Содержание
- Флюс для пайки: особенности, виды, советы
- Пайка и её особенности
- Виды припоя
- Пайка мягкими припоями
- Твердые припои для пайки
- Прочие типы флюса
- Общие советы по флюсам
- Пайка медных трубок газовой горелкой (инструкция)
- Планирование работ пайки газовой горелкой
- Пошаговая инструкция пайки газовой горелкой
- Пайка меди
- Зависит от задачи
- Классический пример
- Выбор инструмента
- Если припой, то какой
- Флюс решает многое
- Чёткие действия
- Зачем нужна паяльная паста
- Главное – терпение
- Ключевые особенности пайки труб из меди
- Отличия пайки от сварки
- Необходимые материалы и приспособления
- Виды газовых горелок
- Технология пайки
- Поэтапная пайка стыка труб
- Заключение
- Основные компоненты флюсов для пайки медных деталей
- Где применяются медные изделия
- Особенности технологий
- Некоррозионная группа
- Составы с умеренной коррозионной активностью
- Сильного кислого действия
- Для пайки тугоплавкими припоями
- Особенности самостоятельного изготовления
Флюс для пайки меди горелкой
Флюс для пайки: особенности, виды, советы
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Виды припоя
Припои – это достаточно специфический ряд веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Данные вещества варьируются в зависимости от температуры процесса паяния, и бывают мягкие и твердые.
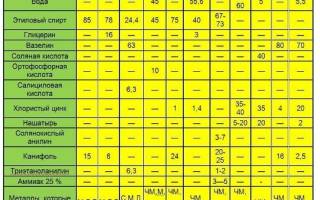
Таблица флюсов
Пайка мягкими припоями
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию. Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
К мягким припоям относятся:
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
Припой, температура работы у которого 185 ÷ 267˚С – соединяет в себе олово и свинец. Также в небольшом количестве добавляется и сурьма. Перед покупкой обязательно проверяйте ГОСТ, там указана вся информация по припою. Например, ПОС 40 – последняя цифра означает что в данном веществе содержится 40% олова, в среднем сурьмы добавляется от 3 до 5 процентов, все остальное – свинец. Данные припои используются для соединения швов, которые не нуждаются в ответственности, т.е. не нагружены, не подаются битью или постоянной вибрации.
Для пайки также применяется бессвинцовой флюс. Их еще называются малооловянистые соединения. В основном их применяют для соединения небольших плат, контактов на нежных электрических схемах и т.д. Максимально допустимая температура плавления – 330 градусов по Цельсию.
Самые нераспространенные – это припои легкоплавкового типа, температура от 60 градусов до 145. Они приобретаются для низкотемпературной пайки или очень осторожной ручной сварки. В частности, их нельзя назвать основными припоями, т.к.у них очень маленькая прочность и эластичность. Они чаще применяются для повторного или ступенчатого паяния.
В отдельных случаях необходимо изготовление специального состава, его свойства подгоняются непосредственно для материалов, не поддающихся пайке (это флюс для никеля, низкоуглеродистой стали, алюминия, вольфрама и чугуна).
Рассмотрим самые популярные смеси:
- Флюсы для пайки алюминия в обязательном порядке должны быть на оловянной основе, также в них содержится бура, цинк, кадмий, но все, же олова в них содержится более чем 99 %. Цинк и кадмий необходимы для повышенной диффузии, которая способна проникнуть даже в глубинные слоя алюминия.
- Паста-флюс или гель для пайки микросхем, также такие припои используются для печатных плат.
Флюс гель
Для таких сплавов припои поставляются в виде разнообразных составов относительно густых, прутьев, лент и проволочных катушек (как для сварки). Также бывают чушки, которые наполовину заполнены флюсом из канифоли.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных; Канифоль
- Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность; Бура
- Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Пайка медных трубок газовой горелкой (инструкция)
Главная страница » Пайка медных трубок газовой горелкой (инструкция)
Работа с газовой горелкой и расплавленным припоем заставит нервничать любого исполнителя, будь то начинающий или профессионал. Важный момент: последствия ошибок пайки практически варьируются от негерметичного шва трубы до самого настоящего домашнего пожара. Однако, как и для большинства практикуемых ремёсел, ключом к успеху пайки медных трубок газовой горелкой являются практика и планирование работ.
Планирование работ пайки газовой горелкой
Независимо от уровня сложности проектов, обязательно следует составлять план работ. Таким подходом не просто минимизируется расход фитингов, но выполнение всех операций делается легче и быстрее.
Рекомендуется собрать и спаять как можно больше монтажных секций на слесарном верстаке. При этом следует убедиться, что все фитинги, которые будут спаиваться непосредственно на месте установки, доступны для операций пайки газовой горелкой.
Во избежание ожогов глаз следует пользоваться защитными очками. Выполняя верхнюю пайку, необходимо избегать положений, когда свариваемый шов располагается прямо над головой.
Для предотвращения возможных возгораний необходимо использовать специальный теплозащитный экран. Когда работы предусматривают пайку горелкой в непосредственной близости с горючими материалами, требуется держать рядом огнетушитель.
Инструменты, необходимые для пайки медных труб газовой горелкой:
- резак (труборез),
- расширитель труб,
- щётка с проволочной щетиной (под размер фитингов 12,7 мм или 19 мм),
- наждачная машина водопроводчика,
- ёмкость для флюса и одноразовая кисть,
- газовая горелка,
- рулон бессвинцового припоя.
Пошаговая инструкция пайки газовой горелкой
Резка и очистка имеют решающее значение. Отрезать трубу рекомендуется ровно и под прямым углом. Чтобы смоделировать прочность связи, стоит учесть, что конец трубы вставляется до упора (плеча) фитинга.
Процедура определения месторасположения фитинга на медной трубе, разметка для визуального контроля и обрезка медной трубки посредством специального устройства — трубореза
Настоятельно рекомендуется применять резак для труб, а не ножовку по металлу для выполнения отрезной вставной части трубы под фитинг. После процедуры отреза конец трубы зачищается — удаляются заусенцы, оставленные труборезом.
Очистке подлежит не только труба, но также фитинг. Делается очистка для того, чтобы удалить оксидную плёнку с поверхности меди. Оксидная плёнка препятствует качественной спайке медных деталей, препятствует равномерному разливу припоя.
Поэтому необходимо отполировать наружную поверхность медной трубы наждачной бумагой и вычистить внутреннюю часть фитинга проволочной кистью. Очистку проводят до состояния, когда обе поверхности приобретают чистый золотистый вид.
Процессы зачистки поверхности медных деталей, предназначенных для спайки бессвинцовым припоем. Поверхность трубки зачищается наждачной бумагой, а внутренняя область фитинга специальной проволочной щёточкой
Далее наносят флюс на области зачищенного металла. Покрытие флюсом выполняют равномерно по всей площади зачистки. Флюс дополнительно удаляет мельчайшие следы оксидной плёнки и вытравливает неглубоко слой меди, что необходимо для повышения адгезии с припоем.
При работе нужно следить, чтобы в тубу с флюсом не попадали загрязнения. После каждой операции с флюсом следует плотно закрывать крышку тубы. Щётку для флюса следует хранить в полиэтиленовом пакете.
Нанесение на детали спайки специальной пасты – флюса, благодаря которой припой ровно растекается и охватывает всю спаечную область. Для обработки флюсом используется мягкая кисть
Мощная и безопасная газовая горелка
Современные бессвинцовые припои требуют более высокой температуры, чем способны выдавать пропановые газовые горелки. Профессиональные мастера часто пользуются мощными установками на ацетилене.
Но ацетиленовые горелки оцениваются дорого и характеризуются инструментом с повышенной взрывоопасностью. Поэтому для неискушённых пользователей лучшей альтернативой видится МАПП (MAPP) газ.
MАПП газ (комбинация ацетилена и пропана) горит с достаточной температурой, чтобы иметь возможность спаять 19 мм трубки. Популярный MAPP газ торгуется заполненным в одноразовых баллонах, подобных тем, что используются для пропана.
Примеры наборов, куда входит баллон с МАПП газом и газовая горелка. Продаются также наборы, укомплектованные паяльной пастой – флюсом и рулоном бессвинцового припоя
Баллон с MAPP газом удобно крепится к высококачественной самовоспламеняющейся горелке (например, модели SureFire T655). Механизм крепления баллона обеспечивает безопасную и удобную работу.
Нажатием кнопки газовая горелка самовоспламеняется. Также легко пламя регулировать и гасить. Все операции выполняются без необходимости лишний раз действовать руками, чтобы управлять искровым воспламенителем или регулятором подачи газа.
Технология нагрева места спайки медных деталей
Область пламени синего свечения следует направлять на фитинг. Конкретно пламя направляют, как правило, на среднюю часть фитинга.
Чтобы обеспечить равномерное нагревание, следует работать пламенем дуговыми движениями по окружности фитинга. Самая жаркая часть пламени (внутренний синий конус) должна касаться меди.
Здесь показано оптимальное расположение сопла газовой горелки, при котором достигается качественная пайка. Область пламени синего цвета контактирует с поверхностью медного фитинга
Цвет и расплав флюса укажут на время пайки. Необходимо продолжать нагревать до того момента, когда флюс начнёт плавиться, а медь приобретёт блестящий, переливающийся вид.
На этом этапе прикоснуться кончиком прутка припоя к месту стыка медных деталей. При достаточном нагреве припой самостоятельно зальётся по всей окружности фитинга. Нужно дождаться момента полного заполнения, но не перелива и на этом завершить процесс.
Выполняется пайка газовой горелкой от нижней части к верхней. Сначала припаивается нижний конец фитинга, затем верхний, потому что верхняя часть дольше сохраняет температуру за счёт перехода части тепла от нижней части.
Процедура пайки – заполнение бессвинцовым припоем зазора между стенкой медной трубки и стенкой медного фитинга. При достаточном нагреве припой самопроизвольно растекается по всей области пайки
Следует убедиться в достаточном количестве припоя на месте пайки, прежде чем переносить газовую горелку к следующему соединению. Если фитинг охладился, достаточно кончика пламени над медью, чтобы повысить температуру без перегрева.
Конечный результат пайки
Не в пользу красочного показа! Даже если медная трубка впоследствии спрячется под гипсокартоном, рекомендуется всегда очищать остатки припоя ветошью, прежде чем припой успеет остыть. Яркий равномерный паяный стык между фитингом и трубой является доказательством хорошо выполненной работы.
Пайка меди
Сварка меди – не самое оправданное технологическое решение. Обладающий специфическими характеристиками металл при нагреве склонен к образованию соединения с кислородом и водородом, которое принято называть закисью меди. Насыщение зоны сварного шва водородом приводит к появлению значительного количества трещин и снижению качества соединения. С учётом вышесказанного, нет ничего удивительного в том, что капризный материал часто удобнее соединять пайкой. Этот процесс не требует наличия сложного оборудования и пайка меди своими руками в домашних условиях возможна так же, как и на производстве. Главное, выбрать правильный инструмент, приобрести подходящие материалы и накопить опыт.
Зависит от задачи
Выбор используемых инструментов и материалов, прежде всего, зависит от выполняемых работ.
- Одно дело, если речь идёт о пайке проводов или электронных схем. Энергии на их прогрев тратиться немного, а зона соединения ограничена. Тут вполне можно обойтись электрическим паяльником, обычным оловянно-свинцовым припоем и канифолью в качестве флюса.
- Иные проблемы приходится решать, соединяя между собой детали значительной толщины и массы. Они поглощают значительное количество тепла и, за счёт высокой теплопроводности, быстро остывают, отдавая тепло в атмосферу. Решить проблему помогают газовые горелки или паяльные лампы, а также флюсы, обладающие более высокой эффективностью, чем традиционная канифоль.
Прежде чем приступать к подбору оборудования и материалов, следует определиться с характером предстоящей задачи и её объёмом.
Классический пример
Рассмотрим вариант, который можно считать классическим. Эластичную, обладающую высокой коррозионной стойкостью и даже бактерицидными свойствами, медь хорошо подходит для изготовления труб. Такие трубы – это оптимальный выбор для оборудования водопроводов, применения в пищевой промышленности, а также в различных гидравлических системах. Сделать новые или восстановить повреждённые детали можно с помощью пайки.
Выбор инструмента
Если речь идёт об изделиях значительного размера, отложим электрический паяльник, температура которого достигает максимум 500 градусов Цельсия, в сторону, и приступим к выбору газовой горелки, поскольку паяльные лампы менее удобны для работы. Тут следует учитывать следующие критерии:
- Температура пламени. Если для домашней мастерской можно ограничиться покупкой устройства, в котором этот параметр достигает 1000 – 1500 градусов, то профессионалу нужно, чтобы температура доходила до 2000 градусов. Это позволит работать с деталями большого размера и использовать тугоплавкие припои и флюсы.
- Форма и размер пламени. Для точечных работ важно, чтобы оно имело карандашную форму, и было как можно компактнее. Но для пайки больших объёмов меди используется широкое вихревое пламя. Удобно, когда газовая горелка имеет несколько сменных сопел и систему регулировки, позволяющие производить точную настройку.
- Удобство. Для домашней надобности подойдут и устройства, устанавливаемые на портативные газовые баллоны. Но в производстве лучше применять горелки, присоединяемые к большим газовым баллонам с помощью шланга. Они удобнее в использовании и рассчитаны на долговременную эксплуатацию.
В комплекте с горелкой должен поставляться кронштейн для закрепления сменных жал и сам комплект жал различного размера и сечения. Некоторые пытаются изготовить горелку своими руками. Но это требует специальных знаний и точных расчетов. Гораздо проще купить уже готовый инструмент.
Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.
- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
Но не только температура плавления отличает один припой от другого. Не менее важен их химический состав. Наиболее распространена пайка меди твёрдым припоем. В ходе такой работы используются смеси, приготовленные по различным рецептам. Они разделены на несколько основных категорий.
- Оловянно-медные и серебряно-медные. Это – достаточно простые в применении низкотемпературные припои.
- Медно-фосфорные. Эти высокотемпературные припои удобны тем, что при необходимости могут использоваться без флюсов. Но при низких температурах его механические свойства ухудшаются и, как следствие, падает прочность соединительного шва.
- Медно-серебряно-цинковые. Они также обладают высокой тугоплавкостью. Среди их достоинств – хорошая пластичность и высокая коррозионная стойкость.
- Высокотемпературные серебряные припои обладают хорошими механическими свойствами, однако, для их применения обязательно необходим флюс. Важным недостатком является и высокая стоимость материала.
При обилии предложений на рынке, изготовление припоя своими руками не слишком оправдано.
Для изготовления водопроводов и изделий, контактирующих с пищей, использовать составы, содержащие свинец, недопустимо. Причина очевидна – свинец ядовит. Отдельной проблемой является пайка нержавейки с медью. Но и она решается правильным выбором припоя и флюса.
Флюс решает многое
Лучшими флюсами для пайки меди следует считать активные составы, вроде ЗИЛ-2 или Ф-38Н. Хорошо подходят ортофосфорная кислота или паяльный жир. Даже с учётом высокой коррозионной стойкости металла места соединения после окончания работ необходимо как следует промыть. От выбора флюса для пайки зависит и надёжность соединения с нержавеющими сталями или алюминиевыми сплавами.
Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
- Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
- Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин. Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
- Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс. Проще всего это сделать с помощью кисточки.
- Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.
Зачем нужна паяльная паста
Что до применения пасты для пайки, то такой материал характеризуется низкой температурой плавления. Применяется он, как правило, в радиоэлектронике. Получившиеся соединения не могут похвастаться высокой прочностью, но обладают хорошей электропроводностью. Поскольку в составе пасты есть уже и флюс и припой, с её помощью можно быстро выполнить большое количество паек небольшого размера, используя обычный электрический паяльник.
Главное – терпение
Собираясь освоить пайку меди своими руками, следует запастись терпением. Эта технология требует опыта и мастерства, которые не приходят сразу. Неудавшиеся первые попытки – это вовсе не повод, чтобы расстраиваться. Тренируйтесь, и момент, когда у вас всё получится, обязательно наступит.
Ключевые особенности пайки труб из меди
Несмотря на массовое распространение пластиковых бытовых коммуникаций, медные трубы не спешат пропадать из большинства современных домов. Одной из наиболее серьезных проблем, возникающих в металлических трубах, является течь.
Из-за дороговизны коммуникаций многие люди предпочитают ремонтировать трубопровод при помощи пропайки. Существует несколько технологий пайки медных трубок газовой горелкой. Каждый из подходов имеет своим преимущества и недостатки.
Отличия пайки от сварки
Пайка и сварка – это надежные методы соединения трубопроводов с дефектами. Ключевым отличием сварки и газовой пайки является рабочий материал. В случае сварки происходит расплавление концов изделия и соединение их воедино. Пайка труб предусматривает соединение материала при помощи стороннего металла – припоя.
Пайка бывает двух видов:
- Высокотемпературная.
В таком варианте работ используется припой, плавящийся при температуре свыше 550 градусов Цельсия. Как правило, высокотемпературный пропай осуществляется горелками, заправленными ацетиленом и бутаном либо пропаном и кислородом. - Низкотемпературная.
Такой метод подразумевает использование легкоплавких припоев с температурой плавления ниже 550 градусов Цельсия. В большинстве случаев, низкотемпературные работы производится при помощи электрических паяльников. Такой метод идеально подходит для сварки или спайки небольших деталей.
В качестве первого могут использоваться такие популярные сплавы, как:
- олово и свинец;
- медь и фосфор;
- медь и цинк;
- серебро.
В качестве флюсов при низко и высокотемпературных паяльных работах применяются:
- канифоль;
- хлориды металлов;
- флюсы на основе буры;
- смеси щелочных металлов;
- порошкообразные соединения.
Необходимые материалы и приспособления
Оборудование для пайки медных труб включает следующие инструменты:
- аппарат для обработки медных труб;
- фаскосниматель;
- трубный расширитель;
- трубоочиститель;
- отражатель пламени;
- термофен;
- флюс;
- твердый или мягкий припой, подходящий для пайки меди;
- газовая горелка, расплавляющая припой.
Выбор инструмента напрямую зависит от максимального диаметра изделия и вещества, которое будет по ней протекать. Разрезание детали производится труборезом, а заусенцы, можно удалить при помощи фаскоснимателей.
Прежде чем приступать к соединению медных деталей следует тщательно обработать поверхность специальными губками и металлическими ершиками. О том, как выбрать горелку для пайки речь пойдет в следующем разделе.
Виды газовых горелок
Газовые горелки для пайки медных труб состоят из таких элементов:
- крепление баллона со сжиженным газом;
- впускные форсунки;
- приборная головка;
- регулятор подачи топлива;
- редуктор.
Все горелки на газе по виду горючей смеси подразделяются на:
- пропановые горелки;
- на МАРР газу.
В быту различают два вида горелок:
- бытовые с температурой струи до 1500 градусов Цельсия;
- промышленные с температурой до 2000 градусов.
Наиболее распространенным видом горелок является пропановая. Подобные аппараты оснащены пьезоэлектрической системой поджига и режимом экономии газовой смеси. Оптимальным вариантом для пайки медных деталей будет применение МАРР горелки.
Струя огня из такой горелки совершенно не пережигает медь и обеспечивает равномерный прогрев детали.
Горелки с одноразовым газовым баллоном – это лучший выбор для соединения медных изделий.
Такие аппараты обладают такими преимуществами:
- Простота использования.
Нет необходимости в подключении электрического питания. - Многофункциональность.
- Высокая мобильность.
Благодаря небольшому баллону с топливом аппарат можно переносить с места на место без больших физических усилий. - Безопасность.
Наличие обратных клапанов гарантирует безопасное отключение газа при возникновении аварийной ситуации. - Хороший пропай.
Мощное и равномерное пламя хорошо прогревает припой и заставляет его застывать максимально равномерно
Детали, для которых требуется повышенная прочность должны свариваться при помощи стационарных горелок. Такие аппараты, как правило, используют смесь пропана и кислорода для обеспечения значительно более качественного шва.
Технология пайки
Пайка газовой горелкой медных труб включает такие этапы:
- Обрезка необходимого участка изделия при помощи трубореза.
- Снятие заусенцев при помощи фаскоснимателя.
- Подготовка края изделия с использованием труборасширителя.
Важно помнить, что расширяемая труба должна быть мягкой или отожженной при высоких температурах. - Выполнение предварительного соединения труб.
Этот этап подразумевает закрепление трубы при помощи пропая изделия в нескольких местах. - Обработка паяемой поверхности при помощи флюса.
В случае, если используется высокотемпературный припой использование флюса не требуется. - Аккуратный прогрев всех соединяемых поверхностей трубы при помощи горелки или термофена.
Как правило, деталь прогревается на протяжении пяти минут. - Зачистка спаиваемых участков.
- Нанесение подходящего для медных труб припоя на соединяемую поверхность.
- Расплавка припоя и контроль его однородности.
- Удаление остатков обработанного флюса при помощи растворителя или простой воды.
Низкотемпературная пайка труб состоит из:
- Прогрева поверхности до 200-250 градусов Цельсия.
Сделать это можно при помощи горелки на газе или паяльника. - Прикладывания припоя к местам стыка.
- Постепенное перемещение пламени горелки для равномерного распределения припоя по стыкуемым зонам.
Поэтапная пайка стыка труб
В общем случае, поэтапная работа делится на:
- Очистку налета, нагара и грязи с изделия.
- Покрытие соединяемых деталей флюсом.
- Фиксация обрезков труб в необходимом положении.
- Прогрев изделия при помощи горелки для пайки твердыми припоями.
- Промазывание соединяемых стыков флюсом.
- Подачу припоя в зону стыков изделия.
- Равномерное расплавление припоя при помощи газовой горелки для пайки медных труб.
- Удаление окислов, отходов и отработанного флюса.
Несмотря на относительную простоту рабочего процесса даже у квалифицированных специалистов бывают дефекты.
Наиболее распространенные ошибки при паяльных работах представлены:
- Недостаточным прогревом изделия.
При неправильной подготовке материал прогревается слабо и плохо взаимодействует с припоем, из-за чего получается хрупкий шов. - Плохой предварительной очисткой изделия.
Присутствие нагаров, грязи и стружки других металлов серьезно затрудняет получение качественного соединения. - Неподходящим флюсом.
Неправильный выбор флюса может повлечь за собой неприлегание припоя и разрушение паянной конструкции. - Неподходящим припоем.
Выбор припоя, не смачивающего металлы, например, свинца, сделает невозможным пайку медных труб.
Заключение
Пайка медных труб твердым припоем – это достаточно простая задача, не требующая серьезной подготовки. В большинстве случае для паяльных работ с участием меди используется паяльник или горелка с газовым баллоном.
При помощи паяльника удобно пропаивать угловые и труднодоступные соединения, а горелка может качественно прогреть трубы с широкими стенками. Наилучший результат в соединении медных труб достигается при использовании стационарной аппаратуры на пропаново-кислородном топливе.
Основные компоненты флюсов для пайки медных деталей
При выборе расходных материалов для пайки нужно учитывать особенности металла. Каждому сплаву требуются строго определенные составы, которые могут обеспечить чистоту рабочей поверхности, защиту от влияния влажного воздуха, равномерное растекание припоя. Флюс для пайки меди соответствует всем требованиям, способствует образованию прочного соединения деталей.
Где применяются медные изделия
Медную руду человек обнаружил более 5 тысяч лет назад. Неспроста век, следовавший за каменным, назвали медным.
С тех древних пор металл использовали для многих целей. Следующий исторический этап назывался бронзовым веком потому, что в это время научились сплавлять медь с оловом, делать изделия из бронзы. Затем появились латуни, мельхиоры, другие медные сплавы.
Популярность меди объясняется совокупностью физических и химических свойств. В настоящее время медь применяют для изготовления трубопроводов, подающих воду, газу, теплоносители. Делают медные провода, радиотехнические изделия.
Достоинства медных труб заключаются в устойчивости к коррозионным изменениям и хорошей пластичности. Изделия из меди имеют гладкий поверхностный слой, остаются неизменными при длительном облучении УФ светом, обладают большой теплопроводностью, термостойкостью, механической надежностью, долговечностью.
Продукция из меди стоит дороже, но расходы окупаются возможностью длительной эксплуатации. В некоторых ситуациях возникает необходимость в пайке меди и ее сплавов.
При потенциальных высоких нагрузках на места соединения процесс проводят при высокой температуре. Во всех иных случаях для пайки медной трубы достаточно небольших значений температуры.
Особенности технологий
Флюсы для пайки меди необходимы не всегда. При проведении процесса с нагреванием до больших температурных значений соединить медные фрагменты можно без добавления флюсовой массы.
Большое значение для получения качественного соединения при реализации пайки без флюса имеет состав припоя.
Лучший вариант — сплавы на основе олова, серебра, позволяющие паять медь при высокой температуре, получать хороший результат.
При низкотемпературной пайке приходится применять припой и флюс. Умеренного нагревания не хватает для полноценной подготовки поверхности деталей к соединению.
Медь – металл непритязательный, позволяющий работать со многими составами:
- растворами;
- мелкоизмельченными порошками;
- гелеобразными массами.
Компоненты флюсов имеют разное предназначение. Борная или соляная кислота, хлорид цинка активно реагируют с оксидами, удаляя их. Канифоль, восковые составы, смолы обеспечивают хорошую адгезию, распределение припоя по всему рабочему участку.
В среде мастеров популярен флюс в виде пасты для пайки меди. Его можно легко нанести только в то место, которое будет подвергаться пайке. Он не растекается по всей детали, легко удаляется по окончании работы.
Некоррозионная группа
Обычная светлоокрашенная канифоль относится к неактивным флюсам, легко удаляется этиловым спиртом любой степени очистки, техническим ацетоном.
Такой флюс пригоден для пайки меди и сплавов на ее основе. Его применяют при пайке проводов, радиодеталей.
В местах углублений, не очень удобных для нанесения чистого канифольного флюса, можно проводить обработку поверхности раствором канифоли в этиловом спирте.
Если предполагается эксплуатация медных изделий при больших нагрузках, нужно обеспечить соединение с повышенными прочностными характеристиками. Для этих целей пайку проводят со смесью канифоли с глицерином, растворенной в спирте.
Составы с умеренной коррозионной активностью
Слабой коррозионной активностью характеризуются флюсы из канифоли, спирта к которым добавлено какое-либо из следующих веществ:
- уксусная кислота,
- хлорид цинка,
- ортофосфорная кислота.
При пайке хорошо работает флюс для меди из раствора канифоли в спирте с добавкой хлоридов цинка и аммония. Эффективно применение смеси из глицерина, и раствора хлоридов цинка, аммония, натрия.
Качественное соединение при пайке обеспечивает флюс из раствора глицерина в воде, к которой добавлен солянокислый гидразин. С успехом можно применять смесь из спирта и раствора фосфорной кислоты.
Флюсы, содержащие канифоль, используют при температурах до 300 °С. Остальные составы можно нагревать до 350 °С.
Сильного кислого действия
Составы, содержащие или образующие кислоту, активно удаляют оксидный слой, обладают хорошими очищающими свойствами. Однако остатки флюса после пайки могут провоцировать порчу металла впоследствии. Поэтому рабочую зону по окончании процесса нужно хорошо промывать.
Для пайки меди и ее сплавов применяют растворы хлорида цинка в воде, хлоридов цинка и аммония в воде, хлоридов цинка в растворе соляной кислоты. Эффективно применение смеси хлоридов цинка, аммония, натрия.
Если в припоях содержится много свинца и цинка, то в качестве флюсов рекомендуют использовать раствор смеси хлоридов: калия, цинка, меди, натрия в растворе соляной кислоты.
Припои со свинцом не пригодны для пайки труб, поставляющих питьевую воду. Свинец обладает большой токсичностью, контакт с водой для питья не допускается санитарными нормами.
Для пайки тугоплавкими припоями
Пайку меди в определенных ситуациях проводят припоями, плавящимися при высоких температурах. В качестве флюса при этих процессах можно использовать только буру или смесь буры и борной кислоты.
Применяют также раствор буры и борной кислоты в воде с хлоридом цинка или смесь буры, борной кислоты и фторида кальция.
Припоями в такой пайке служат сплавы, содержащие медь. Для обеспечения качества соединения буру перед самостоятельным изготовлением флюсов нужно хорошо прокаливать. В готовых средствах все компоненты прошли предварительную обработку.
Особенности самостоятельного изготовления
Многие мастера готовым средствам предпочитают самодельную продукцию. Это их выбор, который во многих случаях оправдан. Из доступных компонентов можно приготовить вполне хорошие флюсы. Внимания требуют некоторые моменты.
Так, например, при изготовлении одного из флюсов канифоль сначала нужно измельчить, затем растворить в теплом спирте, охладить до комнатной температуры и только затем влить уксусную кислоту.
Смесь из этанола и фосфорной кислоты нужно готовить в определенной последовательности. Сначала спирт перемешивают с водой и только потом добавляют ортофосфорную кислоту.
При приготовлении следующего популярного флюса нужно в сильно нагретой воде полностью растворить хлорид аммония, а затем в остывший раствор всыпать хлорид цинка.
Самый простой вариант – приобрести готовый флюс, выбрав его в соответствии с условиями пайки и рекомендациями к применению конкретной марки.