Содержание
- Аттестация технологий
- Контроль, аттестация и учет сварочных работ
- Аттестация технологии сварки НАКС
- Виды аттестации сварочных технологий
- Как подготовиться к визиту НАКС
- Контроль сварки – разрешительная документация
- Аттестация сварочного оборудования НАКС: преимущества и недостатки
- Преимущества и возможные недостатки
- Как получить аттестацию НАКС? Алгоритм
- Требования к оборудованию и порядок проведения
- Какие сварочные аппараты не подлежат аттестации?
- Аттестация сварочного оборудования НАКС
- Свидетельство НАКС об аттестации сварочного оборудования
- Порядок аттестации сварочного оборудования
Свидетельство накс об аттестации технологии сварки
Аттестация технологий
Аттестация технологий сварки
ООО «Южный региональный аттестационный центр №3 НАКС» зарегистрирован в реестре НАКС за № АЦСТ-123 в качестве аттестационного центра по аттестации технологий сварки в соответствии с требованиями РД 03-615-03 (аттестат соответствия Национального аттестационного комитета по сварочному производству АЦСТ-123, область деятельности аттестационного центра определена в приложении к аттестату соответствия).
Срок действия Аттестата соответствия № АЦСТ-123 до 03.10.2020.
Виды аттестации технологии : Производственная аттестация технологий сварки (наплавки).
Группы технических устройств : ГДО, ГО, КО, НГДО, ОТОГ, ОХНВП, ПТО, МО, КСМ, СК.
Способы сварки (наплавки): ААД, ААДН, ААДП, ААДПН, АПГ, АПГН, АПИ, АФ, АФПН, Г, ГН, ЗН, КСО, КСС, МАДП, МП, МПГ, МПН, МПС, МПСН, МФ, НИ, РАД, РАДН, РД, Т, РДН.
Общие сведения об аттестации сварочных технологий.
Согласно РД 03-615-03 «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов», утвержденного Постановлением Госгортехнадзора России от 19.06.2003 г. № 103, аттестации подлежат технологии выполнения сварки и наплавки, используемые при изготовлении, монтаже, ремонте и реконструкции технических устройств, оборудования и сооружений опасных производственных объектов.
Использование неаттестованных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств, оборудования и сооружений опасных производственных объектов не допускается.
Виды производственной аттестации технологии сварки:
Первичная: первичную аттестацию проводят в тех случаях, когда организация-заявитель впервые применяет в своей организации эту технологию; в случае, если в технологию, прошедшую производственную аттестацию, внесены изменения, выходящие за пределы области распространения, указанной в «Свидетельстве НАКС» или в НД, а также в случае отсутствия оформленного в установленном порядке разрешения органов Ростехнадзора России на применяемую организацией технологию сварки (наплавки);
Периодическая: производственные технологии сварки и наплавки, предусмотренные действующей НД, и ранее применявшиеся в организации-заявителе при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов до введения РД 03-615-03, считаются прошедшими первичную производственную аттестацию. Эти технологии подлежат периодической аттестации не позже 4-х лет с момента введения РД 03-615-03. Периодическая аттестация проводится по истечении срока действия «Свидетельства об аттестации» — через 4 года в случае постоянного применения технологии, а также после перерыва в применении данной технологии свыше одного года;
Внеочередная: внеочередную аттестацию проводят по требованию территориальных органов Госгортехнадзора России, руководителя службы технического контроля организации или руководителя службы технического контроля заказчика.
Документы, подаваемые на аттестацию.
Для аттестации сварочных технологий в ООО «Южный региональный аттестационный центр №3 НАКС» направляют заявку с приложениями и другую документацию согласно перечня.
На основании заявки и рассмотрения представленной документации ООО «Южный региональный аттестационный центр №3 НАКС» назначает аттестационную комиссию. Аттестационная комиссия проводит экспертизу представленных документов и составляет на их основе программу аттестации; проводит аттестацию сварочной технологии; оформляет заключение.
По результатам аттестации НАКС через ООО «Южный региональный аттестационный центр №3 НАКС» выдает организации-заявителю Свидетельство об аттестации сварочной технологии.
Срок действия Свидетельства об аттестации – 4(четыре) года.
ООО «Южный региональный аттестационный центр №3 НАКС» также оказывает техническую, консультационную и методическую помощь в подготовке к проведению аттестации сварочных технологий.
Перечень необходимых документов для аттестации сварочой технологии
1. Заявка организации* – заявителя на проведение производственной аттестации технологии сварки с приложениями:
1. Сведения о НД, регламентирующих применение аттестуемой технологии сварки.
2. Сведения о сварочном, термическом и вспомогательном оборудовании, используемом в производственных условиях и аттестационном процессе.
3. Сведения о специалистах сварочного производства и специалистах по контролю качества сварных соединений, участвующих в аттестационном процессе от организации — заявителя
4. Сведения о лаборатории контроля качества сварных соединений
2. Перечень и характеристики групп однотипных производственных сварных соединений, выполняемых организацией — заявителем.
3. Производственно – технологическая документация (технологическая инструкция) или данные технологического процесса, включающие исчерпывающие сведения об основных операциях и параметрах технологического процесса. **
4. Карты технологического процесса сварки.
5. Справка о результатах контроля производственных сварных соединений за последние 6 мес., подписанная руководителем лаборатории и заверенная печатью организации – заявителя (при внеочередной и периодической аттестации).
6. Ксерокопии документов: *** — аттестационного удостоверение сварщика (ов) (I уровень); — аттестационных удостоверений специалистов сварочного производства (III, IV уровни); -свидетельства об аттестации сварочного оборудования; -свидетельства на аттестованную лабораторию**** и удостоверения специалистов по контролю качества сварных соединений.
7. Данные о предыдущей аттестации, включая разрешение на применение технологии (при наличии).
8. Приказ предприятия о назначении ответственного лица за организацию и проведение аттестации сварочных технологий.
9. Копия о государственной регистрации организации – заявителя выписка из ЕГР (страницы с наименованием предприятия и юр. адресом, как правило это 1-ая страница).
* Заявка на аттестацию оформляется отдельно для каждого способа сварки. Допускается оформление одной заявки при комбинированных способах сварки.
** ПТД должна содержать требования к подготовке сварного соединения к сварке, сварочным материалам, оборудованию (Сварочному, сборочному и вспомогательному), предварительному и сопутствующему подогреву, к параметрам процесса сборки и сварки, в том числе к последовательности выполнения прихваток, швов и отдельных слоев, к термической обработке после сварки, методам контроля, объему контроля, требованиям к качеству и др. Основаниям для разработки ПТД по сварке (наплавке) должны служить нормативные документы, определяющие общие требования к соответствующим опасным техническим устройствам (РД, ПБ, СНиП, СП, СТО), проект производства работ, чертежи с указаниями технических требований по сварке.
*** Все ксерокопии документов должны быть заверены печатью организации-заявителя.
****При отсутствии собственной лаборатории у предприятия должен быть представлен договор на оказание услуг, свидетельство об аттестации нанимаемой лаборатории, удостоверения специалистов по контролю качества.
Область аттестации технологии сварки (аттестуемые группы технических устройств, способ сварки) должны совпадать с областью аттестации сварщиков, специалистов сварочного производства, оборудования и лаборатории контроля качества.
Контроль, аттестация и учет сварочных работ
НАКС – это два в одном: сварочный бог и царь в одном лице. У этого бога есть развернутое название – Национальное агентство контроля сварки.
Есть много мастеров, которые любят поминать агентство не очень добрым словом, обвиняя в бюрократии, бумажных морях и других классических грехах чиновников, занимающихся контролем и стандартизацией.
С нашей стороны о НАКСе ни одного дурного слова, а только позитив и уважение. Мы вообще хорошо относимся к стандартам и правилам, а уж если дело касается технологий сварки, то без нормативов -никуда. Работа с металлами всегда была связана с технической опасностью. А там, где опасность, должен быть железный порядок.
Аттестация технологии сварки НАКС
Агентство НАКС занимается формированием и контролем исполнения правил порядка на всех рабочих участках и объектах, где проводятся монтажные или ремонтные работы металлических конструкций и труб, и где имеет место та самая повышенная эксплуатационная опасность.
У таких мероприятий ровно две цели:
- убедиться, что на участке есть все нужные технические ресурсы и организационные возможности для сварочных работ;
- проверить наличие сотрудников с достаточной квалификацией и профессиональным опытом, которые способны выполнять действия по металлу и полиэтиленовым конструкциям в виде сварочных соединений по правилам и нормативам документации.
Виды аттестации сварочных технологий
Обычно все проверки согласно документу РД 03-615-03 делятся на две части:
Исследовательская аттестация
Все аттестационные мероприятия проводятся строго по действующему законодательству. Они обязательны без каких-либо исключения для любой организации, занимающейся деятельностью на опасных участках.
Эта деятельность носит сертификационный характер – речь о подтверждении соответствия или обнаружении несоответствия свойств сделанных сварочных швов из металла или пластика соответствующей конструкторской документации.
Кроме этого исследовательская аттестация занимается изучением соответствия применяемых технологий сварки с опасными объектами.
К исследовательской аттестации относятся следующие технологии:
- контроль работ со новыми сплавами и марками стали: сварка и наплавка;
- изучение методов сварки или наплавки труб и других металлических конструкций, которые используются на участке, но раннее не исследовались;
- контроль методов сварки металлов, которые в свое время не прошли сертификацию или не были запланированы в подготовительной технической документации.
Понятно, что под контроль исследовательской ревизии подпадают абсолютно все новые материалы – как металл и полиэтилен, так и их производители. Туда же относятся и новые сооружения промышленного назначения с использованием новых технологий.
Производственная аттестация
Данная аттестация сварочных технологий и наплавки нужна для обязательного контроля любой компании, которая занимается монтажом и ремонтными работами на промышленных опасных участках.
Эти компании обязаны иметь все необходимые технологические и производственные ресурсы и квалифицированных специалистов, аттестованных по сварочным работам. Данная работа производится для выявления и подтверждения качества выполнения сварки и наплавки в соответствии нормативным документам.
Производственная аттестация делится на виды:
Такая ревизия нужна компаниям, где проводится монтаж и ремонт конструкций и оборудования с помощью новых методов и технологий. Корректировки в новых технологиях также нуждаются в первичной проверке.
Периодическая
Это плановая ревизия технологий, выполняемая единожды за 4 года для контроля производственных операций, выполняемых на опасном промышленном участке постоянно. Если в работе происходит перерыв длительностью больше одного года, снова необходима периодическая проверка.
Внеочередная
Название говорит само за себя: это контрольные мероприятия по требованию. Кто может такое потребовать? Обычно это Гостехнадзор – организация, которая занимается надзором «за техническим состоянием самоходных машин и других видов техники».
Для получения свидетельства НАКС необходимо подать целый пакет документов от компании, которая производит продукцию.
Заявка с документами подается в орган надзора:
- устав организации;
- описание производственных бизнес-процессов, карты расположения труб и другого оборудования;
- договор на оказание услуг с независимой компанией на организацию и проведение проверки соответствия качества швов после сварки на трубах и других металлических конструкций;
- все имеющиеся сертификаты на расходные материалы и сварочные аппараты и уже аттестованные технологии сварки;
- документы, подтверждающие право оказания услуг с учётом квалификации в виде удостоверений от НАКС.
После получения пакета необходимых документов нужно составить план мероприятия с подробным указанием объема проверок и ее видов, способов контроля качества, исчерпывающего описания свойств сварных швов и наплавки. Главное в этом плане – условия, при которых компания будет допущена к работе.
После реализации всех пунктов плана действий комиссия передает свидетельство от НАКС на право вести сварочные работы в течение четырех полных лет.
Это свидетельство об аттестации технологии сварки удостоверяет, что у компании есть все для производства работ с уровнем качества, соответствующим стандартам и нормативным документам. Это «все» включает в себя первым делом квалифицированных сотрудников, которые могут монтаж и ремонт на адекватном сварочном оборудовании.
Как подготовиться к визиту НАКС
Для того, чтобы ваша компания была готова к проверке НАКС, помимо готового и заранее предоставленного пакета необходимых документов, нужно иметь в штате, как минимум, одного специалиста сварочного производства 3-го уровня и дополнительно двух сотрудников, уже прошедших проверку и имеющих удостоверения от НАКС.
Еще одно требование – подтвержденное свидетельство лаборатории неразрушающего контроля.
Контроль сварки – разрешительная документация
При монтаже, ремонте, изготовлении и реконструкции технических устройств на промышленных объектах таких как строительство газопроводов, нефтепроводов, котельных, тепловых сетей, металлоконструкции зданий и сооружений и т.д. большое внимание необходимо уделять контролю за производством сварочных работ.
Заказчик или Генподрядная организация, нанимает субподрядную организацию для выполнения монтажных работ, в том числе и сварочных работ. Необходимо правильно проконтролировать организацию, занимающуюся выполнением сварочных работ. Зачастую это осуществляется техническим надзором Заказчика или другим техническим специалистом. Специалист технического надзора должен обладать знаниями в области сварочного производства, что встречается не так часто. Если Вы хотите узнать , что нужно знать и как правильно проверить правильность оформления разрешительной и исполнительной документации субподрядной организации, выполняющей сварочные работы, то это статья именно для Вас.
Первый этап – Проверка разрешительной документации субподрядной организации.
1. Свидетельство НАКС о готовности организации-заявителя к использованию аттестованной технологии сварки в соответствии с требованиями РД 03-615-03.
На что нужно обратить внимание:
- На какую группу технических устройств выдано свидетельство,
- На какой способ сварки выдано свидетельство,
- Срок действия свидетельства.
В большинстве случаев технические специалисты смотрят просто на наличие свидетельства об аттестации технологии сварки, и не важно на какой вид сварки и на какой опасный производственный объект оно оформлено.
Проверить подлинность свидетельства можно на сайте NAKS.RU , где по номеру свидетельства или названию организации можно узнать внесено свидетельство в реестр НАКС или нет.
Многие специалисты технического надзора не знают, что так же к свидетельству должно быть оформлено приложение с областью распространения , где указано:
- Способ сварки,
- Характер выполняемых работ (изготовление, монтаж, ремонт и реконструкция),
- Группы и марки основных материалов,
- Сварочные материалы,
- Диапазон диаметров,
- Диапазон толщин,
- Тип шва,
- Тип соединения,
- Вид соединения,
- Угол разделки кромок,
- Положение при сварке,
- Наличие подогрева,
- Наличие термообработки,
- Вид покрытия электродов.
Необходимо оценить соответствие фактического выполнения технологии сварочных работ области распространения указанной в приложении к свидетельству об аттестации технологии сварочного производства НАКС.
2. Наличие аттестованного сварочного оборудования с действующими свидетельствами НАКС об аттестации сварочного оборудования в соответствии с требованиями РД 03-614-03.
Необходимо проверить наличие указанного заводского номера на свидетельстве об аттестации сварочного оборудования, а также марки сварочных аппаратов.
Так же у подрядной организации проверить соответствие заводских номеров на сварочных аппаратах номерам в свидетельствах об аттестации сварочного оборудования.
В свидетельстве об аттестации сварочного оборудования проверить соответствие групп технических устройств на соответствие объекту на котором ведутся сварочные работы.
Нужно проверить соответствие выполняемого вида сварки (РД, РАД, МП и т.д.)при производстве сварочных работ и указанного в свидетельстве.
Проконтролировать срок действия свидетельства.
На практике многие организации имеют одно свидетельство на один сварочный аппарат и предоставляют копии свидетельств работая на разных объектах неаттестованными аппаратами.
Проверить настоящее свидетельство или нет, можно зайти на сайт NAKS.RU и посмотреть есть ли свидетельство в реестре.
3. Очень важно применение сварочных материалов соответствующих применяемой технологии сварки.
В большинстве случаев служба технического контроля проверяет наличие сертификатов на сварочные материалы. На самом деле, кроме сертификатов, сварочные материалы должны быть аттестованы в соответствии с РД 03-613-03 и иметь свидетельство НАКС об аттестации сварочных материалов.
В свидетельстве НАКС указано:
- Марка сварочных материалов,
- Типоразмер (диаметр),
- Способ сварки (РД, РАД, МП и др),
- Группы основных материалов (М01, М02 и тд),
- Группы технических устройств(КО, ГО, СК, ОХНВП и тд),
- Срок действия свидетельства – 3 года.
Проверить подлинность свидетельства НАКС об аттестации сварочных материалов можно на сайте NAKS.RU. Свидетельство должно быть в реестре НАКС.
Тип или марка сварочных материалов должна быть указана в проекте. Бывает, что проектный институт не указал данные по сварочным материалам. Монтажная организация, выполняющая сварочные работы, должна предоставить проект производства сварочных работ (ППСР). В ППСР разработана технология выполнения сварочных работ, выбрано сварочное оборудование и сварочные материалы. Проект производства сварочных работ – это основной документ в соответствии с которым ведутся сварочные работы.
Сварочные материалы должны храниться в специальном помещении при поддержании определенной температуры и влажности, прокаливаться, выдаваться под роспись в журнале выдачи сварочных материалов, но об этом чуть ниже.
4. Производство сварочных работ должно осуществляться под контролем специалиста сварочного производства II, III или IV- уровня, аттестованного в соответствии с РД 03-495-02 и ПБ-03-273-99.
Аттестованный специалист II-уровня – мастер-сварщик может осуществлять руководство и технический контроль за проведением сварочных работ.
Аттестованный специалист III-уровня – технолог-сварщик может осуществлять руководство и технический контроль за проведением сварочных работ, включая работы по технической подготовке производства сварочных работ, разработку производственно-технологической документации.
Аттестованный специалист IV-уровеня – аттестованный инженер-сварщик может осуществлять руководство и технический контроль за проведением сварочных работ, включая работы по технической подготовке производства сварочных работ, разработку производственно-технологической документации.
Монтажные организации очень часто экономят на обучении и аттестации персонала, и имеют одного аттестованного специалиста или вообще не имеют аттестованных специалистов сварочного производства, просто незаконно прикладывают чужие копии удостоверений специалистов, даже не работающих в этой организации.
Очень часто некоторые умельцы занимаются подделкой удостоверений.
Проверить подлинность удостоверения всегда можно на сайте NAKS.RU и посмотреть внесен ли данный специалист в реестр НАКС. Служба технического контроля Заказчика должна лично общаться со специалистом сварочного производства и решать все вопросы в оперативном режиме.
Специалисту технического контроля следует обратить внимание на какой опасный производственный объект аттестован специалист. Обычно проверка заканчивается на том, что имеется удостоверение у специалиста. Некоторые специалисты даже показывают верх мастерства и проверяют внесено ли удостоверение в реестр НАКС. Специалист аттестованный по котельному оборудованию не может руководить сварочными работами при монтаже металлоконструкций и т.д., но на это уже никто не обращает внимание.
К удостоверению специалиста сварочного производства должен быть оформлен протокол аттестации специалиста сварочного производства. В котором указано на какие группы опасных технических устройств аттестован специалист. В протоколе также указывают где работает специалист.
ВАЖНО! Очень часто служба технического контроля Заказчика делает замечание о недействительности удостоверения, если в протоколе специалиста указана организация в которой он уже не работает. Это замечание не верное . Удостоверение специалиста сварочного производства оформляется на самого специалиста и продолжает действие, даже если специалист неоднократно меняет место своей работы.
Кроме удостоверения НАКС специалист сварочного производства должен быть аттестован по правилам безопасности в Ростехнадзоре на опасные производственные объекты указанные в удостоверении.
Специалист сварочного производства II – уровня может руководить сварочными работами, но разрабатывать производственно-технологическую документацию (проект производства сварочных работ, технологические карты сварки, технологические инструкции по сварке) не имеет права. Всю технологическую документацию разрабатывают специалисты III или IV – уровня, об этом нужно не забывать.
ВАЖНО! Аттестованный специалист сварочного производства заполнять журнал сварочных работ не может, не имея аттестации по визуальному и измерительному контролю. Но если на объекте визуальный и измерительный контроль осуществляет аттестованная лаборатория по неразрушающему контролю и контролирует стыки до и после сварки, то в этом случае в журнал сварочных работ вносятся номера актов по ВиК, а специалист сварочного производства в этом случае контролирует только технологический процесс производства сварочных работ и делает соответствующую запись в журнале.
5. К сварочным работам на опасных производственных объектах допускаются аттестованные сварщики в соответствии с РД 03-495-02 и ПБ-03-273-99.
Аттестованные сварщики – специалисты сварочного производства I-уровня должны иметь удостоверение установленного образца. В котором необходимо проверить соответствие установленной области распространения и фактического выполнения сварочных работ.
- Вид сварки (РД,РАД,МП и т.д.),
- Вид деталей (Т – труба, Л – лист, Т+Л – труба+лист),
- Типы швов (СШ- стыковой шов, УШ – угловой шов),
- Группа свариваемого материала (М01, М02 и т.д.),
- Сварочные материалы,
- Толщина деталей,
- Наружный диаметр,
- Положение при сварке,
- Вид соединения.
К удостоверению сварщика оформляется протокол, в котором также установлена область распространения аттестации сварщика и указаны результаты практического и теоретического экзаменов.
Организации занимающиеся сварочными работами очень часто аттестуют одного сварщика и подкладывают копии удостоверений на все объекты, тем самым допуская к работе неаттестованных сварщиков. При сварке ответственных конструкций неаттестованными сварщиками возникает большая вероятность возникновения дефектов.
Службой технического контроля Заказчика в большинстве случаев проверяется только наличие удостоверений сварщиков, и не уделяется должного внимания области распространения указанной в удостоверении.
Проверить подлинность удостоверения можно также на сайте NAKS.RU, внесено в реестр НАКС или нет.
ВАЖНО! Очень часто служба технического контроля Заказчика делает замечание о недействительности удостоверения, если в протоколе сварщика указана организация в которой он уже не работает. Это замечание не верное. Удостоверение сварщика оформляется на самого специалиста и продолжает действие, даже если сварщик неоднократно меняет место работы.
Аттестация сварочного оборудования НАКС: преимущества и недостатки
Организация современного сварочного производства невозможна без четкого соблюдения стандартов. Рабочий процесс должен отвечать требованиям охраны труда, экологическим и противопожарным нормам, аттестация сварочного оборудования должна проводиться вовремя. Не менее важно также использование качественного оборудования. Для достижения этих целей требуется проведение проверки независимыми экспертами из НАКС, которые дают объективную оценку оборудования, проверить соблюдение технологических норм и стандартов.
Система оценки оборудования, использующегося при выполнении сварочных работ, разработана в 2009 году несколькими научными и техническими организациями. Вновь созданная организация получила название НАКС – Национальное агентство контроля сварки и относится к саморегулируемым. Полное обозначения выглядит как СРО НП «НАКС».
В Системе работают только специалисты и эксперты, выполняющие аттестационные услуги во всех субъектах РФ. По всей территории страны открыто 284 Центра, основная цель которых – оценка соответствия технологий, сварочного оборудования и материалов (например, проволоки, электродов, средств технологической оснастки), по окончании которой выдается свидетельство НАКС установленного образца.
При проведении аттестационных мероприятий проверяется качество сварки, заявленное производителем оборудования. Определяется эффективность и соответствие инструкциям и стандартам процессов изготовления, ремонта или монтажа сварочной продукции, используемой на ответственных объектах и площадках повышенной опасности.
Преимущества и возможные недостатки
Центры НАКС укомплектованы штатом специалистов только подтвержденной квалификации. Благодаря наличию большого числа прошедших аккредитацию лабораторных центров контролируются всевозможные работы, степень следования стандартам и техусловиям, разработанным ко всем типам изготавливаемой продукции.
По итогам произведенной проверки выдается Свидетельство, удостоверяющее соответствие аппаратуры положениям национальных и общепринятых мировых стандартов. Наличие свидетельства позволяет организации-владельцу:
- применять прошедшие проверку техсредства и аппаратуру для тех или иных работ;
- задействовать оборудование для последующей аттестации предприятия в целом;
- предъявлять полученное свидетельство об аттестации сварочного оборудования НАКС как основной документ, удостоверяющий качество работ при подаче заявок на тендеры, составлении договоров с иными субъектами хозяйствования.
Единственным недостатком НАКС, заслуживающим внимания, считается высокая стоимость процедуры.
Как получить аттестацию НАКС? Алгоритм
Аттестовать аппараты, применяющиеся для сварки, получить удостоверение о выполнении стандартов, можно в любом региональном лабораторном центре НАКС. С этой целью отправляется официальное письмо, заверенное подписью руководителя, к которому прилагается заявка. В заявке указываются:
- реквизиты и юридический адрес организации либо предприятия;
- наименование отдельных единиц или групп сварочного оборудования, указать технические характеристики отдельно для каждого типа;
- дата начала использования;
- виды подлежащих прохождению проверки работ;
- методы наплавки либо сварки с приведением перечня небезопасных материалов или технических устройств.
Полученное в ответ письмо, направляемое из центра, содержит информацию о сроках выполнения НАКС на оборудование, положениях договора. Как правило, аттестация выполняется в течение 30 дней после заключения договора.
Процедура проведения аттестации НАКС сварочных аппаратов, инверторов и иной аппаратуры состоит из нескольких этапов:
- проверка полученных от заявителя сведений;
- назначение комиссии, занимающейся проверкой оборудования с учетом особенностей деятельности предприятия-заявителя;
- определение основных пунктов Программы для аттестации;
- проведение испытаний аппаратуры в соответствии с пунктами Программы;
- изготовление сварных контрольных соединений, используемых в качестве проверочных образцов;
- проверка в лабораторных условиях предоставленных образцовых соединений по нормам стандартов и техусловий, используемых для производства сварных работ на объектах с повышенной опасностью;
- создание протокола о выполнении аттестации;
- выдача Свидетельства об аттестации.
При условии прохождения процедур предприятие-заявитель получает сертификат НАКС.
Наличие огромного числа способов и технологий, применяемых при выполнении сварки и промышленной отрасли и в строительстве, расширило круг работ сертификационных центров.
- материалы и аппаратуру (сварочные инверторы по НАКС, источники питания, полуавтоматы, трансформаторные устройства и др.);
- способы проведения сварочных работ (плазменной, РДС, автоматической и др.);
- отдельных техпроцессов, применяемых на производстве.
Какой срок действия у Свидетельства о выполнении аттестации аппаратуры для работ по сварке? Принята следующая периодичность проведения проверок:
- для аппаратуры, производящейся крупносерийно – 36 месяцев;
- для небольших партий промышленной аппаратуры, если с момента начала использования прошло свыше 6 лет – 18 месяцев.
Требования к оборудованию и порядок проведения
Выдача Свидетельства НАКС на аппаратуру для сварки – важный момент в деятельности любого производителя. Именно оно подтверждает полное соответствие произведенных работ по сварке техническим нормам и требованиям к качеству швов изделий и конструкций в условиях их эксплуатации на опасных объектах.
Для выполнения аттестационных мероприятий нужно предоставить данные относительно:
- основных параметров цехов, о соблюдении норм технологической оснастки условиям объектов, приспособленных под сварочные работы;
- методов ведения и отдельных видов ведения сварочных работ;
- характеристик подлежащих свариванию элементов и деталей;
- технологических аспектов и нюансов, условий изготовления;
- сроков проведения и действия аттестации персонала (сварщиков и других рабочих, непосредственно связанных с производством работ);
- условий производства, в которых была изготовлена аппаратура для сварки.
Аттестация производится в таком порядке:
- Первичная. Для оборудования, ранее не проходившего проверок и не подвергавшегося аттестации.
- Периодическая. Максимальный срок равен периоду действия Свидетельства и составляет 3 года.
- Дополнительная. При наличии изменений и поправок в ранее действующие стандарты, техусловия и иные нормативные документы, а также при планировании увеличения сферы использования конкретного сварочного оборудования.
- Внеочередная. Выполняется по специальному решению органов технадзора.
При успешном прохождении аттестации выписывается Свидетельство о соответствии оборудования, которому присваивается порядковый номер и шифр.
Какие сварочные аппараты не подлежат аттестации?
Аттестации НАКС подлежит только то оборудование, применение которого необходимо для изготовления конструкций и изделий, эксплуатируемых на объектах повышенной опасности. Применяемые в быту инверторы и варочные аппараты проверять нет смысла.
Аттестация сварочного оборудования НАКС
Необходимость проведения аттестации
В соответствии с требованиями Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» организация осуществляющая сварочные работы должна иметь аттестованный персонал, технологию, применять аттестованный сварочные материалы и аттестованное сварочное оборудование.
Согласно РД 03-614-03 целью аттестации сварочного оборудования (СО) является проверка возможности обеспечивать заданные технологические характеристики для различных способов сварки, определяющие требуемое качество сварных соединений при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасных производственных объектах.
Такая проверка сварочного оборудования позволяет выявить не обеспечивающие заданных характеристик установленных изготовителем, а также неисправные, имеющие отклонения в работе и не соответствующие требованиям безопасности аппараты.
По результатам прохождения всех испытаний выдается Свидетельство об аттестации сварочного оборудования. Если были выявлены отклонения от требований стандартов выписывается протокол не аттестации.
Свидетельство НАКС об аттестации сварочного оборудования
Свидетельство НАКС, оформляемое по результатам аттестации дает право применять указанное в нем оборудование на опасных производственных объектах, подтверждает соответствие оборудования Стандартам и требованиям правил по безопасной эксплуатации электроустановок. Свидетельства НАКС дает конкурентное преимущество, его как правило, запрашивают при проведение тендеров и заключении контрактов на проведение монтажных, строительных работ с применением сварки.
Срок действия свидетельства об аттестации сварочного оборудования (СО) составляет:
- 3 (три) года: — для серийно выпускаемого сварочного оборудования, с не истекшим срок службы указанном в паспорте;
- 1,5 (полтора) года: — для опытно-промышленных партий сварочного оборудования, используемого более 6 (шести) лет, считая с даты его выпуска; — сварочного оборудования с истекшим срок службы (при наличии акта о продлении срока эксплуатации); — сварочного оборудования с заводскими номерами присвоенными аттестационным центром.
Виды аттестации сварочного оборудования
- Первичная для ранее не аттестованного сварочного оборудования (СО); СО, не выпускаемое ранее данным производителем; СО импортного производства;
- Периодическая по истечении срока действия аттестации;
- Дополнительная расширение области распространения на другие группы технических устройств опасных производственных объектов; расширение области применения для способов сварки; при введении в действие новых или внесении изменений в действующие нормативные документы, связанных с дополнительными требованиями к применяемому сварочному оборудованию;
- Внеочередная при повторяющемся браке сварных соединений выполняемых на данном СО; изменение рабочих параметров СО при эксплуатации более чем на 10% от номинальных значений; после капитального ремонта СО; после простоя СО в течение одного года без проведения плановых работ по его диагностированию; после модернизации или изменения конструкции СО, заключающейся в придании сварочному оборудованию новых сварочно-технологических свойств.
Аттестация СО проводится путем установления:
- соответствия фактических параметров оборудования с параметрами, приведенными в паспорте организации-изготовителя;
- проверке качества контрольных сварных соединений при проведении практических испытаний в соответствии с требованиями нормативных документов, используемой при проведении сварочных работ на опасных производственных объектах.
Аттестация включает в себя проведение следующих испытаний:
Практических испытаний — заключаются в оценке показателей сварочных свойств сварочного оборудования и проводятся на контрольных сварных соединениях для определенного вида сварки, с оценкой качества сварных швов методом неразрушающего контроля.
Специальных испытаний — заключаются в проверке соответствия сварочного оборудования паспортным данным и требованиям нормативной документации в соответствии с группой технических устройств и состоят из 3 этапов:
- 1 этап — проверка комплектности и основных технических характеристик сварочного оборудования на соответствие паспортным данным и требованиям ГОСТ на соответствующий вид сварочного оборудования;
- 2 этап — проверка соответствия сварочного оборудования требованиям инструкции по безопасной эксплуатации и охране труда, приведенной в Паспорте сварочного оборудования и проверка соответствия технических характеристик сварочного оборудования требованиям нормативной документации, используемой при изготовлении, монтаже, ремонте и реконструкции определенных групп опасных технических устройств, применяемых на опасных производственных объектах;
- 3 этап — проверка электрических, механических и пневмогидравлических систем сварочного оборудования на соответствие данным, приведенным в паспорте
При аттестации различают сварочное оборудование:
- Производителя новое сварочное оборудование (СО), изготавливаемое производителем и/или поставляемого продавцом СО.
- Потребителя сварочное оборудование (СО), используемое при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасных производственных объектах.
- Общего назначения сварочное оборудование (СО) предназначено для использования при изготовлении, монтаже, ремонте и реконструкции различных групп технических устройств, применяемых на опасных производственных объектах.
- Специализированного назначениясварочное оборудование (СО) предназначено для использования при изготовлении, монтаже, ремонте и реконструкции определенных групп опасных технических устройств, применяемых на опасных производственных объектах.
Порядок аттестации сварочного оборудования
Процедура аттестации начинается с направления в центр НАКС Заявки. В заявке указывается марка и шифр сварочного оборудования его количества, дата изготовления и инвентарный номер.
К заявке прикладываются:
- Паспорт аттестуемого сварочное оборудование (СО), можно копию, для импортного СО — руководство по эксплуатации. При отсутствии паспорта аттестационный центр может изготовить его дубликат;
- Сертификат соответствия или заверенные его копии при наличии;
На основании поданной заявки и приложенных документов аттестационный центр формирует комиссию, которая проводит экспертизу предоставленных документов.
На основании изучения заявки аттестационная комиссия составляет программу испытаний аттестуемого оборудования и устанавливает:
- количество проверяемых единиц сварочное оборудование (СО) (партию или выборку из партии);
- требования НТД, материалы, основное и вспомогательное СО, приспособления и инструмент, фамилии аттестованных сварщиков для выполнения контрольных соединений;
- аттестованный персонал и привлекаемые сторонние организации для выполнения необходимых работ;
- перечень необходимой НД.
При разработке программы испытаний сварочного оборудования от Заказчика дополнительно могут быть затребованы следующие материалы:
- особенности технологического процесса сварки и соответствия его технологической карте выполнения сварочных работ;
- наличие и рабочее состояние вспомогательного оборудования (инструменты для подготовки свариваемых поверхностей, сушильные печи, термопеналы, подогреватели, струбцины, центраторы, вращатели, манипуляторы и т.д.);
- наличие и исправность измерительных и регистрирующих приборов СО;
- соответствие области аттестации сварщиков и специалистов сварочного производства и области применения подлежащего аттестации СО;
- сведения о проведенных профилактических работах, контрольных проверках, техническом обслуживании, ремонте и диагностировании, выполненных специализированными центрами.
Заказчик совместно с АЦ согласовывают график, в котором указываются этапы и сроки аттестации. График утверждается руководителем предприятия заказчика и согласовывается с директором центра.
Специалисты центра проводят испытания и оформляют протокол аттестации сварочного оборудования. В Протоколе «Выводы аттестационной комиссии» указывается, что оборудование прошло испытания и рекомендуется для выдачи Свидетельства об аттестации НАКС для проведения работ при изготовлении, реконструкции, монтаже и ремонте технических устройств для опасных производственных объектов и групп опасных технических устройств. Указывается перечень СО, которое можно применять для сварки на опасных технических объектах. На основании протокола заявителю выдается Свидетельство НАКС. Подлинность свидетельства можно проверить в реестре НАКС на официальном сайте САВв.
Стоимость аттестации сварочного оборудования
В зависимости от вида сварочного оборудования его сложности, способа сварки стоимость аттестации составляет от 5 до 50 тысяч рублей. В разных аттестационных центрах различные подходы к расчет стоимости услуг по аттестации. В соответствии с правилами по аттестации, если оборудование однотипной то проверке подлежат не все сварочные аппараты, делается выборка. Поэтому организациям выгодно подавать на аттестацию сразу несколько однотипных единиц сварочного оборудования, в этом случае цена за единицу может значительно (в разы) быть меньше чем при аттестации одного сварочного аппарата.
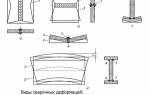
Виды сварочного оборудования Типы сварочного оборудования для дуговой сварки Типы сварочного оборудования
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.