Содержание
- ОБРАБОТКА НА ТОКАРНО- КАРУСЕЛЬНЫХ СТАНКАХ
- Токарно-карусельные станки – назначение, устройство, популярные модели
- Применение и преимущества станков токарно-карусельной группы
- Как устроены токарно-карусельные станки
- Основные особенности оборудования
- Модели отечественного токарно-карусельного оборудования
- Популярные зарубежные станки токарно-карусельной группы
- Основные характеристики и виды токарно-карусельных станков
- Конструктивные особенности
- Классификация
- Основные технические характеристики
- Общий принцип работы
- Какие работы можно выполнять
- Обзор популярных моделей
- Тенденции развития
- Токарно-карусельные станки
- Характеристики токарно-карусельных станков
- Применение токарно-карусельных станков с ЧПУ
- Станки карусельные токарные. Станок с ЧПУ для обработки металла: характеристики
- Общее описание
- Типы токарных карусельных станков
- Особенности конструкции
- Дополнительные элементы
- Применение
- Принцип работы
- Карусельные станки с ЧПУ
- Токарно-карусельный станок 1512
- Станок карусельный 1512Ф3 с ЧПУ: технические характеристики
Карусельная обработка металла
ОБРАБОТКА НА ТОКАРНО- КАРУСЕЛЬНЫХ СТАНКАХ
На универсальных токарно-карусельных станках обрабатывают заготовки разнообразной формы, больших диаметров (до 10000 мм) при относительно малой длине (L/D ^ 1); на станках специального исполнения обрабатывают заготовки диаметром до 20000 мм и более.
Основными типами токарно-карусельных станков, выпускаемых отечественной станкостроительной промышленностью, являются: а) одностоечные (1508, 1510, 1512, 1516 и др.) с одним вертикальным суппортом с пятипози- ционной револьверной головкой и боковым суппортом с четырехрезцовым поворотным резцедержателем; б) двухстоечные (1520, 1525, 1Л532, 1540, 1550 и др.) с двумя вертикальными и одним боковым суппортами.
Данные станки с устройством цифровой индикации (исполнение Ф1) или без него позволяют выполнять обтачивание и растачивание цилиндрических, конических и фасонных поверхностей тел вращения; обтачивание торцовых поверхностей; подрезание уступов; про- резание кольцевых канавок и отрезание; сверление и рассверливание, зенкерование и развертывание отверстий.
Применяя специальные приспособления, можно выполнять и такие операции, как нарезание резьбы, фрезерование, растачивание глубоких отверстий, шлифование, суперфиниширование, обкатывание роликами и притирку.
При чистовой обработке на данных станках достигается точность 7 —8-го квалитета и параметр шероховатости поверхности Ra = 3,2-6,3 мкм по ГОСТ 2789-73.
Токарно-карусельные станки с ЧПУ позволяют автоматизировать процесс обработки и в 2 — 2,5 раза повысить производительность труда.
Токарно-карусельные станки с ЧПУ (1512ФЗ, 1516ФЗ, 1525ФЗ, 1А525МФЗ, 1532ФЗ, 1А532ПМФЗ) оснащены контурными системами управления и предназначены для обработки заготовок с цилиндрическими, торцовыми, коническими и криволинейными поверхностями. Двухкоординатные одностоечные станки (1512ФЗ и 1516ФЗ) оснащены пятипозицион- ной револьверной головкой, обеспечивающей автоматическую смену инструмента в процессе обработки.
Четырехкоординатные двухстоечные станки (1525ФЗ и 1532ФЗ) имеют по два вертикальных суппорта, каждый из которых может управляться одновременно по двум координатам: по X, Z — левый; по В, W — правый. Система ЧПУ допускает как последовательную, так и параллельную работу суппортов. Станки 1А525МФЗ и 1А532ПМФЗ оснащены инструментальными магазинами для автоматической смены инструмента и обеспечивают возможность одновременной работы обоих суппортов.
При обработке деталей диаметром до 2000 мм станки с ЧПУ обеспечивают точность 8 —9-го квалитета, а диаметром свыше 2000 мм —6 —7-го квалитета.
Схемы обработки элементарных поверхностей. Наружные цилиндрические поверхности (рис. 35) обтачивают с помощью вертикального (рис. 35, а) или бокового суппорта (рис. 35, б). Предпочтение отдается первому способу, так как второй способ применяют только при сравнительно небольшом вылете / ползуна бокового суппорта. Однако большую точность при обработке сравнительно высоких заготовок обеспечивает боковой суппорт из-за постоянства сил отжатий. Черновую обработку двумя резцами и более по методу деления припуска (рис. 35, в) применяют для заготовок
с большими припусками, а черновую и получистовую обработку по методу деления длины (рис. 35, г) — для заготовок с небольшими припусками, а также ступенчатыми цилиндрическими поверхностями.
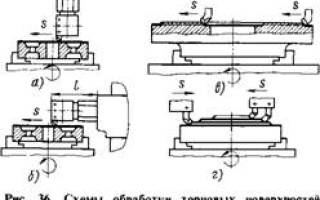
Торцовые поверхности (рис. 36) обрабатывают как вертикальным (рис. 36, а), так и боковым (рис. 36,б) суппортом. Вертикальный суппорт позволяет обрабатывать поверхности любых размеров с направлением подачи от периферии к центру. Подачу от центра применяют при обработке закрытых поверхностей. Боковым суппортом обрабатывают неширокие торцовые поверхности, расположенные в зоне действия суппорта. Точность обработки снижается с увеличением вылета /. Обтачивание несколькими резцами по методу деления длины с увеличенной подачей применяют при
черновой и нолучистовой обработке широких кольцеобразных торцовых поверхностей (рис. 36, в). Резцы размещают со сдвигом относительно друг друга. Обтачивание несколькими резцами по методу деления припуска применяют при черновой обработке торцовых поверхностей с большими припусками (рис.
Небольшие кольцеобразные торцы шириной до 50 мм подрезают специальными пластинами или торцовыми зенкерами при осевой подаче.
Уступы шириной не более 20 мм можно подрезать резцом с ср = 90° при вертикальной подаче (рис. 37, а). Путь резания определяется припуском h на обработку. Затраты времени минимальны. Однако возможно возникновение вибраций. При подрезании уступа с горизонтальной подачей инструмента (рис.
37, б) путь резания равен ширине уступа /, и трудоемкость обработки соответственно возрастает.
Обработку уступов большой ширины и высоты осуществляют за несколько рабочих ходов при сочетании вертикальной и горизонтальной подач (рис. 37, в и г); чистовой переход проводят подрезным резцом при горизонтальной подаче.
Цилиндрические отверстия диаметром d 40 мм применяют сверление с рассверливанием; диаметр первого сверла 20 мм. Кольцевое сверление используют для образования отверстий диаметром 60 — 200 мм и длиной до 500 мм в сплошном материале. Зенкерование применяют при обработке отверстий диаметром до 100 мм вместо рассверливания или как метод предварительной обработки отверстий в отливках и штампованных заготовках. Развертыванием окончательно обрабатывают отверстия диаметром до 100 мм. Растачивание — наиболее распространенный способ обработки отверстий, получаемых при литье, штамповке или сверлении. При глубине резания t > 10 мм растачивание выполняют двумя резцами. Чистовое растачивание осуществляют одним резцом.
Конические поверхности с длиной образующей /до 100 мм обрабатывают широким резцом (рис. 38, а). Способ весьма производителен. Точность и качество обработанной поверхности невысокие из-за вибрации при обработке. Путем поворота вертикального суппорта обычным резцом обрабатывают конические поверхности любой длины с углами уклонов в пределах 0 — 45° (рис. 38,6 и в). Способ производителен.
Подбирая сменные зубчатые колеса на станках, имеющих гитару, конические поверхности обрабатывают резцами. Способ сложный, требует предварительного расчета и наладки станка. С помощью конусной линейки или копирных приспособлений с отключением салазок суппорта от ходового винта обрабатывают конические поверхности с углами уклонов 0—12°. Способ удобен и производителен.
При использовании конусной линейки (рис. 38, г), закрепляемой на поперечине станка, вертикальным суппортом с вертикальной подачей инструмента обрабатывают конические поверхности. Конусы обтачивают с использованием копирных приспособлений (рис. 38, д) при вертикальной подаче бокового суппорта сверху вниз (для наружного конуса) или горизонтальной подаче в направлении к центру планшайбы (для внутреннего конуса) при соответствующем расположении копира.
С помощью специальных суппортов обрабатывают конические поверхности с любым углом уклона (обратная конусность не более 30°). Способ обеспечивает высокую производительность и точность. На рис. 38, е показан универсальный суппорт, жестко закрепленный неподвижной частью 1 в резцедержателе вертикального суппорта. Поворотную часть суппорта устанавливают по шкале на соответствующий угол конуса и закрепляют. Каретке с резцедержателем 2, соединенной с боковым суппортом тягой 4, сообщают подачу ог коробки подач бокового суппорта. При перемещении каретки резец обрабатывает коническую поверхность под углом, соответствующим углу установки поворотной части. В случае невозможности соединения каретки с боковым cynnojpTOM предусмотрена ручная подача суппорта с помощью рукоятки 6 и винта 5. Ручную подачу включают и выключают рукояткой 5, связанной с гайкой винта.
При обработке с помощью гидрокопировального суппорта (рис. 38, ж) управление перемещениями резца по заданной траектории осуществляется следящим устройством, щуп 1 которого скользит по копиру 5. При этом вертикальный суппорт имеет горизонтальную подачу. Гидроцилиндр 4 следящего устройства помещен позади вертикальных салазок вертикального суппорта. На связанной с этими салазками поперечине 6 размещают направляющий распределитель 2 с маховичком 3, которым регулируют положение щупа 1. Копир 5 закрепляют в державке 7, установленной на траверсе станка. Боковой суппорт в этом случае можно использовать для обработки других поверхностей заготовки.
Канавки шириной до 25 мм, к которым не предъявляют высоких требований по точности размеров и расположению, прорезают одним или несколькими резцами за один рабочий ход (рис. 39, а). При повышенных требованиях к точности обработку осуществляют за два рабочих хода: черновой и чистовой тем же резцом. Канавки шириной более 25 мм (рис. 39,6) и фасонные канавки (рис. 39, в) прорезают за несколько рабочих ходов одним или несколькими резцами.
С применением специальных оправок канавки прорезают на налаженных станках,
когда смещение суппорта нежелательно (рис. 39, г). Оправка с резцами для растачивания трех канавок при движении револьверной головки вниз доводится до осевого упора. При дальнейшем движении головки канавочные резцы (с помощью внутреннего механизма с клиновыми элементами) выдвигаются в радиальном направлении и прорезают канавки. При отводе оправки от осевого упора резцы возвращаются в исходное положение, и оправка выводится из отверстия заготовки.
Операции отрезки осуществляют одним или несколькими отрезными резцами (рис. 40).
Токарно-карусельные станки – назначение, устройство, популярные модели
Токарно-карусельный станок, который пришел на смену устройствам лобового типа и практически полностью вытеснил их с рынка, разработан для обработки заготовок, отличающихся внушительным диаметром и массой, но имеющих небольшую длину.
Двустоечный токарно-карусельный станок 1525Ф2
Применение и преимущества станков токарно-карусельной группы
Используя токарно-карусельные станки, занимаются обработкой габаритных маховых колес, шестерен и других похожих деталей. Технические возможности таких устройств позволяют совершать следующие технологические операции:
- точение и растачивание заготовок, имеющих цилиндрическую и коническую конфигурацию;
- подрезание торцов и их обработку;
- обработку поверхностей наклонного типа;
- формирование на поверхности детали канавок кольцевого типа;
- сверление;
- развертывание;
- зенкерование.
Токарно-карусельные станки оснащаются также специальными приспособлениями, поставляемыми отдельно, что позволяет выполнять на этом оборудовании еще и следующие операции: фрезерование, долбление, нарезание резьбы разного типа, обработку фасонных поверхностей с использованием электрокопировального устройства, шлифование, обработку заготовок с применением упоров. Характеристики токарно-карусельных станков делают возможной обработку произведенных из черных и цветных металлов заготовок с диаметром до 25 м.
Одностоечный станок 1516
Главное движение в станках рассматриваемой группы совершает рабочий стол (планшайба), на котором зафиксирована деталь. Движение подачи, как и во всех токарных станках, в токарно-карусельном оборудовании совершает суппорт.
Карусельный станок благодаря особенностям конструкции отличается высокой безопасностью, надежностью, простотой в обслуживании и эксплуатации. Среди наиболее значимых преимуществ такого оборудования стоит выделить следующие:
- точность и высокое качество обработки, предполагающей минимальный процент брака;
- удобство управления оборудованием, что особенно характерно для моделей станков, оснащенных системой ЧПУ;
- высокую скорость выполнения всех технологических операций.
Однако, как отмечают многие специалисты, к наиболее важным преимуществам, которыми обладают токарно-карусельные станки, относится безопасность их эксплуатации.
Как устроены токарно-карусельные станки
Наиболее значимым элементом конструкции станков токарно-карусельной группы является их рабочий стол, на котором размещена планшайба. Именно здесь фиксируется заготовка, требующая обработки. Рабочая поверхность стола располагается в горизонтальной плоскости, что упрощает процесс установки на него заготовок со значительными габаритами и весом.
В зависимости от модели и особенностей конструкции среди станков токарно-карусельной группы выделяют одно- и двухстоечные. На первых устанавливается планшайба диаметром до 1600 мм. Такие агрегаты применяются для работы с заготовками, имеющими диаметр до 1500 мм. Более впечатляющими характеристиками обладают двухстоечные агрегаты, на которых может устанавливаться планшайба диаметром до 25000 мм, что дает возможность обрабатывать очень габаритные заготовки.
На станине двухстоечного агрегата, расположенной в вертикальной плоскости, есть две направляющие, по которым перемещается поперечина со смонтированными на ней двумя суппортами – револьверным и расточным. Суппорты станка, в свою очередь, перемещаются по горизонтальным направляющим поперечины.
Основные узлы токарно-карусельного оборудования на примере станка 1512
В револьверный суппорт, который может совершать движение в вертикальном и горизонтальном направлениях, входят продольная каретка и ползун, перемещающийся по вертикальной оси. Именно на ползуне монтируется револьверная головка со специальными отверстиями для установки режущего инструмента. При помощи револьверного суппорта и закрепленного в ней режущего инструмента выполняются такие технологические операции, как обработка наружных поверхностей, сверление отверстий, подрезание торцов детали.
Конструкция расточного суппорта включает продольную каретку, на которой монтируется поворотный механизм. В последнем имеется ползун с установленным на нем резцедержателем. При помощи расточного суппорта и инструментов, закрепленных в нем, выполняются обработка конических поверхностей, растачивание отверстий и прорезание внутренних канавок.
На одностоечных станках токарно-карусельной группы устанавливается боковой суппорт, состоящий из продольной каретки, ползуна и резцедержателя. Назначение такого суппорта заключается в том, чтобы обеспечить обработку наружных поверхностей.
Планшайба карусельного станка
Основные особенности оборудования
Выбирая станок токарно-карусельной группы, следует учитывать следующие его характеристики:
- мощность станка;
- количество скоростей и диапазон частоты вращения планшайбы;
- угол поворота ползуна вертикального суппорта;
- величина максимального перемещения суппортов оборудования в горизонтальном и вертикальном направлениях;
- максимальные размеры подвергаемой обработке детали (высота, диаметр);
- максимальная величина перемещения поперечины (для двухстоечных станков);
- размеры планшайбы.
Обработка на станках токарно-карусельной группы осуществляется на высоких скоростях. Это допустимо потому, что заготовка и шпиндель не испытывают значительных консольных нагрузок, так как планшайба закреплена на рабочем столе особым образом.
Кроме основного движения и движения подачи, на станках данной группы используется совершаемое поперечиной (ее также называют траверсой) дополнительное движение. С его помощью режущий инструмент подводится к поверхности обрабатываемой заготовки.
Как уже говорилось выше, детали большого диаметра (16,5–25 м) обрабатывают на двухстоечных станках токарно-карусельного типа, а одностоечные агрегаты используют для заготовок с меньшими габаритами. Системы ЧПУ устанавливают на одностоечные карусельные устройства, что позволяет использовать такое оборудование для обработки деталей со сложной конфигурацией, характеризующихся наличием как прямолинейных, так и криволинейных образующих.
Токарно-карусельный станок с ЧПУ
Что характерно, на токарно-карусельных станках, оснащенных ЧПУ, не устанавливается боковой суппорт: все технологические операции на них выполняются за счет использования револьверного суппорта, работой которого, как и приводом основного движения, управляет специальная программа. Вводимая в блок управления станка, она отвечает за выполнение таких технологических операций, как:
- выбор и установка необходимой частоты вращения планшайбы оборудования;
- поворот револьверной головки в положение, требуемое для выполнения обработки, и ее фиксация в таком положении;
- управление совершаемыми подачами и положением, которое занимают рабочие приспособления;
- установка режущего инструмента в нулевом положении;
- управление передвижениями, которые совершают рабочие инструменты.
Модели отечественного токарно-карусельного оборудования
История отечественных станков токарно-карусельного типа началась в 1935 г., когда на Краснодарском станкостроительном заводе имени Г.М. Седина был выпущен первый такой агрегат. Следует отметить, что данный завод долгое время считался самым известным и авторитетным производителем токарных станков именно карусельного типа. Продукция завода – качественные и надежные станки токарно-карусельного типа – активно использовалась на всей территории Советского Союза. Многие из этих устройств и сейчас еще можно встретить на промышленных предприятиях.
К наиболее популярным моделям оборудования от данного производителя стоит отнести станок 1516. Данная модель одностоечного станка (наряду с моделью 1512) относится к категории универсальных токарно-карусельных устройств, предназначенных для обработки заготовок из черных и цветных металлов в условиях мелкосерийного и серийного производства.
Технические характеристики станков обеих упомянутых выше моделей обеспечивают выполнение практически любых токарных операций, но используют эти устройства преимущественно для обтачивания и растачивания:
- поверхностей цилиндрической формы;
- плоских торцов заготовок;
- конических поверхностей.
Можно встретить некоторые модификации данных станков, на которых производитель устанавливал планшайбы самоцентрирующегося типа. Естественно, технологические возможности оборудования с такими планшайбами значительно шире, чем у обычных моделей.
Выпускались на заводе имени Г.М. Седина и двухстоечные станки токарно-карусельной группы. Здесь ярким образцом является модель 1525. Среди примечательных характеристик станка данной модели стоит отметить следующие: возможность изменять направление вращения планшайбы (реверс); наличие в конструкции двух верхних суппортов поворотного типа. Привод главного движения станка модели 1525 оснащался двухступенчатым редуктором и электродвигателем, частоту вращения вала которого можно регулировать. За выбор интервала скорости вращения планшайбы в конструкции станка отвечают две электромагнитные муфты, а частота вращения вала главного электродвигателя бесступенчато регулируется посредством специальной электрической схемы.
Все вышеперечисленные модели станков производились и с ЧПУ, тогда их маркировка выглядела следующим образом: 1512Ф2, 1516Ф2, 1525Ф2. В качестве управляющей системы на этих устройствах устанавливались отечественные программные комплексы (П32-3М, Н55-2) либо электронное оборудование компаний Bosch (Германия) и Alcatel (Франция).
Популярные зарубежные станки токарно-карусельной группы
На отечественном рынке представлен большой выбор токарно-карусельного оборудования от зарубежных производителей. О наиболее популярных моделях и торговых марках стоит сказать отдельно.
Хорошее соотношение цены и качества демонстрируют станки от китайской компании Dalian Guofeng Machine Tools, в маркировке которых присутствует буква «С».
5231, 5240, 5250, 52630
Данные модели относятся к категории токарно-карусельного оборудования двухстоечного типа, по своим техническим характеристикам они во многом похожи на станки завода им. Г.М. Седина. Эти устройства позволяют с достаточно высокой точностью осуществлять токарную обработку заготовок, характеризующихся как простой, так и сложной конфигурацией.
Dalian Guofeng Machine Tools C5250 — cтанок от китайского производителя
Это одностоечные модели токарно-карусельного оборудования, мощность которого варьируется от 22 до 45 кВт. На агрегатах данных моделей установлена упрощенная система ЧПУ – цифровая индикация, с помощью которой управление работой токарно-карусельного станка становится более удобным, простым и эффективным. Данные станки, приводы перемещения по осям X и Z которых оснащены дополнительными сервомоторами, также отличаются высокой надежностью и точностью выполнения обработки.
Если рассматривать более качественное (а значит, и дорогостоящее) токарно-карусельное оборудование от зарубежных производителей, представленное и пользующееся популярностью на отечественном рынке, то стоит отметить продукцию швейцарской компании ENCE GmbH. Данный производитель предлагает оборудование нескольких серий.
Станок Dalian Guofeng Machine Tools C5116
На оборудовании данных моделей обрабатывают заготовки, диаметр которых находится в интервале 315–500 см. На станках этой серии не устанавливается система ЧПУ, но при необходимости оснастить их такой системой можно очень оперативно. Двухступенчатый привод, реализующий главное движение, оснащается электродвигателем, частоту вращения вала которого можно изменять по 16 ступеням. На этих токарно-карусельных станках использованы два типа направляющих: вертикальные – скользящие, горизонтальные – гидростатичного типа (они выступают в роли разгрузочных элементов).
Как понятно из обозначения, на этих устройствах обработке подвергают детали с диаметром 125–200 см. Агрегаты этой серии оснащены роликовыми направляющими, в подвижные узлы которых установлены высокоточные подшипники качения. Вертикальный и четырехпозиционный суппорты данных токарно-карусельных станков гидравлически сбалансированы, что повышает точность обработки. Надежности оборудование данной серии способствует и то, что оно оснащается электрическими компонентами от известной компании Siemens.
Это токарно-карусельное оборудование, оснащенное системами ЧПУ, от компаний Siemens Fanuc. Среди важных конструктивных особенностей оборудования данной серии стоит выделить сервомотор с коробкой передач ZF (Германия) и термически симметричный рабочий стол. Выпускается данное оборудование, характеризующееся высокой скоростью обработки и низким уровнем шума, в трех основных категориях: стандартной, тяжелой и высокоточной.
Говоря о специализированном токарно-карусельном оборудовании от западных производителей, представленном на отечественном рынке, нельзя не упомянуть станки с числовым программным управлением, выпускаемые под торговыми марками VWEN и SENQ. На таких устройствах можно обрабатывать заготовки не только из черных и цветных металлов, но и из сплавов, содержащих в своем составе керамику и фарфор. Диаметр деталей, с которыми работают на этих токарно-карусельных станках, доходит до 10 м.
Основные характеристики и виды токарно-карусельных станков
Токарно-карусельные станки предназначаются для обработки деталей крупного диаметра, но малой длины.
Высокая точность помогает обрабатывать заготовки на большой скорости. Планшайба располагается горизонтально, выдерживает значительный вес.
Конструктивные особенности
Устройства имеют особенности конструкции. Основные элементы присутствуют у всех токарных станков, но аппараты карусельной группы отличаются своим устройством.
Основной конструкции устройства является стол. Именно на нем располагается обрабатываемая деталь. Горизонтальная площадь стола облегчает установку на него заготовок серьезного веса.
Станки карусельного вида могут иметь от одной до двух стоек. Одностоечные модели бывают как ручного управления, так и ЧПУ. На станках с одной стойкой обрабатываются болванки с диаметром, не превышающим 1500 мм. На двухстоечных аппаратах можно работать с деталями очень внушительного размера, до 25000 мм. Наличие двух стоек позволяет повысить устойчивость конструкции.
Траверс или поперечина осуществляет дополнительное движение. С помощью этого элемента резец подводят к поверхности детали. На траверсе фиксируются резцедержатели, движущиеся по горизонтальным направляющим.
Суппорты передвигаются по направляющим станины. У станка с двумя стойками содержится револьверный и расточный суппорты. С помощью револьверного суппорта можно сделать такие операции: обработка открытых поверхностей, подрезание торцов, сверление отверстий.
Расточный суппорт необходим для обработки конических поверхностей, растачивания отверстий и прорезания проемов. В одностоечной модели установлен боковой суппорт, с его помощью происходит обработка наружных площадей.
Классификация
Токарно-карусельные станки могут разделяться по некоторым признакам.
По назначению
Назначение аппаратов может быть различным: универсальные станки предназначены для выполнения многих операций, специальные — имеют более узкую направленность.
Универсальный
Универсальные токарные станки обыкновенно имеют одну стойку. Модели универсальных станков имеют свои размеры. Они определяются диаметром заготовки. На универсальной модели можно выполнять практически любые токарные операции.
Специализированные
Специализированные токарные станки изготавливаются на базе универсальных, но отличаются в следующем:
- увеличение или уменьшение высоты обработки;
- количество и конструкция суппортов;
- дополнительные приводные головки;
- устройства для изготовления специальных работ.
Все больше таких станков оборудованы системами ЧПУ.
По количеству точек опирания
Также станки карусельной группы можно различать по количеству точек опоры. Они могут иметь одну или две стойки.
Одностоечные
Станок с одной стойкой чаще имеет числовое ПУ. На вариантах с одной стойкой отделываются детали диаметром не более 150 см. Также на них обрабатываются конические поверхности. Одностоечные модели имеют вспомогательный боковой суппорт, оснащенный универсальным держателем.
Двухстоечные
Две стойки повышают устойчивость и жесткость конструкции, поэтому на таких станках обрабатывают очень тяжелые детали больших размеров. Между двумя стойками имеется портал, по которому перемещается поперечина с двумя суппортами.
По количеству суппортов
Различие станков определяется наличием суппортов. Модель может иметь один или несколько этих элементов. От этого зависит, какой обработке будут подвергаться детали.
В зависимости от вида обработки аппарат может оснащаться одним или несколькими суппортами. Вариант с одним суппортом обладает более узкой специализацией.
С несколькими
Возможность обработки деталей значительно расширяется с применением нескольких суппортов.
По типу шпендельной головки
Оборудование может отличаться типом шпендельной головки: от этого зависит количество режущих инструментов, возможность обрабатывания деталей.
Токарно-карусельный станок иногда имеет обычную шпендельную головку, рассчитанную на один резец.
С револьверной
Современные устройства получают все большее распространение. Появление револьверной головки дало возможность применения нескольких резцов. Вращение револьверной головки может быть как горизонтальным, так и вертикальным. Режущие инструменты устанавливаются поочередно в головку и последовательно вводятся в работу.
По типу управления рабочими движениями
Тип управления станка очень важен. При ручном управлении оператор должен быть очень внимательным, тогда как применение числового программного управления практически исключает присутствие человека.
Станок может иметь ручное управление. Применяются для изготовления простых заготовок либо их черновой обработки.
Но все более становятся распространенными станки с ЧПУ. На них возможно применение большего числа операций, высокая скорость и наилучшая точность обработки.
Основные технические характеристики
Рассмотрим основные характеристики станков карусельного типа.
Стандартный станок имеет один основной электрический двигатель и несколько дополнительных. Они предназначены для точного управления различными элементами. Для обработки больших заготовок используются мощные двигатели. Их суммарная мощность может составлять более 10 кВт.
Частота вращения
Поскольку планшайба имеет особый монтаж, установки карусельного типа имеют высокую скорость работы. Благодаря особенностям устройства, достигается не только большая скорость вращения, но и высокая точность обработки.
Максимальная высота заготовки
Высота обрабатываемой заготовки, так же, как и диаметр, является одной из основных характеристик. Высота деталей может варьироваться в зависимости от модели станка от 800 мм до 5000 мм.
Точность обработки
Точность обработки деталей зависит от точности настройки основных рабочих элементов станка. Наилучшие результаты показывают устройства с ЧПУ. У них точность может достигать 0,08 -0,10 мм. Станки повышенной точности с контурными системами может быть достигнута точность 0,04-0,06 мм, но постоянно такой результат поддерживать невозможно.
Общий принцип работы
Принцип работы токарно-карусельного оборудования состоит в следующем:
- заготовка закрепляется в планшайбе стола;
- запускается механизм вращения на небольшой скорости, для проверки правильной установки по центру детали;
- шпиндельная головка подводится к заготовке;
- после подачи смазочной жидкости в рабочее положение приводится резец;
- после начала процесса выбирается нужная скорость вращения.
Какие работы можно выполнять
На оборудовании можно выполнять различные работы по металлу и различным сплавам.
Токарная обработка
На токарно-карусельных станках производят заготовки различной формы диаметром до 10000 мм, при относительно небольшой длине.
Обработка наклонных поверхностей и облицовки
Наклонные и конические поверхности обрабатывают с помощью специальных суппортов.
Точение растачивание
Растачивание —самый распространенный способ обработки отверстий. Его получают при литье, штамповке или сверлении. При глубине резания более 10 мм растачивание выполняют двумя резцами. Чистовое растачивание выполняют одним резцом.
Подрезание торцов
Торцы обрабатывают и вертикальным, и боковым суппортом. Вертикальным обрабатывают любые поверхности путем подачи от краев к центру детали. Боковой суппорт обрабатывает неширокие поверхности. Широкие заготовки можно обработать несколькими резцами.
Прорезывание
Точение канавок до 25 мм не требует большой точности, поэтому их прорезают одним резцом за один проход. При повышенных требованиях к точности делают два хода резцом: черновой и чистовой. Более широкие канавки прорезают за несколько ходов одним или несколькими резцами.
Точение фасонных поверхностей
Фасонные поверхности обрабатывают специальными резцами. При большой длине окружности используют обычный резец с подачей по дуге окружности.
Цилиндрический проем диаметром менее 40 мм сверлят одним сверлом; если диаметр больше 40 мм, используют сверление с рассверливанием; калибр первого сверла 20 мм. Кольцевое сверление применяют для создания отверстий диаметром 60 — 200 мм и длиной до 500 мм в плотном материале.
Зенкерование
Зенкерование употребляют при обработке отверстий размером до 100 мм вместо рассверливания или как метод первоначальной обработки проемов в отливках и штампованных заготовках.
Развертывание
Развертывание применяют для обработки отверстий диаметром до 100 мм.
Обзор популярных моделей
Коротенько рассмотрим несколько самых популярных и современных моделей токарного станка.
LEN 1250-2000
Сечение болванок, отделываемых на данных устройствах, составляет 1250-2000 мм. На аппаратах установлены роликовые направляющие с высокоточными подшипниками качения, которые установлены в их подвижных узлах.
Точность обработки увеличивается за счет гидравлически сбалансированных резцедержателей вертикального и чырехпозиционного вида. Установки считаются очень надежными благодаря электрооборудованию от компании-производителя Siemens.
LEN 3000-5000
Диаметр болванок для этих моделей находится в пределах 3150-5000 мм. Данное устройство ЧПУ не оборудовано, однако конструкция предусматривает возможность подобного оснащения. Основной привод имеет две ступени и снабжен электрическим двигателем, чья скорость вращения может перестроиться по 16 ступеням.
Направляющие, которые расположены вертикально – скользящие, а находящиеся вертикально – статичные, исполняют роль разгрузочных частей.
SEN 1000-1800
Установки с ЧПУ от известных производителей Siemens и Fanuc. Одними из важных особенностей конструкций моделей являются сервомотор, оборудованный коробкой передач от немецкого изготовителя, и планшайба. Установки этой серии выпускаются в трех стандартных категориях, отличающихся высокими показателями работы и низким уровнем шума.
Станок с ЧПУ. Приводится в действие двигателем переменного тока с 16-ступенчатым переключателем скоростей. Стол имеет термально-симметрическую конструкцию. Благодаря особенностям смазки и терморегулирующему устройству имеет высокую точность и минимальную деформацию. Используется для черновой и чистовой обработки деталей.
Универсальный станок с ЧПУ. Управляется двигателем постоянного тока через 2-ступенчатое переключение скоростей. Шпиндель стола установлен на точных роликовых подшипниках. Высокая точность обработки обусловлена особой конструкцией стола и подачей смазки.
Тенденции развития
Современное приборостроение позволяет применять ЧПУ в производстве станков, используются суппорты многоцелевого назначения, автоматические устройства управления и контроля, высокоточные приводы подач.
На отечественном рынке имеется множество различных моделей токарно-карусельных станков, производителями являются как российские, так и зарубежные компании. В основном они оснащены ЧПУ. Высокая точность обработки, особенности конструкции позволяют обрабатывать не только металлы, но и различные сплавы.
Токарно-карусельные станки
Токарный станок позволяет обрабатывать металлические заготовки острым резцом путем вращения.
Но как быть, если заготовка очень большая и тяжелая? Ведь под ее массой шпиндель, на который она будет устанавливаться, непременно изогнется и будет изгибаться до тех пор, пока станок полностью не разрушится.
Для таких целей придумали специальную разновидность обрабатывающих установок – токарно-карусельный станок. Его особенность в том, что заготовка вращается не в вертикальной плоскости, как в обычном случае, а в горизонтальной, подобно карусели, откуда и пошло название.
Сегодня технология обработки металлов резанием позволяет получать на токарно-карусельных станках детали практически любой сложности, но это относится только к телам вращения (для угловой и прямой обработки, применяют фрейзер).
На токарно-карусельных станках можно изготовить внутреннюю и внешнюю цилиндрическую и конические поверхности, экспоненциальную и параболическую кривые, причем даже апериодического характера (для этого существует технология программируемого управления ЧПУ).
Механизм установки позволяет торцевать и обтачивать различные участки детали, в том числе, находящиеся во внутренних полостях, растачивать и сверлить отверстия под крепежи. Резьба может выполняться с различным шагом, в том числе и нерегулярным.
Работа на такой установке ничуть не сложнее пользования обычным токарным станком. Хотя размеры здесь совсем другого порядка, но скорости вращения гораздо ниже. Соответственно и ошибиться сложнее.
В качестве материала заготовки могут быть взяты металлы любой степени прочности, например:
- закаленная сталь 50. 65;
- чугун;
- различные цветные металлы и сплавы.
Главное здесь, чтобы хватило жесткости резца, который при обработке таких поверхностей очень быстро стачивается. Современные станки обеспечивают точность размеров по стали 65 в пределах IT6-IT7.
Характеристики токарно-карусельных станков
Существует два конструктивных типа токарно-карусельного станка: одностоечный и двустоечный. Разница между ними заключается в том, что первые применяются для обработки сравнительно небольших заготовок, диаметр которых редко превышает один метр.
Центробежные силы, возникающие вследствие вращения детали, с легкостью гасятся одной единственной стойкой-опорой, а длины планки вполне хватает для перемещения резца вдоль радиуса «карусели».
В двустоечных станках работа уже идет с большими заготовками, размеры которых могут превышать 2,5-3 метра в диаметре. Разумеется, одна стойка не сможет обеспечить необходимой длины прохода резца, а мощности двигателя вряд ли хватит на то, чтобы привести во вращение столь массивную деталь.
В двустоечном токарно-карусельном станке асинхронный электродвигатель разгоняет заготовку посредством секционных цепей. Иногда для этих целей используются шкивы.
Что касается скоростей вращения, то они ограничиваются лишь тугоплавкостью и хрупкостью резца и металла заготовки.
В среднем для обработки детали из закаленной стали диаметром в 1-2 метра достаточно угловой скорости 2-3 рад/с (это значит, что полный оборот карусель сделает за полторы секунды). При этом чем большего радиуса заготовка, тем меньше должна быть скорость вращения. Иначе металл подвергнется термическому расширению, что дает существенную погрешность, и как итог: значительные допуски в размерах полученного изделия.
Применение токарно-карусельных станков с ЧПУ
Числовое программное управление (ЧПУ) позволяет повысить точность обработки на порядок, получая результат, несопоставимый с ручной работой. Это обеспечивается за счет применения датчиков контроля осевых и радиальных перемещений резца.
Такие датчики способны улавливать отклонения вплоть до долей микрона, что особенно важно в высокотехнологических и точных отраслях производства таких, как:
- медицинское оборудование;
- робототехника;
- космонавтика.
Принципиально токарно-карусельный станок с ЧПУ отличается от обычного лишь наличием автоматизированного управляющего центра, который выглядит как небольшой шкафчик с дисплеем и клавиатурой для ввода данных. Фактически, это тот же компьютер.
Обработка заготовки на таком станке выглядит следующим образом:
- Вначале технолог-программист вводит в память станка программный код. Делается это с клавиатуры.
- Далее, в соответствии с этим кодом система автоматического управления производит ряд определенных движений резцом, что на выходе дает необходимый результат.
- Отклонения и погрешности фиксируются в реальном времени, и передаются на экран монитора. В соответствии с ними технолог либо разрабатывает новый поправочный код, либо вносит в уже существующую программу заранее заготовленные изменения.
Современные токарно-карусельные станки демонстрируются на ежегодной выставке «Металлообработка».
Станки карусельные токарные. Станок с ЧПУ для обработки металла: характеристики
На предприятиях используются токарные станки нескольких видов. Предназначены они могут быть для выполнения самых разных работ, связанных с обработкой заготовок из металла и дерева. Одним из самых востребованных типов этого оборудования являются станки карусельные токарные.
Общее описание
Предназначен станок этой разновидности для обработки изделий, имеющих большой вес и диаметр и незначительную высоту. Это могут быть, к примеру, разного рода шестерни, маховики и т. д. Токарные работы на таком оборудовании могут производиться с заготовками диаметром до 2,5 м. Существует несколько разновидностей таких станков, немного отличающихся по конструкции и эксплуатационным характеристикам.
Типы токарных карусельных станков
В первую очередь оборудование этого типа классифицируется на одностоечное и двухстоечное. Вторая разновидность используется для обработки заготовок очень больших диаметров. В конструкции станка этого типа, помимо всего прочего, предусмотрен дополнительный резцовый верхний суппорт с горизонтальной подачей. Режущие инструменты в двухстоечном станке крепятся в резцедержателях бокового и верхнего суппортов, а также в гнездах револьверной головки. На станине такого агрегата имеются две стойки, связанные между собой перекладиной. Последняя несет на себе два суппорта. Перемещается перекладина по направляющим стоек.
Одностоечный токарно-карусельный станок может применяться только для работы с заготовками диаметром до 1,25 м. Это оборудование отличается тем, что в его конструкцию входит вертикальный суппорт с револьверной головкой и боковой суппорт, оснащенный резцедержателем на вертикальной подаче. Диаметр стола такого агрегата не превышает 1,6 м.
Также станки карусельные токарные классифицируются на автоматы и полуавтоматы. На оборудовании первого типа изделия изготавливаются или из прутков, или из штучных заготовок. На полуавтоматах обрабатывают только пруток. Разумеется, как и станок любого другого типа, карусельный может дополняться ЧПУ.
Особенности конструкции
Основными узлами и механизмами токарно-револьверного станка являются:
стол, называемый также планшайбой;
Такие станки могут оснащаться суппортами нескольких разновидностей. Револьверные предназначены для обработки заготовок снаружи. Расточные суппорты используются для прорезания канавок в изделиях, а также, соответственно, для расточки. Боковые узлы этого типа также применяются для обработки наружных поверхностей заготовок. Чаще всего их используют для нарезания канавок и снятия фасок.
Токарные работы на таком агрегате выполняются на основании трех видов движения: перемещения траверсы и суппортов, а также вращения стола. При этом на производствах могут использоваться станки карусельные стандартные, высокоточные и тяжелые.
Дополнительные элементы
При желании на карусельный токарный станок можно устанавливать сторонние узлы и механизмы, повышающие его функционал. К таким элементам относят, к примеру, разного рода шлифовальные и фрезерные устройства. Помимо этого, при использовании дополнительных узлов на оборудовании такого типа можно производить долбление.
Применение
Использоваться станки карусельные токарные могут для изготовления самых разных изделий. Поэтому применяют их на предприятиях многих специализаций. Очень часто такие станки устанавливаются в цехах заводов такой сферы народного хозяйства, как машиностроение. Используется это оборудование при производстве гидроэлектростанций, сборке атомных станций и т. д. Помимо собственно токарной обработки деталей, на карусельных станках можно выполнять такие операции, как:
прорезывание кольцевых канавок;
точение цилиндрических и конических поверхностей;
зенкерование и т. д.
Принцип работы
Функционируют станки карусельные токарные по простому принципу. Заготовка крепится на столе в горизонтальном положении посредством специальных кулачков. Главным движением при работе является вращение самого стола. К вспомогательным относят движение револьверной головки, перемещение поперечины в вертикальном положении и т. д. Заготовка на станке этого типа может одновременно обрабатываться сразу с нескольких сторон.
Карусельные станки с ЧПУ
Современное промышленное оборудование этого типа по сравнению с обычным имеет ряд неоспоримых преимуществ. К таковым можно отнести в первую очередь высокие показатели производительности, а также точность обработки деталей. Представляет собой ЧПУ особый вид компьютера с установленным на нем программным обеспечением. Обработка деталей в данном случае производится по разработанным инженерами чертежам. Составляются они в специальном графическом ПО.
Именно такие станки в настоящее время используются на предприятиях сферы народного хозяйства чаще всего. С их применением за счет повышения количества и качества обрабатываемых деталей можно сделать производство максимально рентабельным.
Облегчает работу использование такого оборудования и специалистам-токарям. Все, что требуется от оператора такого станка — это следить за бесперебойностью его работы и качеством выходящих из-под резца инструментов. Использовать такие станки для обработки деталей можно в том числе и в выходные, а также в праздничные дни. Ведь в данном случае за работой сразу нескольких агрегатов может следить только один оператор.
Токарно-карусельный станок 1512
Модель 1512 является одной из самых производительных и надежных, а поэтому широко используется на предприятиях разных отраслей промышленности. Существует несколько модификаций этого одностоечного станка, отличающихся по конструкции. Во многих случаях эти агрегаты могут дополняться ЧПУ.
Схема токарно-карусельного станка базовой модели 1512 представлена вашему вниманию ниже. К основным особенностям этого агрегата можно отнести:
планшайбу диаметром 1112 мм;
возможность обработки заготовок диаметром до 1,25 м;
18 скоростей стола;
мощность в 30 кВт.
Одной из самых популярных разновидностей этого агрегата является 1512Ф3. Эта модель обычно дополняется ЧПУ.
Станок карусельный 1512Ф3 с ЧПУ: технические характеристики
От базовой модели этот агрегат отличается прежде всего отсутствием бокового суппорта. Предназначен станок 1512Ф3 для обработки особенно сложных деталей. Именно поэтому он часто дооборудуется числовым программным обеспечением. Использовать его можно для работы с заготовками как из черных металлов, так и из цветных. Характеристики токарно-карусельный станок с ЧПУ 1512Ф3 имеет следующие:
максимальный диаметр заготовки — 1,25 м;
максимальная высота обрабатываемой детали — 1 м;
пределы частот вращения стола — 1,6/315 об/мин;
мощность главного электродвигателя — 70 кВт;
масса — 17000 кг.
Таким образом, карусельный токарный станок — оборудование производительное, надежное и очень востребованное. С его использованием можно изготавливать самые разные детали, зачастую очень сложной конфигурации. При этом в особенности качественными получаются изделия, обработанные на агрегатах этого типа, оборудованных ЧПУ.