Содержание
Копьевая резка металла
КИСЛОРОДНО-ФЛЮСОВАЯ КОПЬЕВАЯ РЕЗКА
Кислородно-флюсовое копье
Кислородно-флюсовая пробивка отверстий является совокупностью обычной техники кислородной пробивки с кислородно-флюсовым процессом; этот способ отличается от кислородно-флюсовой разделительной резки, тем что резак заменен специальным держателем, снабженным тонкостенной трубкой из малоуглеродистой стали соответствующей длины, через которую подают кислород и флюс, и используется для сверления и резки таких материалов и изделий, обработка которых ранее из-за их размера и жароустойчивости считалась невозможной или неэкономичной.
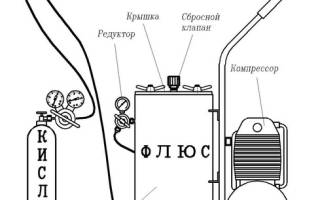
Для осуществления этого процесса необходимы кислород высокого давления, сжатый воздух или азот, трубчатое копье, флюсопитатель, копьедержатель, редуктор и шланги.
Флюсопитатели служат для подачи флюса в режущую струю. Азот или воздух от баллона или компрессора по шлангу поступает на вход редуктора, который установлен на флюсопитателе. Нажимным винтом редуктора устанавливается рабочее давление во флюсопитателе в пределах 0,5 — 1,0 кгссм 2 , которое контролируется по манометру на редукторе. С выхода редуктора флюсонесущий газ подается под уплотнительную крышку бачка, создавая давление над порошком, и в циклонную камеру. Из циклонной камеры смесь флюсонесущего газа и порошка через выходной штуцер и рукав поступает в копьедержатель, а затем через копье в зону пробивки отверстий или реза.
Количество флюса, подаваемого в копьедержатель, определяется величиной давления в бачке и зазором в циклонной камере.
Копьедержатель состоит из держателя трубы с фиксирующими винтами, смесителя, инжектора, корпуса с вентилями подачи.
В качестве копья рекомендуется применять трубу по ГОСТ 3262 или ГОСТ 8734 с наружным диаметром 16 мм, длиной от 3 до 6 м. Длина трубы зависит от местных условий работы. При необходимости изготовления очень глубоких отверстий можно одновременно работать двумя или несколькими трубками. кислорода и флюса, плотнительных колец, штуцеров подачи кислорода и порошка, клапана с разрывной мембраны.
Практика резки кислородно-флюсовым копьем
Для начала пробивки отверстий необходимо нагреть выходной конец трубы газовой горелкой или резаком до температуры воспламенения. Предварительный подогрев места начала реза не требуется. Конец трубки копья должен находиться на расстоянии 50-150 мм от поверхности обрабатываемого изделия. При меньшем расстоянии увеличивается интенсивность сгорания трубки. Расплавленный металл вытекает из отверстия в виде жидкотекучего шлака. При горизонтальном сверлении рекомендуется пробивать отверстие и держать копье под углом 5-10 0 , чтобы облегчить вытекание шлака. Кислородно-флюсовым копьем производят разделительную резку, перемещая его конец с одной стороны изделия на другую.
Кислородно-флюсовая пробивка отверстий копьем в металлургической промышленности
Обработка копьем отливок большого сечения
При помощи кислородно-флюсового копья можно удалять прибыли и литники с отливок из нержавеющей и малоуглеродистой сталей. Применяя копье, с поверхности отливок можно удалять песочины и другие дефекты.
Удаление из печи «козлов»
«Козлами» обычно называют остатки железа и стали в шлаковых камерах открытых мартеновских печей, металла и шлака в доменных, электрических печах и т.д. Эти «козлы» постепенно увеличиваются, и их нужно регулярно удалять из печи. Часто в их состав входят жаропрочные шлаки и цемент. Удаляют «козлы» с помощью кислородно-флюсовой резки копьем.
Пробивка леток в печах
Летки в доменных и сталеплавильных печах могут быть вскрыты в минимальное время кислородно-флюсовым копьем. Трубку копья для облегчения работы сгибают по плавной кривой. Такая форма не снижает эффективности копья. Давление кислорода обычно поддерживают приблизительно до 7 кгс/см 2 .
Пробивка копьем жаропрочных материалов
Кислородно-флюсовая резка применяется для разделения или сверления бетона и других жаропрочных материалов, особенно в тех случаях, когда не допускается шума и вибраций, вызываемых пневматическим инструментом и обычным сверлением. Для повышения температуры и мощности пламени обычно смешивают железный и алюминиевый порошки. Процесс при этом протекает медленнее, чем, например, пробивка чугуна, но кислорода и флюса расходуется больше. Расход жаростойких материалов при резке копьем изменяется в широких пределах в зависимости от состава материала и условий работы.
Это интересно: Резка кислородным копьём
Резка кислородным копьём
При частичном разрушении конструкций кроме механизированного инструмента (отбойных молотков, отрезных дисков) применяют установки термического воздействия — кислородное копье, порошково-кислородный резак и т.п.
Для прожигания отверстий в бетоне и железобетоне, а также для разделительной резки в промышленной практике используют кислородное или кислородно-порошковое копье.
Например, с помощью копьевой резки прожигались отверстия в бетонной плите, на которой был установлен реактор Чернобыльской атомной станции. Отверстия были необходимы для размещения датчиков, контролирующих температуру, радиационный фон и другие параметры в разрушенном реакторе.
Кислородное копье — стальная трубка необходимой длины, по которой пропускается кислород. Будучи предварительно нагретым до температуры 1350–1400 °С, рабочий конец копья после пуска кислорода начинает интенсивно окисляться (гореть), развивая температуру до 2000 °С. Для увеличения тепловой мощности копья внутрь трубки обычно закладывают стальные прутки, но иногда их прихватывают сваркой к наружной поверхности копья (рис. 1).
Для начального нагрева копья используют обычно посторонние источники нагрева, например сварочную дугу или подогревающее пламя резака. В начальный момент, при зажигании копья, давление кислорода устанавливают небольшим, не более 0,05 МПа (0,5 кгс/см2), после же воспламенения трубки и установления устойчивого процесса давление кислорода поднимают до рабочего.
В процессе горения копье непрерывно укорачивается, причем в зависимости от толщины прожигаемого материала длина сгоревшей части трубки копья может быть в 5–25 раз больше длины прожигаемого отверстия. Обычно процесс прожигания кислородным копьем отверстий производят без применения подогревающего пламени.
Особенность прожигания отверстий в бетоне и железобетоне состоит в том, что для поддержания материала в месте контакта с копьем в расплавленном состоянии копье необходимо прижимать к обрабатываемому бетону.
Порошково-кислородное (кислородно-флюсовое) копье представляет собой стальную трубку с проходящими по ней кислородом и флюсом — мелкодисперсной смесью металлических порошков (железного и алюминиевого).
Так же, как и при кислородном копье, рабочий конец порошково-кислородного копья в начале процесса нагревают источником теплоты до температуры 1350–1400 °С, после чего в копье подают кислород и флюс.
На выходе из копья порошок воспламеняется, образуя ярко светящийся факел длиной до 50 мм с температурой 4000 °С и выше. Направляя факел копья на поверхность обрабатываемого материала, ее расплавляют и кислородной струей удаляют образующиеся шлаки. При резке металлов наряду с расплавлением имеет место и окисление основного металла.
Отверстия в бетоне и железобетоне порошково-кислородным копьем прожигают обычно в горизонтальном или наклонном снизу вверх направлении. Диаметр образуемого порошковым копьем отверстия зависит от диаметра копья, наличия или отсутствия вращательных движений копья и от удельных расходов кислорода и флюса. В результате получаются отверстия приблизительно круглой формы и составляет 30–90 мм.
Разделительную резку начинают от края разрезаемого материала или от начального сквозного отверстия внутри контура. Сущность процесса состоит в том, что, направляя факел копья на поверхность разрезаемого материала и совершая копьем возвратно–поступательных движения по касательной к передней грани реза (рис. 2), расплавляют поверхность материала факелом и удаляют расплавленный материал и шлаки струей кислорода.
Углубляя постепенно копье в разрез, прорезают материал насквозь, т. е. осуществляют разделительную резку. Ширина образуемого щелевого разреза в зависимости от толщины материала и диаметра копья может составлять 25–70 мм.
Резка порошковым копьем возможна во всех пространственных положениях независимо от толщины материала (для бетона и железобетона в пределах 3–3,5 м).
Рис. 3. Резка бетона и железобетона толщиной до 300 мм:
а — при направлении копья сверху вниз; б — при горизонтальном направлении
Рис. 4. Резка бетона и железобетона толщиной более 200 мм:
а — в горизонтальной плоскости и вертикальном направлении; б — в вертикальной плоскости и горизонтальном направлении
Рис. 5. Резка бетона и железобетона в вертикальной плоскости и вертикальном направлении:
а — при толщине разрезаемого материала до 300 мм; б — при толщине разрезаемого материала более 200 мм
Рис. 6. Схема резки «участками» бетона и железобетона толщиной более 200 мм
Рис. 7. Схема послойной резки бетона и железобетона толщиной до 200–300 мм и послойной резки отдельных участков при толщине материала более 200 мм
При разделительной резке железобетона важно начало процесса. В простейшем случае резку железобетона начинают от внешней кромки. Однако в практике весьма часты случаи, когда процесс приходится начинать внутри контура железобетонной стены или перекрытия.
Для этого необходимо иметь начальное отверстие диаметром 70–100 мм, которое можно получить как кислородным, так и порошково–кислородным копьем. При порошково–копьевой резке применяют стальные водо–газопроводные трубки с внутренними диаметрами 10 и 15 мм (ГОСТ 3262).
Один из основных параметров режима резки — удельный расход кислорода — зависит от удельного расхода и состава флюса, сечения копья, насыщенности бетона арматурой, а также от толщины разрезаемого железобетона.
При порошково–копьевой разделительной резке железобетона с применением флюса, состоящего из 80–85% Fe и 15–20% Al (по объему), на окисление трубки копья и флюса ориентировочно расходуется до 40% кислорода. Остальное количество его идет на удаление образующихся шлаков и непроизводительные потери.
Коэффициент полезного действия процесса прожигания в большей мере зависит от толщины разрезаемого железобетона, с увеличением которой наблюдается более полное использование кислорода и флюса за счет увеличения времени протекания реакций окисления. Следовательно, удельный расход части кислорода, идущей на окисление трубки копья и флюса при разделительной порошково–копьевой резке, уменьшается с увеличением толщины железобетона.
Однако практически для лучшего удаления шлака при резке больших толщин железобетона давление кислорода увеличивают, в результате чего (при сохранении постоянства проходных сечений кислородопровода) удельный расход кислорода с увеличением толщины разрезаемого железобетона возрастает.
Давление кислорода определяет в основном степень трудности удаления шлака, зависящая, в свою очередь, от толщины железобетона и направления процесса резки.
Так, если при резке железобетона толщиной 1500 мм в вертикальном направлении сверху вниз рабочее давление кислорода составляет 0,6 МПа (6 кгс/см2), то при резке железобетона той же толщины в горизонтальном направлении оно должно составлять не менее 1 МПа (10 кгс/см2).
Однако во избежание чрезмерно большого охлаждающего действия струи и непроизводительных потерь кислорода давление его даже при резке в горизонтальном направлении бетона толщиной до 2000 мм не должно превышать 1,4 МПа (14 кгс/см2).
Большое влияние на производительность резки оказывает также удельный расход флюса, изменение которого в пределах 24–48 кг/ч и более (при резке железобетона толщиной 150–1500 мм) изменяет скорость резки до 25–30%.
Резка кислородным копьем, подводная и электрокислородная
Резка кислородным копьем
Резка кислородным копьем заключается в прожигании (сверлении) в металле отверстий струей кислорода, подаваемого по стальной трубке, конец которой, примыкающий к прорезаемому металлу, нагрет до температуры воспламенения в кислороде. Другим концом трубка присоединяется к рукоятке с вентилем для кислорода.
До начала резки конец трубки нагревают до температуры воспламенения. Это осуществляется сварочной горелкой, электрической дугой с угольным электродом или пропусканием тока от сварочной установки через трубку и угольную пластинку, положенную на изделие, подлежащее сверлению. Разогретая угольная пластинка воспламеняется при подаче в трубку кислорода под давлением 1-2 кгс/см 2 и обеспечивает подогрев конца трубки до ее воспламенения. Затем давление кислорода повышают до 5-6 кгс/см 2 и конец трубки прижимают к прожигаемому изделию. Далее горение трубки и обрабатываемого металла осуществляется без какого-либо дополнительного источника тепла; по мере сгорания трубки и прожигания отверстия трубка подается вперед. Сгоревшая трубка заменяется новой.
Наибольшие трудности при сверлении кислородным копьем представляет удаление шлака из отверстия. Наиболее легко шлак удаляется при резке снизу вверх, когда шлак стекает под действием силы тяжести в просвет (зазор) между трубкой и стенками отверстия, которое имеет при этом больший диаметр, чем трубка. Хуже стекает шлак при наклонном расположении прожигаемого отверстия (снизу вверх), однако такое расположение при резке копьем является более удобным. Возможно выполнение резки и при горизонтальном расположении прожигаемого отверстия (рис. 126).
Для получения отверстий круглой формы копье в процессе резки поворачивают попеременно на пол-оборота в обе стороны.
Материалом копья являются трубки из низкоуглеродистой стали, лучше толстостенные, например 17 /8, 19 /6. Для уменьшения расхода трубок и получения надлежащего проходного сечения для кислорода внутрь трубок закладываются сплошные проволоки диаметром около 5 мм.
Ориентировочные режимы резки кислородным копьем по данным МВТУ им. Баумана приведены в табл. 26.
Возможна флюсо-кислородная резка копьем. В этом случае внутрь стальной трубки вместе с кислородом подается порошкообразный флюс. При резке трубка диаметром V3-V2» не опирается на прожигаемый металл, а поддерживается на некотором расстоянии (50-100 мм) от изделия.
При резке копьем закаливающихся сталей для предотвращения образования трещин рекомендуется общий предварительный подогрев заготовки до 300° С. При резке углеродистых сталей с содержанием С менее 0,4% подогрев не нужен.
Резка копьем применяется для вырезки козлов в металлургическом производстве, удаления прибылей стального литья, образования осевых отверстий в поковках, глубоких отверстий при подрывных работах, отверстий в заготовках большой толщины для последующей разделительной кислородной резки и в других случаях. Находит применение и резка копьем изделий из железобетона.
Подводная кислородная резка
При выполнении судоремонтных, судоподъемных, аварийно-спасательных, восстановительных и строительных работ в ряде случаев применяется подводная кислородная резка.
Нагрев металла при резке под водой обеспечивается путем создания газового пузыря, оттесняющего воду как от пламени, так и от нагреваемого участка металла. В качестве газов для создания такого пузыря могут использоваться неконденсирующиеся в воде газы: азот, кислород, воздух, окись углерода и углекислый газ.
Газовый пузырь образуется под специальным колпаком, смонтированным на рабочем конце резака, в результате создания давления газов, превосходящего по величине гидростатическое давление на данной глубине. Необходимость применения высоких давлений (например, при глубине 15 м более 1,5 кгс/см 2 ) ограничивает применение ацетилена, поэтому в качестве горючих в этом случае используют водород или бензин.
Применение водородно-кислородного подогревательного пламени обеспечивает наилучшее качество резки под водой. Однако в связи с тем, что вода обусловливает весьма интенсивный тепло-отвод, мощность подогревательного пламени под водой должна быть в 5-10 раз больше, чем при резке на воздухе, с соответственным увеличением расхода горючего. Поэтому более удобным является использование в качестве горючего бензина.
Бензино-кислородные горючие смеси для резки под водой создаются без применения испарителей, которые себя в этих условиях не оправдали. Рациональным оказалось применение распылителей бензина (кислородом — по принципу моторного топлива), дающих устойчивое пламя. На рис. 127 представлена конструкция бензореза для резки под водой.
Для зажигания пламени под водой используются специальные электрические запалы, при помощи которых резчик путем замыкания запала на наконечник вызывает искры и воспламенение смеси. Для подводной резки применяется установка БУПР. Рампа кислородных баллонов, бачок с бензином, баллоны с азотом и пульт управления установки располагаются над водой. Техническая характеристика БУПР приведена в табл. 27.
Избыточный бензин, всплывая на поверхность воды, может воспламеняться, поэтому бензокислородная резка неприменима в мелких водоемах и замкнутых пространствах.
Кислородная резка с подогревательным пламенем может использоваться под водой для разделения сплошного металла и пакетов. При суммарной толщине металла до 30 мм можно применять электродуговую резку плавящимся электродом, хотя качество реза при этом значительно хуже. Пакеты также можно прорезать и способом подводной электрокислородной резки, получившим значительное развитие и применение в последнее время.
Электрокислородная резка
Принцип электрокислородной резки заключается в использовании подогревающего действия электрической дуги, горящей между полым стержневым электродом и разрезаемым изделием, и сжигании нагретого металла кислородом, поступающим под необходимым давлением по осевому каналу электрода. Держатель, который применяется в этом случае, обеспечивает электрический контакт с электродом и подачу кислорода.
Для электрокислородной подводной резки применяются как плавящиеся, так и неплавящиеся электроды.
Плавящиеся электроды изготовляются из трубок с наружным диаметром 8 мм, толщиной стенок 2-2,5 мм и длиной около 400 мм. На поверхность такой трубки наносится водоупорное покрытие, которое при плавлении электрода образует чехол, позволяющий опирать электрод на разрезаемое изделие в процессе резки.
Процесс является удобным для работы под водой, в связи с тем, что у водолаза при этом занята только одна рука, но требует большого расхода электродов (
1 шт/мин) и значительного вспомогательного времени на их смену (около 1 мин/шт). В настоящее время имеются специальные установки для подводной резки, обеспечивающие автоматическое снятие напряжения с держателя при гашении дуги, выключение и включение кислорода в зависимости от горения или перерыва в горении дуги.
Для электрокислородной подводной резки разработаны карборундовые электроды, которые могут проработать без замены до 40 мин. Однако электрокислородная резка карборундовыми электродами позволяет резать металл толщиной только до 15 мм.
Электрокислородная резка в некоторых случаях применяется не только под водой, но и в обычных условиях. Так, например, при резке на воздухе в качестве неплавящегося электрода могут применяться угольные, а лучше графитовые электроды. Кислород, проходящий по осевому каналу такого электрода, приводит к воспламенению углерода вблизи нагретого дугой конца, что, в свою очередь, подогревает струю кислорода. Поэтому оказывается возможным выполнять резку даже при прерывистом горении дуги, причем в период отсутствия дуги металл толщиной около 10-12 мм можно прорезать непосредственно кислородной струей на длине реза около 150 мм.
Электрокислородная резка не обеспечивает такого высокого качества кромок, как газокислородная, и поэтому применяется только там, где не требуется чистоты реза и где имеются затруднения с горючим для газовой резки. В последнее время находит применение способ электровоздушной резки, когда расплавляемый дугой металл выдувается струей воздуха, подаваемого под соответствующим давлением. В настоящее время для резки, особенно цветных металлов, широкое применение находит механизированная (реже ручная) плазменная резка выплавлением.
Автор: Администрация Общая оценка статьи: Опубликовано: 2012.06.08
Резка кислородным копьём
При частичном разрушении конструкций кроме механизированного инструмента (отбойных молотков, отрезных дисков) применяют установки термического воздействия — кислородное копье, порошково-кислородный резак и так далее.
Для прожигания отверстий в бетоне и железобетоне, а также для разделительной резки в промышленной практике используют кислородное или кислородно-порошковое копье.
Например, с помощью копьевой резки прожигались отверстия в бетонной плите, на которой был установлен реактор Чернобыльской атомной станции. Отверстия были необходимы для размещения датчиков, контролирующих температуру, радиационный фон и другие параметры в разрушенном реакторе.
Кислородное копье — стальная трубка необходимой длины, по которой пропускается кислород. Будучи предварительно нагретым до температуры 1350–1400 °С, рабочий конец копья после пуска кислорода начинает интенсивно окисляться (гореть), развивая температуру до 2000 °С. Для увеличения тепловой мощности копья внутрь трубки обычно закладывают стальные прутки, но иногда их прихватывают сваркой к наружной поверхности копья (рис. 1).
Рис. 1. Прутковые копья
Для начального нагрева копья используют обычно посторонние источники нагрева, например сварочную дугу или подогревающее пламя резака. В начальный момент, при зажигании копья, давление кислорода устанавливают небольшим, не более 0,05 МПа (0,5 кгс/см 2 ), после же воспламенения трубки и установления устойчивого процесса давление кислорода поднимают до рабочего.
В процессе горения копье непрерывно укорачивается, причем в зависимости от толщины прожигаемого материала длина сгоревшей части трубки копья может быть в 5–25 раз больше длины прожигаемого отверстия. Обычно процесс прожигания кислородным копьем отверстий производят без применения подогревающего пламени.
Особенность прожигания отверстий в бетоне и железобетоне состоит в том, что для поддержания материала в месте контакта с копьем в расплавленном состоянии копье необходимо прижимать к обрабатываемому бетону с силой до 300–500 Н (30–50 кгс), преодолевая сопротивление густоплавких шлаков.
Последнее вызвано тем, что бетон, состоящий из оксидов (Al2O3, CaO и SiО2), кислородной струей не окисляется и теплоты не выделяет, в связи с чем быстро застывает при удалении от его поверхности горящего конца копья. Поэтому прожигать отверстия в бетоне и других неметаллических материалах следует без возвратно–поступательных движений копья, а лишь периодически поворачивая копье на угол 10–15° в обе стороны.
Порошково-кислородное (кислородно-флюсовое) копье представляет собой стальную трубку с проходящими по ней кислородом и флюсом — мелкодисперсной смесью металлических порошков (железного и алюминиевого).
Так же, как и при кислородном копье, рабочий конец порошково-кислородного копья в начале процесса нагревают источником теплоты до температуры 1350–1400 °С, после чего в копье подают кислород и флюс.
На выходе из копья порошок воспламеняется, образуя ярко светящийся факел длиной до 50 мм с температурой 4000 °С и выше. Направляя факел копья на поверхность обрабатываемого материала, ее расплавляют и кислородной струей удаляют образующиеся шлаки. При резке металлов наряду с расплавлением имеет место и окисление основного металла.
В отличие от кислородного порошково-кислородное копье во избежание закупорки его шлаком не прижимают к прожигаемому материалу, а выдерживают на расстоянии 30–50 мм от торца образуемого отверстия. Достигается это периодической с интервалом в несколько секунд подачей копья вперед до упора в торец отверстия.
Промежутки времени между очередными подачами копья вперед зависят от скорости сгорания трубки копья. В процессе прожигания отверстий копью иногда придают вращательные движения, поворачивая его рукой на угол 10–15° в обе стороны.
Отверстия в бетоне и железобетоне порошково-кислородным копьем прожигают обычно в горизонтальном или наклонном снизу вверх направлении. Диаметр образуемого порошковым копьем отверстия зависит от диаметра копья, наличия или отсутствия вращательных движений копья и от удельных расходов кислорода и флюса. В результате получаются отверстия приблизительно круглой формы и составляет 30–90 мм.
Разделительную резку начинают от края разрезаемого материала или от начального сквозного отверстия внутри контура. Сущность процесса состоит в том, что, направляя факел копья на поверхность разрезаемого материала и совершая копьем возвратно–поступательных движения по касательной к передней грани реза (рис. 2), расплавляют поверхность материала факелом и удаляют расплавленный материал и шлаки струей кислорода.
Углубляя постепенно копье в разрез, прорезают материал насквозь, т. е. осуществляют разделительную резку. Ширина образуемого щелевого разреза в зависимости от толщины материала и диаметра копья может составлять 25–70 мм.
Рис. 2. Разделительная порошково–копьевая резка в нижнем положении
Резка порошковым копьем возможна во всех пространственных положениях независимо от толщины материала (для бетона и железобетона в пределах 3–3,5 м).
В зависимости от толщины разрезаемого железобетона резку можно выполнять по одной из схем, представленных на рис. 3–5. Так, при толщине железобетона до 300 мм, когда ванна расплавленного бетона и шлака на поверхности передней грани реза может поддерживаться на всей длине этой грани в жидком состоянии, резку целесообразно проводить по схемам рис. 3.
В этом случае копье совершает возвратно–поступательные движения на всю толщину разрезаемого материала, смывая расплавленный бетон в шлаки. Резка железобетона большей толщины этим способом не может быть производительной, так как жидкая ванна шлака на передней грани (длина которой может составлять не более 300 мм) по мере продвижения копья в глубь железобетона застывает.
Последнее вызывает необходимость повторного разогрева передней грани реза до расплавления, что сильно снижает производительность процесса.
Рис. 3. Резка бетона и железобетона толщиной до 300 мм:
а — при направлении копья сверху вниз; б — при горизонтальном направлении
Для лучшего удаления шлака из образуемого разреза и достижения большей производительности резку железобетона толщиной более 300 мм следует проводить по схемам рис. 4.
В этом случае резку начинают от нижней (рис. 4, а) или боковой, задней (рис. 4, б) поверхности разрезаемого железобетона, причем для поддержания шлаковой ванны на всей длине в жидком состоянии максимальная длина передней грани реза не должна превышать 300 мм. Сказанное в полной мере относится к резке в вертикальной плоскости и вертикальном направлении (рис. 5).
Рис. 4. Резка бетона и железобетона толщиной более 200 мм:
а — в горизонтальной плоскости и вертикальном направлении;
б — в вертикальной плоскости и горизонтальном направлении
Рис. 5. Резка бетона и железобетона в вертикальной плоскости и вертикальном направлении:
а — при толщине разрезаемого материала до 300 мм;
б — при толщине разрезаемого материала более 200 мм
Резку железобетона толщиной более 200 мм по схемам рис. 4, 5 осуществляют участками (рис. 6). Резку в пределах одного участка выполняют послойно (рис. 7).
Рис. 6. Схема резки «участками» бетона и железобетона толщиной более 200 мм
Рис. 7. Схема послойной резки бетона и железобетона толщиной до 200–300 мм и послойной резки отдельных участков при толщине материала более 200 мм
При разделительной резке железобетона важно начало процесса. В простейшем случае резку железобетона начинают от внешней кромки. Однако в практике весьма часты случаи, когда процесс приходится начинать внутри контура железобетонной стены или перекрытия.
Для этого необходимо иметь начальное отверстие диаметром 70–100 мм, которое можно получить как кислородным, так и порошково–кислородным копьем. При порошково–копьевой резке применяют стальные водо–газопроводные трубки с внутренними диаметрами 10 и 15 мм (ГОСТ 3262).
Один из основных параметров режима резки — удельный расход кислорода — зависит от удельного расхода и состава флюса, сечения копья, насыщенности бетона арматурой, а также от толщины разрезаемого железобетона.
При порошково–копьевой разделительной резке железобетона с применением флюса, состоящего из 80–85% Fe и 15–20% Al (по объему), на окисление трубки копья и флюса ориентировочно расходуется до 40% кислорода. Остальное количество его идет на удаление образующихся шлаков и непроизводительные потери.
Коэффициент полезного действия процесса прожигания в большей мере зависит от толщины разрезаемого железобетона, с увеличением которой наблюдается более полное использование кислорода и флюса за счет увеличения времени протекания реакций окисления. Следовательно, удельный расход части кислорода, идущей на окисление трубки копья и флюса при разделительной порошково–копьевой резке, уменьшается с увеличением толщины железобетона.
Однако практически для лучшего удаления шлака при резке больших толщин железобетона давление кислорода увеличивают, в результате чего (при сохранении постоянства проходных сечений кислородопровода) удельный расход кислорода с увеличением толщины разрезаемого железобетона возрастает.
Давление кислорода определяет в основном степень трудности удаления шлака, зависящая, в свою очередь, от толщины железобетона и направления процесса резки.
Так, если при резке железобетона толщиной 1500 мм в вертикальном направлении сверху вниз рабочее давление кислорода составляет 0,6 МПа (6 кгс/см 2 ), то при резке железобетона той же толщины в горизонтальном направлении оно должно составлять не менее 1 МПа (10 кгс/см 2 ).
Однако во избежание чрезмерно большого охлаждающего действия струи и непроизводительных потерь кислорода давление его даже при резке в горизонтальном направлении бетона толщиной до 2000 мм не должно превышать 1,4 МПа (14 кгс/см 2 ).
Большое влияние на производительность резки оказывает также удельный расход флюса, изменение которого в пределах 24–48 кг/ч и более (при резке железобетона толщиной 150–1500 мм) изменяет скорость резки до 25–30%.
Материал статьи представлен только для ознакомления с данной технологией производства работ.
В данный момент ЧУП «ДОЛБО» не использует описываемый выше метод в своей работе.
Копьевая резка металла
Крупнейшая коллекция рефератов
Вы можете воспользоваться поиском готовых работ или же получить помощь по подготовке нового реферата практически по любому предмету. Также вы можете добавить свой реферат в базу.
Плазменно-дуговой резкой обычно разрезают нержавеющие и углеродистые стали толщиной до 40 мм, чугун до 90 мм, алюминий и его сплавы до 300 мм, медь и ее сплавы до 80 мм. Для больших толщин указанных металлов (кроме алюминия и его сплавов) этот способ применяется значительно реже, так как экономичнее использовать другие способы резки (кислородную, кислородно-флюсовую).
Плазменно-дуговая резка может производиться вручную и с помощью газорезательных машин. Установка включает баллоны с газами, источник постоянного тока, распределительное устройство для управления процессом и резак. Второй провод от источника тока подключают к разрезаемому металлу.
При плазменной резке обрабатываемый материал не включается в электрическую цепь дуги. Острое кинжалообразное пламя дуговой плазмы используют для расплавления обрабатываемого материала, при сварке и резке металлов, в том числе тугоплавких, а также при резке и плавлении неэлектропроводных материалов.
Наиболее эффективно резка протекает при использовании смеси 80% аргона и 20% азота. При резке нержавеющей стали толщиной 5 мм током 300 А скорость резки достигает 65 м/ч. Резку ведут при минимальном зазоре между мундштуком и металлом, в некоторых случаях даже касаясь торцом мундштука поверхности металла. Рез получается очень узкий, равный вверху диаметру канала сопла.
В нижней части ширина реза меньше, чем в верхней. Дугу возбуждают кратковременным касанием концом электрода кромок сопла, для чего в головке имеется устройство для осевого перемещения электрода вниз. Сначала в мундштук пускают газ, затем опусканием электрода возбуждают дугу. В первоначальное положение электрод возвращается под действием пружины. Резка производится ручным способом или механизированным, на резательных машинах, применяемых для плазменно-дуговой резки.
Кислородно-дуговую резку применяют для углеродистой стали. Металл расплавляется электрической дугой, а струя кислорода служит для сжигания металла и выдувания шлаков из места разреза. В качестве электродов используют стальные трубки наружным диаметром 8 мм, длиной 340—400 мм, изготовляемые протяжкой из стальной полосы. Снаружи трубки-электроды покрывают обмазкой для устойчивости горения дуги. При резке электрод опирают концом о поверхность металла под углом к ней 80—85°, с наклоном в сторону направления резки. Образующийся на конце электрода козырек из обмазки обеспечивает необходимую длину дуги при резке.
Недостатком стальных электродов является их большой расход вследствие быстрого сгорания—за 40—50 сек. Более стойкими являются керамические трубчатые электроды из карбида кремния (карборунда) или карбида бора, покрытые металлической оболочкой и обмазкой. Карборундовый электрод диаметром 12 мм и длиной 300 мм может работать 30—40 мин при токе 300—350 А. Недостатком керамических электродов является их высокая стоимость. Трубчатые электроды можно применять при вырезке отверстий в стали толщиной до 100 мм, резке профильного проката, пакетной резке листов и других работах.
Применяют также последовательно-струйный способ кислородно-дуговой резки стали толщиной до 50 мм. При этом способе к обычному электрододержателю для дуговой сварки присоединяют резательную приставку, с помощью которой подается струя кислорода на металл, расплавленный дугой. При резке мундштук перемещают вслед за Электродом. Резка этим способом может производиться на постоянном или переменном токе. Для этого способа резки пригодны электроды любых марок, Можно использовать также углеродистую проволоку любой марки диаметром 5 мм, покрытую обмазкой из 20% мела и 80% каменноугольного шлака. При диаметре проволоки 5 мм ток берут 200 — 250 А. Качество реза и производительность при этом способе резки примерно такие же, как при ручной ацетилено-кислородной резке.
Для подводной резки применяют специальные резаки, работающие на газообразном горючем (водороде) или на жидком горючем (бензине).
В головке водородно-кислородного резака по центральному каналу мундштука поступает режущий кислород, а по кольцевому каналу между мундштуками идет водородно-кислородная смесь, образующая подогревательное пламя. Снаружи мундштука имеется колпак, через который проходит сжатый воздух, образующий пузырь вокруг пламени, предохраняющий его от соприкосновения с водой. Пламя резака зажигается над водой, затем в мундштук подается сжатый воздух и резак опускают под воду.
Головка бензино-кислородного резака имеет распылитель, через отверстие которого в камеру подается кислород, а через другие отверстия — бензин. Испаряясь в камере, бензин с кислородом образует горючую смесь, которая выходит через отверстие в донышке и сгорает. Режущая струя кислорода подается через центральный канал. Газообразные продукты сгорания своим давлением оттесняют воду от пламени и не дают ему погаснуть.
Водородно-кислородным резаком можно разрезать сталь толщиной до 70 мм под водой на глубине до 30 м. При этом наибольшее давление газов перед резаком составляет в кгс/см2: кислорода 6,6, водорода 5,5 и воздуха. 5.
Способ копьевой резки применяют для резания низкоуглеродистой и нержавеющей стали и чугуна большой толщины, а также при резка железобетона. Толщина стальных болванок, разрезаемых кислородным копьём, может достигать нескольких метров. Применяют два основных способа копьевой резки: кислородным и кислородно-порошковым копьём (кислородно-флюсовая резка).
Прожигание отверстий в разрезаемой болванке из стали или чугуна или в железобетоне производится концом стальной трубки (копья), в которую непрерывно подаётся кислород под давлением. Необходимая для процесса теплота создаётся при сгорании конца трубки и железа обрабатываемой болванки.
В начале процесса конец трубки нагревается до температуры воспламенения горелкой или электрической угольной дугой. Давление кислорода в начале процесса равно 2— 3 кгс/см2, а когда рабочий конец копья углубится в металл до 30—50 мм, давление кислорода увеличивают до 8—15 кгс/см2, в зависимости от толщины прожигаемого металла. Во избежание приваривания нагретого конца копья к стенке отверстия копьем периодически производят возвратно-поступательные движения в пределах 100—150 мм, поворачивая на оборота в обе стороны. При прожигании отверстий в железобетоне приваривание копья исключено, поэтому им делают только вращательные движения.
В качестве копья используют стальную газовую трубку диаметром , внутри которой заложены 3—4 шт. малоуглеродистой проволоки диаметром 5 мм. Эти проволоки при сгорании конца копья увеличивают количество выделяющегося тепла в месте резки. Кислород в трубку-копье подводится от рампы баллонов по шлангу с внутренним диаметром 13 мм, присоединяемым к трубке через копьедержатель с цанговым или болтовым зажимом.
При порошково-кислородной копьевой резке в трубку-копье после нагрева его конца и подачи кислорода начинают подавать порошкообразный флюс, который по выходе из трубки сгорает, образуя пламя длиной 100—150 мм с температурой около 3500—4000° С. При резке и прожигании отверстий конец копья в этом случае держат на расстоянии 30—100 мм от стенки (дна) прожигаемого отверстия. В качестве флюса используют смесь из 80% железного и 20% алюминиевого порошка.
Перемещая копье в горизонтальном или вертикальном направлении, этими способами можно не только прожигать отверстия, но и производить разрезку болванок, отрезку прибылей литья, вырезку отверстий в железобетонных, кирпичных и каменных строительных конструкциях.
Процесс резки может быть механизирован. Технология и режимы процесса, конструкции копьедержателей, а также установки для ручной и механизированной кислородной и кислородно-порошковой копьевой резки разработаны в сварочной лаборатории МВТУ им. Баумана.