Содержание
- § 27. Гибка заготовок из тонколистового металла и проволоки
- Ручной станок для гибки арматуры своими руками.
- Гибка металла. Способы, инструмент для гибки металла
- 1. Основные приемы гибки деталей из полосы
- 2. Основные приемы гибки деталей из труб
- Ручной станок для гибки арматуры,как сделать своими руками:фото чертежи.
- Гибка арматуры – особенности процесса
- Станки и приспособления для гнутья арматуры
- Конструкция самодельного гибочного станка
- Как согнуть арматуру без специального устройства
- Гибка арматуры – простые решения серьезного вопроса
- 1 Для чего и как гнуть арматуру – памятка начинающим строителям
- 2 Устройства для гибки арматурных прутков
- 3 Самодельные устройства для сгибания – это может каждый!
- 4 Как согнуть арматуру руками – дешево и сердито
Как согнуть стальную проволоку
§ 27. Гибка заготовок из тонколистового металла и проволоки
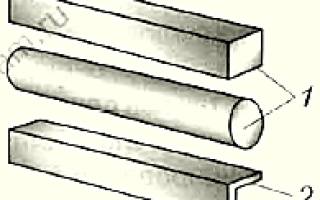
Чтобы согнуть заготовки из тонколистового металла и проволоки, прибегают к такой слесарной операции, как гибка. В школьных мастерских учащиеся выполняют гибку в тисках, используя оправки — прямоугольные и круглые металлические бруски — и уголки (рис. 125).
Рис. 125. Металлические элементы для гибки заготовок в тисках: 1 — оправки; 2 — уголок
Рассмотрим технологию гибки на примере изделия «корпус хозяйственного совка» (см. рис. 98).
Перед гибкой заготовку правят, размечают и вырезают. Начинают гибку с отгибания на 90° бортика стенки: сначала края бортика, а затем его средней части. Для этого заготовку укладывают на оправку, закреплённую в тисках, и, удерживая её одной рукой, другой наносят удары киянкой по заготовке, отгибая бортик по разметочной линии на 90° (рис. 126, а).
Рис. 126. Гибка тонколистовой заготовки: а — на оправке киянкой: 1 — тиски; 2 — заготовка; 3 — оправка; 4 — отгибаемый бортик; 5 — киянка; б — в тисках молотком: 1 — тиски; 2 — заготовка; 3 — отгибаемая задняя стенка; 4 — деревянный брусок; 5 — молоток
После этого отгибают в противоположном направлении заднюю стенку корпуса совка. Для этого заднюю стенку зажимают в тисках по линии разметки и отгибают весь корпус совка относительно стенки. Эту работу можно выполнять с помощью слесарного молотка и деревянного бруска (рис. 126, б). Деревянный брусок применяют для того, чтобы на заготовке не оставалось вмятин от ударов.
Затем заготовку кладут на металлическую оправку, закреплённую в тиски, под углом 90° сгибают киянкой две боковые стенки по размеченным линиям (рис. 127, а). После этого отгибают к задней стенке заплечики (рис. 127, б) и фиксируют их, пригибая к ним бортик. На рисунке 127, в показано положение бортика до и после гибки.
Рис. 127. Гибка на оправке без закрепления заготовки: а — отгибание боковых стенок совка: 1 — тиски; 2 — оправка; 3 — заготовка; 4 — киянка; б — гибка заплечиков: 1 — тиски; 2 — оправка; 3 — киянка; 4 — заплечики; 5 — бортик; 6 — заготовка; в — отгибание фиксирующего бортика: 1 — боковая стенка совка; 2 — заплечики; 3 — задняя стенка; 4 — бортик
Для гибки криволинейной детали, например кольца, используют цилиндрическую оправку (рис. 128).
Рис. 128. Гибка криволинейной детали на цилиндрической оправке
Для того чтобы изделию из проволоки придать форму, также применяют операцию гибки. Проволоку диаметром до 3 мм гнут с помощью плоскогубцев (рис. 129, а) и круглогубцев (рис. 129, б).
Рис. 129. Гибка проволоки плоскогубцами (а) и круглогубцами (б)
Плоскогубцы позволяют сгибать проволоку под определённым углом, а круглогубцы — детали, имеющие криволинейную форму.
Для гибки толстой проволоки применяют тиски (рис. 130). Чтобы согнуть проволоку под прямым углом, на губки тисков надевают стальные уголки. Заготовку закрепляют между уголками таким образом, чтобы линия разметки совпадала с ребром уголка. Удары молотком наносят по участку проволоки вблизи уголков.
Рис. 130. Гибка толстой проволоки в тисках: 1 — губки тисков; 2 — уголки; 3 — заготовка
Согнуть проволочное кольцо (например, кольцо для штор) из толстой проволоки можно с помощью цилиндрической оправки в три приёма, как показано на рисунке 131.
Рис. 131. Гибка проволочного кольца с помощью цилиндрической оправки: 1 — тиски; 2 — цилиндрическая оправка; 3 — заготовка; 4 — уголки
На промышленных предприятиях гибку листового металла выполняют на листогибочных и профилегибочных машинах, листогибочных прессах и др. Для гибки часто используют гибочные штампы различной конструкции, один из которых показан на рисунке 132. Штамп состоит из неподвижной части — матрицы и подвижной — пуансона.
Рис. 132. Гибка заготовки в гибочном штампе: 1 — матрица; 2 — пуансон; у _ загоховка; 4 — готовая деталь
Форма рабочей части матрицы и пуансона такая же, как у готовой детали. Листовую заготовку укладывают на матрицу, пуансон под действием пресса движется вниз и сгибает (формует, штампует) заготовку, придавая ей нужную форму. Для деталей различной формы необходим свой штамп.
Правила безопасной работы
- Перед гибкой заготовку следует правильно и надёжно закрепить в тисках.
- Работать киянкой и молотком только с прочно насаженными ручками.
- На руке, удерживающей заготовку, должна быть надета рукавица; не следует держать эту руку близко к месту сгиба.
- Нельзя стоять за спиной работающего.
Знакомимся с профессиями
Штамповщик — специалист, который на предприятии занимается изготовлением заготовок нужной формы из листового металла и сортового проката. Он работает на различных механических штамповочных молотах и прессах, а также на другом кузнечно-прессовом оборудовании. Хорошо разбирается в свойствах металлов и сплавов, знает, какие металлические заготовки можно обрабатывать в холодном состоянии, а какие следует нагревать в специальной печи.
Практическая работа № 25
Гибка заготовок из листового металла и проволоки
- Подготовь рабочее место для гибки заготовок, выбери необходимые инструменты и оправки.
- Согни по заданию учителя заготовку одного из изделий, изображённых на рисунках 97 — 99, 108 и других, а также заготовку детали своего творческого проекта.
- Проверь правильность гибки по чертежу детали.
Новые слова и понятия
Гибка, оправка, плоскогубцы, круглогубцы, штамповщик.
Ручной станок для гибки арматуры своими руками.
Практически ни одно строительство не обходится без бетонных работ, а где бетон, там и арматура. Возвести фундамент, залить перекрытие, смонтировать армопояс в газобетонном доме. Все эти работы подразумевают использование арматуры, при помощи которой армируются железобетонные конструкции.
У начинающих застройщиков возникает вопрос: как правильно выполнить гнутье арматуры так, чтобы она не потеряла своих прочностных характеристик.
Неправильный самодельный арматурогиб
Если пруток диаметром 6-8 мм можно согнуть «об коленку», то арматуру большего диаметра руками согнуть затруднительно. И главное – качество такого изделия будет ниже всякой критики.
Также нельзя прибегать к таким «народным методам» гибки арматуры своими руками как:
- Надпиливание «болгаркой» места сгиба арматуры;
- Прогрев места сгиба открытым пламенем, в костре или паяльной лампой.
Эти способы, из-за механической и термической обработки металла, приводят к снижению его прочностных характеристик в месте сгиба. Это впоследствии может привести к разрушению арматуры под действием нагрузок.
Поэтому (если нет иных указаний по проекту), нужно гнуть «на холодную», не допускается изгиб стержня под острым углом.
Для сгибания арматуры используются такие приспособления, как станки с механическим или ручным приводом. Из-за высокой стоимости станки с механическим приводом не нашли широкого распространения среди самостройщиков.
Цена на фирменные арматурогибы с ручным приводом также кусается.
Поэтому пользователи FORUMHOUSE предпочитают покупным изделиям приспособления — самоделки. Как показывает практика, такая приспособа для гнутья арматуры своими руками вполне по силам каждому. Для ее изготовления в ход идут обрезки водопроводных труб, швеллеры, уголки, болты, обрезки металлопроката и прочий «ненужный хлам», который найдётся в закромах любого домашнего мастера. Себестоимость таких изделий колеблется от 50 до 500 рублей, в то время как стоимость арматурогиба, купленного в магазине, может составлять 3-5 и 10 тыс. руб. Выгода очевидна. Засучиваем рукава и приступаем к работе.
Как сделать арматурогиб своими руками
Самый простой и доступный способ самостоятельного гнутья прутьев диаметра не более 6-8 мм (изготовления рамок, хомутов и т.п.) – это вбить три ее толстых отрезка в бревно. Причём, два куска вбиваются по одной линии, а третий вколачивается между ними, с отступом от осевой линии на толщину арматуры, которую предполагается согнуть.
Ещё один метод – прикрепить/приварить к углу бытовки/столбу два уголка с нижним упором, а арматуру гнуть между ними.
Либо такой вариант приспособления: приварить к заборному столбу болты.
Несмотря на простоту данных самодельных приспособ, работать на них не совсем удобно, и они лучше всего подходят для изготовления П-образных изделий, хомутов и рамок.
Поэтому дальнейшим развитием устройства становится изготовление полноценного самодельного арматурогиба, работающего в горизонтальной плоскости.
Принцип работы такого арматурогиба следующий: прут закрепляется между упорным элементом (уголком) и центральным неподвижным металлическим штифтом. Далее устанавливаем поворотный узел, который оснащён гибочным штырём и длинным рычагом (трубой).
При повороте гибочного узла для арматуры, за счёт усилия, возникающего на рычаге, арматурный пруток сгибается вокруг центрального металлического штифта на необходимый угол.
Арматурогиб ручной своими руками изготавливается за пару часов. Любой застройщик, кто хоть раз поработал на подобном устройстве, уже не вернётся к гибке арматуры своими руками, зажав её в тисках.
Вот один из вариантов изготовления такого арматурогиба по «рецепту» форумчанина с ником Константин Я.:
Станина – это 12 или 14-й швеллер длиной 1 метр. Швеллер привариваем к двум опорам (металлическим трубам), вбитым в землю. Для упора арматуры привариваем к верхней полке швеллера два уголка. Рычаг – это две трубы, сваренные под углом 90 градусов. Через вертикальную трубу проходит ось, на горизонтальную трубу надеваем удлинитель длиной 1.2 метра. Это увеличивает усилие на рычаге. Сверху рычага привариваем уголок, благодаря чему цепляется конец арматуры при её гибке. Уголок должен находиться на одном уровне с верхней полкой швеллера.
Ось форумчанин сделал из металлического стержня диаметром 30 мм. Нижняя часть обточена под квадрат. Это не позволит оси провернуться или выпасть, т.к. нижнее отверстие в швеллере также вырезано под квадрат. Верхний конец оси выступает над верхней полкой швеллера. Вокруг него и производится загибание арматуры (посмотрим на этот простой чертеж):
Для изготовления арматурогиба на всё про всё, вместе со сварными работами, я потратил 3 часа. Согнул на нём уже 3 тонны арматуры. Спокойно, в одиночку, гну арматуру диаметром 14 мм. Приспособлением для гибки арматуры полностью доволен, т.к. до его изготовления сломал хорошие мощные тиски – сгибал на них пруты диаметром 12 мм, надев на них трубу.
У меня «агрегат» несколько проще. Станина – это швеллер №10-12. Для изготовления «ног» взял арматуру диаметром в 20 мм. Уголки – размером 50х4. «Двенадцатую» арматуру гнул без проблем.
Арматурогиб из уголка своими руками
Рассматривая самоделки форумчан, можно сказать, что арматурогиб на основе уголков получил самое широкое распространение.
Подобное устройство для гибки прутка подкупает простотой своего изготовления, доступностью материалов и дешевизной. Предлагаем вам чертеж арматурогиба:
Устройство по этой схеме можно сделать даже без сварочного аппарата, обойдясь соединениями на болтах и гайках. Но наличие сварочного аппарата значительно расширяет возможности изготовления арматурогиба.
Во время стройки у меня возник вопрос, чем же гнуть арматуру. Изучив форум, выбрал самый простой вариант – из двух соединённых болтом уголков. Т.к. мне нужно было гнуть пруты не более 8 мм в диаметре, то усиливать конструкцию не стал. Приварил к одному уголку кусок трубы диаметром 20 мм. Уголки соединил болтом М10. Накрутил на него гаек, после чего закрепил конструкцию на импровизированной станине – куске толстой фанеры. На изготовление потратил 1.5 часа. Ровно столько же времени ушло далее на изготовление рамок размером 150х750 мм количеством в 90 шт.
Несмотря на популярность этой конструкции арматурогиба, форумчане идут дальше по пути модернизации и улучшения механизма. Особый интерес представляет устройство для сгибания арматуры своими руками, сделанное max68.2011.
В качестве основы используется швеллер №10, т.к. его удобно закреплять на куске бруса. Также потребуются подшипники, уголки 25х25 мм длиной 50 мм, которые привариваются сбоку швеллера. Сбоку просверливаются 2 отверстия, нарезается резьба М10х1.5 (для тонкой арматуры).
Оси арматурогиба – это болты М16х2. Один болт приваривается к швеллеру. Второй болт привариваем к серьге (поворотному узлу), в качестве которого использована рессора от Газели. Ручка рычага – труба диаметром 34 мм и длиной 300 мм. Для увеличения усилия на рычаге на короткую трубу можно надеть удлинитель – длинную трубу большего (надевается снаружи) или меньшего (вставляется внутрь) диаметра.
Стоит заострить внимание на моменте, для чего арматурогибу нужен набор втулок разного диаметра длиной по 4 см.
Согласно СП 52-101-2003 «Бетонные и железобетонные конструкции без предварительного напряжения арматуры», при изгибании арматуры минимальный диаметр загиба отдельного стержня должен быть таким, чтобы избежать разрушения или раскалывания бетона внутри загиба арматурного стержня и его разрушения в месте загиба. Отсюда – минимальный диаметр оправки при сгибании арматуры, зависит от диаметра стержня. Для наглядности все величины сведены в следующую таблицу:
Со временем арматурогиб max68.2011 претерпел изменения. Теперь он по внешнему виду ничем не отличается от промышленных изделий.
Также многих форумчан интерсует вопрос: как рассчитать длину прута арматуры при изготовлении рамок. Ведь простое сложение величин если рамка должна получиться 50х20 + 2 ушка по 40 мм, то чисто теоретически, длина прута должна быть равна 50+50+20+20+4+4=148 см. Но, с учётом радиусов загибов, эта цифра неверна. Вот какой может быть выход из этой ситуации:
По своей практике могу сказать, что дополнительно «накидываю» на каждый загиб от 5 мм. Это зависит от диаметра арматуры. Нужно изготовить рамку 50х20х4 (ушки) из арматуры «десятки», складываем: 4.5+50.5+20.5+50.5+20.5+4.5. Итого получается длина прутка =151 см.
В завершение расскажем про ещё один «секрет» форумчан, применяемый при гибке арматуры. Нужно закрепить арматурогиб на длинном деревянном столе и заранее разметить его, вкрутив саморезы и отметив маркером величины, которые соответствует монтажному размеру поворота прута в гибочном узле. Таким образом, можно избавить себя от необходимости каждый раз пользоваться рулеткой, отмеряя необходимую длину прута.
Прочитав темы Чем гнуть арматуру и Арматурогиб своими руками за 1.5 часа, вы познакомитесь с различными вариантами самостоятельного изготовления этого устройства (чертежи, фото, инструкции прилагаются). Также предлагаем узнать ответ на вопрос: как правильно армировать фундамент в углах. Также FORUMHOUSE рекомендует узнать все секреты сварочных работ и прочитать статью об особенностях холодной ковки. А это видео поможет вам понять, как правильно проводить арматурные работы.
Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
упругой до тех пор, пока возникающие в ней напряжения и деформации не превзошли определенного значения предела упругости. Поэтому согнутая на определенный угол деталь после снятия напряжения стремится, как пружина, расправиться, т.е. угол загиба всегда несколько увеличивается, а деталь немного выпрямляется. Поэтому при изготовлении деталей гибкой следует учитывать пружинящие свойства металла.
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести – пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях – пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) – размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
Рис. 1. Искажение формы заготовки при изгибе: а – круглого сечения; б – прямоугольного сечения; в – утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r – радиус гибки, k – коэффициент, зависящий от материала и направления проката, S – толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой – k=0,5 и для стали средней твердости – k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой – k=1,2 и для стали средней твердости – k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).
где φ – угол дуги f в градусах (φ=180° – β ); x – расстояние от внутренней плоскости до нейтральной оси в мм.
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды – для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
Рис. 3. Гибка заготовки детали в тисках: а – под углом; б – по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r – радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
2. Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
Ручной станок для гибки арматуры,как сделать своими руками:фото чертежи.
и одна серьезная стройка сегодня не обходится без использования такого важного элемента, как арматура , в значительной мере отвечающего за несущие характеристики конструкций. Именно поэтому гибка арматуры должна выполняться квалифицированно и с соблюдением всех общепринятых требований.
Гибка арматуры – особенности процесса
На любой стройке сегодня можно увидеть различное оборудование, множество инструментов и приспособлений, и практически на каждой из них есть станок для гибки арматуры. Это не случайно: наиболее эффективной технологией укрепления хрупких бетонных конструкций, их защиты от разрушительных для них нагрузок на сжатие, растяжение и изгиб, является армирование, которое и выполняется при помощи металлических прутков – арматуры. Без качественного арматурного каркаса практически невозможно возвести надежные бетонные стены и фундамент.
Казалось бы, намного проще выполнять армирование угловых бетонных конструкций и участков примыкания стен с использованием прямых арматурных прутков. Однако в таком случае бетонная конструкция будет сильно ослаблена, может расслоиться. К тому же это является грубым нарушением строительных норм. В любых угловых бетонных конструкциях необходимо использовать только гнутье, с перехлестом на каждую сторону минимум 80 см. Станок или простейшее приспособление для гибки металлических прутков пригодится и в том случае, если вам необходимо быстро изготовить соединительные элементы различного типа – крюки, лапки и др.
При гибке стальных прутков, используемых для армирования, очень важно знать, как гнуть арматуру для фундамента так, чтобы она не утратили своих прочностных характеристик. Для соблюдения этого требования необходимо выполнять такую операцию только механическим способом, используя специальные станки для резки и гибки арматуры. При этом важно следить за тем, чтобы угол сгиба не получился острым, а радиус закругления в месте сгиба составлял от 10 до 15 диаметров самого прутка. Следует помнить, что стальной арматурный пруток гнется без потери своих прочностных характеристики до угла 90 градусов, затем показатели прочности начинают снижаться.
При гибке стальных арматурных прутков своими руками часто совершаются две ошибки:
- на месте сгиба при помощи болгарки или другого инструмента делается надпил;
- участок арматуры, где будет находиться сгиб, нагревают при помощи газовой горелки или паяльной лампы.
После того, как подобные процедуры выполнены, используется какое-либо примитивное средство для гибки: тяжелый молоток, кувалда, отрезок трубы, тиски и др. Эти способы гнутья приводят к значительному ослаблению арматуры, что может стать причиной разрушения бетонных конструкций. В таких случаях всегда следует помнить о том, что нужно выполнять гибку арматурных прутков без нарушения их целостности и только в том случае, если они находятся в холодном состоянии.
Тут вообще все дорого и серьезно — полная автоматика и множество настроек. Для домашних мастеров это видео приводим лишь в качестве ознакомления. Так как тратить 130-180 тысяч рублей на такой агрегат для непрофессионального использования не имеет никакого смысла.
Станки и приспособления для гнутья арматуры
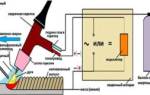
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
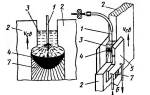
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.
Конструкция самодельного гибочного станка
Ручной станок для гибки арматуры достаточно прост по своей конструкции, поэтому изготовить его можно своими руками, но для этого желательно найти чертежи такого устройства. Основу такого станка, специально предназначенного для гибки арматуры своими руками, составляет металлическая станина, к которой приваривают штырь круглого сечения или обычный уголок.
Данный образец похож на предыдущий, но уголок тут использован один и намного меньшей длины, а вместо второго уголка используется подвижный штырь
Вторым элементом этого приспособления является поворотная платформа. К ней приваривают рычаг, центральный и гибочный штыри. Расстояние, которое следует выдержать между центральным и гибочным штырями, зависит от максимального диаметра арматуры, используемой для гибки. Для того чтобы такое ручное приспособление для гибки металлической арматуры можно было использовать для прутков диаметром 6–12 мм, ножки его станины необходимо надежно зафиксировать на полу.
Если вам необходим переносной самодельный станок для качественного гнутья арматуры, то все его элементы фиксируют на массивной плите. Такая переносная плита может крепиться на месте работы при помощи болтовых соединений или специальных штырей, приваренных к ее нижней части. Однако самодельный ручной гибочный станок для арматуры может быть использован только для работы с металлическими прутками, диаметр которых не превышает 10 мм.
Еще один вариант конструкции станка: прорезь в центральном элементе, являющемся также осью вращения рычага, позволяет фиксировать арматуру
Как согнуть арматуру без специального устройства
Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Гибка арматуры – простые решения серьезного вопроса
Любая основательная стройка требует работ с металлом. Гибка арматуры должна производиться с соблюдением технологии – от этого зависит надежность возводимым конструкций и зданий.
1 Для чего и как гнуть арматуру – памятка начинающим строителям
Основное назначение арматуры – армирование бетона, который подвержен разрушению нагрузками изгибающего характера. В железобетонных конструкциях растягивающие и сжимающие усилия берет на себя металлический пруток. Возвести достаточно надежный, прочный фундамент любого дома практически невозможно без арматурного каркаса.
В тоже время, армирование углов и различных примыканий перекрестием прямых прутков является грубым нарушением технологии, ослабляющем конструкцию, что может привести к расслоению бетона. В угловых связках требуется укладка изогнутой арматуры с перехлестом на каждую сторону минимум 80 см. Гибка прутков также необходима для изготовления различных соединительных элементов, работающих на растяжение (к примеру, стандартный крюк, лапка, другое).
Как гнуть арматуру, чтобы она при этом сохранила свои прочностные характеристики, знает далеко не каждый. Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
Следует знать, что арматура А3 в холодном состоянии гнется без потери прочности на угол 90° (так называемый прямой). Ее прочностные показатели снижаются приблизительно на 10 % при угле в 180°.
В настоящее время очень распространены как минимум 2 недопустимых способа сгибания арматуры:
- место, где будет выполняться гибка, надпиливают посредством отрезной угловой машинки или подобным инструментом;
- место сгиба греют паяльной лампой (сваркой, автогеном, на костре).
После подобных «подготовительных» работ используют подручный инструмент для гибки арматуры (молотки, кувалды, трубы и так далее). Очевидно, что оба приема ослабляют стержни в разы, а это может повлечь их разрушение под влиянием нагрузок. Все виды арматуры требуется гнуть в холодном состоянии без нарушения их целостности, если иное не указано проектировщиком.
2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.
Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.
Ручные гибочные инструменты выпускают разных видов, в том числе переносные. Они достаточно просты в применении и доступны по цене. Для работы с прутками можно приобрести как специальный станок, так и трубогиб. Устанавливают этот инструмент на верстаках. Большинство устройств предназначено для сгибания прутков диаметром не более 14 мм. Такие станки вполне подходят для частного строительства, но непригодны при больших объемах работ.
Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
3 Самодельные устройства для сгибания – это может каждый!
Самодельный станок для гибки арматуры можно изготовить самостоятельно. Вариантов исполнения много, но все они похожи на заводской ручной станок. К металлической станине или плите приваривают упорный штырь или уголок. Затем устанавливают поворотную металлическую платформу, оснащенную рычагом, центральным и гибочным штырями. Расстояние между элементами конструкции зависит от диаметра прутков, которые предполагается гнуть. Ножки станины следует прикрепить к полу – это позволит работать с арматурой толщиной 6–12 мм.
Конструкция, выполненная на плите, будет являться переносным вариантом. Но для нее необходимо предусмотреть способ крепления по месту работы. Это могут быть отверстия под болты – для прикручивания к верстаку или иной основе. Можно также приварить с обратной стороны плиты 2 или более штырей, которые надо будет вставлять в отверстия основы. Возможности такого станка, скорее всего, будут ограничены диаметром арматуры в 10 мм.
4 Как согнуть арматуру руками – дешево и сердито
Когда специальные устройства отсутствуют, то можно, конечно, в ряде случаев обойтись и без них. Но необходимо помнить, что ручная гибка арматуры на порядок травмоопасней, чем на станке. Любое непродуманное действие, движение может привести к тому, что пруток или импровизированные приспособления спружинят или выскользнут и нанесут повреждение горе-мастеру.
Тонкие прутки до 8 мм при хорошей физической подготовке можно сгибать вручную даже без каких-либо приспособлений. Качество будет соответствующее – радиус сгиба будет слишком велик. Такая арматура вряд ли в полной мере выполнит возложенные на нее функции по укреплению фундамента.
Использование двух стальных труб значительно улучшит результат и позволит сгибать более толстые прутки. Чем длиннее трубы, тем больше может быть диаметр арматуры, и меньшие усилия потребуются. Схема работы – стержень фиксируют в одной трубе, а вторую надевают на выступающий конец заготовки и используют, как рычаг. Тонкие прутки можно будет сгибать прямо от земли, наступив на упорную трубу. Более продвинутый вариант – когда фиксирующая труба укрепляется до неподвижного состояния на верстаке в тисках, в земле (вкапывается, бетонируется) или другим способом.
Другой вариант с применением труб, когда в землю прочно вбивают 2 штыря, используемые в качестве упора для прутка на месте сгиба. Арматуру заводят между штырями. Обе трубы выполняют роль рычага. Вместо штырей можно использовать 2 близко растущих дерева, но защитникам природы это очень не понравится!
Можно также использовать нерекомендуемые способы, упомянутые выше, но только если это не отразится на надежности конструкции, или когда не важен результат. Гибка арматуры своими руками в этом случае начинается с закрепления прутка (необязательное условие). Место сгиба надрезают или раскаляют, а затем гнут арматуру в нужную сторону. При необходимости используют молоток или трубы.