Содержание
- Свариваемость сталей
- Формула определения свариваемости стали
- Влияние основных элементов на свариваемость сталей
- Свариваемость сталей
- Свариваемость сталей
- Классификация свариваемости сталей
- Основные критерии, устанавливающие свариваемость
- Группы свариваемости
- Как влияют на свариваемость легирующие примеси?
- Свариваемость сталей
- Понятие о свариваемости
- Свариваемость сталей
- ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СВАРИВАЕМОСТЬ СТАЛИ
Влияние легирующих элементов на свариваемость стали
Свариваемость сталей
Свариваемость — способность металла к образованию качественных сварных соединений, удовлетворяющих эксплуатационные требования к ним.
Возможности и условия образования качественного сварного соединения определяются многими факторами, важнейшими из которых являются:
- характеристики и свойства свариваемых металлов;
- выбор электродного и присадочного металла;
- режимы сваривания;
- температура нагревания и т. д.
На свариваемость существенно влияет химический состав стали, в частности, содержание углерода и легирующих элементов. Воздействие отдельных элементов проявляется по-разному – особенно в соединении с углеродом.
Среди главных характеристик свариваемости сталей стоит выделить склонность к образованию трещин и механические свойства сварного соединения. Их можно определить путем сваривания контрольных образцов.
Формула определения свариваемости стали
Если известен химический состав стали, можно определить ее свариваемость по эквивалентному содержанию углерода. Для этого используют формулу:
С экв. = С + Mn/20 + Ni/15 + (Cr + Mo + V)/10.
Цифры в этой формуле – это постоянные величины, а символы каждого из химических элементов обозначают максимальное включение его в сталь определенной марки, выражаемое в процентах.
Эквивалентное содержание углерода, полученное по этой формуле, является указанием на свариваемость сталей, которые можно условно разделить на четыре группы:
- хорошо свариваемые (Сэкв не превышает 0,25%);
- удовлетворительно свариваемые (Сэкв = 0,25% – 0,35%);
- ограниченно свариваемые (Сэкв = 0,35 – 0,45%);
- плохо свариваемые (Сэкв превышает 0,45%).
О хорошей свариваемости низкоуглеродистых сталей можно судить по прочному сварному соединению с основным металлом без трещин и снижения пластичности в околошовной зоне.
Свариваемость легированных сталей оценивается по возможности получения соединений, устойчивых к образованию трещин и закаленных структур, а также по снижению прочности, коррозии и так далее.
Однородные металлы свариваются гораздо легче, чем разнородные. Металл шва и металл зоны термического воздействия являются неоднородными. Признак неудовлетворительной свариваемости – склонность к образованию трещин, категорически недопустимых в сварных соединениях.
Характеристикой свариваемости термически упроченных сталей является склонность к снижению прочности в зоне термического воздействия при температуре 400-720º C, в зависимости от температуры отпуска стали при ее изготовлении на заводе. Таким образом, изготовление прочной сварной конструкции возможно только при условии детального изучения и учета свариваемости стали.
Влияние основных элементов на свариваемость сталей
Углерод, если его в стали менее 0,25%, свариваемость не ухудшает, а при большем его содержании свариваемость ухудшается, поскольку в зоне термического воздействия образуются закаленные структуры, что имеет следствием образование трещин. Если повышенное содержание углерода отмечается в присадочном материале, это приводит к пористости шва.
Марганец при его содержании не более 0,8% свариваемость не ухудшает, но при превышении этого показателя велики риски появления трещин из-за того, что этот элемент способствует закаленности стали.
Кремний в пределах 0,02–0,35% никак не воздействует на качество сваривания, а при содержании от 0,8 до 1,5% существенно затрудняет сварку по причине повышенной жидкотекучести и образования тугоплавких оксидов кремния.
Ванадий способствует закаленности стали, что усложняет процесс сварки. При сваривании ванадий, активно окисляясь, выгорает.
Вольфрам повышает прочность стали и усложняет сварку по причине сильного окисления.
Никель повышает пластичность и мощность, при этом не ухудшая свариваемость стали.
Молибден при сварке активно окисляется и выгорает, способствуя образованию трещин.
Хром, образующий тугоплавкие карбиды, значительно затрудняет сварку.
Ниобий и титан в процессе сварки соединяются с углеродом и препятствуют образованию карбида хрома, способствуя улучшению свариваемости.
Медь улучшает свариваемость, повышая прочность и пластичность стали, делая ее более устойчивой к коррозии.
Кислород работает на снижение пластичности и прочности стали, ухудшая ее свариваемость.
Азот обладает способностью создавать нитриды, то есть химические соединения с железом, которые повышают твердость и прочность, существенно снижая показатели пластичности стали.
Водород негативно сказывается на свариваемости, поскольку он накапливается в шве, вызывая образование пор и мелких трещин.
Фосфор – вредная добавка, повышающая твердость стали и делающая ее более хрупкой, что приводит к образованию холодных трещин.
Сера крайне нежелательна, поскольку она способствует быстрому образованию горячих трещин. При превышении содержания серы свариваемость резко ухудшается.
Свариваемость сталей
( классификация сталей по свариваемости, конспект по РДС )
При оценке свариваемости роль химического состава стали является превалирующей. По этому показателю в первом приближении проводят оценку свариваемости.
Влияние основных легирующих примесей на свариваемость сталей приведены ниже .
Другие материалы по теме «
Свариваемость сталей
, классификация сталей по свариваемости» :
Углерод (С) – одна из важнейших примесей, определяющая прочность, пластичность, закаливаемость и др. характеристики стали. Содержание углерода в сталях до 0,25% не снижает свариваемости. Более высокое содержание «С» приводит к образованию закалочных структур в металле зоны термического влияния (далее по тексту – ЗТВ) и появлению трещин.
Сера (S) и фосфор (P) – вредные примеси. Повышенное содержание «S» приводит к образованию горячих трещин – красноломкость, а «P» вызывает хладноломкость. Поэтому содержание «S» и «P» в низкоуглеродистых сталях ограничивают до 0,4-0,5%.
Кремний (Si) присутствует в сталях как примесь в количестве до 0,3% в качестве раскислителя. При таком содержании «Si» свариваемость сталей не ухудшается. В качестве легирующего элемента при содержании «Si» – до 0,8-1,0% (особенно до 1,5%) возможно образование тугоплавких оксидов «Si», ухудшающих свариваемость стали.
Марганец (Mn) при содержании в стали до 1,0% – процесс сварки не затруднен. При сварке сталей с содержанием «Mn» в количестве 1,8-2,5% возможно появление закалочных структур и трещин в металле ЗТВ.
Хром (Cr) в низкоуглеродистых сталях ограничивается как примесь в количестве до 0,3%. В низколегированных сталях возможно содержание хрома в пределах 0,7-3,5%. В легированных сталях его содержание колеблется от 12% до 18%, а в высоколегированных сталях достигает 35%. При сварке хром образует карбиды, ухудшающие коррозионную стойкость стали. Хром способствует образованию тугоплавких оксидов, затрудняющих процесс сварки.
Никель (Ni) аналогично хрому содержится в низкоуглеродистых сталях в количестве до 0,3%. В низколегированных сталях его содержание возрастает до 5%, а в высоколегированных – до 35%. В сплавах на никелевой основе его содержание является превалирующим. Никель увеличивает прочностные и пластические свойства стали, оказывает положительное влияние на свариваемость.
Ванадий (V) в легированных сталях содержится в количестве 0,2-0,8%. Он повышает вязкость и пластичность стали, улучшает ее структуру, способствует повышению прокаливаемости.
Молибден (Мо) в сталях ограничивается 0,8%. При таком содержании он положительно влияет на прочностные показатели сталей и измельчает ее структуру. Однако при сварке он выгорает и способствует образованию трещин в наплавленном металле.
Титан и ниобии (Ti и Nb) в коррозионностойких и жаропрочных сталях содержатся в количестве до 1%. Они снижают чувствительность стали к межкристаллитной коррозии, вместе с тем ниобий в сталях типа 18-8 способствует образованию горячих трещин.
Медь (Си) содержится в сталях как примесь (в количестве до 0,3% включительно), как добавка в низколегированных сталях (0,15 до 0,5%) и как легирующий элемент (до 0,8-1%). Она повышает коррозионные свойства стали, не ухудшая свариваемости.
При оценке влияния химического состава на свариваемость сталей, кроме содержания углерода, учитывается также содержание других легирующих элементов, повышающих склонность стали к закалке. Это достигается путем пересчета содержания каждого легирующего элемента стали в эквиваленте по действию на ее закаливаемость с использованием переводных коэффициентов, определенных экспериментально. Суммарное содержание в стали углерода и пересчитанных эквивалентных ему количеств легирующих элементов называется углеродным эквивалентом. Для его расчета существует ряд формул, составленных по различным методикам, которые позволяют оценить влияние химического состава низколегированных сталей на их свариваемость:
СЭКВ = С + Мn/6 + Сr/5 + Мо/5 + V/5 + Ni/15 + Си/15 (метод МИС);
СЭКВ = С + Мn/6 + Si/24 + Ni/40 + Сr/5 + Мо/4 (японский метод);
[С]Х = С + Мn/9 + Сr/9 + Ni/18 + 7Мо/90 (метод Сефериана),где цифры указывают содержание в стали в массовых долях процента соотвтствующих элементов.
Каждая из этих формул приемлема лишь для определенной группы сталей, однако значение углеродного эквивалента может быть использовано при решении практических вопросов, связанных с разработкой технологии сварки. Достаточно часто расчеты химического углеродного эквивалента для углеродистых и низколегированных конструкционных сталей перлитного класса выполняются по формуле Сефериана.
По свариваемости стали условно делят на четыре группы: хорошо сваривающиеся, удовлетворительно сваривающиеся, ограниченно сваривающиеся, плохо сваривающиеся (табл. 1.1).
К первой группе относят наиболее распространенные марки низкоуглеродистых и легированных сталей ([С]Х≤0,38), сварка которых может быть выполнена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки, а также без последующей термообработки. Литые детали с большим объемом наплавленного металла рекомендуется сваривать с промежуточной термообработкой. Для конструкций, работающих в условиях статических нагрузок, термообработку после сварки не производят. Для ответственных конструкций, работающих при динамических нагрузках или высоких температурах, термообработка рекомендуется
Ко второй группе относят углеродистые и легированные стали ([С]х=0,39-0,45), при сварке которых в нормальных условиях производства трещин не образуется. В эту группу входят стали, которые для предупреждения образования трещин необходимо предварительно нагревать, а также подвергать последующей термообработке. Термообработка до сварки различная и зависит от марки стали и конструкции детали. Для отливок из стали 30Л обязателен отжиг. Детали машин из проката или поковок, не имеющих жестких контуров, можно сваривать в термически обработанном состоянии (закалка и отпуск). Сварка при температуре окружающей среды ниже 0°С не рекомендуется. Сварку деталей с большим объемом наплавляемого металла рекомендуется проводить с промежуточной термообработкой (отжиг или высокий отпуск)
Таблица 1. Классификация сталей по свариваемости.
Низкоуглеродистые Ст1-Ст4 (кп, пс, сп)
15К, 16К, 18К, 20К, 22К
А, А32, А36, А40, В, Д, Д32, Д36, Д40, Е, Е32, Е36, Е40
Низколегированные 15Г, 20Г, 25Г, 10Г2, 12ХН, 12ХН2, 15Н2М, 15Х, 15ХА, 20Х, 15ХФ, 20Н2М
09Г2, 09Г2С, 09Г2Д, 10Г2Б, 10Г2БД, 12ГС, 16ГС, 17ГС, 17Г1С, 10Г2С1,09Г2СД, 10Г2С1Д, ЮХСНД, ЮХНДП, 14Г2АФ, 14Г2АФД, 15ГФД, 15ХСНД
08ГДНФЛ, 12ДН2ФЛ, 13ХДНФТЛ
Углеродистые Ст5 (пс, сп), Ст5Гпс
Легированные 16ХГ, 18ХГТ, 14ХГН, 19ХГН, 20ХГСА, 20ХГР, 20ХН, 20ХНР, 12ХН3А, 20ХН2М
15Г2АФДпс, 16Г2АФД, 15Г2СФ, 15Г2СФД
20ГЛ, 20ГСЛ, 20ФЛ, 20Г1ФЛ, 20ДХЛ, 12ДХН1МФЛ
Углеродистые Ст5 (пс, сп), Ст5Гпс
Легированные 25ХГСА, 29ХН3А, 12Х2Н4А, 20Х2Н4А, 20ХН4А, 25ХГМ, 35Г, 35Г2, 35Х, 40Х, 33ХС, 38ХС, 30ХГТ, 30ХРА, 30ХГС, 30ХГСА, 35ХГСА, 25ХГНМТ, 30ХГНЗА, 20Х2Н4А
35ГЛ, 32Х06Л, 45ФЛ, 40ХЛ, 35ХГСЛ, 35НГМЛ, 20ХГСНДМЛ, 30ХГСФЛ, 23ХГС2МФЛ
Углеродистые 50, 55
Легированные 50Г, 45Г2, 50Г2, 45Х, 40ХС, 50ХГ, 50ХГА, 50ХН, 55С2, 55С2А, 30ХГСН2А и др.
*ДСТУ 2651-94 (ГОСТ 380-94). ** В Украине отменен.
В случае, когда невозможен последующий отпуск, заваренную деталь подвергают местному нагреву. Термообработка после сварки разная для различных марок сталей. При заварке мелких дефектов стали, содержащей более 0,35% углерода, для улучшения механических свойств и обрабатываемости необходима термическая обработка (отжиг или высокий отпуск по режиму для данной стали).
К третьей группе относят углеродистые и легированные стали ([С]Х=0,46-0,59) перлитного класса, склонные в обычных условиях сварки к образованию трещин. Свариваемость сталей этой группы обеспечивается при использовании специальных технологических мероприятий, заключающихся в их предварительной термообработке и подогреве. Кроме того, большинство изделий из этой группы сталей подвергают термообработке после сварки. Для деталей и отливок из проката или поковок, не имеющих особо жестких контуров и жестких узлов, допускается заварка в термически обработанном состоянии (закалка и отпуск).
Без предварительного подогрева такие стали можно сваривать в случаях, когда соединения не имеют жестких контуров, толщина металла не более 14мм, температура окружающей среды не ниже +5°С и свариваемые соединения имеют вспомогательный характер. Во всех остальных случаях обязателен предварительный подогрев до температуры 200°С.
Термообработка данной группы сталей назначается по режиму, выбираемому для конкретной стали.
К четвертой группе относят углеродистые и легированные стали ([С]х≥0,60) перлитного класса, наиболее трудно поддающиеся сварке и склонные к образованию трещин. При сварке этой группы сталей с использованием рациональных технологий не всегда достигаются требуемые эксплуатационные свойства сварных соединений. Эти стали свариваются ограниченно, поэтому их сварку выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой. Перед сваркой такая сталь должна быть отожжена. Независимо от толщины и типа соединения сталь необходимо предварительно подогреть до температуры не ниже 200°С. Термообработку изделия после сварки проводят в зависимости от марки стали и ее назначения.
Эксплуатационная надежность и долговечность сварных конструкций из низколегированных теплоустойчивых сталей зависит от предельно допустимой температуры эксплуатации и длительной прочности сварных соединений при этой температуре. Эти показатели определяются системой легирования теплоустойчивых сталей. По системе легирования стали можно разделить на хромомолибденовые, хромомолибденованадиевые и хромомолибденовольфрамовые (табл. 1.2). В этих сталях значение углеродного эквивалента изменяется в широких пределах и оценка свариваемости сталей по его значению нецелесообразна. Расчет температуры предварительного подогрева выполняется для каждой конкретной марки сталей.
Разделение высоколегированных сталей по группам (нержавеющие, кислотостойкие, жаростойкие и жаропрочные) в рамках ГОСТ5632-72 выполнено условно в соответствии с их основными служебными характеристиками, так как стали жаропрочные и жаростойкие являются одновременно кислотостойкими в определенных агрессивных средах, а кислотостойкие стали обладают одновременно жаропрочностью и жаростойкостью при определенных температурах.
Остановимся на кратких рекомендациях по технологии сварки высоколегированных сталей, которые, как уже отмечалось, разделяются на четыре группы.
Для хорошо сваривающихся высоколегированных сталей термообработку до и после сварки не проводят. При значительном наклепе металл необходимо закалить от 1050-1100°С. Тепловой режим сварки нормальный. К этой группе сталей можно отнести ряд кислотостойких и жаропрочных сталей с аустенитной и аустенитно-ферритной структурой.
Для удовлетворительно сваривающихся высоколегированных сталей перед сваркой рекомендуется предварительный отпуск при 650-710°С с охлаждением на воздухе. Тепловой режим сварки нормальный. При отрицательной температуре сварка не допускается. Предварительный подогрев до 150-200°С необходим при сварке элементов конструкции с толщиной стенки более 10мм. После сварки для снятия напряжений рекомендуется отпуск при 650-710°С. К этой группе в первую очередь можно отнести большую часть хромистых сталей и некоторых хромоникелевых сталей.
Таблица 2. Марки теплоустойчивых и высоколегированных сталей и сплавов на железоникелевой и никелевой основе.
Классификация свариваемости сталей
Сталь – основной конструкционный материал, который представляет собой сплав железа с углеродом и разными примесями. Все элементы, которые входят в состав стальных изделий, оказывают влияние на ее характеристики (в частности, на свариваемость сталей).
Основные критерии, устанавливающие свариваемость
Главным показателем свариваемости является углеродный эквивалент, который обозначается, как Сэкв. Данный условный коэффициент учитывает уровень воздействия на свойства сварного шва карбона, легирующих компонентов.
Факторы, влияющие на свариваемость сталей:
- Толщина металлического образца
- Объем вредных примесей
- Условия окружающей среды
- Вместимость углерода
- Уровень легирования
- Микроструктура
Основным параметром для информации является химический состав материала.
Группы свариваемости
Учитывая все, выше перечисленные критерии, свариваемость можно подразделить на группы с различными свойствами.
Классификация металлов по свариваемости:
- Хорошая – коэффициент Сэкв составляет не менее 0,25 %– для изделий из низкоуглеродистых сталей, независимо от условий погоды, толщины изделия, предварительной подготовки.
- Удовлетворительная – коэффициент Сэкв находится в пределах 0,25-0,35 %. Ограничения: по диаметру свариваемого изделия, условиям природной среды. Толщина материала допускается не более 2 см, температура воздуха должна быть не ниже минус 5 градусов, безветренную погоду.
- Ограниченная – коэффициент Сэкв в пределах 0,350-0,45%. Для формирования высококачественного сварного соединения требуется предварительный подогрев материала. Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные).
- Плохая – коэффициент Сэкв порядка 45-ти % (стали 45). В данном случае невозможно обеспечить стабильность сварочного соединения без предварительного подогрева металлических кромок, термической обработки готовой конструкции. Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.
Группы свариваемости предоставляют возможность понимать технологическую специфику сваривания железоуглеродистых сплавов конкретных марок.
Зависимо от категории, технологических параметров, свойства сварных соединений могут корректироваться последовательными температурными воздействиями. Термообработка может осуществляться несколькими способами: отпуск, закаливание, нормализация, отжиг. Наиболее востребованы закалка, отпуск. Подобные процедуры повышают твердость, соответственно прочность сварного соединения, предотвращают формирование трещин на материале, снимают напряжение. Показатель отпуска будет зависеть от желаемых характеристик материала.
Как влияют на свариваемость легирующие примеси?
Влияние главных легирующих элементов на свариваемость стали
- Фосфор, сера – вредоносные примеси. Содержание данных химических элементов для низкоуглеродистых сталей 0,4-0,5%.
- Углерод – важный компонент в составе сплавов, который определяет такие показатели, как закаливаемость, пластичность, прочность, другие свойства материала. Содержание углерода в пределах 0,25% не воздействует на качество сварки. Наличие более 0,25% данного хим. элемента способствует формированию закалочных соединений, зоны термического влияния, образуются трещины.
- Медь. Содержание меди как примеси не более 0,3%, как добавки для низколегированных сталей – пределах 0,15-0,50%, как легирующего компонента – не более одного процента. Медь улучшает коррозионную стойкость металла, при этом не ухудшает показатели качества сваривания.
- Марганец. Содержание марганца до одного процента не затрудняет сварочный процесс. Если марганца 1,8-2,5%, то не исключается образование закалочных структур, трещин, зоны термического влияния.
- Кремний. Этот химический элемент присутствует в металле как примесь — 0,30 процентов. Такое количество кремния не влияет на показатель качества соединения металлов. При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.
- Никель, как и хром, присутствует в низкоуглеродистых сталях, его содержание составляет до 0,3%. В низколегированных металлах никеля может быть около 5%, высоколегированных – порядка 35 процентов. Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.
- Хром. Количество данного компонента в низкоуглеродистых сталях ограничено до 0,3 процентов, его содержание в низколегированных металлах может быть в пределах 0,7-3,5%, легированных – 12-18 процентов, высоколегированных примерно 35%. В момент сваривания хром способствует формированию карбидов, значительно ухудшающих коррозионную устойчивость металла. Хром способствует формированию тугоплавких оксидов, которые негативно влияют на качество сварки.
- Молибден. Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.
- Ванадий. Содержание этого элемент в легированных сталях может составлять от 0,2 до 0,8 процентов. Ванадий способствует повышению пластичности, вязкости металла, улучшает его структуру, повышает показатель прокаливаемости.
- Ниобий, титан. Данные химические компоненты содержатся в жаропрочных, коррозионно-стойких металлах, их концентрация составляет не более одного процента. Ниобий и титан понижают показатель чувствительности металлического сплава к межкристаллитной коррозии.
Свариваемость стали считается сравнительным показателем, зависящим от химического состава, физических характеристик, микроструктуры материала. При этом способность создавать высококачественные сварные соединения может корректироваться благодаря продуманному технологическому подходу, выполнения требований, предъявляемых к сварке, наличия современного спецоборудования.
Свариваемость сталей
Понятие о свариваемости
Свариваемостью называется свойство металла (или другого материала) образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия (ГОСТ 2601).
Свариваемость различных металлов и их сплавов существенно отличается.
Степень свариваемости оценивают изменением свойств сварного соединения по отношению к основному металлу. Степень свариваемости сплава тем выше, чем больше способов сварки и режимов при каждом способе можно применить. Примером хорошей свариваемости является малоуглеродистая сталь.
Под технологической свариваемостью понимают отношение металла к конкретному способу сварки и режиму.
Физическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых металлов, по завершении которых образуется неразъемное сварное соединение. Все однородные металлы обладают физической свариваемостью. Свойства разнородных металлов зачастую препятствуют протеканию необходимых физико-механических процессов в зоне сплавления. В этом случае металлы не обладают физической свариваемостью.
Свариваемость сталей
Влияние элементов, содержащихся в сталях, на их свариваемость
Углерод. Малоуглеродистые стали хорошо свариваются всеми видами сварки. С увеличением содержания углерода в стали повышается твердость и снижается пластичность. Металл в сварном соединении закаливается, и образуются трещины. В результате интенсивного окисления углерода при сварке образуется значительное количество газовых пор.
Марганец. В количестве 0,3…0,8 % марганец не ухудшает свариваемость стали. Является хорошим раскислителем и способствует уменьшению содержания кислорода в стали. При содержании марганца 1,5…2,5 % свариваемость ухудшается и возможно появление трещин из-за увеличения твердости стали и образования закалочных структур.
Кремний. Содержание кремния в углеродистых сталях незначительно (0,03…0,35 %). Кремний вводят как раскислитель, и при содержании до 1 % он не влияет на свариваемость. С увеличением содержания кремния более 1 % свариваемость ухудшается, так как образуются тугоплавкие окислы, которые приводят к появлению шлаковых включений. Металл сварного шва имеет повышенные прочность, твердость и хрупкость.
Хром. В углеродистых сталях содержание хрома не превышает 0,25 % и в таком количестве его влияние на свариваемость не значительно. Конструкционные стали типа 15Х, 20Х, 30Х, 40Х содержат от 0,7 до 1,1 % хрома. При таком содержании хрома твердость увеличивается, а свариваемость ухудшается, особенно с увеличением содержания углерода. Стали, содержащие значительное количество хрома (Х5, 1X13, Х17) имеют самую плохую свариваемость. При сварке образуются тугоплавкие окислы, снижается химическая стойкость стали и образуются закалочные структуры.
Никель. Никель повышает прочность и пластичность металла сварного соединения и не ухудшает свариваемость.
Молибден. В теплоустойчивых сталях содержание молибдена составляет 0,2…0,8 %, а в специальных сталях, предназначенных для работы при высоких температурах, увеличивается до 2…3 %. Молибден значительно повышает прочность и ударную вязкость стали, но вызывает склонность к образованию трещин, как в самом шве, так и в переходной зоне.
Ванадий. Ванадий повышает прочность сталей. Содержание его в инструментальных и штамповых сталях достигает 1,5 %. Ванадий ухудшает свариваемость, так как способен сильно окисляться и при сварке необходимо вводить в зону плавления активные раскислители.
Вольфрам. Содержание вольфрама в специальных (инструментальных и штамповых) сталях составляет до 2 %. Стали с содержанием вольфрама имеют значительную твердость и прочность при высоких температурах. Вольфрам ухудшает свариваемость, сильно окисляется и поэтому сварка требует особых приемов.
Титан и ниобий. Титан и ниобий улучшают свариваемость стали. При сварке высоколегированных хромистых и хромоникелевых сталей углерод взаимодействует с хромом и образуются карбиды хрома. Это приводит к уменьшению содержания хрома по границам зерен, образованию межкристаллитной коррозии и разрушению сварных швов. При введении в стали титана или ниобия в количестве 0,5…1 % происходит их взаимодействие с углеродом, что препятствует образованию карбидов хрома.
Медь. В сталях, используемых для ответственных конструкций, содержание меди составляет 0,3…0,8 %. Медь улучшает свариваемость, повышает прочность, пластические свойства, ударную вязкость и коррозионную стойкость сталей.
Сера. Повышенное содержание серы приводит при сварке к образованию горячих трещин. Наибольшее допускаемое содержание серы до 0,06 %.
Фосфор. Повышенное содержание фосфора ухудшает свариваемость, так как вызывает при сварке появление холодных трещин. Допускается содержание фосфора в углеродистых сталях не более 0,08 %.
Кислород. Кислород ухудшает свариваемость стали, снижая ее механические свойства – прочность, пластичность, ударную вязкость.
Азот. Азот из окружающего воздуха при охлаждении сварочной ванны образует нитриды железа, которые повышают прочность и твердость стали и значительно снижают пластичность.
Водород. Водород попадает в сварочную ванну из влаги и коррозии на поверхности металла, скапливается в отдельных местах сварного шва, образует газовые пузырьки, вызывает появление пористости и мелких трещин.
Классификация сталей по свариваемости
Свариваемость сталей оценивается такими признаками как склонность к образованию трещин и механические свойства сварного соединения.
Количественной характеристикой свариваемости стали является эквивалентное содержание углерода Сэк, которое определяют по формуле
Сэк = С + (Мn/6) + [(Cr + Mo +V)/5 + (Ni + Cu)/15] ,
где С – содержание углерода, %;
Мn, Cr, Mo, V, Ni, Cu – содержание легирующих элементов (марганец, хром, молибден, ванадий, никель, медь), %.
Наибольшее влияние на свариваемость стали оказывает количество содержащегося в ней углерода и легирующих компонентов.
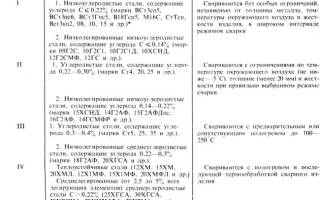
Стали по свариваемости делят на четыре группы: хорошо сваривающиеся стали, удовлетворительно сваривающиеся, ограниченно сваривающиеся и плохо сваривающиеся стали.
К первой группе относятся стали, сварку которых выполняют по обычной технологии без подогрева. Возможно применение термообработки для снятия внутренних напряжений.
Ко второй группе относятся стали, у которых при сварке в нормальных условиях, как правило, трещин не образуется. Для сварки сталей этой группы имеются ограничения по толщине свариваемого изделия и температуре окружающей среды.
К третьей группе относятся стали, склонные в обычных условиях сварки к образованию трещин. При сварке их предварительно подвергают термообработке и подогревают. Кроме того, большинство сталей, входящих в эту группу, подвергают термообработке после сварки.
К четвертой группе относятся стали, наиболее трудно поддающиеся сварке и склонные к образованию трещин. Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
В табл. 1 приведена свариваемость и условия сварки сталей различных видов и марок.
Таблица 1. Свариваемость сталей и условия сварки
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СВАРИВАЕМОСТЬ СТАЛИ
К легирующим элементам относятся, в первую очередь,: Cr, Ni, Mo, W, V, Ti, Nb, а также марганец и кремний при определенном их содержании.
I. Хром (Cr) — в низкоуглеродистых сталях содержится до 0,3%; в конструкционных — 0,7–5%, в хромоникелиевых — 9-35%.
II. Никель (Ni) — в низкоуглеродистых 0.2–0.3%, в легированных 8–35%.
1) Способствует закаливаемости стали, что затрудняет сварку.
2) Активно окисляется и выгорает.
V. Марганец (Mn) — содержится в пределах 0.3–0.8% (для большинства конструкционных сталей).
1) Процесс сварки не затрудняет.
2) Является активным раскислителем.
3) Возникает опасность появления трещин в связи с тем, что Mn увеличивает закаливаемость стали.
4) Интенсивное выгорание.
1) Не вызывает затруднений при сварке.
3) При его содержании 0.8–1.5% условия сварки ухудшаются из–за высокой жидкотекучести кремнистой стали и образования тугоплавких окислов.
4) Активно выгорает.
Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением (по ГОСТ 5520)
Таблица 4 – Нормируемые характеристики материала в зависимости от категории
Особенность: ГОСТ 5520 (категория стали) распространяется на стали:
а) Углеродистые 12К,15К, 16К, 18К, 20К, 22К.
б) Низколегированные 16ГС, 09Г2С, 10Г2С1, 09Г2СД, 10Г2С1Д, 17ГС, 17Г1С.
в) Легированные 12ХМ, 10Х2М, 12Х1МФ.
Пример записи в документации: Сталь16ГС-15 или сталь16ГС15 или сталь 16ГС по 15 категории или сталь16ГС (15 категории).
Особенности проведения входного контроля
Ранее используемой продукции
на основании руководства по входному контролю материалов
А. Чаще всего используется сталь листовая (в том числе двухслойная) для сварных конструкций, а также трубы. В связи с этим следует особое внимание уделять свойствам данных объектов.
Б. Даже в случае, если на данный тип продукции (продукция которая использовалась ранее) имеется сертификат качества, входной контроль следует проводить.
Это требование связано с изменением физико-механических свойств материала с течением времени. Резко увеличивают скорость старения и вызывают снижение механических свойств следующие условия эксплуатации:
— высокая температура эксплуатации (+400 °С и выше);
— явление термоциклирования (нагрев и охлаждение);
— технологическая среда, контактирующая с объектом (резко усиливает старение водородо- и сероводородосодержащая среда;
— работа материала под нагрузкой.
В. При работе с листовым материалом следует уделять особое внимание обязательным испытанием на соответствующую категорию стали.
Г. Для данного типа продукции проводится контроль микроструктуры на наличие дефектов и аномальность структуры. Указанные исследования следует проводить специалистами имеющими соответствующую квалификацию и опыт выполнения работ такого типа.
Д. В случае контактирования объекта с коррозионно-активной средой проводятся испытания на МKK .
Е. Желательно использовать этот вид продукции без «старых» сварных швов. В случае вынужденного использования продукции со сварными швами (обечайки колонн, «старые» днища, сварные трубы и т.д.) в рамках входного контроля следует проводить испытания сварных швов с занесением результатов в «Карту проведенного входного контроля». При этом следует использовать:
— РТМ 26-336-79 «Механические испытания сварных соединений» (где установлены порядок и методы отбора проб и изготовления образцов с учетом объекта со сварными швами);
— действующие «Правила устройства и безопасной эксплуатации паровых и водогрейных котлов», а также «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды» (см. Приложение 10 «Нормы оценки качества сварных соединений» — где даны рекомендации и численные значения ударной вязкости, угла загиба, допустимых дефектов сварных соединений.
Ж. Первым этапом входного контроля ранее используемой продукции следует проводить оценку продукции согласно норм отбраковки:
— для труб и отводов печей — см. п. 1.4. (ст. 19-59) ИТН-93;
— для элементов резервуаров — см. п. 2.5. (ст. 93-100) ИТН-93;
-для сосудов и аппаратов — см. п. 3.6. (ст. 147-154) ИТН-93.
Таблица 5 – Сводная информация по НД на испытания и образцы, а также на требуемые значения нормируемых характеристик продукции
Продолжение таблицы 5
Таблица 6 — Рекомендуемые режимы термообработки и физико-механические свойства материалов, применяемых для изготовления крепежа
Продолжение таблицы 6
Таблица 7 – Рекомендуемые режимы термической обработки и основные механические свойства толстолистовой коррозионно-стойкой стали (по ГОСТ 7350)
Таблица 8 – Оценка качества сварных соединений по твердости согласно «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением»
*Допустимое отклонение указанных пределов не должно превышать +20НВ и -10НВ.
1. По заключению головной специализированной организации в отдельных случаях сосуд (аппарат) может быть допущен к эксплуатации при твёрдости металла, отличающейся от приведенных значений.
2. Твердость коррозионного слоя и переходного слоя в швах сварных соединений из двухслойной стали не должна быть более 220 НВ.
Таблица 9 – Коэффициенты линейного расширения различных сталей (по ГОСТ 20700)