Содержание
- Электромагнитные плиты для шлифовальных станков
- Как сделать мощный электромагнит
- Классификация и технические характеристики магнитных плит
- Общие сведения о конструкции
- Технические параметры
- Как сделать индукционный нагреватель своими руками?
- Инструкция по изготовлению
- Блиц-советы
- Мощная электромагнитная плита своими руками.
Электромагнитная плита своими руками
Электромагнитные плиты для шлифовальных станков
На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).
При пропускании постоянного тока через катушки 6 все участки наружной поверхности крышки (зеркала), окруженные немагнитными прослойками, являются одним полюсом (например, северным); вся же остальная поверхность плиты — другим полюсом (например, южным). Обрабатываемая деталь 7, перекрывающая в любом месте немагнитную прослойку, замыкает магнитный поток одного из полюсов 2 и поэтому притягивается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние между полюсами 2 желательно делать как можно меньшим. Однако это осуществить трудно, так как между полюсами должны быть размещены витки двух катушек 6. Поэтому для закрепления мелких деталей применяют электромагнитные плиты с пазами, заполненными немагнитным материалом (рис. 2).
Эта плита имеет только одну катушку 2. Корпус 1 плиты накрыт толстой стальной крышкой 3 с близко расположенными немагнитными пазами 4. При размещении на поверхности плиты небольшой обрабатываемой детали 5 часть магнитного потока катушки замкнется через крышку 3 ниже пазов, а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет через деталь, обеспечивая ее притяжение. Так как через деталь проходит только часть магнитного потока, сила притяжения этих плит ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-поступательного движения, широкое распространение получили вращающиеся электромагнитные плиты, обычно называемые электромагнитными столами.
Рис. 1. Электромагнитная плита
Рис. 2. Электромагнитная плита для мелких деталей
Рис. 3. Стол с неподвижными электромагнитами
Рис. 4. Включение электромагнитной плиты
В промышленности применяются также столы с неподвижными электромагнитами (рис. 3). Корпус 1 стола вращается над неподвижными электромагнитами 2, расположенными по окружности. Когда через обмотку 3 протекает постоянный ток, магнитный поток замыкается (как указано на рис. 3 штриховой линией), обеспечивая притяжение детали.
Электромагнитные столы этого типа помимо немагнитных пазов, расположенных по концентрическим окружностям, имеют сквозные радиальные немагнитные прослойки, разделяющие корпус стола и его рабочую поверхность на секторы, не имеющие магнитной связи один с другим. Если электромагниты 2 расположить не по всей окружности, то у такого стола образуется сектор, на котором детали не будут закреплены и могут быть легко сняты. Стол с неподвижными электромагнитами опирается на кольцевые направляющие, изготовленные из немагнитного материала (обычно бронзы). Это исключает возможность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты: Сила притяжения электромагнитных плит колеблется в пределах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно соединяют последовательно. Реже применяют их переключение с последовательного на параллельное соединение, используя 110 В при параллельном соединении катушек и 220 В при последовательном. Мощность, потребляемая электромагнитными плитами, составляет 100—300 Вт. В качестве источника питания электромагнитных плит обычно применяют селеновые выпрямители. В комплект выпрямителя входят трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 4. Если переключатель ПП находится в указанном на схеме положении, привод движения стола (и вращения круга, если это требуется) может быть пущен в ход лишь при включенной электромагнитной плите. В этом случае обмотка электромагнитной плиты ЭП получает питание от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ, замыкающий контакт которого включен последовательно с катушкой контактора 1К. Если вследствие какой-либо аварии питание электромагнитной плиты прекратится, реле тока РТ своим контактом разорвет цепь катушки 1К, и двигатель вращения стола (часто и шлифовального круга) отключается. Поворот переключателя ПП дает возможность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты при ее отключении в данном случае исключена. Цепь обмотки после отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали после их обработки часто бывает трудно снять с плиты. Для облегчения съема деталей через обмотку электромагнитной плиты после окончания обработки пропускают небольшой ток противоположного направления. Для подвода тока к плите при небольшой длине ее хода обычно применяют специальный гибкий провод в резиновой оболочке.
При поступательном движении плиты на более значительное расстояние применяют медные шины со скользящими по ним щеткам. У тяжелых станков используют троллейные провода. К электромагнитным столам ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств применяют плиты с постоянными магнитами. Для таких плит не требуется источников питания, и поэтому не может быть внезапного срыва деталей с поверхности плиты при перебое в электроснабжении. Кроме того, плиты с постоянными магнитами более надежны в эксплуатации.
Рис. 5. Плита с постоянными магнитами
Рис. 6. Магнитное приспособление
Рис. 7. Демагнетизатор
Плита (рис. 5, а) имеет корпус 4, внутри которого расположен пакет из постоянных магнитов 2. Между магнитами помещены бруски мягкого железа 1, отделенные от магнитов прокладками 6 из немагнитного материала. Пакет стянут латунными болтами 8. Он опирается на основание 3 из мягкой стали, а сверху накрыт плитой 5 также из мягкой стали. Плита 5 имеет немагнитные прослойки, отделяющие части ее поверхности, находящиеся над полюсами. Корпус 4 плиты выполнен из силумина или немагнитного чугуна. Стальная заготовка 7, положенная на плиту 5, притягивается находящимися под ней полюсами. Магнитные потоки полюсов замыкаются, как показано штриховой линией на рис 5, а.
Для съема детали с электромагнитной плиты полюсный пакет сдвигают. В таком положении полюсов их магнитные потоки замыкаются, минуя деталь 7 (штриховая линия на рис. 5, б). При этом деталь может быть легко снята. Пакет перемещается вручную с помощью эксцентрика, не показанного на рисунке.
Внутреннюю полость плиты заполняют вязкой антикоррозионной смазкой, которая уменьшает усилие, необходимое для смещения блока с магнитами. В промышленности применяют стационарные, поворотные, синусные, разметочные, шабровочные и другие плиты с постоянными магнитами.
Магнитное приспособление для поперечного сверления валиков изображено на рис. 6. Если постоянный магнит 2 находится в положении, показанном на рис. 6, деталь закреплена и приспособление притянуто к стальному столу станка. При повороте магнита 2 на 90° магнитный поток замыкается через стальные части 1 и 3 корпуса приспособления, и притяжение детали и приспособления прекращается.
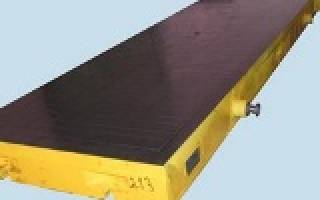
Рис. 8 Шлифовальный станок с электромагнитной плитой
Приспособления с постоянными магнитами употребляют также в качестве основания стойки индикатора, светильника, арматуры охлаждающей жидкости, правильного устройства и т. д. После разборки приспособления с постоянными магнитами требуют намагничивания на специальной установке.
Плиты с такими магнитами отличаются высокой силой притяжения. На фрезерных, строгальных и других станках применяют ферритные керамические постоянные магниты.
Для уничтожения остаточного магнетизма обработанных деталей употребляют специальные демагнетизаторы. Демагнетизатор, показанный на рис. 7, предназначен для размагничивания деталей массового производства (колец шарикоподшипников). Детали скользят по наклонному мостику 1 из немагнитного материала. При этом они проходят внутри катушки 2, питаемой переменным током, и, подвергаясь перемагничиванию переменным полем, теряют остаточный магнетизм. Интенсивность поля ослабевает по мере удаления движущейся детали от катушки 2. Эти аппараты устанавливают непосредственно на станках.
Как сделать мощный электромагнит
Электромагнит – это магнит, который работает (создаёт магнитное поле) только при протекании через катушку электрического тока. Чтобы сделать мощный электромагнит, нужно взять магнитопровод и обмотать его медной проволокой и просто пропустить ток по этой проволоке. Магнитопровод начнет намагничиваться катушкой и начнет притягивать железные предметы. Хотите мощный магнит – поднимайте напряжение и ток, экспериментируйте. А чтобы не мучится и не собирать магнит самому, можно просто достать катушку с магнитного пускателя (они бывают разные, на 220В/380В). Достаете эту катушку и внутрь вставляем кусок любой железяки (например, обычный толстый гвоздь) и включаем в сеть. Вот это будет по-настоящему не плохой магнит. А если у вас нет возможности достать катушку с магнитного пускателя, то сейчас рассмотрим, как сделать электромагнит самому.
Для сборки электромагнита вам понадобятся проволока, источник постоянного тока и сердечник. Теперь берем наш сердечник и мотаем медную проволоку на него (лучше виток витку, а не в навал – увеличится коэффициент полезного действия). Если хотим сделать мощный электро магнит, то мотаем в несколько слоев, т.е. когда намотали первый слой, переходим во второй слой, а потом мотаем третий слой. При намотке учитывайте, что то, что вы намотаете, эта катушка имеет реактивное сопротивление, и при протекании через эту катушку будет проходить меньший ток при большом реактивном сопротивлении. Но тоже учитывайте, нам нужен и важен ток, потому, что мы будем током намагничивать сердечник, который служит в качестве электро магнита. Но большой ток сильно будет нагревать катушку, по которой протекает ток, так что соотнесите эти три понятия: сопротивление катушки, ток и температура.
При намотке провода выберите оптимальную толщину медной проволоки (где-то 0,5 мм). А можете и поэкспериментировать, учитывая, что чем меньше сечение проволоки, тем больше будет реактивное сопротивление и соответственно ток протекать будет меньший. Но если вы будите мотать толстым проводом (примерно 1мм), было бы не плохо, т.к. чем толще проводник, тем сильнее магнитное поле вокруг проводника и плюс ко всему будет протекать больший ток, т.к. реактивное сопротивление будет меньше. Так же ток будет зависеть и от частоты напряжения (если от переменного тока). Так же стоит сказать пару слов о слоях: чем больше слоев, тем больше магнитное поле катушки и тем сильнее будет намагничивать сердечник, т.к. при наложении слоев магнитные поля складываются.
Хорошо, катушку намотали, и сердечник внутрь вставили, теперь можно приступить к подаче напряжения на катушку. Подаем напряжение и начинаем увеличивать его (если у вас блок питания с регулировкой напряжения, то плавно поднимайте напряжение). Следим при этом чтобы наша катушка не грелась. Подбираем напряжение такое, чтобы при работе катушка была слегка теплой или просто теплой – это будет номинальный режим работы, а так же можно будет узнать номинальный ток и напряжение, замерив на катушке и узнать потребляемую мощность электромагнита, перемножив ток и напряжение.
Если вы собираетесь включать от розетки 220 вольт электромагнит, то вначале обязательно измерьте сопротивление катушки. При протекании через катушку тока в 1 Ампер сопротивление катушки должно быть 220 ом. Если 2 Ампера, то 110 Ом. Вот как считаем ТОК=напряжение/сопротивление= 220/110= 2 А.
Все, включили устройство. Попробуйте поднести гвоздик или скрепку – она должна притянуться. Если плохо притягивается или очень плохо держится, то домотайте слоев пять медной проволки: магнитное поле увеличится и сопротивление увеличится, а если сопротивление увеличится, то номинальные данные электро магнита изменятся и нужно будет перенастроить его.
Если хотите увеличить мощность магнита, то возьмите подковообразный сердечник и намотайте провод на две стороны, таким образом получится манит-подкова состоящий из сердечника и 2-ух катушек. Магнитные поля двух катушек сложатся, а значит, магнит в 2 раза будет работать мощнее. Большую роль играет диаметр и состав сердечника. При малом сечении получится слабый электромагнит, хоть если мы и подадим высокое напряжение, а вот если увеличим сечение сердечка, то у нас выйдет не плохой электромагнит. Да если еще сердечник будет из сплава железа и кобальта (этот сплав характеризуется хорошей магнитной проводимостью), то проводимость увеличится и за счет этого сердечник будет лучше намагничиваться полем катушки.
Классификация и технические характеристики магнитных плит
Одним из основных компонентов шлифовального станка является фиксирующий элемент, с помощью которого происходит крепление заготовки для дальнейшей обработки. Наряду с механическими узлами широкое распространение получила плита магнитная, которая отличается от аналогов не только надежностью, но и хорошими эксплуатационными свойствами.
Общие сведения о конструкции
Главным преимуществом магнитных плит является хороший показатель фиксации заготовки, а также их относительно небольшие размеры. Для комплектации станков применяются два типа: электромагнитные и магнитные. Они имеют существенные конструктивные различия.
Плита имеет достаточно простой принцип работы. На ее поверхности создается магнитное поле, которое удерживает металлосодержащие заготовки на поверхности стола. Это позволяет выполнить обработку не только внешней плоскости материалов, но и торцевых областей. В некоторых случаях возможно одновременное шлифование нескольких деталей. Благодаря магнитным свойствам на рабочую поверхность можно установить дополнительное оборудование или вспомогательные устройства.
Конструктивные особенности магнитных плит различного типа:
- плита электромагнитная. Она состоит из корпуса, внутри которого расположены две группы электромагнитных катушек. Они разделены немагнитной прослойкой. При подаче электричества на установленную деталь, формируется электромагнитное поле, которое фиксирует заготовку. Недостатком подобной конструкции является отсутствие сцепления в случае отключения электроэнергии. Поэтому рекомендуется установить реле деактивации станка при возникновении подобной ситуации;
- магнитная плита. Конструктивно она напоминает электромагнитную модель. В ней также установлены две группы магнитов, отличающихся полярностью. На рабочей поверхности плиты установлены блоки из немагнитного материала. В нормальном положении они препятствуют возникновению магнитного поля. С помощью механического устройства происходит их смещение, в результате чего заготовка надежно фиксируется на столе.
Механическая плита магнитная имеет большую степень надежности, но для ее включения/выключения необходимо поворачивать рычаг. Это влияет на оперативность смены положений деталей, и как следствие — производительность. Поэтому чаще всего электромагнитные модели используются при массовом производстве, а механические — для более точной обработки.
Помимо горизонтально ориентированных плит для шлифования может использоваться устройство для поперечного сверления валиков. Магниты располагаются вдоль заготовки, что дает возможность обрабатывать цилиндрические детали сложной формы.
Технические параметры
Магнитные плиты редко входят в стандартную комплектацию заводского оборудования. Чаще всего их приобретают отдельно. Поэтому важно знать их основные технические характеристики, которые должны соответствовать параметрам конкретной модели станка.
Определяющим параметром являются габариты. Размер плиты может варьироваться от 10*25 см до 32*100 см. При этом при увеличении габаритов устройства возрастает его масса. Это напрямую влияет на максимальный вес обрабатываемой детали, так как плита устанавливается на стандартный рабочий стол.
Основные параметры, которыми должна обладать плита магнитная:
- размеры и масса. Учитываются не только ширина и длина, но и высота. Она может повлиять на максимально допустимый размер детали;
- удельная сила притяжения. Она должно быть равномерна по всей плоскости установки. Обычно этот параметр составляет от 50 до 120 Н/см²;
- расстояние между полюсами. Эта характеристика определяет минимальный размер обрабатываемой детали.
Во время работы плита магнитная может изменить геометрию заготовки. Поэтому процесс установки и последующего снятия детали должен быть максимально аккуратен. Также следует учитывать основной недостаток электромагнитных моделей — нагрев поверхности во время активации. Это не только является основной причиной выхода из строя устройства, но и сказывается на свойствах заготовки.
В видеоматериале показан пример работы магнитной плиты небольших размеров:
Как сделать индукционный нагреватель своими руками?
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.
Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Инструкция по изготовлению
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство.
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
- При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве теплообменникаиспользуется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
Блиц-советы
- Эксплуатация самодельных устройств индукционного нагрева, не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричествомследует соблюдать правила техники безопасности, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве экспериментаможно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
Мощная электромагнитная плита своими руками.
Спасибо! Поделитесь с друзьями!
Вам не понравилось видео. Спасибо за то что поделились своим мнением!
Процесс изготовления мощного электромагнита.
магнит
электромагнит
своими руками
корончатые сверла
сверлильный станок
diy
как сделать
металлообработка
спиральные сверла
самоделка
магнитные сверлильные станки
производство
станок
инжиниринг
мощный магнит
нарезание резьбы
сверлильный
ремонт
намотка
медный провод
магнитная плита
как
перемотка
сделай сам
крутая самоделка
самоделки
магнитный станок
electromagnet
магнитный сверлильный станок
микроволновка
самодельный
станок на магните
drill
станок своими руками
хобби
сверлить
сталь
полезные советы
messer
сделать
обзор
homemade
самодельный сверлильный станок
сверление металла
dc 190-220 вольт
сож
топ крутых самоделок
добрый мастер
самодельный инструмент
сверлильный станок своими руками
крутая идея для самоделки
простое приспособление
нереально крутая самоделка
нужный инструмент
инструменты
сверло
крутая идея
круче не придумаешь
фреза
tool
инструмент
при помощи болгарки
как сделать лайфхак
пример
сердечник
материал
трансформатарная
просто
соленоид
упрощено
объяснение
теория
дрель
формулы
расчет
магнитное
поле
с примесями
вопрос
накрутка
магнетизм
пиноль
dx-35
магнитная сверлилка
смазочно-охлаждающая жидкость
перворация металла
из двигателя от стиралки
на магнитном основании
как сделать тиски
how to make grinder
болгарка
хитрости
стриппер
aenima
сан саныч
пиноль для станка
дома
на столе
эксперимент
электро
катушка
рукопоп
мастерская
сам
стиральная
самому
чем
изготовить
дросель
нереально крутых самоделок
чем сверлить
станок для печатных плат
свёрла с алиэкспресс
в платах
как сверлить
из чего сделать
для сверления
печатные платы
карбид вольфрамовые свёрла
шариковые направляющие
плита
магнитная
делают
оснастка
станки
свёрла
magnetic plate
сверлить отверстия
китайские свёрла
portable metalworking machine
drill press
magnetic drilling machine
how to drill
how to make tapping
метабо
сверлильный станок metabo
российское производство
linear
шуруповерт
чпу
качественные свёрла
патрон
drilling machine
ball guides
drilling
igi
изготовление станка
1800 витков 0.50мм
что сделать из движка
фрезерный станок своими руками
китай мастер
добрый
инструмент для любых задач
что можно сделать с огнетушителя
kitay master
фрезерный станок
магнитный станок ребир
своими
регулировка
плата
руками
испытания
магнитная стойка для дрели
машина
мастер
gtool
сверлильный станок на магнитном основании fdb maschinen mbd 25
сверлильный станок на магнитном основании fdb maschinen mbd 25 обзор
fdb maschinen mbd 25
самодельный станок
подарок для подписчика
супер станок из движка
how to make
магнитная подошва.
сверлильные станки
сверление до 100 мм
coredrill
fein
сверлильный станок на магнитном основании
сборка станка
техника
сверление
двигатель
vw
импортозамещение
соединение
гараж
питер
ленинград
спб
резьбовое
двутавры
mab
пневматический пресс
840
bds
балки
магнитный
сделано
в россии
толкатель
нержавейка
электродвигатель
мощность
политика
бизнес
русский
лайфхак
russia
россия
бачок
работы
деньги
время
пневмо
лыжи
станок дрель своими руками
станок для дрели
сверлильний станок для дрели
инструмент своими руками
eibenstock
rebir
сверлильний станок своими руками
прессшпан
dc 24 вольта
1000 витков 0.80мм
repairs
rewind
presspahn
подошва для дрели
ремонт сверлильного станка
оборудование для ножеделанья
запчасти
домкрат
запчастидлямагнитныхстанков
сверлильныйстанокнамагнитномосновании
вейкборд
сноуборд
ножеделы россии
дверной магнит на 12 вольт
как сделать шлифовальный станок
плоскошлифовальный станок
нождак своими руками
как заточить нож
свод на ноже
заточка
майнинг
имя
фольксваген
83051
крафтер
станок по металлу
токарь
токарка
твердосплавные коронки
твердосплавные сверла
трансформатор
магнитный столик
станок на магнитном основании
станок для нарезки резьбы
мессер
нарезка резьбы
второпласт
точить
мастер на все руки
экстрим
элек мэк
в гараже
учусь
отдых
что произойдет
полезное
crafter
немец
volkswagen
mml
mml2870
metalmaster
металтул
магнитный сверлийный станок
речной
спиннер
снег
powder
подключение электромагнита к электроцепи и установка на сверлильный станок
подключение электромагнита
хипстер
нафиг
без видеокарт
блог
сжатый
воздух
youtube
ютуб
установка магнита
подключение магнита
ремонт труб
отверстия в трубах
ремонт станка
ремонт электроинструмента
стойка
сверление металлоконструкций
сверление труб
сверление трубопроводов
самодельный магнит
2000 витков 0.40мм
корончатое сверление
электрокатушки
акст
катушки от мкроволновой печи
крутые идеи для самоделки