Содержание
- Технология ультразвуковой сварки, плюсы и минусы метода, области применения
- Краткая теория
- Принцип работы
- Особенности ультразвуковой сварки
- Про оборудование
- Подведем итоги
- Что такое сварка ультразвуком
- Работа с пластиковыми деталями
- Работа с металлическими деталями
- Специфика применяемого оборудования
- Выделение тепла
- Преимущества и недостатки
- Ограничения
- Принцип действия и преимущества ультразвуковой сварки
- Принцип действия и классификация
- Суть получения швов
- Преимущества
- Недостатки
- Воздействие на материал деталей
- Работа с металлическими деталями
- Преимущества и недостатки для пластиков
- Особенности у полимеров
- Используемое оборудование
- Выделение тепла
- Возможности ультразвука
- Сферы использования
- Ограничения
- Технология для металлов
- Применение в промышленности
- Ультразвуковая сварка металлов
- Ультразвуковая сварка
Ультразвуковая сварка металлов
Технология ультразвуковой сварки, плюсы и минусы метода, области применения
Существуют различные методы сварки металлических изделий. Многие не универсальны, однако остаются по-прежнему незаменимыми на объектах повышенной сложности или для личного пользования. Есть и те, о которых мало кто упоминает.
К таким, например, относится сварка металлов ультразвуком. Её применяют в производстве электротехники, проволочных и различных тонкостенных металлических изделиях маленьких размеров.
Рассмотрим основные принципы работы ультразвукового сваривания и метода соединения деталей.
Краткая теория
Основным источником энергии при ультразвуковом сваривании являются колебания ультразвуковых волн. Этот принцип позволяет сваривать между собой как металл, так и пластик, различные ткани и кожу, а также соединения металла со стеклом.
Её используют вместе с точечной, контактной и шовной видами.
Любопытный факт: внедрение в производство оборудования для ультразвукового сваривания в 60-е годы XX века помогло успешно завершить проект по свариванию и выпуску автомобиля, полностью сделанного из пластика.
Для универсальной сварки применяют различное специальное оборудование.
Предпочтение отдают универсальному оборудованию по типу «швейной машинки» для непрерывной ультразвуковой сварки различных синтетических изделий, например, брезента. Тема оборудования детально будет рассмотрена позже.
Принцип работы
Стабильной работы сварки обеспечивается при беспрерывной генерации ультразвуковых волн с частотами в пределах 18…180 кГц и выдаваемой мощностью 0,01…10 кВт.
Совместная работа высокого давления и высокочастотных колебаний обеспечивает нагрев детали в зоне контакта и его дальнейшее сваривание.
Во время сварки волн высокой частоты сталкиваются с поверхностью металла, образуя при этом сухое трение. Пленки (оксиды) на поверхности детали разрушаются под воздействием сухого трения.
Далее сухое трение меняется на чистое, которое расплавляет и сваривает металл.
Типы соединения металлов получаемые при ультразвуковом сваривании: внахлест; рельефная; стыковая сварка круглой и плоской детали; сварка с раздавливанием кромок и т.д.
Особенности ультразвуковой сварки
В каждом методе существуют достоинства и недостатки.
Начнем с достоинств. Первым и одним из основных является простота подготовки материала к свариванию.
Предварительно перед сваркой ультразвуком необходимо только обезжирить поверхность, тогда как при иных видах нужно удалять грязь и ржавчину. Это значительно экономит время и силы рабочего.
Второй плюс – это местный нагрев, который происходит только в зоне контакта и не распространяется далеко за его пределы. Металл не поддается деформации от нагрева, что благоприятно сказывается и при сваривании пластиковых изделий.
Третий плюс – это применение ультразвуковой сварки во время сложных работ в труднодоступных местах. Поскольку сваривание происходит очень быстро, то и металл быстро нагреваться (в течение одной секунды).
Возможности данного метода приятно удивляют. Ультразвуком сваривают детали толщиной всего 0,001 миллиметр. Стоит подчеркнуть, что метод не идеальный. О недостатках, хоть и во многом несущественных, но стоит упомянуть.
Очень часто о многих вещах судят по их цене: чем она выше, тем она качественнее. Дорогие генераторы работают дольше и лучше. Дешевые модели могут не справляться с возложенной на них работой.
Однако работа многих недорогих аппаратов оправдывает себя и ее достаточно для многих задач. Часто ультразвуком становится невозможно сварить детали значительной толщины.
Эта проблема решается путем обычного подбора деталей с волнообразной формой поверхности, которые благодаря эффекту акустической линзы фокусируют ультразвуковую волну в зону контакта.
Про оборудование
При сваривании ультразвуком применяют машины для: точечной контурной прессовой сварки; шовной и шовно-шаговой; портативные установки, работающие на малых мощностях, например: ручные пистолеты.
Диапазон мощностей выбирают в пределах 100…1500 Вт и зависит он от назначения, размеров и цен машин.
Старые аппараты работали на принципе магнитострикционного эффекта. Сейчас им на смену приходят новые и совершенные модели с пьезоэлектрическими преобразователями.
Их производством занимаются европейские и мировые предприятия. Россия также выпускает оборудование, которое конкурирует с зарубежными производителями за счет невысокой стоимости и хорошего качества сборки.
В Советском союзе такая методика не была распространена. Она использовалась преимущественно для изготовления микросхем. Сейчас её применяют в таких отраслях промышленности как полупроводниковая продукция, механика и оптика.
Подведем итоги
Основной потенциал ультразвуковой сварки раскрывается во время сложных работ в местах непригодных для ручного сваривания, мелких и тонкостенных деталей. Материал не поддается деформации и растеканию.
Этот метод отлично справляется с металлическими изделиями, например, с алюминием, поверхностный слой которых покрыт оксидными пленками.
Ультразвуковой метод сваривания остается доступным из-за невысокой стоимости оборудования. Ее стоит опробовать, если вы еще не знакомы с ней. Уже приходилось работать с ней!? Расскажите об этом и поделитесь опытом с начинающими сварщиками. Дерзайте!
Что такое сварка ультразвуком
Все чаще ультразвуковые колебания используются в различных сферах промышленной деятельности. При производстве сварочных работ, ультразвук позволяет повышать механические свойства швов, снижать уровень собственного напряжения материалов и их деформацию, которая наблюдается при традиционных сварочных работах.
Цикл проведения ультразвуковой сварки определяет применяемое оборудование, способ соединения и продолжительность импульса. Ультразвуковую сварку можно условно разделить на механическую и ручную, одностороннюю и двустороннюю, прессовую и непрерывную.
Работа с пластиковыми деталями
Ультразвуковая сварка пластмасс происходит за счет вызываемых искусственным путем механических колебаний, вызывающих нагрев в точке или зоне взаимодействия с материалом.
Сам процесс можно разделить на два этапа. На первом из них происходит нагревание материала, что приводит к диффузии в месте взаимодействия, а на втором образуются крепкие связи в свариваемых деталях, и за счет этого получается слитое, неразъемное соединение.
Как все происходит
Условно процесс ультразвуковой сварки можно разделить на следующие части:
- подключается генератор, способный выдавать электрические ультразвуковые колебания при частоте от 20000 Гц;
- применяется специальный преобразователь, который превращает сгенерированные ранее электрические колебания в продольные механические;
- перпендикулярно месту будущей точки сварки подключается волновод, который осуществляет продольные колебания;
- механическая энергия преобразовывается в волновую, материал переходит в текучее состояние за счет оказываемого статического давления (так обеспечивается надежная связь соединения);
- динамические усилия, прикладываемые к изделию, увеличивают температуру в месте нагрева.
Ультразвуковая сварка пластика происходит по аналогичной схеме. Помимо этого можно соединять между собой и другие материалы (как разнородные, так и однородные), обеспечивая необходимый уровень температуры плавления.
Ключевым моментом при таких работах является надежность и стабильность технологического процесса. Именно с этой целью для каждого случая проведения ультразвуковой сварки пластмасс оптимальный режим определяется отдельно.
Особенности
Основные особенности данного вида сварки состоит в том, что соединения возможно выполнять в самых труднодоступных точках изделий. Не имеет значения, в каком состоянии находится поверхность продукта (чистая или загрязненная). Исключается вероятность перегрева пластмассы за счет локального выделения тепла.
Надежные неразъемные соединения получаются даже на большом отдалении от точки ввода ультразвуковой энергии. Низкое время нагрева материала обеспечивает быстроту проведения сварки.
Работа с металлическими деталями
Благодаря легкости применения, ультразвуковая сварка металлов в последнее время начинает применяться все чаще. Есть у нее и ряд ряду преимуществ над контактной и холодной сваркой. Она является чрезвычайно полезной и при работе с микроэлектроникой.
Данная технология имеет некоторые схожие особенности с холодной сваркой сдвигом. Неразъемная связь металлов возникает за счет одновременного воздействия механических колебаний повышенной частоты и небольшого уровня сдавливающих усилий.
Ультразвуковую сварку металлов можно производить при более низком уровне температур, что дает возможность без ущерба соединять термочувствительные элементы.
Она позволяет сваривать между собой детали разной толщины и разнородности (например, сварить медь и алюминий, алюминий и никель и т.п.). Прочность, получаемая таким способом, достигает порядка 70% от прочности самого материала.
Металлические изделия можно также сваривать с композиционными, керамическими, стеклянными материалами, полупроводниками. Не менее успешно свариваются тугоплавкие металлы.
Специфика применяемого оборудования
Оборудование, применяемое для сварочных работ с ультразвуком, подразделяется на аппараты, которые обеспечивают точечную контурную прессовую, шовную и шовно-шаговую сварку.
Мощность таких машин колеблется в диапазоне от 100 до 1500 Вт, а работают они чаще всего на частоте 20000 – 22000 Гц.
Ключевым элементом конструкции оборудования можно назвать электромеханическую колебательную систему. Ее основным назначением является преобразование задаваемых генератором электрических колебаний в механические при неизменной частоте. Данная система определяет уровень и способ передачи энергии к точке сварки, устанавливает скорость осуществляемых колебаний.
Преобразователь
Важной частью ультразвукового аппарата для сварки является магнитострикционный преобразователь. Обычно его выполняют двухстержневым, используя для этого тонкие металлические пластины из магнитострикционного материала, что позволяет снизить потери.
Наиболее оптимальными материалами, из которых делают преобразователи, считаются сплавы железа и кобальта. Также достаточно часто для комплектации пакетов в магнитострикционных преобразователях используется никель.
Он обладает всеми необходимыми для этого свойствами (достаточное удлинение, высокая прочность, меньше подвержен коррозии и его легко паять). Обычно для охлаждения этого элемента используется проточная вода.
Трансформатор
Главной функцией трансформатора упругих колебаний является процесс согласования характеристик работы преобразователей и волновода.
Он позволяет повысить частоты колебаний на выходе волновода. Чаще всего применяются ступенчатые трансформаторы, которые обладают высоким коэффициентом усиления (от 4 до 6).
Волновод-инструмент усиливает частоту сдвига выходного торца трансформатора и передает энергию к точке, в которой проводится сварочная работа. Его рабочая поверхность исполняется в той форме, которая оптимально подходит для свариваемой детали и типа применяемой ультразвуковой сварки.
Материал, который применяется для выполнения волновода и трансформатора, обязан иметь хорошие свойства упругости, низкую степень затухания, хорошую степень обрабатываемости с применением резания.
Не менее важной составной частью ультразвуковой машины является и опора. Она применяется с целью фиксации деталей при проведении сварочных работ. Иногда она может использоваться как элемент для нагрева и охлаждения, выполняться в виде датчика для более точного контроля над процессом сварки. Этот элемент оборудования должен иметь возможность для перемещения, для чего используется автоматический привод.
Выделение тепла
При проведении ультразвуковой сварки выделяется тепло в точке воздействия аппарата. Это происходит за счет образования трения между поверхностями контактируемых материалов, а так же за счет пластических деформаций, без которых любая сварка не обходится.
На повышение температуры в месте сварки влияет твердость материала, его тепловая емкость и тепловая проводимость. Особое влияние на нагрев оказывает режим сварки.
Стоит отметить, что рост температуры при ультразвуковой сварке сильно не сказывается на качестве соединения. Практические исследования показали, что наивысший уровень прочности достигается раньше, чем максимальная температура при этом процессе.
Если предварительно прогреть изделие, то это позволит уменьшить время пропускания ультразвуковых колебаний и приведет к повышению прочности получаемого при сварке соединения.
Преимущества и недостатки
При использовании данного вида сварки наблюдается высокий уровень производительности и низкий уровень затрат, напряжение не подводится непосредственно к точки сваривания, что позволяет избежать радиопомех.
Появляется возможность выполнять швы в разнообразных условиях и разных масштабов, совмещать несколько процедур (сваривать в одной точке и резать в другой). Если правильно подобрать режим сварки, то место соединения будет незаметно, кроме того, нет необходимости применять какие-то дополнительные реактивы или приборы.
По сравнению с вышеперечисленными плюсами ультразвуковой сварки, недостатки не выглядят так критично. Низкая мощность сварки вызывает необходимость использовать двухсторонний способ подвода энергии. Также нет возможности контролировать качество шва на достаточном уровне.
При выполнении сварочных работ своими руками нужно использовать табличные данные, в которых указаны все необходимые параметры, которые нужны для высококачественной ультразвуковой сварки.
Ограничения
Самым главным ограничением, на которое стоит обратить внимание, является размер изделий, свариваемых таким способом. Он не должна составлять более 250 мм (в длину, ширину, высоту).
Требование к размерам связано с тем, что выходная мощность датчика имеет свои пределы, нет возможности выдавать слишком большую мощность ультразвуковых волн, а так же с проблемами при контроле амплитуды колебаний.
Материалы, для соединения которых применяют ультразвуковую сварку, должны быть сухими. Иными словами иметь содержание влаги в них должно быть минимальным, иначе лучше использовать вибрационную сварку.
Для крепления толстостенных деталей не имеет смысла применять ультразвуковую сварку. Хотя бы один из соединяемых элементов должен быть легким, поскольку он поглощает в себя большое количество энергии.
Принцип действия и преимущества ультразвуковой сварки
Сварка ультразвуком (УЗС), разработанная еще в середине 20 века, востребована и в веке 21-м для соединения металлов и термопластика. Элементы при соединении сдавливаются друг с другом и подвергаются волновому воздействию. На фоне иных способов, ультразвуковая сварка выгодно выделяется простотой применяемых аппаратов, низкими затратами труда и стоимостью.
Принцип действия и классификация
Процесс протекает в три этапа:
- нагревание элементов, взаимное проникновение материалов друг в друга в зоне контакта;
- формирование связей на молекулярном уровне;
- твердение и формирование шва.
Сварка ультразвуком по уровню автоматизации процесса разделяется на:
- Ручную. Все характеристики установки контролируются оператором, он же проводит пистолет для сварки по контуру соединения.
- Механизированную. Контроль параметров осуществляется оператором, элементы подаются на излучатель.
- Автоматическая. Используется в цехах промышленных предприятий, производится без использования рук человека.
По способу подачи энергии в зону сварки отличают одно- и двухсторонний метод.
В соответствии с характером передвижения волновода УЗС бывает:
- Импульсной. За единичное перемещение рабочая зона бомбардируется короткими импульсами.
- Непрерывной. Излучение воздействует не переставая, волновод передвигается с установленной скоростью вдоль элементов.
По характеру передачи энергии в область сваривания имеются такие режимы УЗС:
- Контактный. Подразумевает равномерное распределение энергии в объеме элементов. Используется с целью сопряжения пленок и пластиковых изделий внахлест.
- Передаточный. Колебания образуются одновременно во многих точках, волны проходят толщу элементов, освобождая энергию на участке. Применяется для создания тавровых швов и сопряжения жестких изделий из полимеров встык.
Таблица свариваемости материалов Ультразвуковая сварка применима для пластмасс и большинства однородных и разнородных металлов. Использование для определенного материала зависит от параметров его кристаллической решетки и твердости – чем она выше, тем ниже свариваемость металлического изделия.
Возможность сопряжения материалов посредством УЗС представлена в таблице.
Суть получения швов
Для соединения металлов ультразвуком требуется предварительный нагрев поверхности и приложение значительного сжимающего усилия, что усложняет конструкцию таких аппаратов. Схема ультразвукового оборудования для сварки полимерных материалов значительно проще.
Соединение осуществляется в следующей последовательности:
- подключение оборудования, генерирующего ультразвук;
- прохождение УЗ конвертора, трансформирование его в механические продольно направленные колебания;
- передача от волновода свариваемым элементам колебательной энергии;
- интенсивный нагрев поверхности на участке соприкосновения деталей и волновода;
- возрастание текучести внешнего слоя элементов;
- формирование связей под воздействием динамических и статических усилий.
Преимущества
Сварка пластмасс и металлов ультразвуком обладает такими преимуществами:
- отсутствие необходимости в применении защитных газов, присадочных материалов;
- не требуется механическая зачистка швов;
- возможно соединение элементов любой формы;
- экологическая безопасность, отсутствие вредности для человека;
- высокая производительность;
- эстетичность образованного шва.
Недостатки
УЗС также обладает и недостатками:
- использование для заготовок с максимальными габаритами 25-30 см;
- невозможность применения для элементов значительной толщины;
- неэффективность при повышенной влажности заготовок.
Воздействие на материал деталей
Ультразвуковые волны за малый промежуток времени сообщают атомам свариваемых тел большое количество энергии, повышая тем самым амплитуду колебаний молекул в свариваемой области.
Происходит разрыв имеющихся и образование под воздействием давления новых связей – совместных с частицами другого элемента. Образуется надежное соединение, детали становятся единым целым.
Работа с металлическими деталями
Соединение металлических заготовок осуществляется под значительно меньшим температурным воздействием, чем при применении иных «горячих» способов сварки – газовой либо электродуговой. Эта особенность позволяет шире раскрыть возможности для надежного и быстрого сопряжения элементов, эксплуатационные свойства которых снижаются при перегреве. Помимо этого, УЗС позволяет сваривать пары металлов, не соединяемых или с трудом соединяемых иными способами – например, медь с алюминием, алюминий с никелем.
Прочность шва соответствует ГОСТ и составляет порядка 70% от аналогичного показателя исходного материла.
Преимущества и недостатки для пластиков
Сварка пластиков ультразвуком имеет такие преимущества:
- обеспечение непроницаемости швов толстостенных деталей;
- отсутствие излишнего перегрева заготовок;
- отсутствие электромагнитных полей и излучений;
- совмещение процесса с иными операциями;
- незаметность и эстетичность сформированного шва;
- отсутствие химикатов и присадок.
К недостаткам относятся:
- низкая мощность излучателя требует подведения энергии с обеих сторон;
- сложность проведения контроля качества выполнения работ;
- параметры шва зависимы от стабильности характеристик и подбора типа установки.
Особенности у полимеров
Для сопряжения полимерных материалов используется специализированный ультразвуковой сварочный аппарат, главными частями которого являются:
- рама для крепления деталей и узлов;
- блок питания с кабелем для подключения к сети;
- генератор УЗ-колебаний;
- пресс;
- преобразователь колебаний;
- сварочная головка.
Используемое оборудование
Аппарат для УЗС изготовить «на коленке» невозможно, для его создания требуется определенный уровень знаний и навыков в сфере электроники и акустики. Помимо этого, также требуются высокоточные станки и мощный пресс для подачи требуемого давления.
Установки для УЗС разделяются на несколько групп:
Диапазон мощности находится в пределах 0,05-2 кВт, частота – от 20 до 22 кГц.
Основные рабочие узлы – генератор и магнитострикционный преобразователь колебаний в механические с сохранением частоты. Теплоотведение осуществляется посредством водяной охлаждающей системы.
Согласование совместной работы волновода и преобразователя производится волновым трансформатором, повышающим на выходе частоту колебаний.
Посредством волновода выполняется передача потока энергии к зоне сваривания. На его конце размещена сварочная головка, размеры которой подбираются по материалу и толщине заготовок, типу шва.
Рама служит базой для всех узлов и элементов. На ней закрепляются головки волновода и механизм, посредством которого производится смещение заготовок.
Подключение к сети осуществляется через питающий провод.
Для получения долговечного и прочного шва предварительно следует соблюдать параметры функционирования аппарата. Точная настройка оборудования для изделий выполняется в лаборатории с проведением испытаний шва на разрушение.
Основные параметры следующие:
- Амплитуда колебаний, определяющая срок процесса и мощность энергетического потока.
- Давление сжатия, от которого зависит прочность рубца.
- Частота генератора.
- Статическое давление.
- Скважность и длительность импульсов.
Выделение тепла
Образование тепла при УЗС происходит из-за пластических деформаций и трения между собой соединяемых заготовок. Температура нагрева не постоянна и зависит от твердости, теплоемкости и теплопроводимости элементов.
На процесс выделяющиеся излишки тепла оказывают незначительной влияние.
Возможности ультразвука
Применение УЗС позволяет эффективно сопрягать разнообразные материалы, значительно отличающиеся толщиной – от пары микрон до нескольких миллиметров. При этом форма заготовок практически не изменяется.
При устройстве точечных швов соединения могу выполняться на участках значительной площади. Шаг выбирается по материалу изделий и требуемой прочности шва. Для выполнения сплошных герметичных швов используются роликовые насадки к излучателю.
Пленки и листовые изделия сопрягаются внахлест, для стержневых элементов используется тавровый шов.
Сферы использования
Область использования УЗС определяется в соответствии с ее особенностями:
- материал сопрягаемых заготовок должен быть пластичным;
- толщина и размеры элементов невелики;
- температура прогрева значительно ниже, чем при применении «горячих» методов сварки.
В связи с такими особенностями, УЗС широко распространена в следующих отраслях промышленности:
- электронике;
- приборостроении;
- производстве изделий из пластика.
Также ультразвуковая сварка применяется и в иных сферах для присоединения мелких элементов к более крупным изделиям, например, зубов к пластиковым шестеренкам.
Ограничения
Главным ограничением применения УЗС является размер свариваемых элементов, составляющий 25-30 см. Это обусловлено небольшой мощностью генератора, а также рассеянностью и затуханием УЗ-колебаний в твердых телах.
Для прямого повышения амплитуды колебаний и выходной мощности оборудования потребуется неоправданное увеличение габаритов и подводимой мощности, что сделает применение метода экономически неэффективным.
Помимо этого, свариваемые заготовки должны обладать минимальной влажность – как поверхностной, так и объемной.
Технология для металлов
Техпроцесс УЗС металлов состоит из нескольких операций, выполняемых последовательно. К основным можно отнести:
- подготовка и сборка элементов;
- прихват;
- сваривание;
- оправка.
Подготовка поверхностей
Исходя из полученных на практике результатов, на качество соединения при УЗС предварительная обработка подлежащих соединению участков существенно не влияет.
Но удаление оксидных пленок с поверхностей целесообразно, так как они могут снизить прочность шва, а в иных случаях и свести к минимуму технологический эффект. Потому перед выполнением работ следует провести хотя бы обезжиривание.
Выбор режимов
Основными параметрами сварочных режимов являются амплитуда колебаний наконечника, частота, прилагаемое усилие и продолжительность операции.
Амплитуда влияет на качество удаления оксидных пленок, нагревание и размеры участков пластических деформаций. Ее величина назначается по показателю текучести материала, толщины заготовок, выполнения предварительной очистки поверхностей от оксидных пленок. Чем выше указанные параметры, тем большей назначается амплитуда, как правило, в пределах 0,5-50 мкм.
Величина усилия определяет образование пластических деформаций на участке сварки, способствует передаче УЗ-волн. Сварочное усилие назначается тем большим, чем выше твердость, показатель текучести и толщина заготовок.
Применение в промышленности
В промышленном производстве УЗС применяется для изготовления проволоки, фольги, тонколистовых изделий. От других методов соединения способ отличается возможностью сопряжения термочувствительных и разнородных материалов, так как процесс протекает при минимальном нагревании либо полном его отсутствии.
Способ широко применяется в производстве микроприборов и элементов мобильных телефонов, конденсаторов, полупроводников, микросхем. Не менее часто УЗС используется для изготовления высокоточных оптических и вакуумных приборов, реакторов, автомобилестроении.
Ультразвуковая сварка металлов
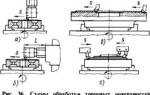
Ультразвуковая сварка металлов (ultraschall-schweissen; ultrasonic welding) — это сварка давлением при воздействии ультразвуковых колебаний. Соединение образуется в результате совместного действия на детали сжимающего усилия и высокочастотных механических колебаний, что сопровождается относительным тангенциальным смещением малой амплитуды соединяемых поверхностей и нагревом метала в зоне сварки. Усилия действует перпендикулярно соединяемым поверхностям, а колебания вызывают их незначительное смещение с ультразвуковой частотой. При этом происходит небольшая пластическая деформация приповерхностного слоя металла в зоне сварки и образование ювенильных поверхностей и их соединения. Продолжительность процесса измеряется секундами и долями секунд. Ультразвуковую сварку металлов применяют для получения точечных и шовных соединений, а так же для сварки по контуру. Принципиальная схема сварки ультразвуком показана на рис. 1.
Сварочный наконечник 3 (при шовной сварке — ролик) определяет площадь и объем источника ультразвуковых механических колебаний непосредственно в зоне сварки. Он должен передавать колебания для осуществления трения между поверхностями соединяемых деталей с минимальными потерями между ним и верхней деталью. Величина амплитуды колебаний обычно находится в интервале 10 . 25 мкм.
Таким образом, процесс ультразвуковой сварки металлов происходит в условиях трения, вызванного микроскопическим относительным возвратно-поступательным перемещением участков поверхностей в зоне сжатия, что сопровождается выделением теплоты. Распространение ультразвуковых колебаний при сварке показано на рис. 2.
Исследования показали, что при ультразвуковой сварке действуют два основных источника тепла. Один находится в зоне контакта сварочного наконечника (ролика) с деталью, второй — в зоне соединения деталей. Выделение теплоты у сварочного наконечника обусловлено его трением с деталью и приводит к пластическому деформированию наружной поверхности детали под наконечником. Выделение теплоты между деталями обусловлено действием нормальных сжимающих напряжений и напряжений сдвига, что приводит к внешнему и внутреннему трению в металлах и пластической деформации в зоне сварки.
Вибрирующий сварочный наконечник в первый момент сварки развивает интенсивное выделение тепла в зоне его контакта с деталью. В зону сварки ультразвуковые колебания передаются с некоторым опозданием (см. рис. 2).
Усилие сжатия обеспечивает передачу ультразвуковых колебаний в зону сварки. Его минимальное значение, при котором начинают образовываться соединения, зависит от свариваемых материалов и их толщины, а оптимальное значение возрастает с увеличением амплитуды колебаний.
При увеличении контактного давления начальная скорость нагрева растет за счет улучшения связи между сварочным наконечником и деталями. Скорость нагрева деталей зависит также от формы и состояния поверхности наконечника.
Температура в зоне сварки зависит от твердости и теплофизических свойств свариваемых материалов, мощности колебательной системы и параметров режима сварки. Нагрев в зоне сварки обычно не превышает 0,6 температуры плавления. Под действием трения, нагрева и пластического деформирования пленки загрязнений разрушаются и удаляются из зоны сжатия, благодаря чему становится возможным образование узлов схватывания, их расширение и формирование сварного соединения. Установлено, что ультразвуковые колебания способствуют удалению жировых пленок благодаря развитию кавитационных процессов в условиях действия в отдельных микрообъемах попеременных высоких давлений и разрежений. Поэтому УЗ-сварка может выполняться даже при наличии жировых загрязнений поверхностей. Однако принято обезжиривать поверхности перед свариванием, поскольку это увеличивает диаметр точек сварки. Ультразвуковые колебания также снижают поверхностное натяжение металлов, значительно ускоряют образование активных центров и схватывания поверхностей, процессы диффузии и рекристаллизации. Поэтому формирование кристаллической структуры в зоне соединения при сварке происходит достаточно быстро.
УЗ-сварка может выполняться с импульсным нагревом места сварки от отдельного источника тепла, что позволяет уменьшить усилие сжатия, амплитуду и время действия уз-колебаний, и деформацию металла. Такой способ разработан для ультразвуковой сварки микродеталей. Свариваемые элементы подлежат действию ультразвуковых колебаний и нагреванию одновременно или в определенной последовательности.
Процесс выполняется следующим образом. Сначала сварочный инструмент небольшим усилием прижимается к детали, затем через него пропускается электрический ток для его нагрева и одновременно (или с некоторым опережением или опозданием) включаются ультразвуковые колебания. Способ позволяет сваривать материалы с различными физико-химическими свойствами.
Существует мнение, что успешная ультразвуковая сварка разнородных материалов возможна при условии разности атомных радиусов соединяемых деталей не более 15 . 18%. Это условие соответствует общему представлению о существовании твердых растворов. При разности атомных радиусов в пределах 19 . 44% сварка металлов усложняется. Исследование А. О. Россошинского позволили получить с помощью ультразвукового сваривания надежные соединения между материалами с существенными различиями атомных радиусов и различиями физико-химических свойств, например, между керамикой и металлами. Образование соединений автор объясняет определенным перемещением металла в зоне сварки. Деформация микровыступов под действием колебаний и их сжатие приводит к взаимному проникновению и перемешиванию материалов, которые соединяются, что и обеспечивает качество сварки.
При ультразвуковой сварке можно выделить процессы образования физического контакта, активации поверхностей и объемного взаимодействия, несмотря на кратковременность процесса. Все эти процессы протекают в условиях действия ультразвуковых колебаний. Поэтому иногда отмечается возможность развития процессов усталости в зоне сварного соединения под влиянием длительного действия колебаний и снижение прочности соединений вследствие частичного разрушения узлов схватывания.
Ультразвуковая сварка
При сварке ультразвуком неразъемное соединение образуется при совместном воздействии на детали механических сдвигающих колебаний с ультразвуковой частоты (f = 20…230 Кгц), относительно небольшом сдавливающем усилии, приложенном перпендикулярно к свариваемым поверхностям и тепловом эффекте вследствие трения при их возвратно-поступательных перемещениях. В результате в зоне сварки наблюдается небольшая пластическая деформация.
В начальный момент действия с ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение, приводящее к разрушению окисных и адсорбированных пленок. После появления ювенильных поверхностей процесс сухого трения переходит в чистое трение, сопровождающееся образованием узлов схватывания. Схватыванию способствует малая амплитуда колебаний трущихся поверхностей и возвратно-поступательный характер этих колебаний.
Для получения механических колебаний ультразвуковой частоты используется открытый Р. Джулен в 1847 г. магнитострикционный эффект. Этот эффект заключается в том, что под действием переменного магнитного поля, направленного вдоль магнитопровода, происходит его укорочение или удлинение.
Основной узел машины для ультразвуковой сварки — магнитострикционный преобразователь (рис. 1), обмотка которого питается током ультразвуковой частоты 20…180 Кгц от генератора. Охлаждаемый водой магнитострикционный преобразователь 1 служит для превращения энергии тока высокой частоты в механические колебания. Высокочастотные упругие колебания передаются через волновод в виде продольных механических перемещений на верхний наконечник
При сварке изделие 4 зажимают между наконечниками, к которым прикладывают усилие, необходимое для создания давления в процессе сварки.
Наиболее распространенными схемами ультразвуковой сварки являются точечная, шовная и по контуру. При точечной сварке наконечниками служат круглые или другой формы стальные пуансоны, при шовной стальные ролики.
Рис. 1. Схема установки для сварки ультразвуком:
1 — магнитострикционный преобразователь; 2 — волновод; 3 — наконечники; 4 — свариваемые детали.
Основные параметры режимов ультразвуковой сварки: мощность преобразователя, частота и амплитуда колебаний инструмента, усилие сжатия, время сварки.
Мощность ультразвукового преобразователя выбирается в зависимости от толщины и свойств металла свариваемых деталей. Обычно она равна 4…6 кВт. Амплитуда колебаний инструмента (Обычно в пределах 10…20 мкм) является одной из важнейших характеристик сварочного процесса, влияющей на свойства сварного соединения и на его прочность.
Усилие сжатия необходимо для обеспечения требуемого физического контакта между деталями. Он составляет 100…2000 кН. Сила трения при смещении детали друг относительно друга под воздействием ультразвуковых колебаний также зависит от усилия сжатия.
Время сварки тоже оказывает существенное влияние на прочность сварного соединения. При малом времени сварки соединение получается непрочным, так как углы схватывания занимают небольшую часть поверхности контакта. Если же время сварки слишком большое, то на деталях образуются глубокие вмятины от электродов, наблюдается усталостное разрушение сварного соединения и схватывание электродов с деталями. Время сварки при точечном соединении 0.5…3 с.
Процесс ультразвуковой сварки сопровождается выделением тепла в месте образования соединения в результате трения в контакте между деталями. Максимальная температура в зоне сварки не превышает 0.5…0.7 температуры плавления. В некоторых случаях детали перед сваркой подогревают.
Предварительный подогрев приводит к уменьшению времени сварки и способствует повышению прочности соединения. Однако слишком высокая температура нагрева не позволяет повысить прочность вследствие увеличения текучести металла и обусловленного этим ухудшения передачи ультразвуковых волн в зону сварки.
Имеющийся опыт применения сварки ультразвуком выявил следующие преимущества этого способа:
1. Сварка ультразвуком позволяет соединить разные металлы, хорошо свариваются алюминий, медь, никель, удовлетворительно — высоколегированные стали. Получены соединения на ряде тугоплавких металлов — ниобии, тантале, молибдена и вольфраме. Существенные успехи получены при сварке металлов с неметаллами (полупроводниками, стеклом и некоторыми другими материалами). С помощью ультразвука сваривают детали из пластмасс, получают соединения биологических тканей, что является одним из уникальных примеров использования сварки ультразвуком и одновременно характеризует ее широкие возможности.
2. Возможны соединения тонких и ультратонких деталей, сварка пакетов из фольги, можно приваривать тонкие обшивки и фольгу к элементам несущей конструкции, толщина которых практически не ограничена.
3. Сварка ультразвуком происходит в твердом состоянии без существенного нагрева места сварки, что позволяет соединять химически активные металлы или пары металлов.
4. Не требуется предварительная зачистка поверхности детали, в связи с чем возможна сварка плакированных и оксидированных деталей.
5. Небольшие сдавливающие усилия вызывают незначительную деформацию поверхности деталей в месте их соединения.
6. Сварка ультразвуком более экономична, так как применяется сварочное оборудование малой мощности. Например, для контактной точечной сварки алюминия толщиной 1 мм необходима машина мощностью 100…150 кВт, при ультразвуковой сварке того же соединения — 2.5…5 кВт.
Недостатки ультразвуковой сварки заключаются в следующем. Прежде всего толщина свариваемых деталей ограничена 2,0 мм. Для больших толщин необходимо увеличить частоту колебаний, что приводит к разрушению волновода. Неустойчивость параметров сварки вследствие нестабильности количества энергии, поступающей в зону сварки из-за отклонений в размерах деталей, различного состояния их поверхностей, нестабильности в работе ультразвукового генератора, механизма сжатия и т.п. вызывает значительные колебания прочности сварных соединений.
Ультразвуковая сварка нашла широкое применение для соединения тонких деталей в приборостроении, радиоэлектронной промышленности и особенно в микроэлектронике, а также для полимерных пленок, полимеров.