Содержание
- Восстановление деталей электролитическим наращиванием
- Хромирование
- Железнение
- Восстановление деталей наплавкой – какие способы существуют?
- 1 Восстановление деталей методом наплавки – суть технологии
- 2 Электродуговая восстановительная наплавка электродами с покрытием
- 3 Особенности наплавки в газовой защитной атмосфере
- 4 Восстановление деталей под слоем флюса – достоинства и недостатки
- 5 Кратко о других популярных методах наплавки
Восстановление металлических деталей
Восстановление деталей наплавкой металла
Наплавкой называется процесс нанесения одного расплавленного металла (называемого присадочным) на поверхность другого (называемого основным). При этом основной металл также расплавляется на небольшую глубину для образования гомогенного соединения. Цель наплавки может быть различной: восстановление утраченной геометрии детали или придание ей новой формы, образование поверхностного слоя с заданными физико-механическими свойствами (такими как повышенная твердость, износостойкость, антифрикционность, коррозионная стойкость, жаростойкость и пр.), упрочнение наплавкой.
Наплавку можно производить на любые поверхности — плоские, конические, цилиндрические, сферические. В больших пределах может меняться и ее толщина — от нескольких долей миллиметра до сантиметра и более.
Основные принципы наплавки
- Необходимо стремиться к минимальному проплавлению основного металла. Это достигается путем наклона электрода в сторону, обратную ходу наплавки.
- Должно быть как можно меньшее перемешивание наплавленного металла с основным.
- Нужно стараться достичь минимальных остаточных напряжений и деформаций в детали. Это требование во многом обеспечивается соблюдением двух предшествующих.
- Необходимо снижать до приемлемых значений припуски на последующую обработку детали. Говоря другими словами, нужно наплавлять металла ровно столько, сколько необходимо, и не больше.
Применяются различные способы наплавки металла — электродуговая, газовая, электрошлаковая, индукционная, плазменная, импульсно-дуговая, вибродуговая, порошковая наплавки. Наибольшее распространение получила дуговая наплавка.
Материалы для наплавки существуют в различных формах. Это могут быть присадочные прутки, порошкообразные смеси, наплавочные покрытые электроды, порошковая и цельностержневая проволока. В электродуговой наплавке применяются в основном покрытые электроды, присадочные прутки и проволока.
Наплавка покрытыми электродами
Наплавка требует определенных навыков в работе. Надо при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, оплавить оба компонента. Состав металла будет определять тип электрода, а толщину и форму — диаметр электрода. Напряжение дуги определяет форму наплавленного валика, при его повышении увеличивается ширина и уменьшается высота валика, возрастает длина дуги и окисляемость легирующих примесей, особенно углерода. В связи с этим стремятся к минимальному напряжению, которое должно согласовываться с током дуги.
Наплавка деталей из стали осуществляется, как правило, постоянным током обратной полярности (на электроде «плюс») в нижнем положении.
Детали из низкоуглеродистых и низколегированных сталей наплавляют обычно без предварительно нагрева. Но нередко требуется предварительный подогрев и последующая термообработка с целью снятия внутренних напряжений. Более детальные требования к наплавке сообщаются в документации на применяемые наплавочные электроды. Например, для электрода ОЗИ-3 приводятся следующие технологические особенности: «Наплавку производят в один-четыре слоя с предварительным подогревом до температуры 300-600°С. После наплавки рекомендуется медленное охлаждение. Возможна наплавка ванным способом на повышенных режимах. Прокалка перед наплавкой: 350°С, 1 ч.»
Поверхность детали перед наплавкой очищается от масла, ржавчины и других загрязнений.
Применяются различные схемы расположения наплавочных швов. В случае плоских поверхностей различают два основных вида наплавки — использование узких валиков с перекрытием друг друга на 0,3-0,4 их ширины, и широких, полученных увеличенными поперечными движениями электрода относительно направления прохода.
Другой способ — укладка узких валиков на некотором расстоянии один от другого. При этом шлак удаляют после наложения нескольких валиков. После этого валики наплавляются и в промежутках.
Во избежание коробления деталей, наплавление рекомендуется проводить отдельными участками, «вразброс», а укладку каждого последующего валика начинать с противоположной стороны по отношению к предыдущему.
Наплавка цилиндрической поверхности выполняется тремя способами — валиками вдоль образующей цилиндра, валиками по замкнутым окружностям и по винтовой линии. Последний вариант (по винтовой линии) является особенно удобным в случае механизированной наплавки, при которой детали в процессе наплавки придается равномерное вращение.
Для восстановления и повышения срока службы режущего, штампового и измерительного инструмента, а также деталей механизмов, работающих при интенсивном износе, применяется наплавка рабочих поверхностей твердыми сплавами, представляющими собой соединения таких металлов, как титан, вольфрам, тантал, марганец, хром и других с бором, углеродом, кобальтом, железом, никелем и пр.
При изготовлении новых инструментов и деталей с твердосплавной наплавкой, в качестве заготовок (оснований) применяются детали из углеродистых или легированных сталей. В случае ремонта деталей с большим износом, перед наплавкой твердыми сплавами делают предварительную наплавку электродами из малоуглеродистой стали.
Для получения более качественной наплавки, предупреждения образования трещин и снижения напряжений, во многих случаях целесообразен подогрев заготовок до температуры 300°C и выше.
Наплавка металлорежущего инструмента и штампов. Металлорежущие инструменты и штампы, работающие при холодной и горячей штамповке, наплавляют электродами ОЗИ-3, ОЗИ-5, ОЗИ-6, ЦС-1, ЦИ-1М и прочие марки. Металл, наплавленный этими электродами, обладает высокой сопротивляемостью к истиранию и смятию при больших удельных нагрузках и высоких температурах — до 650-850°C. Твердость наплавленного слоя без термообработки составляет от 52 HRC (ОЗИ-5) до 61 HRC (ОЗИ-3). Наплавляется 1-3 слоя общей толщиной 2-6 мм. Деталь перед наплавкой подогревают до температуры 300-700°С (в зависимости от марки электрода).
Наплавка деталей, работающих на истирание без ударных нагрузок. Если требуется получить наплавленный металл особо высокой твердости, можно использовать электроды для наплавки Т-590 и Т-620. Они специально предназначены для покрытия деталей, работающих на интенсивное истирание. Их стержень изготовлен из малоуглеродистой стали, зато в покрытия входят феррохром, ферротитан, ферробор, карбид бора и графит. Благодаря этим материалам твердость наплавленного металла может достигать 62-64 единиц по HRC.
Из-за того, что наплавленный металл обладает хрупкостью и склонностью к образованию трещин, изделия, наплавленные электродами Т-590 и Т-620, не предназначены для эксплуатации в условиях значительных ударных нагрузок. Наплавка твердосплавного металла производится в один-два слоя. Если требуется наплавлять большую толщину, нижние слои наплавляются электродами из малоуглеродистой стали и лишь заключительные — твердосплавными.
Наплавка деталей, работающих на истирание с ударными нагрузками. Детали из марганцовистых сталей (110Г13Л и подобные ей), работающие в условиях интенсивного поверхностного износа и высоких ударных нагрузок (в частности, рабочие органы строительного и землеройного оборудования), наплавляют электродами ОМГ-Н, ЦНИИН-4, ОЗН-7М, ОЗН-400М, ОЗН-300М и прочие марки. При их использовании твердость наплавляемого металла во втором слое получается 45-65 HRC при высоких значениях вязкости.
Наплавка нержавеющих сталей. Для наплавки деталей из нержавеющих сталей применяются электроды ЦН-6Л, ЦН-12М-67 и прочие марки. Стержень этих электродов изготовлен из нержавеющей высоколегированной проволоки. Кроме высокой коррозионной стойкости, наплавленный металл имеет еще и устойчивость к задиранию, что позволяет использовать эти электроды для наплавки уплотнительных поверхностей в арматурных изделиях.
При использовании некоторых электродов для наплавки нержавеющих сталей, рекомендуется производить предварительный и сопутствующий подогрев детали до температуры 300-600°С и осуществлять после наплавки термообработку.
Наплавка меди и ее сплавов. Наплавка меди и ее сплавов (бронз) может осуществляться не только на медное или бронзовое основание, но также на сталь и чугун. В этом случае создаются биметаллические изделия, имеющие необходимые эксплуатационные качества (высокую стойкость против коррозии, низкий коэффициент трения и прочие ценные свойства, присущие меди и ее сплавам) и обладающие при этом гораздо более низкой стоимостью в сравнении с деталями, изготовленными полностью из меди или ее сплавов.
Алюминиевые бронзы, в частности, обладающие высокими антифрикционными свойствами, очень хорошо работают в узлах трения, поэтому их наплавляют на червячные колеса, сухари и другие детали, работающие в условиях трения.
Наплавка деталей из технически чистой меди может производиться электродами «Комсомолец-100» или присадочными прутками из меди или ее сплавов. При наплавке меди на медь применяют предварительный подогрев до температуры 300-500°С.
Наплавленный слой желательно подвергать проковке, при температуре меди выше 500°С.
Если требуется наплавка бронзой, можно использовать электроды ОЗБ-2М, содержащие помимо, составляющей основу, меди также олово, марганец, никель и железо. Изделия, наплавленные электродами ОЗБ-2М, имеют высокую поверхностную износостойкость.
Наплавка меди и ее сплавов производится постоянным током обратной полярности в нижнем положении.
Наплавка в среде защитных газов
При восстановлении наплавкой деталей из углеродистых сталей можно использовать более дешевый углекислый газ. Учитывая тот факт, что CO2 окисляет расплавленный металл, наплавочная проволока в этом случае должна иметь раскислители (марганец, кремний и пр.).
Наплавку меди и ее сплавов можно производить в азоте, который нейтрален по отношению к меди.
Высоколегированные стали, сплавы на магниевой и алюминиевой основе наплавляются в аргоне, гелии или их смеси.
Наплавку неплавящимся вольфрамовым электродом осуществляют в аргоне и гелии. Вообще, инертные газы, особенно, аргон, являются универсальными, подходящими для сварки и наплавки практически любого металла.
В качестве материалов для наплавки полуавтоматами углеродистых и низколегированных сталей применяются сварочные проволоки сплошного сечения (Св-08ГС, Св-08Г2С, Св-12ГС), и специальные наплавочные (Нп-40, Нп-50, Нп-30ХГСА). Для наплавки нержавейки применяют проволоку из нержавеющей стали. Может осуществляться наплавка и порошковой проволокой, позволяющей получить наплавленный слой с особыми свойствами.
При восстановлении деталей наплавкой методом MIG/MAG применяют как и в случае MMA постоянный ток обратной полярности, обеспечивающий меньшее проплавление основного металла. При использовании вольфрамового электрода (метод TIG) используют прямую полярность, исключающую оплавление вольфрамового электрода. Наплавку нужно стараться вести как можно более короткой дугой — во избежание разбрызгивания металла.
Восстановление деталей электролитическим наращиванием
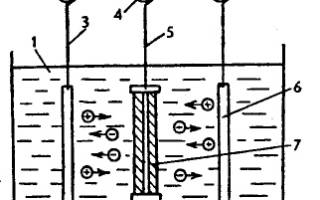
Нанесение электролитических (гальванических) покрытий основано на электролизе металлов. При прохождении электрического тока через электролит (раствор солей, кислот и щелочей) в нем образуются положительно заряженные ионы электролита (катионы) и отрицательно заряженные (анионы). Катионы металлов и водорода движутся к катоду и образуют на нем металлический осадок (отложение) или выделяются в виде газа. Металлический осадок называется электролитическим (гальваническим) покрытием. Анионы движутся к аноду и растворяют его, если анод растворим.
Количество осажденного вещества на катоде, согласно закону Фарадея, можно определить по формуле:
G=cIt,
где G — теоретически возможное количество осажденного металла, г; с — электрохимический эквивалент, г/А*ч; I — сила тока, A; t — продолжительность электролиза, ч.
В связи с тем, что на катоде, кроме металла, выделяется водород и протекают другие процессы, количество фактически осажденного металла меньше теоретически возможного. Отношение количества фактически осажденного металла к теоретически возможному называют выходом металла по току или к.п.д. процесса (ванны).
Толщину осажденного слоя металла определяют по формуле:
b = с*Dk*tn/100y
где Dk — плотность тока, А/дм2; n — выход металла по току; у — плотность осажденного металла, г/см3.
Рис. Схема электролитического осаждения металла: 1 — ванна; 2 — анодная штанга; 3 — подвеска для анодных пластин; 4 — катодная штанга; 5 — подвеска для детали; 6 — анод; 7 — деталь (катод).
При заданной толщине слоя металла по формуле можно определить продолжительность процесса.
Восстановление деталей электролитическими покрытиями имеет ряд преимуществ перед наплавкой: простота оборудования; в металле детали не происходят структурные изменения; возможность одновременно восстанавливать несколько деталей. Процесс позволяет восстанавливать детали с малыми износами и получать износостойкие покрытия. Недостаток процесса — большая трудоемкость, что ограничивает его применение при восстановлении деталей с большими износами.
Наиболее широко применяют хромирование и железнение, реже — никелирование, меднение и цинкование.
Хромирование
Электролитические покрытия хромом обладают высокой твердостью и износостойкостью. Поэтому хромированием восстанавливают износостойкие поверхности с небольшими износами (плунжерные пары, золотники распределителей, поршневые пальцы и др.).
Аноды изготовляют из свинца или сплава свинца и сурьмы. Отношение площади анодов к площади катодов принимают от 1:1 до 2:1. В процессе хромирования аноды не растворяются. Хромируемую деталь подвешивают к катоду. В качестве электролита используют раствор хромового ангидрида в воде с добавлением серной кислоты. Наибольший выход по току при соотношении хромового ангидрида и серной кислоты 100:1. Концентрация хромового ангидрида в электролитах — от 150 до 350 г/л. Плотность тока — от 15 до 80 А/дм2, напряжение — 12-15 В, температура электролита — 40—65°С.
Хромирование выполняют в ваннах, облицованных свинцом, винипластом или другим кислотостойким материалом. Стенки ванны делают двойными. Пространство между ними заполняют водой или маслом, которые являются теплоносителем для подо-грева электролита в ванне. Конструкция ванны должна предусматривать вытяжку для удаления продуктов испарения и газов, выделяющихся при электролизе. В качестве источников питания постоянного тока применяются выпрямители ВАКГ-12/6-300, ВАКГ-12/600М с напряжением 12 В, низковольтные генераторы АНД 500/250 и др. Для интенсификации процесса электролиза применяют реверсивный постоянный ток (полярность меняется по определенной программе).
Качество гальванического покрытия во многом зависит от подготовки поверхности и режима процесса. Подготовка деталей «гальваническому покрытию включает: очистку деталей; механическую обработку дяя придания правильной формы поверхностям; предварительное обезжиривание растворителями; изоляцию мест, не подлежащих покрытию, перхлорвиниловой лентой, эмалью ПХВ-715 и др. После этого деталь монтируют на подвески и проводят обезжиривание мест восстановления. Обезжиривание может проводиться химическим, электрохимическим и ультразвуковым способами.
Химическое обезжиривание проводят путем погружения деталей в горячий (60 «С) щелочной раствор и выдержки в нем от 5 до 60 мин.
Электрохимическое обезжиривание заключается в погружении деталей в щелочной раствор, через который пропускают ток. Детали служат катодом, а пластины из малоуглеродистой стали — анодом. Обезжиривание проводят при плотности тока 5-15 А/дм2, температуре электролита 60-70 «С в течение 2-3 мин на катоде и 1-2 мин на аноде. После обезжиривания промывают в воде. Чтобы получить прочное сцепление покрытий с основным металлом, необходимо провести активацию наращиваемых поверхностей (удалить пленку оксидов). Растворение оксидов проводят химическим или электрохимическим травлением. Черные металлы травят в водном растворе серной или соляной кислот. Электрохимическое травление поверхностей проводят в ванне при пропускании тока через деталь и раствор. Наиболее распространено анодное травление в ванне для электролиза (детали устанавливают на анодные штанги).
Для получения качественных хромовых покрытий необходимо соблюдать соотношение между плотностью тока и температурой электролита. Изменяя температуру электролита и плотность тока (без изменения состава электролита), можно получить три вида осадков хрома: блестящий (твердость — до НВ 900, высокая износостойкость и хрупкость), молочный (твердость — НВ 500-600, достаточная износостойкость и пластичность), матовый (наиболее твердый и хрупкий). Повышенная хрупкость матового осадка снижает его износостойкость, поэтому этот вид осадка при восстановлении деталей не используется. Блестящие осадки используют в декоративных целях.
Среднее значение выхода по току при хромировании составляет 13-15%, а скорость осаждения хрома — 0,03-0,06 мм/ч.
По причине плохой смачиваемости поверхности хромового покрытия снижается износостойкость деталей. Поэтому при восстановлении деталей, работающих в условиях повышенного удельного давления, высокой температуры и недостатка смазки (поршневые кольца, гильзы цилиндров и др.), применяют пористое хромирование. Пористость поверхности получают механическим, химическим или электрохимическим способами.
При химическом способе пористость на покрытии получают травлением в соляной или серной кислоте. При механическом способе на поверхности детали до хромирования наносят углубления резцом, накаткой или пескоструйной обработкой. В процессе хромирования подготовленный рельеф поверхности сохраняется. При электрохимическом способе детали подвергают анодной обработке в течение 8-12 мин в электролите того же состава, как и при хромировании.
Железнение
Железнением восстанавливают стальные и чугунные детали (посадочные места под подшипники, отверстия в головках шатуна и др.) с износом, достигающим 1 мм и более. При восстановлении деталей железнение применяют более широко, чем хромирование. В отличие от хромирования при железнении применяют растворимые аноды из малоуглеродистой стали. Их площадь должна быть в два раза больше покрываемой поверхности (катода). Выход по току при железнении — 85-95%, скорость осаждения металла — 0,2-0,5 мм/ч, твердость осадка НВ 700. Себестоимость восстановления деталей железнением составляет 30-50% от стоимости новых деталей.
Электролиты, применяемые при железнении, делят на три группы: хлористые, сернокислые и смешанные (сульфатно-хлористые). Наиболее распространены хлористые электролиты, которые дают лучшее качество покрытий. По температурному режиму электролиты делятся на горячие (60-90 °С) и холодные (18-20 °С). Горячие электролиты неудобны в эксплуатации, так как требуют дополнительных расходов на подогрев и контроль температуры, но они дают лучшее покрытие.
Из горячих электролитов применяют электролит, состоящий из 200—500 г/л хлористого железа, 100 г/л хлористого натрия, кислотность (рН) — 08—1,2. Режим железнения: плотность тока — 10-50 А/дм2, температура 70-80 °С.
Из холодных электролитов чаще применяют электролит, состоящий из 400-600 г/л хлористого железа, 0,5-2,0 г/л аскорбиновой кислоты, кислотность (рН) — 0,5-1,3. Режим железнения: плотность тока — 10-40 А/дм2, температура — 20-50 °С.
Подготовка поверхности детали к железнению в основном такая же, как и для хромирования. Ванны для железнения аналогичны ваннам, применяемым при хромировании. При железнении в горячем электролите внутреннюю поверхность ванны облицовывают кислотоупорным материалом (эбонитом, винипластом и т. п.).
Электролитическое осаждение железа можно вести и вневанным способом. Он позволяет восстанавливать отдельные изношенные отверстия в крупногабаритных деталях (блоки цилиндров, корпуса коробок передач задних мостов и т. д.). Кроме того, вневанное железнение позволяет повысить производительность процесса за счет циркуляции электролита и увеличения плотности тока до 300 А/дм2.
Различают три способа вневанного осаждения железа:
При проточном железнении изношенные отверстия превращают в местную ванночку, через которую циркулирует электролит.
Электроконтактное железнение часто называют электронатиранием, так как электроосаждение металла происходит при прохождении постоянного тока в зоне контакта детали с анодом (тампоном из фетра, войлока, непрерывно смачиваемым электролитом).
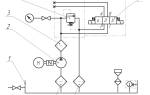
Местное железнение — частный случай проточного железнения, сущность которого в том, что восстанавливаемое отверстие герметизируют снизу, заливают электролит, устанавливают анод 3 и подключают к источнику тока.
Рис. Схема местного железнения: 1 — деталь; 2 — электролит; 3 — анод; 4 — резиновые прокладки; 5- стакан; 6 — распорка; 7 — опорная плита; 8 — подставка; 9 — кольцо; 10 — выпрямитель.
Восстановление деталей наплавкой – какие способы существуют?
Восстановление деталей наплавкой – это методика, которая дает возможность вернуть тому или иному изделию его первоначальные характеристики, а в некоторых случаях даже придать ему новые особые качества.
1 Восстановление деталей методом наплавки – суть технологии
Под наплавкой принято понимать операцию нанесения на поверхность восстанавливаемого изделия из основного металла слоя присадочного расплавленного металла. В ходе такого процесса нужно добиться расплавления основного материала на незначительную глубину, чтобы получить гомогенный состав.
Наплавка выполняется на всех без исключения поверхностях, начиная от конических и плоских и заканчивая сферическими и цилиндрическими.
Конечной целью описываемой процедуры обычно является восстановление исходных геометрических параметров обрабатываемого изделия. Но кроме того, наплавка позволяет произвести качественное упрочнение валов и других деталей, придать им новые формы, создать на поверхности дополнительный слой с конкретными механическими и физическими показателями (например, высокая жаростойкость, износостойкость, твердость, коррозионная стойкость, антифрикционность и так далее).
Технология наплавки по своей сути примерно идентична процессу сварки. По своим задачам они одинаковы, так как цель работ в обоих случаях — получение шва без ненужных включений, трещин, пор, а также защита наплавляемого материала от атмосферных газов. Когда выполняется восстановление деталей сваркой и наплавкой (а также их упрочнение), важно придерживаться ряда требований, а именно:
- следует добиваться минимального смешивания основного и наплавляемого материала;
- основной металл нужно проплавливать на как можно меньшую глубину;
- припуски на обработку изделий, которая будет производиться после наплавки, важно уменьшать до приемлемых показателей;
- необходимо обеспечивать наименьшие остаточные деформации и напряжения в изделии.
Сейчас наплавка валов и деталей выполняется различными способами. Существуют такие виды наплавки:
- порошковая;
- импульсно-дуговая;
- индукционная;
- газовая;
- вибродуговая;
- электродуговая;
- плазменная;
- электрошлаковая.
2 Электродуговая восстановительная наплавка электродами с покрытием
Данный вид выполнения наплавочной процедуры считается самым распространенным. Подобная наплавка демонстрирует отличные результаты не только на промышленных объемах, но и в домашних условиях. Она очень удобна и проста, а главное – для нее не нужно приобретать какое-либо особое оборудование.
При электродуговом восстановлении важно правильно подобрать электрод, чтобы он смог сформировать наплавочный слой с требуемыми параметрами. Сечение стержня определяет форма и толщина детали, которую предстоит обработать, а конкретный тип электрода выбирается в зависимости от состава наплавляемого металла.
Стальные изделия в большинстве случаев восстанавливают рассматриваемым в статье способом в нижнем положении электрода током обратной полярности. При этом обязательно следует подготовить основной металл к процедуре, очистив его поверхность от ржавчины, остатков масла и прочих загрязнений.
Восстановление валов из низколегированных и низкоуглеродистых сталей производят чаще всего без их нагрева. А вот детали из других марок стали нередко подогревают (предварительно), а затем снимают с них внутренние напряжения, проводя их термическую обработку. Температура предварительного подогрева – от 300 градусов.
Наплавочные швы могут располагаться по-разному. Когда обработке подвергаются цилиндрические изделия, используются три основные схемы:
- валики идут по винтовой линии;
- валики по окружностям замкнутого типа;
- валики вдоль образующей.
Первый способ считается оптимальным в тех случаях, когда наплавка ведется механизировано.
При работе с плоскими поверхностями говорят о двух распространенных схемах, предполагающих применение:
- широких валиков (движения электрода в поперечном направлении делаются увеличенными);
- узких валиков (они перекрывают друг друга примерно на треть своей ширины).
Восстановление «особых» деталей сваркой и наплавкой (например, элементов конструкций, функционирующих при повышенных нагрузках, измерительных и режущих приспособлений) может осуществляться твердыми сплавами, а не обычным металлом. В таких сплавах обычно присутствуют соединения никеля, кобальта, бора, железа, углерода с хромом, танталом, титаном, марганцем.
Если указанные изделия имеют большой показатель износа, перед основной наплавкой выполняют предварительную, используя сварные стержни, сделанные из стали с малым содержанием углерода. А вот в тех случаях, когда изготавливают новые режущие и измерительные приспособления с наплавкой твердосплавного типа, основанием для них служат заготовки из легированных и углеродистых марок стали.
Восстановление специального инструмента, как правило, выполняют следующими видами электродов:
А вот детали, работающие в сложных условиях, наплавляют стержнями Т-620, ОЗН-300М, Т-590, ОЗН-7М, ОМГ-Н.
3 Особенности наплавки в газовой защитной атмосфере
Восстановление валов и других изделий по технологии TIG (применяются присадочные прутки и сварочные стержни из вольфрама) и MIG/MAG (проволока подается автоматизировано) также широко применяется в настоящее время. Указанные методы предполагают использование азота, углекислоты, аргона или гелия в качестве защитного газа.
Азот обычно применяется при восстановлении медных деталей, а вот для валов и изделий из углеродистых сплавов чаще используют углекислый газ (при этом нужна раскисляющая проволока с включением кремния и марганца). Вольфрамовые неплавящиеся стержни применяют для восстановления в гелиевой либо аргоновой среде. Композиции на базе алюминия и магния, а также высоколегированные стали наплавляют в смеси гелия и аргона (изредка эти газы используются и отдельно).
Наплавочную операцию по технологии TIG следует выполнять так, чтобы металл разбрызгивался незначительно. Выполняется это условие тогда, когда процесс ведется короткой дугой на прямой полярности, которая не позволяет электроду из вольфрама оплавляться. А вот MIG/MAG-технология осуществляется на токе обратной полярности.
При восстановлении деталей из нержавеющей стали необходимо использовать проволоку из нержавейки. Полуавтоматическая наплавка низколегированных и углеродистых сплавов всегда производится двумя видами проволоки:
- типа Нп (50, 40, 30ХГСА);
- типа Св (08Г2С, 08ГС и др.).
Первые проволоки относят к специальным, вторые характеризуются сплошным сечением.
4 Восстановление деталей под слоем флюса – достоинства и недостатки
Данный метод оптимален для наплавки крупных по диаметру и геометрическим размерам валов, а также других деталей:
- лопастей смесительных агрегатов;
- компонентов ходовой части экскаваторов и тракторов;
- элементов камнедробильного оборудования и специальных агрегатов.
Восстановление под слоем флюса предполагает, что электродуга горит между наплавляемым изделием и концом проволоки. Сама проволока поступает на участок обработки со специального устройства подачи. В эту же зону подается и флюс, создающий оболочку с высокими эластичными свойствами. Эта оболочка не дает азоту и кислороду из воздуха проникать в расплавленный материал.
Флюсы для наплавки бывают двух типов:
- Керамические. Состоят из различных компонентов – газо- и шлакообразующих, стабилизирующих, а также легирующих добавок. К таким флюсам относят составы серии «АНК» (19, 18).
- Плавленые. В них отсутствуют легирующие элементы, поэтому при их применении восстановленный слой не имеет высокого показателя твердости. Часто используемые плавленые флюсы – ОСЦ-45 и АН-348А.
Достоинства использования флюса для наплавки:
- высокое качество полученного слоя по показателям плотности и однородности с заданными характеристиками и химсоставом;
- отличная стабильность процесса восстановления и его высокая производительность;
- возможность наплавления слоев существенной толщины (до 8 и более миллиметров).
К недостаткам данного метода восстановления валов и прочих изделий относят следующие факты:
- нельзя получить слои меньше 1,5 миллиметров;
- сложности при наплавке деталей с малым (до 5 сантиметров) сечением из-за того, что расплавленная ванна и флюс практически не держатся на поверхности обрабатываемых изделий;
- физико-механические характеристики деталей изменяются, что обусловлено глубоким и быстрым нагревом при восстановлении (в ряде случаев отмечается и деформация изделий).
5 Кратко о других популярных методах наплавки
Высококачественное упрочнение и восстановление валов (как и иных деталей) также может выполняться при помощи вибрирующего электрода. Сам процесс в данном случае называют вибродуговой наплавкой. Она отличается от рассмотренной выше наплавки под флюсом тем, что конец сварочного стержня колеблется по отношению к восстанавливаемой поверхности перпендикулярно.
Отличный уровень сцепления основного материала и наплавленного слоя достигается при плазменной наплавке, которая выполняется струей плазмы. Такая струя представляет собой пучок высокоионизированного горячего газа, формирующегося в специальной горелке.
В последнее время набирает популярность электроконтактный способ наплавки. Он имеет очень высокую производительность (за минуту восстанавливается до 150 квадратных сантиметров поверхности изделия) и характеризуется несущественным тепловым влиянием и малой глубиной проплавления.