико-механических и химических свойств и характеристик, которые отличаются от исходного материала детали. Хромирование используется с целью повышения коррозионностойкости, эрозионностойкости, механической стойкости, декоративной отделки и прочего.
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей:
- диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.
Декоративное хромирование детали
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С.
Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Виды хромирования
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы:
2а — приграничная диффузия;
2б – полная диффузия.
В группу 1 входят следующие методы хромирования:
- электротехническое покрытие;
- электродуговое или газопламенное распыление (пульверизация);
- химическое нанесение;
- вакуумное нанесение в холодной среде.
Результат хромирования детали
К группе 2 относятся:
- плазменное напыление;
- электрофорез;
- вакуумное нанесение в нагретой среде;
- электротехническое покрытие с последующим отжигом;
- осаждение чистого металла из соединений карбонатов в газовой среде;
- диффузионное нанесение элементов.
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
- гальваническим (описан выше);
- каталитическим, при котором хром восстанавливается на поверхности из солей аммиака и серебра;
- вакуумным, при котором реагент, нанесенный на обрабатываемую поверхность диффузионную активность при отрицательном давлении;
- термохимическим, который можно сравнить с цементацией изделий.
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
Широкое использование получил сульфатный электролит на основе хромового ангидрида с серной кислотой CrO3:H2SO4.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.
Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Оборудование для хромирования
Рынок предлагает разнообразное оборудование для нанесения хромового слоя как отечественного производства, так и зарубежного. Частное зарубежное предпринимательство подвигло разработчиков на создание компактных установок, которые легко разместить в гараже или маленькой мастерской.
Непрофессиональное оборудование только имитирует качественное хромирование, качество при этом не столь хорошее. Работы проводятся в следующей последовательности:
очищение от старого покрытия;
шлифовка;
обезжиривание;
нанесение грунтовки;
нанесение хрома распылением;
сушка;
защита лаком от повреждений.
Широко на производстве используется электролитическое (гальваническое) хромирование. Для этого используются специальные ванны, электроустановки, система вентиляции, моющие и сушильные установки. При горячем способе нанесения хрома используются печи и вакуумные установки.
Но независимо от типа используемого оборудования во время процесса хромирования происходят физические и химические реакции, которые сопровождаются выделением продуктов распада.
Сфера применения технологии
Декоративное хромирование деталей позволяет повысить визуальные характеристики изделий как из металлов, так и из различного вида пластмасс, стекла и прочих материалов. Для быта хром используется для покрытий:
- мебельной фурнитуры;
- интерьерах помещений и дизайнерских проектах;
- сувениры;
- сантехника.
Хромирование деталей автомобилей
Сантехническое оборудование обязательно хромируется для защиты от водного окисления (коррозии), будь то недорогой силумин или дорогая латунь с бронзой.
Промышленность использует хромирование для повышения стойкости деталей, работающих в условиях большого трения:
Также хромирование используется при изготовлении инструмента и оснастки:
- прессовые штампы;
- режущий инструмент;
- мерительный инструмент.
Технология хромирования позволяет продлить жизнедеятельность элементов механизма или придать изделиям притягательный вид.
Суть и методы хромирования металла
Гальваническое хромирование металлов. Надежные защитные и декоративные покрытия разных видов. Основные характеристики техпроцесса и применяемых компонентов. Хромирование в домашних условиях. Причины возможных дефектов и опасность для здоровья.
Гальваническое хромирование — это один из способов создания на поверхности изделий тонкого устойчивого слоя из чистого хрома, который почти в два раза тверже железа, имеет приятный серебристый цвет и отлично полируется. Хромовые покрытия применяют в защитных и в декоративных целях.
Гальваническому хромированию подвергают поверхности трения для создания устойчивого к коррозии антифрикционного слоя, который к тому же хорошо удерживает масло. Этот металл имеет прекрасное сцепление со сталью, никелем и медью, а также практически не окисляется и не отслаивается в процессе эксплуатации. Помимо прочего, хромовая гальваника применяется при изготовлении стойких к атмосферным воздействиям оптических отражателей, которые по своим качествам ничем не уступают амальгамированным.
Одной из главных особенностей гальванического хромирования является работа с пассивным анодом, т. е. покрывающий деталь хром поступает не из анодного металла, а из раствора хромовых кислот, что требует постоянной регенерации электролита. А основной недостаток этого технологического процесса — высокая токсичность соединений хрома и связанные с этим повышенные требования к системам промвентиляции, утилизации электролита и водоочистки.
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде. В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла. Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.
Варьируя эти показатели, можно добиться различных видов поверхности хромированного металла: от молочного и матового до зеркально-блестящего, – а также широкого диапазона значений твердости, плотности и пористости осажденного хрома.
Методика хромирования металла своими руками
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Возможные дефекты
При осмотре всех плоскостей металла после гальванического хромирования могут быть обнаружены специфические недостатки, которые чаще всего связаны с составом электролита и плотностью тока, но могут иметь и другие причины. Если хром не оседает на металл, то это может быть связано с недостаточной плотностью тока, избытком серной кислоты, завышенной температурой раствора или окислением анода. Если хромовое покрытие отслаивается от металла, то причиной этого может быть плохая очистка его поверхности и колебание токовых параметров в процессе хромирования. При превышении плотности тока на выступающих частях детали могут образовываться наросты, а поверхность хромированного металла становится матовой и неровной. При слишком маленькой плотности тока покрытие становится жестким и имеет «молочный» вид.
При гальваническом хромировании также важно пространственное положение детали. Оно должно обеспечивать свободный уход водорода, образующегося на поверхности металла, т. к. скопление это газа приводит к образованию неровностей и каверн.
Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты. Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды. Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
А как вы относитесь к хромированию металлов в домашних условиях? Ведь в Интернете размещено множество статей, описывающих, как легко и просто это делается даже без особых навыков. Выскажите, пожалуйста, свое мнение в комментариях к этой статье.
ХРОМИРОВАНИЕ АЛЮМИНИЯ
6.6. ХРОМИРОВАНИЕ АЛЮМИНИЯ.
При непосредственном хромировании алюминиевых сплавов основной задачей является подготовка поверхности детали к покрытию. Для этого деталь из алюминия или алюминиевого сплава протирается тканью, смоченной бензином, и обезжиривается в течение 3-5 мин. в растворе: 50 г/л Na2CO3, 50 г/л Na3PO4, 30 г/л жидкого стекла при T = 60-65 о . После промывки в горячей и холодной воде, деталь обрабатывают в цинкатном растворе (200 г/л ZnSO4 ´ 7H2O, 200 г/л NaOH) в течение 30-40 сек., затем промывают водой и производят обработку в разбавленном 1:1 растворе HNO3 в течение 5-7 сек. Деталь промывается в воде и вновь погружается в тот же цинкатный раствор на 10 сек. После промывки деталь замешивается в ванну хромирования (желательно под током) и хромируется при обычных режимах. Хорошие результаты дает также гидропескоочистка с завешиванием деталей, покрытых мокрым песком, под током в ванну хромирования.
6.7. ПЕРСПЕКТИВЫ РАЗВИТИЯ ХРОМИРОВАНИЯ.
Обзор способов хромирования и областей его применения свидетельствуют о широком использовании хрома в промышленности. Однако не все возможности технологии хромирования исчерпаны. В настоящее время исследования в области хромирования производятся в различных направлениях.
Однако из таких направлений имеет в виду интенсификацию и стабилизацию процесса хромирования. Этот вопрос одновременно решается различными путями. Первый путь состоит в повышении катодной плотности тока при хромировании до 200-300 а/дм 2 . Наряду с повышением катодной плотности тока для получения блестящих осадков хрома необходимо также увеличивать температуру электролита, т.е. придерживаться рабочего интервала хромовой ванны. При этом скорость осаждения хрома возрастает не только за счет применения более высоких плотностей тока, но также за счет увеличения выхода по току.
Второй путь состоит в повышении выхода хрома по току при помощи понижения температуры хромирования и изменения состава ванны. Покрытие имеет серо-матовый цвет, но легко полируется: пористость его ниже, а пластичность выше, чем у обычных хромовых покрытий.
Третий путь состоит в изыскании возможности применения растворов с низкой валентностью хрома, обеспечивающих к тому же высокий выход по току.
Наряду с этим важное значение придается стабильной работе электролитов промышленного состава. Так, НИИХИММАШ предлагает саморегулирующийся электролит, имеющий состав: ромового ангидрида – 250 г/л, сернокислого стронция 5 г/л, кремнефтористоводородного натрия – 20 г/л, двухромовокислого калия – 20 г/л. В таком электролите содержание сульфат иона автоматически регулируется введением труднорастворимой соли стронция.
Второе направление имее целью получение хромовых покрытий с более высокими свойствами. Сюда следует отнести работы по получению особенно твердых, износостойкиз и коррозионностойких покрытий посредством карбидизации слоя электролитического хрома в парах бензина при T = 1050 о . Большой интерес представляют работы по получению хромовых покрытий, хорошо удерживающих на поверхности смазку, что достигается наложением при хромировании переменного тока на постоянный. Для получения пористого хрома высокого качества большое значение имеют работы по осаждению пористых хромовых покрытий токами переменной полярности.
Таким образом, накопившихся к настоящему времени опыт по практическому применению хромирования и новые исследования в этой области создают предпосылки для совершенствования технологии процесса электролиза и дальнейшего улучшения свойств хрома.
7. ТЕХНИКА БЕЗОПАСНОСТИ.
При приготовлении электролита и эксплуатации ванны хромирования необходимо соблюдение правил техники безопасности. Хромовый электролит легко окисляет органические вещества, поражает кожу и слизистые оболочки дыхательных путей.
Рабочие, обслуживающие хромовые ванны, должны снабжаться резиновой спецодеждой: фартуками, перчатками и сапогами. Для предохранения глаз необходимо иметь защитные очки.
Ванна хромирования должна быть обеспечена безупречно действующей бортовой вентиляцией. Перед работой носовую полость необходимо смазывать мазью, состоящей из двух частей вазелина и одной части ланолина.
При попадании хромовой кислоты на кожу рук, образовавшееся темное пятно следует смыть раствором, состоящим из одной части спирта, одной части соляной кислоты и двух частей воды.
Хромировочный участок цеха должен быть снабжен песком и огнетушителями. Бензин, керосин, ветошь, целлулоид и т.п. горючие и легковоспламеняющиеся материалы допускается иметь на участке в количествах, необходимых лишь для текущей работы. Хранить их следует в металлических плотно закрывающихся ящиках.
8. ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА.
1. “Хромирование и железнение” авт. М.Б. Черкез.
Государственное научно-техническое издательство машиностроительной литературы.
2. “Краткий справочник гальванотехника” авт. А.М. Ямпольский и В.А. Ильин. Ленинград “Машиностроение” 1981г.
3. “Гальванические покрытия в машиностроении” Справочник. Москва “Машиностроение” 1985г.