Содержание
- Булат — сталь для клинка долговечного ножа
- Историческая справка
- Современный булат
- Отличие тигельного булата от литого
- Что представляет собой булат и его характеристики
- Основные виды ножей и сфера применения
- На что обратить внимание при выборе
- Правила использования и ухода
- Секрет изготовления булатной стали
- Раскрыт древний секрет булатной стали
- Технология изготовления булатной стали
- Булат и дамаск: история и современность
- Разбираемся в терминологии
- Типы литого булата: высокоуглеродистый и нержавеющий сплавы
- Восемь видов сварного булата (дамаска)
- Немного о технологиях изготовления булата и дамаска
Технология изготовления булатной стали
Булат — сталь для клинка долговечного ножа
Булатная сталь (вуц, табан, хорасан, фаранд) была известна уже несколько тысяч лет назад. Этот материал отличается сложным технологическим процессом производства, при котором необходимо в точности соблюдать химический состав сплава и обеспечить уникальную технологию обработки. Всё это позволяет получить материал с отличными эксплуатационными характеристиками, которые не потеряли своей актуальности и сегодня, несмотря на обилие разнообразных сплавов и использование широкого спектра легирующих элементов.
Булатная сталь.
Историческая справка
Мечи и ножи из булата фигурируют в сказках и реальных исторических справках многих стран. Булатный нож всегда стоил дороже обычного, поскольку давал в бою реальное преимущество.
Немного о древнем булате
Булатная сталь — отличный выбор для ножей. Она представляет собой сплав железа и углерода без дополнительных легирующих добавок. Но высокое содержание углерода (почти как у чугуна) даёт возможность после термообработки получить твёрдость вплоть до 64 HRC. Ещё один нюанс — булатный клинок после травления отличается характерным красивым рисунком. Именно поэтому древний булат в Индии, которая является родиной этого сплава, называли индийской узорчатой сталью — в древние времена она стоила целое состояние. Мастера хранили секрет булата внутри касты, но после пришествия в Сирию Тимура захваченные мастера со своим секретами переехали в Самарканд. Именно там древние технологии производства высококачественного булата были окончательно утеряны.
Булатная сталь П.П. Аносова
Восстановить техпроцесс производства стали с аналогичными характеристиками старались многие специалисты. Это наконец удалось Павлу Петровичу Аносову. Горный начальник Златоустовских заводов активно интересовался, что такое булат и как его можно производить своими силами. Целенаправленное исследование этого вопроса дало результат в 1837 году.
Булатная сталь Аносова.
Аносов разработал несколько технологий, в том числе и плавку обсечков в горшочках из глины в высокотемпературных печах.
Возвращение легенды
Открытый секрет производства булатной стали в начале 20 века опять был утрачен. Очередной виток интереса к технологии начался уже в советский период. Повторить подвиг Аносова смог Златоустовский металлург Сергей Баранов. Серия пробных плавок позволила добиться желаемого результата, что подтвердило соответствующее заключение РАН.
Современный булат
Сейчас существует множество сталей, свойства которых превосходят булат. Но это материал до сих пор используется и является примером приготовления высококачественной стали без применения современных измерительных приборов. Сейчас производство булата ведётся по чётким технологическим процессам, что позволяет гарантированно получить твёрдый, вязкий, ковкий сплав с уникальным рисунком на каждом изделии.
Отличие тигельного булата от литого
Сейчас булат изготавливают по нескольким технологиям — материалы в целом идентичны, но имеют и ряд отличий.
При производстве тигельного сплава железную руду, древесный уголь и специальный флюс нагревают в спецтиглях — плавку выполняют в древесных печах (по сравнению с газовыми или электрическим они обеспечивают не такую высокую температуру). Технология требует затрат, но так делают клинки для коллекционеров.
Клинок из булатной стали.
Товары из литого булата проще, их можно встретить на распродажах в Москве. Сырьём для стали является не железная руда, а специальные марки низкоуглеродистых сталей.
Отличить такой булат просто — рисунок на стали не такой выраженный, но по свойствам ножи практически не отличаются. Конечно, цена литого материала в разы ниже.
Что представляет собой булат и его характеристики
Свойства булата определяются содержанием углерода в сплаве — его примерно 2% , так что сталь сохраняет упругость и твёрдость. Но свои особенные свойства материал получает именно из-за температуры плавки — если сырьё перегреть, то такая сталь не получится.
Техпроцесс производства сварного булата, то есть дамаска, сложнее, но дешевле по себестоимости — при производстве ножа необходимо соединить слитки булата (желательно с разным содержанием углерода) между собой кузнечной сваркой, что позволяет получить не монолитную, а многослойную структуру.
Основными преимуществами булата считают:
- отличные режущие свойствам;
- высокая стойкость к ударным, изгибающим нагрузкам;
- высокая твёрдость и износостойкость;
- заточив нож, можно долго им пользоваться — булат хорошо держит заточку.
Всё в наём мире не идеально
- дорогой материал
- заточить сложно из-за твёрдости стали
- ржавеет ли булат? да — сопротивляемость коррозии низкая.
Фактически булатные клинки больше интересуют коллекционеров, поскольку среди современных сталей есть более технологичные варианты и при этом более доступные.
Основные виды ножей и сфера применения
Булат используется при изготовленье ножей следующих типов:
- цельнометаллические,
- с фиксированным клинком,
- складные.
Что касается сферы применения, то модели можно разделить на ножики для охоты, рыбалки и туристов, военные. Отдельно стоят метательные модели и коллекционное оружие. Ножи для коллекционеров могут быть очень дорогими — для их изготовления используют ценную древесину, драгоценные камни, металлы, натуральный рог, не говоря уже о ручной работе над каждым ножом.
Нож из булатной стали.
На что обратить внимание при выборе
Чтобы остаться полностью удовлетворённым от покупки ножа из булата необходимо обратить внимание на:
- Хаотичный рисунок на тёмном фоне — линии и точки должны быть чёткими и крупными, но не симметричными. Ровные и симметричные линии — это характеристика более дешёвой дамасской стали.
- Звон монолитного булата чистый и продолжительный. Если клинок не цельный (слои, флуктуации различного вида) звук будет низким и коротким.
- Ответственный производитель всегда указывает назначение клинка — размеры и параметр должны соответствовать. Охотничий клинок длиннее, рыбацкий и туристический короче, со складной конструкцией.
- Сборка должна быть качественной без зазоров, заусенец и пр.
- Документация — гарантийный талон, сертификат (подтверждение, что этот нож — нехолодное оружие).
- Футляр/чехол.
Особенности заточки
Булатная сталь исключительно прочная, так что в домашних условиях заточить её непросто. Лучше доверить её профи. Такие клинки точатся алмазными брусками, можно использовать твёрдый камень. Что касается угла заточки, то стоит придерживаться 30-45 градусов, толщина кромки не должна превышать 0,5-1 мм.
Заточка булатного ножа.
Правила использования и ухода
- Поскольку такой нож может ржаветь, то после использования сталь нужно очистить, промыть водой и вытереть насухо ветошью.
- Хранится такое металлоизделие в тёплом, сухом месте, исключая образование конденсата.
- Лучше использовать кожаный чехол. Для длительного хранения клинок лучше покрыть слоем рыбьего жира, парафина.
- При появлении ржавчины нужно сразу убрать налёт — применяется керосин, но агрессивные средства запрещены. Можно использовать и мелкую наждачку, но после обработки придётся протравить нож, поскольку рисунок потускнеет.
Несмотря на высокую стоимость и сложности в уходе владельцы булатных ножей оставляют только самые восторженные отзывы. При покупке стоит отдавать предпочтение только проверенным производителям и магазинам, поскольку на рынке огромное количество поддельной продукции.
Секрет изготовления булатной стали
Материал клинка — закаленная сталь — обладает тем свойством, что твердость и упругость ее в известных пределах находится в обратной зависимости. Твердость лезвия должна быть достаточно большой, чтобы нож не скоро затупился, но и не чрезмерной, иначе выкрошится режущая кромка или сломается лезвие.
Давно замечено, что стойкость (износоустойчивость) лезвия не всегда зависит от твердости клинка. Нередки случаи, когда мягкий клинок тупился в работе меньше, чем более твердый. На Златоустовском заводе известный металлург Аносов, пытаясь восстановить секреты технологии изготовления булатной стали, определял износоустойчивость лезвия путем разрезания рулонов войлока. В ходе работ выяснилось, что образцы лезвий, взятые из одного куска стали и прошедшие одинаковую термообработку, имеют различные характеристики.
Режущие свойства лезвия определяются параметрами той микропилы, которая образуется при его заточке и видна, если посмотреть на кромку лезвия под микроскопом. Зубцы этой пилы должны быть мелкие и одинаковые, их вершины должны обладать максимальной твердостью и не выкрашиваться. Это обеспечивается микроструктурой материала и способом заточки лезвия. Чем острее угол заточки, тем с большей легкостью клинок проникает в обрабатываемый материал. Но поскольку тонкое лезвие — более хрупкое, то для того, чтобы оно не сломалось, необходимо повысить упругость, тем самым уменьшив износоустойчивость.
В древности оптимальное сочетание этих свойств обеспечивал булат — материал, который привозили из Индии. В страны ближнего Востока он поступал в виде слитков и затем в процессе ковки и закалки особыми методами приобретал уникальные свойства, сочетая высокую твердость и большую упругость по сравнению с не обладавшими подобными качествами, в нашем понимании, рядовыми клинками. Однако и булаты тоже бывали разными. В конце прошлого века, когда в очередной раз вспыхнул интерес к технологии изготовления булата, в России была создана комиссия, которая взяла на учет все имевшиеся в стране образцы булатного оружия. Так, из собранных приблизительно 4000 клинков половина оказалась подделкой, а среди остальных лишь один процент обладал выдающимися свойствами.
Дамаск — материал (сталь, как бы армированная более упругими волокнами), получаемый в результате проковки мало– и высокоуглеродистых полос в один монолит по особой технологии. Дамаск и булат часто путают, поскольку на обоих материалах при протравливании проступает рисунок, демонстрирующий структуру металла. И все же это различные по процентному содержанию углерода материалы.
По содержанию углерода (в особой кристаллической форме) булат занимает промежуточное положение между высокоуглеродистой сталью и чугуном, а в дамаске его содержание такое же, как и в углеродистой стали. Низкоуглеродистые дамаски шли на изготовление стволов охотничьих ружей, которые, за некоторым исключением, стоили значительно дороже стальных, так как изготовление дамаска представляет собой более трудоемкий процесс.
Сейчас производство клинков переживает очередной бум возрождения традиций изготовления узорчатой стали. Большинство солидных зарубежных фирм, да и многие частные производители как в России, так и в дальнем зарубежье, восстановили производство дамасковых клинков, насколько я понимаю, используя в основном декоративные свойства материала. Уже созданы новые, неизвестные ранее сочетания материалов в дамаске, например нержавеющий дамаск. Время от времени в печати появляются сообщения о том, что различными способами удалось получить и булатную сталь, но ее промышленное производство налажено только на украинском НПО «Булат» (Зброя та Полювання, 1999). Причем булатные ножи, которые используют, например, при изготовлении фанеры, резке бумаги, приготовлении щепы для бумажного производства и производства ДСП имеют стойкость на порядок выше, чем аналогичные ножи из лучшей шведской стали.
После правильной проковки, закалки, шлифовки и травления на булатном клинке проступает характерный не повторяющийся узор (в дамасках узор состоит из повторяющихся элементов). Даже при твердости HRC 36–40 такой клинок невозможно пилить надфилем, который хорошо царапает сталь, закаленную до HRC 54–56. Недостатком булата считается его предрасположенность к оржавлению. Есть сведения, что уже получен нержавеющий булат, однако булат ли это?
В свое время в России были и другие отличные клинковые стали. Например, большой известностью пользовались в Российской империи кинжалы и ножи Егора Самсонова из Тулы. Многие из его изделий включены во все дореволюционные каталоги охотничьих магазинов. Всю технологическую цепочку, начиная от выплавки стали и до термообработки, а также отделки ножей, он производил на дому. Умер Самсонов уже во времена советской власти, не оставив учеников и никому не передав секреты своего мастерства. Говорят, когда он уже был немощен, то обратился к властям с просьбой помочь в ремонте дома, так как у него не было ни сил, ни средств, а за это он обещал рассказать о всех тонкостях выделки своей стали. Но советские органы не откликнулись на предложения умирающего и способ изготовления такой стали был утерян.
В 50–60-х годах на московском заводе «Серп и молот» предпринимались попытки восстановить технологию изготовления самсоновских ножей, однако они закончились безрезультатно.
В наше время в ножевом производстве применяют более ста сортов стали. Среди них есть материалы, обладающие уникальными свойствами, хотя они и довольно дороги. Так, подразделения морских диверсантов США — «Тюлени» вооружены боевыми ножами, которые могут резать стальную сетку, при этом абсолютно не повреждая лезвие. Из керамического материала — диоксида циркония (циркона) делают клинки, а в качестве покрытия стального лезвия используют нитрид титана (золотистого цвета), карбонитрид титана (черного цвета) или их чередование. Иногда лезвия также покрывают алмазо-углердной пленкой. Эти покрытия делают поверхность лезвия чрезвычайно твердой, но все же это, так сказать, экзотика. В основном же современные ножи изготавливают из нержавеющих или — на любителя — углеродистых и легированных сталей.
Клинок дамасского ножа в зависимости от его выделки раз в пять, а порою и в десять, дороже обычного.
Излюбленные марки сталей, используемые зарубежными изготовителями, — 440С, АТС34, 154СМ (по некоторым данным, стали АТС34 и 154СМ различаются содержанием неосновных легирующих элементов — марганца и кремния). Литая сталь D2 появилась лет десять тому назад. Она обладает уникальной микроструктурой (при специальной термообработке), позволяющей выполнить заточку с малым углом при HRC 58–60. Cталь CPMT440V, по составу близкую к булату, получают методом порошковой металлургии . Фирмы гарантируют твердость, но это все же не означает, что лезвия, изготовленные из такой стали, лишены недостатков.
Мой коллега привез из США нож, выпущенный одной из старейших фирм в мире — фирмой Buck. Удостоверяющий качество сертификат гарантировал твердость HRC 60. И действительно, испытав лезвие из стали 450С на приборе Роквелла, мы в этом сами убедились. Нож был заточен до бритвенной остроты (хотя и до этого был достаточно острый) вручную с применением специальной жидкости (чтобы, не дай Боже, не отпустить кромку) при помощи приспособления типа «Лански». Однако на первой же охоте кромка благополучно замялась на обычном еловом сучке.
Более дешевые ножи зарубежные фирмы делают из сталей попроще, на которых стоят обычные клейма 420, 440, 440А или просто указывающие на то, что это нержавейка — INOX, ROSTFREI, SINOXID. Закалены они до HRC 50–54, и по износоустойчивости не лучше обыкновенных столовых ножей, поэтому затачивать кромку под острым углом совсем не обязательно. Как-то мне попался нож производства ГДР, я до сих пор так и не выяснил, из какого материала он был изготовлен. Так вот, при его заточке на круге практически не было искр, только редкие красноватые жидкие ниточки. Заточить его я так и смог, заусенец никак не обламывался, хотя лезвие было весьма твердое.
Среди «советских» сталей взамен прежних, пользующихся особой популярностью у кустарей и производителей ширпотреба углеродистых и легированных сталей типа У7–У8, 65Г, 60С2, ШХ15, 9ХФ, Х6ВФ и т.д. Сейчас довольно распространенной является «нержавеющая» сталь типа 40Х13, 40Х13НВ. Эти конструкционные стали теперь не менее «любимы» в среде умельцев, сотни которых работают на каждом ПТО или заводе-гиганте.
Некоторые термисты-виртуозы в закалке такой стали добились действительно хороших результатов, достигая твердости HRC 56–58 при удовлетворительной упругости. Из аналогичной стали делают и столовые приборы. Изучив данные таблицы, увидим, что ее ближайшим аналогом является сталь 420 (разве что содержание марганца несколько выше). Несмотря на то, что эта сталь называется нержавеющей, в действительности она подвержена коррозии, особенно в агрессивной среде или при низком качестве полировки.
Состав некоторых зарубежных сталей, используемых для изготовления клинков ножей (по материалам зарубежных периодических изданий)
Раскрыт древний секрет булатной стали
Клинки из булатной стали во все времена стремились заполучить в собственность воины и властители. По сей день существует множество легенд о чудесных свойствах холодного оружия, сделанного из булата (в переводе с тюркских слово «болот» означает «сталь»). Считалось, что булатный меч мог без особого труда перерубить любой другой клинок, настолько прочным и острым он был. Счастливых обладателей этого оружия поражала его пластичность: при «тест-драйве» булатных мечей покупатели оборачивали их вокруг собственной талии или головы. А когда клинок распрямляли, он принимал прежнюю форму без малейшего намека на деформацию.
Традиционно изготавливали булатные клинки в Древней Индии и Иране. Ковавшие их кузнецы очень щепетильно относились к секретам технологии и передавали знания только изустно старшему сыну. Это делалось неспроста: даже в древние века существовал всемирный рынок вооружений с соответствующей конкуренцией. Случилось так, что со временем все хранители секрета булатной стали ушли из жизни, и тайна была утеряна. Многие известные металлурги и кузнецы пытались восстановить древний рецепт стали, но это никому не удалось. За одним исключением: в середине XIX века русский металлург Павел Аносов сумел создать клинки, схожие по свойствам с булатными. Однако по странному стечению обстоятельств секрет, раскрытый Аносовым, также пропал.
Неповторимость булатных клинков заставила ученых усомниться: а существовала ли вообще булатная сталь? Мол, подобные свойства и сегодня металлу придать не удается, что уж говорить о временах, отдаленных от нас на 2 тысячи лет. Проверить легенды тоже непросто: при раскопках ученые находят лишь фрагменты клинков. Окончательно развенчать миф о булате несколько лет назад взялся действительный член Русского географического общества, доктор технических наук Игорь Таганов. Он ездил с экспедициями в Индию, Иран и собирал образцы клинков. В прошлом году Таганов передал несколько фрагментов на кафедру пластической обработки металлов Санкт-Петербургского государственного политехнического университета (СПбГПУ). Профессору казалось удивительным, что при современных методах анализа материалов, когда состав любого сплава можно расписать практически до атома, булатная сталь еще остается секретом для науки. За изучение образцов взялся сотрудник кафедры Василий Мишин. Однако вместо того чтобы доказать, что булат — всего лишь миф, он не только раскрыл секрет стали, но и воссоздал ее.
По линейке
Первым делом Василий Мишин изучил на спектрометре химический состав материала, из которого были изготовлены клинки. Выяснилось: булатная сталь — это не что иное, как сплавы высоко- и низкоуглеродистых, а также никелесодержащих сталей. Соединенные вместе твердый и мягкий типы стали как раз и придавали чудесные свойства древнеиндийским клинкам. Но самое сложное — выяснить, по какой технологии был получен уникальный сплав.
Под микроскопом четко видна структура стали. Она неоднородна. Мягкое железо чередуется с очень твердыми полосами карбидов. Древним кузнецам удавалось сделать так, чтобы составляющие располагались попеременно, причем практически с идеальной точностью. Это и являлось залогом успеха. «Подобная неоднородная строчная структура обеспечивает самозатачивание и необыкновенную агрессивность клинка», — уверен доктор технических наук, профессор, руководитель лаборатории «Исследование и моделирование структуры и свойств металлических материалов» СПбГПУ Николай Колбасников. Дело в том, что мягкие слои материала быстрее изнашиваются, а полосы твердого карбида сохраняются лучше. Получается что-то вроде мелкой пилки. Она расцарапывает, разрезает все, к чему ни прикоснется. Такое лезвие практически невозможно взять в руки, оно тут же ранит.
Самое удивительное даже для современных металлургов заключается в том, что структура булата совершенно нехарактерна для высокоуглеродистых сталей, каковой по сути является в том числе и булатная сталь. Такая структура никогда не формируется при обычной переплавке, карбиды располагаются хаотически, но никак не по линейке. Чтобы создать булатный клинок, карбиды требовалось искусственно расположить так, чтобы они выстроились в виде тонких строчек. «Простым сплавлением и ковкой такого эффекта не добиться, а значит, должен существовать способ направленной кристаллизации», — уверяет Николай Колбасников. Весь вопрос в том, как и из чего практически две тысячи лет назад индийские кузнецы научились делать это?
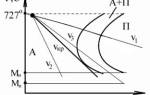
Профессор Колбасников предполагает, что они брали обычную железную руду, нагревали в горне, отковывали богатые углем частички, потом отбирали мягкое железо, складывали это все в коробку и добавляли туда же частички железа, богатого никелем (возможно, метеоритного). Никелевые сплавы обладают высокой температурой плавления и очень низким коэффициентом термического расширения — в этом заключался весь фокус. Когда смесь нагревали до температуры плавления высокоуглеродистого железа (у него высокий коэффициент терморасширения, но довольно низкая температура плавления), оно расплавлялось, и происходил процесс, который сегодня называется жидкофазным спеканием: легкоплавкий компонент расплавляется, закрывает собой поры туго-плавкого, а потом твердеет и вся композиция в целом. «Несмотря на то, что такой металл имеет мягкие компоненты, он становится удивительно прочным», — рассказывает Николай Колбасников.
Но ноу-хау заключалось не только в составе и применении «космических» технологий. Необходимо было таким образом остудить сплав, чтобы произошла направленная кристаллизация. Как раз это заставило бы карбиды выстроиться по линейке. Василий Мишин сумел сделать это на специальном оборудовании. «Уже зная химический состав булатной стали, мы взяли кварцевую колбу и соответствующие ингредиенты: нарезали 1/3 обычного мягкого кровельного железа, туда же добавили 1/3 высокоуглеродистой инструментальной стали У8 и 1/3 никелевого сплава», — рассказывает исследователь. Потом экспериментатор постепенно проплавлял весь объем металла. Когда он перешел в жидкое состояние, под дно колбы поместили кристаллизатор — медную болванку, служащую для быстрого теплоотвода. Таким образом был создан направленный градиент температур, то есть металл охлаждался книзу, соответственно и кристаллизация карбидов шла тоже строго вниз.
Что же получилось? Спектрометр и микроскоп показали, что в нижней части болванки получилась сталь, очень похожая по своей структуре на булат. Однако на всем протяжении слитка ее создать не удалось: в верхней части болванки охлаждение шло не только вниз, но и по сторонам. Затем исследователь отрезал низ болванки, прокатал на станке, проковал и произвел дополнительную термическую обработку. В итоге в заготовке карбиды расположились, как и в булатных клинках, по линейке с шагом около 20-25 микрон.
Полученный образец исследовали на прочность и пластичность. «Мы получили настолько интересные результаты, что сами до сих пор не можем в это поверить!» — восхищается Николай Колбасников. Металл выдержал напряжение при растяжении в 700 килограммов на квадратный миллиметр. При этом норма для, например, рельсовой стали составляет в десять раз меньше.
Что с этим делать?
Добиться таких результатов можно в современной лаборатории, но как индийские кузнецы могли делать подобное, не имея понятия ни о кристаллизаторах, ни о плавильных и прокатных станках и уж вряд ли догадываясь о том, что такое карбиды, — это пока остается тайной. Однако одно предположение у Николая Колбасникова все же имеется. Он считает, что мастера сливали расплавленный металл в специально прорытые вертикальные шахты, заканчивающиеся чем-то вроде бассейна. За время падения в течение примерно 2-4 секунд в металле корректировались дефекты строения и сам он направленно кристаллизовался при резком охлаждении. Потом оставалось подобрать слиток, отковать его и закалить. На это обычно уходило около месяца — кузнецы работали аккуратно, чтобы не нарушить уникальную структуру стали.
Секрет булата разгадан, но что с ним теперь делать? Сегодня в промышленных масштабах вряд ли кто-нибудь займется реализацией этой технологии — во-первых, трудоемко, а во-вторых, выход «чистого» булата невелик. Заинтересоваться технологией могут разве что кузнецы, изготавливающие единичные экземпляры оружия. Интересным открытие может быть и для историков. Правда, оно вызовет больше вопросов, нежели ответов. Например, каким образом индийские кузнецы вообще додумались до такой совершенной технологии? Если они обладали такими знаниями, то не могли ли они изобрести и еще что-то, не менее совершенное? Например, ковер-самолет.
С сознанием дела
Александр Верескунов, руководитель коллектива мастеров производственных мастерских «Сибирский булат»:
— Конечно, булатные клинки обросли множеством легенд, например, насчет оборачивания их вокруг талии. Тем не менее сама сталь — не легенда. Мы проводили сравнительные испытания индийского булатного клинка на концерне «Ижмаш». В итоге получили 70 единиц твердости. Не буду вдаваться в подробности этого показателя, но скажу, что это очень и очень много. Ни один материал, кроме порошковых сталей, сегодня не дает такую твердость. Но порошковые стали не поддаются ковке и деформации, а булат поддается. Это правда. Обычные материалы или обладают нулевой пластичностью и твердостью в 80 единиц, или у них пластичность более-менее неплохая, а твердость не выше 60 единиц. Это два взаимоисключающих свойства. Однако булат каким-то образом объединяет оба.
Марина Кратова, кандидат исторических наук:
— То, из чего древнеиндийские кузнецы делали булатные клинки, было не чем иным, как природным металлом вулканического происхождения. Сама природа сделала его таким уникальным. Так уж у нее замечательно получилось. Индийцы выкапывали металл из земли и ковали клинки. Никаких научных исследований и достижений на сей счет у них не было. Когда весь металл выкопали и продали, булат исчез. Вместо него соответственно появился секрет.
Технология изготовления булатной стали
СЕКРЕТ ИЗГОТОВЛЕНИЯ БУЛАТНОЙ СТАЛИ
Материал клинка — закаленная сталь — обладает тем свойством, что твердость и упругость ее в известных пределах находится в обратной зависимости. Твердость лезвия должна быть достаточно большой, чтобы нож не скоро затупился, но и не чрезмерной, иначе выкрошится режущая кромка или сломается лезвие.
Давно замечено, что стойкость (износоустойчивость) лезвия не всегда зависит от твердости клинка. Нередки случаи, когда мягкий клинок тупился в работе меньше, чем более твердый. На Златоустовском заводе известный металлург Аносов, пытаясь восстановить секреты технологии изготовления булатной стали, определял износоустойчивость лезвия путем разрезания рулонов войлока. В ходе работ выяснилось, что образцы лезвий, взятые из одного куска стали и прошедшие одинаковую термообработку, имеют различные характеристики.
Режущие свойства лезвия определяются параметрами той микропилы, которая образуется при его заточке и видна, если посмотреть на кромку лезвия под микроскопом. Зубцы этой пилы должны быть мелкие и одинаковые, их вершины должны обладать максимальной твердостью и не выкрашиваться. Это обеспечивается микроструктурой материала и способом заточки лезвия. Чем острее угол заточки, тем с большей легкостью клинок проникает в обрабатываемый материал. Но поскольку тонкое лезвие — более хрупкое, то для того, чтобы оно не сломалось, необходимо повысить упругость, тем самым уменьшив износоустойчивость.
В древности оптимальное сочетание этих свойств обеспечивал булат — материал, который привозили из Индии. В страны ближнего Востока он поступал в виде слитков и затем в процессе ковки и закалки особыми методами приобретал уникальные свойства, сочетая высокую твердость и большую упругость по сравнению с не обладавшими подобными качествами, в нашем понимании, рядовыми клинками. Однако и булаты тоже бывали разными. В конце прошлого века, когда в очередной раз вспыхнул интерес к технологии изготовления булата, в России была создана комиссия, которая взяла на учет все имевшиеся в стране образцы булатного оружия. Так, из собранных приблизительно 4000 клинков половина оказалась подделкой, а среди остальных лишь один процент обладал выдающимися свойствами.
Дамаск — материал (сталь, как бы армированная более упругими волокнами), получаемый в результате проковки мало– и высокоуглеродистых полос в один монолит по особой технологии. Дамаск и булат часто путают, поскольку на обоих материалах при протравливании проступает рисунок, демонстрирующий структуру металла. И все же это различные по процентному содержанию углерода материалы.
По содержанию углерода (в особой кристаллической форме) булат занимает промежуточное положение между высокоуглеродистой сталью и чугуном, а в дамаске его содержание такое же, как и в углеродистой стали. Низкоуглеродистые дамаски шли на изготовление стволов охотничьих ружей, которые, за некоторым исключением, стоили значительно дороже стальных, так как изготовление дамаска представляет собой более трудоемкий процесс.
Сейчас производство клинков переживает очередной бум возрождения традиций изготовления узорчатой стали. Большинство солидных зарубежных фирм, да и многие частные производители как в России, так и в дальнем зарубежье, восстановили производство дамасковых клинков, насколько я понимаю, используя в основном декоративные свойства материала. Уже созданы новые, неизвестные ранее сочетания материалов в дамаске, например нержавеющий дамаск. Время от времени в печати появляются сообщения о том, что различными способами удалось получить и булатную сталь, но ее промышленное производство налажено только на украинском НПО «Булат» (Зброя та Полювання, 1999). Причем булатные ножи, которые используют, например, при изготовлении фанеры, резке бумаги, приготовлении щепы для бумажного производства и производства ДСП имеют стойкость на порядок выше, чем аналогичные ножи из лучшей шведской стали.
После правильной проковки, закалки, шлифовки и травления на булатном клинке проступает характерный не повторяющийся узор (в дамасках узор состоит из повторяющихся элементов). Даже при твердости HRC 36–40 такой клинок невозможно пилить надфилем, который хорошо царапает сталь, закаленную до HRC 54–56. Недостатком булата считается его предрасположенность к оржавлению. Есть сведения, что уже получен нержавеющий булат, однако булат ли это?
В свое время в России были и другие отличные клинковые стали. Например, большой известностью пользовались в Российской империи кинжалы и ножи Егора Самсонова из Тулы. Многие из его изделий включены во все дореволюционные каталоги охотничьих магазинов. Всю технологическую цепочку, начиная от выплавки стали и до термообработки, а также отделки ножей, он производил на дому. Умер Самсонов уже во времена советской власти, не оставив учеников и никому не передав секреты своего мастерства. Говорят, когда он уже был немощен, то обратился к властям с просьбой помочь в ремонте дома, так как у него не было ни сил, ни средств, а за это он обещал рассказать о всех тонкостях выделки своей стали. Но советские органы не откликнулись на предложения умирающего и способ изготовления такой стали был утерян.
В 50–60-х годах на московском заводе «Серп и молот» предпринимались попытки восстановить технологию изготовления самсоновских ножей, однако они закончились безрезультатно.
В наше время в ножевом производстве применяют более ста сортов стали. Среди них есть материалы, обладающие уникальными свойствами, хотя они и довольно дороги. Так, подразделения морских диверсантов США — «Тюлени» вооружены боевыми ножами, которые могут резать стальную сетку, при этом абсолютно не повреждая лезвие. Из керамического материала — диоксида циркония (циркона) делают клинки, а в качестве покрытия стального лезвия используют нитрид титана (золотистого цвета), карбонитрид титана (черного цвета) или их чередование. Иногда лезвия также покрывают алмазо-углердной пленкой. Эти покрытия делают поверхность лезвия чрезвычайно твердой, но все же это, так сказать, экзотика. В основном же современные ножи изготавливают из нержавеющих или — на любителя — углеродистых и легированных сталей.
Клинок дамасского ножа в зависимости от его выделки раз в пять, а порою и в десять, дороже обычного.
Излюбленные марки сталей, используемые зарубежными изготовителями, — 440С, АТС34, 154СМ (по некоторым данным, стали АТС34 и 154СМ различаются содержанием неосновных легирующих элементов — марганца и кремния). Литая сталь D2 появилась лет десять тому назад. Она обладает уникальной микроструктурой (при специальной термообработке), позволяющей выполнить заточку с малым углом при HRC 58–60. Cталь CPMT440V, по составу близкую к булату, получают методом порошковой металлургии . Фирмы гарантируют твердость, но это все же не означает, что лезвия, изготовленные из такой стали, лишены недостатков.
Привезенный из США нож, выпущенный одной из старейших фирм в мире — фирмой Buck. Удостоверяющий качество сертификат гарантировал твердость HRC 60. И действительно, испытав лезвие из стали 450С на приборе Роквелла, это подтвердилось. Нож был заточен до бритвенной остроты (хотя и до этого был достаточно острый) вручную с применением специальной жидкости (чтобы, не дай Боже, не отпустить кромку) при помощи приспособления типа «Лански». Однако на первой же охоте кромка благополучно замялась на обычном еловом сучке.
Более дешевые ножи зарубежные фирмы делают из сталей попроще, на которых стоят обычные клейма 420, 440, 440А или просто указывающие на то, что это нержавейка — INOX, ROSTFREI, SINOXID. Закалены они до HRC 50–54, и по износоустойчивости не лучше обыкновенных столовых ножей, поэтому затачивать кромку под острым углом совсем не обязательно. Как-то мне попался нож производства ГДР, я до сих пор так и не выяснил, из какого материала он был изготовлен. Так вот, при его заточке на круге практически не было искр, только редкие красноватые жидкие ниточки. Заточить его я так и смог, заусенец никак не обламывался, хотя лезвие было весьма твердое.
Среди «советских» сталей взамен прежних, пользующихся особой популярностью у кустарей и производителей ширпотреба углеродистых и легированных сталей типа У7–У8, 65Г, 60С2, ШХ15, 9ХФ, Х6ВФ и т.д. Сейчас довольно распространенной является «нержавеющая» сталь типа 40Х13, 40Х13НВ. Эти конструкционные стали теперь не менее «любимы» в среде умельцев, сотни которых работают на каждом ПТО или заводе-гиганте.
Некоторые термисты-виртуозы в закалке такой стали добились действительно хороших результатов, достигая твердости HRC 56–58 при удовлетворительной упругости. Из аналогичной стали делают и столовые приборы. Изучив данные таблицы, увидим, что ее ближайшим аналогом является сталь 420 (разве что содержание марганца несколько выше). Несмотря на то, что эта сталь называется нержавеющей, в действительности она подвержена коррозии, особенно в агрессивной среде или при низком качестве полировки.
Меньше подвержена коррозии сталь 95Х18, которая содержит 18 % хрома и по составу почти «дотягивает» до 440С (ближе к 440В). Это действительно замечательная сталь и, естественно, более дорогая. Однако добиться получения таких свойств возможно лишь при тщательном соблюдении технологии ковки и термообработки. Сегодня только солидные, хорошо зарекомендовавшие себя фирмы могут обеспечить такие условия термообработки — нагрев в вакуумных печах с высокоточной регулировкой температуры, многочасовый отпуск, криогенную обработку (выдержку при низких температурах для получения особо мелкого зерна). А вот кустари, не соблюдая всех тонкостей техпроцесса, не смогут получить хороших результатов и окажется, что качество ножа из 95Х18 ничуть не лучше, чем сделанного из стали 40Х13 и закаленного мастером-виртуозом. Из этой стали делают некоторую ответственную продукцию заводы России. Упоминается также «диверсионная сталь», из которой, возможно, делали «ножи разведчиков» Советской армии. Мне доводилось видеть подобный нож. Его рукоятка была буквально измочалена от промахов при метании в цель, а лезвие слегка затуплено на острие, да и то лишь потому, что, как говорил хозяин ножа, при промахе он постоянно попадал в бетонный забор. Сталь 65Х13 (аналог шведской 13С26) при хорошей закалке — один из наиболее приемлемых для охотничьего ножа материалов, так как при твердости HRC 54–56 она достаточно упруга и износостойка.
Иногда местные умельцы делают неплохие лезвия даже из простой малоуглеродистой стали, посыпая во время ковки полосу чугунной крошкой. Металлическую полосу проковывают, многократно складывая ее. Углерод, содержащийся в чугуне, диффундируя в соседние участки, превращает их в сталь. Получается что-то наподобие дамаска. Естественно, хорошее лезвие можно получить, лишь имея большой опыт работы и «чутье» металла.
При массовом производстве полосы ножа (лезвия) изготавливают методом горячей штамповки, при кустарном — вырезкой из листового материала или ковкой из прута. Говорят, что кованый клинок крепче, — может быть, но на этапах последующей обработки происходит перекристаллизация детали, и эта дополнительная крепость во многом теряется, в отличии от клепки (оттяжки) в закаленном состоянии, например косы, лопаты, где такая нагартовка значительно улучшает свойства материала. При кустарном производстве заготовку из 95Х18 легко испортить при несоблюдении теплового режима ковки. После термообработки клинка следует окончательная шлифовка, отделка и заточка режущей кромки. Обычно угол схождения фасок на полосе клинка, которые образуют лезвие, меньше угла заточки режущей кромки — так проще обеспечить быструю ее заточку и правку, особенно удобно затачивать лезвие с вогнутым в поперечном сечении профилем. Угол заточки для разного рода работ делают различным. Например, 8–12° — для бритв, 10–15° — для скиннера, 12–20° — для охотничьего разделочного ножа, 20–30° — для работ по дереву (стамеска, топор), 30–45° — для рубки сырых костей, 40–60° — в саблях.
Рубить гвозди, протыкать бочки для бензина (как в рекламных целях делают некоторые фирмы) и даже вскрывать консервные банки без ущерба для лезвия можно только при угле заточки, который соответствует данной «работе» — 55–65°. При рубке лезвий друг о друга победа достанется не тому ножу, который изготовлен из более качественной стали, а тому, у которого больше угол заточки. Достаточно длинное лезвие может иметь несколько участков с различными углами заточки режущей кромки по длине.
Фальшлезвие, в отличии от боевых ножей, не должно быть остро заточено, так как при вскрытии брюшины это только мешает, однако его можно использоваться при рубке, освобождая от этой работы тонкое основное лезвие.
Около пяты часто делают большой угол заточки для выполнения тяжелых работ, или применяют для этого участок с так называемой серрейторной заточкой — волнистой пилообразной заточкой, состоящей из одинаковых или чередующихся более и менее глубоких канавок, которые идут поперек режущей кромки. Вариантов такой заточки множество, к тому же лезвие с такой заточкой весьма эффективно при работе с твердыми частями мышечной ткани, хрящей, сухожилий, веревок (стропорезы парашютистов). Старые финские ножи и ножи, лезвия которых постепенно утоньшаются к острию, имеют переменный угол заточки (плоскость заточки скручена пропеллером с каждой стороны). Некоторые северные народы России традиционно пользуются ножами с односторонней заточкой.
Для отделки современных клинков фирмы-изготовители применяют метод электрополирования и вошедшую в моду тонкую шлифовку металла.
В целях маскировки боевые ножи зачастую тонируют. Охотничий же нож достаточно лишь хорошо отполировать для повышения антикоррозионных свойств металла и меньшего засаливания клинка при разделке трофея.
Об авторе
ООО «Пальмира» является производителем хлопчатобумажных изделий. Мы предлагаем продукцию высокого качества прядильной, ткацкой, швейной и отделочной фабрик. Производим и поставляем махровые полотенца, махровые халаты, махровые наборы для сауны и ванны, вафельные полотенца. Широкая цветовая гамма, размерный ряд. Махровые полотенца с логотипом для фитнес-клубов, гостиничных комплексов, саун. Махровую ткань различной плотности.
Булат и дамаск: история и современность
«Все куплю», – сказало злато.
«Все возьму», – сказал булат.
Наверняка вам встречались оба термина – и булат, и дамаск. Но, возможно, у вас еще нет четкого представления о том, чем одна «узорчатая сталь» отличается от другой.
Разбираемся в терминологии
В общем, здесь все не так сложно, как может показаться. Общим у этих материалов является наличие узора, но технологии их изготовления различаются радикально. Легендарный индийский булат – это, к сожалению, утраченная технология: когда-то она передавалась изустно и так тщательно скрывалась, что полностью утерялась несколько веков назад. Производство булата было недешевым, а уже в XVII веке начали появляться доступные и достаточно качественные промышленные стали, поэтому спрос на булат упал, а затем и вовсе сошел на нет. Все, что мы знаем о нем (частично благодаря истории, частично благодаря экспериментам русского металлурга Павла Петровича Аносова), укладывается в пару фраз – булат был исключительно прочным, резучим и, конечно, легендарно красивым. На Руси булат часто назывался харалугом (хоролугом), или харалужной (хоролужной)* сталью, хотя в сказках мы частенько встречаем и сам термин «булат».
* Можно встретить как одно, так и другое написание. Возможно, правильнее будет вариант, вынесенный за скобки, так как, во-первых, именно он встречается в древних источниках, в том же «Слове о полку Игореве», во-вторых, он сохраняет букву «а» в общетюркском корне «хара»/«кара» («черный»).
Кстати, о сказках и былинах. Булатным клинкам в них приписываются чуть ли не магические свойства, но думать, что это какой-то несуществующий, сказочный металл – неправильно. На самом деле булат был просто лучшим вариантом для своего времени. Практические тесты даже лучших образцов, доживших до наших дней, показывают свойства, близкие к обычным недорогим углеродистым сталям современного изготовления. Однако в Средние века основную массу клинков делали из столь низкокачественного сырья, что даже такие свойства казались современникам мистическими и волшебными.
В свое время Аносову в первой половине XIX века удалось создать сплав, полностью отвечающий всем характеристикам булата. Хотя, конечно, достоверно мы не можем знать о том, насколько технология и состав, открытые нашим металлургом, сходны с «оригиналом». Дело в том, что технологий производства булата и в древности существовало несколько: воссоздал ли Аносов одну из них или придумал собственную, доподлинно неизвестно.
Булат клинка турецкой сабли – то, что мы и называем историческим булатом
И вот теперь мы подходим собственно к разъяснению. Исторически существовало две главных технологии получения узорчатой стали. Одна из них подразумевала литье, другая – сварку и проковку нескольких видов сталей между собой; первая оставила за собой название булата, а вторая стала называться дамаском.
- Литой булат – это узорчатая сталь в привычном нам историческом понимании, полученная литейными и кузнечными методами.
- Сварной булат (или дамаск) – это узорчатая сталь, полученная преимущественно кузнечными методами.
Высококачественное оружие изготавливалось из специальных «булатных» слитков, называемых вутц. Именно красоту булатного узора связывали с его великолепными свойствами. Но вутц был дорог и сложен в производстве, что подстегнуло поиски технологий создания узорчатых клинков альтернативными средствами. То, что ныне называется дамаском, начали производить специально, складывая и проковывая несколько слоев заготовок из разных видов стали. Новый материал по прочности не уступал булату, а внешне получался куда красивее, чем литой булат.
Теперь чуть подробнее о типах булата и видах дамаска – такое деление мы сделаем из-за того, что классифицируем материалы по разным принципам: касательно булата расскажем про легирующие элементы в его составе, а касательно дамаска – еще и про несколько технологий.
Типы литого булата: высокоуглеродистый и нержавеющий сплавы
Еще одно важное замечание о булате и дамаске, которое стоит сделать прямо сейчас. По своему химическому составу они больше всего напоминают привычные нам высокоуглеродистые стали, но с очень неоднородным составом, а именно это означает как повышенную прочность и резучесть, так и подверженность ржавлению. Углеродка и нержавейка, как мы знаем, это не просто две разных по своему составу стали. Отличие довольно зыбкое – все дело в том, есть ли в материале легирующие элементы, повышающие коррозионную стойкость стали, и в каком количестве.
Так вот, в норме булат соответствует тому, что мы называем углеродистой сталью, однако измененный химический состав (добавление значительного количества хрома – от 14 % и более) при сохранении физической структуры дает нам так называемый нержавеющий булат. Он сохраняет свойства прочности и твердости, присущие обычному литому булату, а изделия из него почти так же хорошо поддаются заточке. Но стоит изделие из него, как, впрочем, и любое, скованное вручную, баснословно дорого.
Слева – обычный литой булат с высоким содержанием углерода; справа – нержавеющий состав с обычной технологией литья булата
Восемь видов сварного булата (дамаска)
С дамаском все куда интереснее: существует как минимум восемь разновидностей сварного булата, он же – дамаск. Прежде чем мы перейдем к ним, стоит сделать небольшое примечание.
В принципе, возможно создать и нержавеющий дамаск. Для этого нужно собрать пакет легированной нужными присадками стали и начать сваривать его в вакууме, накладывая слоями и расковывая, а затем снова повторяя этот цикл. Технически это довольно сложно, однако современные технологии успешно справляются с задачей, примером чему служат поварские ножи с узорчатыми нержавеющими обкладками.
Кухонный нож Kanetsugu из ассортимента Tojiro с обкладками из узорчатой стали
«Дикий» дамаск
Это тот самый дамаск, который получается, если мастер не пользуется особыми инструментами и технологиями, то есть если процесс проистекает естественным образом. Листы стали с различным химическим составом складываются между собой, свариваются и расковываются; затем рубятся пополам, снова складываются, и все действия повторяются. В результате получается слоистая сталь. Если ее ковка не имеет четкого плана, то узор получается неупорядоченным, или «диким».
«Дикий» и простой дамаск – два подвида техники, которая не имеет характерных черт, а представляет собой обычное наложение друг на друга слоев с последующей расковкой в свободном стиле
Штемпельный дамаск
При изготовлении этого вида узорчатой стали кузнец использует инструмент, называемый штемпелем: благодаря ему на поверхности слоистой пластины дамаска появляется красивый узор, не очень напоминающий узор на простом дамаске. В зависимости от узора штемпеля он может напоминать лестницу, годичные слои на срезе дерева, поверхность воды под дождем и комбинацию этих узоров.
Штемпельный дамаск производят с помощью специального инструмента – штемпеля
Мозаичный дамаск
Мозаичные дамаски часто отличаются не только технологией проковки, но и самим составом – пакет собирают на манер мозаики из заготовок стали разной формы и состава так, чтобы в результате наложения и расковки получался такой вот характерный узор.
Мозаика на поверхности этого вида дамаска – «заслуга» не технологии, а правильной подборки пакета стали
Мозаичный порошковый дамаск
Один из самых сложных видов дамаска; технология, которая редко практикуется в России.
Чтобы создать такой клинок, как на фото, требуется подготовить клише с определенным прорезным узором из стали. Затем клише засыпается порошковой сталью, которая при травлении будет контрастировать с основой, и под действием высоких температур и давления превращается в монолит. Теперь из этого слитка можно по обычной технологии расковывать клинок, сваривая или чередуя узорчатые слои между собой.
Порошковый мозаичный дамаск – явление, редкое в России
Крученый дамаск
Крученый дамаск, он же турецкий, создается с помощью закручивания заготовки из нескольких сваренных между собой стержней вокруг себя. Рисунок будет зависеть от количества и состава сталей в исходном пакете, угла закручивания и глубины взрезки. Как и по мозаичной технологии, из полученной «скрутки» далее можно по обычной технологии расковывать клинок, сваривая или чередуя узорчатые слои между собой.
Крученый дамаск (он же турецкий) получает характерный узор, когда кузнец в процессе расковки скручивает заготовку несколько раз
Мозаичный торцевой дамаск
Техника изготовления такого вида дамаска несколько отличается от прочих. На лопатку из однородной стали накладывается узорчатая мозаика из деталей различной формы и разных сталей. Затем заготовка проваривается под вакуумным прессом. Таким образом, ни сворачиваний, не кручения при его изготовлении не используют. Когда готов полностью прокованный блок, с него срезают пластины, служившие ранее основой для сборки мозаики.
Боковые обкладки такого дамаска – это срезы с готового прокованного блока
Волокнистый дамаск
Еще один зарубежный способ ковки дамаска. Состав его ничем не отличается от стандартного, и начало расковывания – тоже. Но примерно на середине процесса кузнец разворачивает заготовку на 90 градусов и начинает расковывать ее снова. Именно так получаются характерные «короткие» (по сравнению с обычными) разводы.
Короткие «волокна» этого вида дамаска – результат особой техники, когда кузнец поворачивает наполовину прокованную заготовку и начинает все сначала
Многорядный дамаск
Это вид, скорее, не материала, а уже готового изделия, то есть клинка. Полосы дамаска разной выделки (мозаичного, крученого и пр.) кладут рядом и проковывают между собой с целью создать зрительно эффектную комбинацию узоров. Состав и техника изготовления этих полос зачастую различаются: ближе к режущей кромке помещают прочный и резучий вид дамаска, а ближе к обуху – прочный и вязкий вид с особенно красивыми узорами.
Многорядным правильнее называть сам клинок, а не дамаск
Немного о технологиях изготовления булата и дамаска
Готового, единственно правильного «рецепта» пакета стали для изготовления литого булата и сварного дамаска нет, и носить это название могут очень многие узорчатые стали, собранные с помощью технологий литья и ковки. Однако несколько характерных черт у булатных сплавов все-таки есть.
Вот, пожалуй, самое минимальное, что нужно знать тому, кто собрался приобретать булатный (литой или сварной) клинок.