Содержание
- Изготовление индукционной печи своими руками
- Принцип работы индукционной печи
- Разновидности
- Преимущества и недостатки
- Индукционная печь для плавки металла своими руками
- Использование для обогрева
- Охлаждение системы
- Меры предосторожности при использовании устройства
- Индукционный нагреватель своими руками
- Как правильно собрать индукционную печь?
- Принцип работы индукционной печи
- Параметры индукционной печи
- Особенности эксплуатации индуктора
- Плавка металла в домашних условиях в индукционной электрической печи
- Малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях
- Индуктор и особенности его работы
- Самодельная индукционная печь для плавки металла. Индукционные тигельные плавильные печи Индуктор индукционной печи
- Конструкция и принцип действия
- Особенности индукционных приборов
Самодельная индукционная печь для плавки металла
Изготовление индукционной печи своими руками
Индукционная печь часто используется в сфере металлургии, поэтому данное понятие хорошо знакомо людям, которые в той или иной степени связаны с процессом плавки различных металлов. Устройство позволяет преобразовывать электричество, образованное магнитным полем, в тепло.
Подобные устройства продаются в магазинах по довольно высокой цене, но если вы обладаете минимальными навыками использования паяльника и умеете читать электронные схемы, то можно попробовать изготовить индукционную печь своими руками.
Самодельное устройство вряд ли подойдёт для выполнения сложных задач, но вполне справится с базовыми функциями. Собрать устройство можно на основе рабочего сварочного инвертора из транзисторов, либо на лампах. Самым производительным при этом является именно устройство на лампах за счёт высокого КПД.
Принцип работы индукционной печи
Нагревание металла, помещённого внутрь устройства, происходит путём перехода электромагнитных импульсов в энергию тепла. Электромагнитные импульсы вырабатываются катушкой с витками из медной проволоки или трубы.
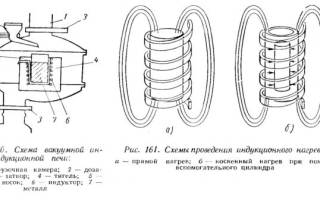
Схема индукционной печи и схемы проведения нагрева
При подключении устройства через катушку начинает проходить электрический ток, а вокруг появляется электрическое поле со временем меняющее своё направление. Впервые работоспособность такой установки была описана Джеймсом Максвеллом.
Объект, который нужно нагреть, необходимо поместить внутрь катушки или недалеко от неё. Целевой предмет будет пронизываться потоком магнитной индукции, а внутри появится магнитное поле вихревого типа. Таким образом, индукционная энергия перейдёт в тепловую.
Разновидности
Печи на индукционной катушке, принято подразделять на два вида в зависимости от типа конструкции:
В первых устройствах металл для расплавки находится перед индукционной катушкой, а в печах второго типа помещается внутри неё.
Наглядный пример тигельной индукционной печи
Оба устройства востребованы в бытовых и промышленных условиях. Они используются для плавки различных металлов (чугун, сталь, алюминий, медь), в том числе и драгоценных (золото, серебро). В зависимости от модели и производителя печи могут различаться между собой по ёмкости и частотным особенностям.
К слову, именно индукционные печи подтолкнули учёных к созданию микроволновых печей, которые на данный момент широко используются и установлены практически в каждой квартире.
Преимущества и недостатки
К преимуществам печей относят:
- Тепло подаётся исключительно за счёт электромагнитного поля, и используемая посуда не загрязняется;
- Подвергать плавке можно предметы из стали и других материалов, в которых отсутствует углерод;
- При использовании практически не образовывается угарный газ — плавящиеся материалы поглощают мало азота и водорода из атмосферного воздуха;
- При плавлении жидкий металл перемешивается естественным путём, и в итоге все металлургические процессы протекают гораздо быстрее;
- Во время плавки при необходимости можно регулировать температуру;
- Высокая производительность печей данного типа позволяет работать в режиме выдачи выплавленного металла маленькими порциями за короткие промежутки времени;
- Устройство имеет небольшие габаритные размеры, за счёт чего плавку металла легко проводить и на территории промышленного помещения, и на небольших рабочих площадях;
- Минимальный выброс дыма при работе и максимальная экологичность при плавке металла;
- При работе индукционная печь производит минимальный уровень шума;
- Создаются максимально благоприятные условия для обслуживающего персонала при плавке металла на подобных установках.
Индукционная печь обладает небольшими габаритами, потому плавку производят и на территории крупного цеха, и на небольших рабочих площадях
Помимо перечисленных преимуществ, у устройства можно выделить и ряд недостатков:
- При плавке металла шлак нагревается именно от металлической смеси, в результате чего имеет более низкую температуру;
- При использовании устройства часто возникают сложности с удалением из металла примесей из серы и фосфора.
Индукционная печь для плавки металла своими руками
Если в наличие есть электрическая схема сборки, то процесс сборки сможет освоить даже начинающий мастер. Оборудование возможно создать на базе сварочного инвертора, на лампах или транзисторах.
Главное достоинство печей, которые были собраны подручных средств, заключается в том, что цена устройства на порядок ниже, чем при покупке магазинного оборудования.
При сборке плиты с индукционной катушкой, обращайте внимание на то, что скорость плавки металлических сплавов будет напрямую зависеть от нескольких факторов:
- Скорость тепловой передачи;
- Мощность используемого в конструкции генератора;
- Потери в вихревом потоке во время рабочего процесса;
- Частота работы устройства;
- Наличие поблизости металлических деталей и электронных устройств, которые могут провоцировать помехи.
Из сварочного инвертора
Печь, работающая на базе инвертора, выделяется характеристиками безопасности, но при этом она собирается максимально просто. Сам инвертор уже имеет все необходимые защитные механизмы на случай возникновения перегрузки. Процесс изготовления индукционной плиты при наличии сварочного аппарата сводится к сбору индуктора.
Для сборки индукционной катушки стоит приобрести медную трубу с тонкими стенками диаметром не более 10 мм. Труба сгибается по спирали, а для облегчения процесса желательно изготовить специальный шаблон.
Количество витков в катушке – от 7 до 12. Их общее число напрямую зависит от того, какими характеристиками обладает используемый сварочный инвертор. Следите за тем, чтобы сопротивление индуктора не превышало допустимую силу тока в инверторе, в ином случае при осуществлении плавки металла придётся столкнуться с автоматическими отключениями устройства из-за срабатывания внутренней защиты.
Общий вид индукционной печи из сварочного инвертора
После изготовления катушки переходим к производству внешней оболочки для устройства. Для этих целей лучше всего подойдёт графитовый корпус (не используйте для изготовления корпуса материал, который проводит через себя электрический ток, в противном случае общая производительность устройства значительно снизится). Внутрь индукционной катушки помещается тигель, в котором в дальнейшем будет плавиться металл.
Установить готовую индукционную катушку лучше всего на поверхности, которая устойчива к высоким температурам воздуха. Перед началом выполнения работ из зоны установки необходимо убрать посторонние предметы.
Подключать сварочный инвертор стоит только к тем розеткам, которые способны выдержать силу потребляемого устройством тока. Обязательно обустройте заземление корпуса.
На транзисторах
Для сбора печки, работающей на транзисторах, следует приобрести следующие детали:
- Полевые транзисторы типа IRFZ44V;
- Два диода;
- Резистор сопротивлением 470 Ом;
- Плёночные конденсаторы различной ёмкости;
- Медные провода для обмотки в изоляции диаметром 1,2 мм и 2 мм;
- Компьютерные радиаторы.
Процесс сборки устройства включает следующие шаги:
-
Транзисторы устанавливаются на радиаторы. Обращайте внимание на то, что рабочая схема довольно быстро и сильно нагревается, поэтому радиаторы должны иметь большой размер для осуществления охлаждения конструкции. В некоторых случаях можно использовать один радиатор.
Транзисторы необходимо установить на радиаторы большого размера во избежание перегрева рабочей схемы
Конденсаторы необходимо спаять параллельно
Электрическая схема сборки печи на транзисторах
При необходимости для печи можно обустроить корпус из материала, который устойчив к повышенным температурам и не пропускает ток.
Если для выполнения работ по плавке металла необходимо более мощное устройство, то можно изготовить индукционную печь на лампах по следующей схеме.
Для сборки конструкции подготавливаем:
- 4 лампы-тетрода. Для конструкции подойдут лампы формата 6L6, 6П3 или Г807;
- 4 дросселя;
- 4 конденсатора по 0,01 мкФ;
- Неоновая лампа (будет использоваться в качестве индикатора, оповещающего, что печь готова к использованию);
- Конденсатор для настройки;
- Медная труба.
Электрическая схема индукционной печи на лампах
Собрать печь можно, соблюдая следующие шаги:
- Медную трубу сгибаем в виде спирали. Всего необходимо сделать около 15 витков, расстояние между которыми должно быть не меньше 5 мм. Внутри спирали должен свободно располагаться тигель, где и будет происходить процесс выплавки;
- Изготавливаем надёжный корпус для устройства, который не должен проводить электрический ток, и обязан выдерживать высокие температуры воздуха;
- Дросселя и конденсаторы собираются по обозначенной выше схеме;
- К схеме подключается неоновая лампа, которая будет сигнализировать о том, что устройство готово к работе;
- Также припаивается конденсатор для подстройки ёмкости.
Использование для обогрева
Индукционные печи подобного вида могут использоваться и для обогрева помещения. Чаще всего их используют вместе с котлом, который дополнительно производит нагрев холодной воды. На деле конструкции применяются крайне редко из-за того, что в результате потерь электромагнитной энергии КПД устройства минимален.
Ещё один недостаток основан на потреблении устройством больших объёмов электроэнергии в процессе работы, потому устройство относится к категории экономически невыгодных.
Охлаждение системы
Устройство, собранное самостоятельно, необходимо оборудовать системой охлаждения, так как при работе все составные части будут находиться под воздействием высоких температур, конструкция может перегреться и сломаться. В печах, продающихся в магазине, охлаждение производится водой или антифризом.
При выборе охладителя для дома предпочтение отдаётся вариантам, которые наиболее выгодны для реализации с экономической точки зрения.
Для домашних печей можно попробовать использовать обычный лопастной вентилятор. Обращайте внимание на то, что устройство не должно стоять слишком близко к печи, так как металлические детали вентилятора негативно воздействуют на работоспособность устройства, а также способны размыкать вихревые потоки и снижать производительность всей системы.
Меры предосторожности при использовании устройства
Работая с устройством следует придерживаться следующих правил:
- Некоторые элементы установки, а также металл, который плавится, подвергаются сильному нагреву, в результате чего существует риск получить ожог;
- При использовании ламповой печи, обязательно размещайте её в закрытом корпусе, иначе велика вероятность поражения электрическим током;
- Перед работой с устройством уберите из зоны работы прибора все металлические элементы и сложные электронные приборы. Использовать устройство не стоит людям, у которых установлен кардиостимулятор.
Печь для плавки металлов индукционного типа может применяться при лужении и формовке металлических деталей.
Самодельную установку легко подогнать под работу в конкретных условиях, меняя некоторые настройки. Если придерживаться указанных схем при сборе конструкции, а также соблюдать элементарные правила безопасности, самодельное устройство практически не будет уступать магазинным бытовым приборам.
Индукционный нагреватель своими руками
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений.
На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.
Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.
Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.
Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.
Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².
В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
Чтобы охлаждать радиаторы и блок конденсаторов поставил мощный вентилятор от процессора. Для питания от 12 вольт такого охлаждения вполне достаточно. Если захотите поднять напряжение от 12 до 60 вольт, чтобы получить максимальную мощность от индукционного нагревателя, поставьте более мощные радиаторы и более производительный вентилятор, например от отопителя салона ВАЗ 2107. Желательно сделать металлическую шторку оберегающую нагреваемую деталь и медный индуктор от потока нагнетаемого вентилятором холодного воздуха.
Поскольку индукционный нагреватель потребляет большой ток около 20А, все дорожки на печатной плате следует усилить медной проволокой, напаянной сверху.
А теперь самое интересное… Испытания индукционного нагревателя я проводил от двенадцати вольтового автомобильного аккумулятора. Другого источника питания способного выдавать большие токи у меня просто нет. Лезвие от канцелярского ножа нагрелось до красна за 10 секунд. А это хороший результат, если учесть, что индуктор запитан всего от двенадцати вольт!
Друзья! Если хотите собрать индукционный нагреватель своими руками. Мой вам совет… Сразу ставьте полевые транзисторы IRFP260, большие радиаторы и мощный вентилятор от отопителя салона ВАЗ 2107, для питания индуктора обязательно используйте мощный источник питания лучше всего начиная от 24В до 60В с силой тока минимум на 20А.
Радиодетали для сборки индукционного нагревателя
- Транзисторы Т1, Т2 IRFP250 лучше IRFP260 2 шт.
- Резисторы R1, R2 10K 0.25W 2 шт. R3, R4 470R 2W 2 шт.
- Диоды D1, D2 ультрабыстрые UF4007 2 шт. или аналогичные
- Стабилитроны VD1, VD2 на 12V 1W 1N5349 или аналогичные 2 шт.
- Конденсаторы C1-C16 0.33mf 630V 16 шт.
- Дроссели от компьютерного БП желтые с белой полосой, размер 27х14х11 мм 2 шт.
- Колодка клемная для провода сечением 16 мм² 2 шт.
- Провод медный в лаковой изоляции d=1 мм длина 2 метра
- Трубка медная d=6 мм, длина 1 метр
- Радиатор чем больше, тем лучше 2 шт.
- Насос омывателя лобового стекла от ВАЗ 2114 1 шт.
- Трубка силиконовая 2 метра
- Вентилятор чем мощнее, тем лучше. Рекомендую от отопителя салона ВАЗ 2107 1 шт.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать индукционный нагреватель своими руками
Как правильно собрать индукционную печь?
Оглавление:
Расплавить небольшой кусок железа можно в самостоятельно собранной индукционной печи. Это самое эффективное устройство, которое работает от домашней розетки 220В. Печь пригодится в гараже или мастерской, где она может размещаться просто на рабочем столе. Нет смысла покупать ее, так как индукционная печь своими руками собирается за пару часов, если человек умеет читать электрические схемы. Без схемы обходиться нежелательно, ведь она дает полное представление об устройстве и позволяет избежать ошибок при подключении.
Принцип работы индукционной печи
Самодельная индукционная печь для плавки небольшого количества металла не требует больших габаритов и такого сложного устройства, как промышленные агрегаты. Ее работа основана на выработке тока переменным магнитным полем. Металл расплавляется в специальной заготовке, называемой тигелем и помещаемой в индуктор. Он представляет собой спираль с небольшим количеством витков из проводника, например, медной трубки. Если устройство используется в течение короткого времени, проводник не будет перегреваться. В таких случаях достаточно использовать медную проволоку.
Специальный генератор запускает в эту спираль (индуктор) мощные токи, а вокруг нее создается электромагнитное поле. Это поле в тигле и в помещенном в него металле создает вихревые токи. Именно они разогревают тигель и расплавляют металл за счет того, что он поглощает их. Следует отметить, что процессы происходят очень быстро, если использовать тигель из неметалла, например, шамота, графита, кварцита. Самодельная печь для плавки предусматривает выемную конструкцию тигеля, то есть, в него помещают металл, а после нагрева или плавки его вытаскивают из индуктора.
Схема индукционной печи
Генератор высокой частоты собирают из 4-х электронных ламп (тетродов), которые соединяются между собой параллельно. Скорость нагрева индуктора регулируется конденсатором переменной емкости. Его ручка выводится наружу и позволяет регулировать емкость конденсатора. Максимальное значение обеспечит нагрев куска металла в катушке всего за несколько секунд до красного состояния.
Параметры индукционной печи
Эффективная работа данного устройства зависит от следующих параметров:
- мощность и частота генератора,
- количество потерь в вихревых токах,
- скорость потерь тепла и количество этих потерь в окружающий воздух.
Как подобрать составляющие детали схемы, чтобы получить для плавки в мастерской достаточные условия? Частота генератора задана заранее: она должна составить 27,12 МГц, если устройство собирают своими руками для использования в домашней мастерской. Катушку делают из тонкой медной трубки или провода, ПЭВ 0,8. Достаточно сделать не более 10 витков.
Электронные лампы следует использовать большой мощности, например, марки 6п3с. Также схема предусматривает установку дополнительной неоновой лампы. Она будет служить индикатором готовности устройства. Схема также предусматривает применение керамических конденсаторов (от 1500В) и дросселей. Подключение к домашней розетке осуществляется через выпрямитель.
Внешне самодельная индукционная печь выглядит так: к небольшой подставке на ножках прикрепляется генератор со всеми деталями схемы. К нему подключается индуктор (спираль). Следует отметить, что данный вариант сборки самодельного устройства для плавки применим для работы с небольшим объемом металла. Индуктор в виде спирали изготавливается проще всего, поэтому для самодельного устройства он используется именно в таком виде.
Особенности эксплуатации индуктора
Однако существует много разных модификаций индуктора. Например, он может изготавливаться в форме восьмерки, трилистника или иметь любую другую форму. Она должна быть удобной для размещения материала для термообработки. Например, плоскую поверхность легче всего нагреть виткам, расположенными в виде змейки.
Кроме этого ему свойственно прожигаться, и чтобы продлить время службы индуктора, его можно изолировать жаропрочным материалом. Используют, например, заливку огнеупорной смесью. Следует отметить, что данное устройство не ограничивается лишь медным материалом провода. Также можно применить стальной провод или из михрома. При работе с индукционной печью следует учесть ее термическую опасность. При случайном касании кожа получает сильный ожог.
Плавка металла в домашних условиях в индукционной электрической печи
В мире уже сформировались устоявшиеся технологии производства металла и стали, которыми пользуются металлургические предприятия и сегодня. К ним относятся: конверторный способ получения металла, прокатка, волочение, литье, штамповка, ковка, прессование и т. д. Однако наиболее распространенным при современных условиях является переплавка металла и стали в конвекторах, мартеновских печах и электрических печах. Каждая из таких технологий имеет ряд недостатков и преимуществ. Однако наиболее совершенной и новейшей технологией сегодня является получение стали в электрических печах. Основными преимуществами последней над другими технологиями является высокая производительность и экологичность. Рассмотрим как собрать устройство где будет осуществляться плавка металла в домашних условиях своими руками.
Малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях
Плавка металлов в домашних условиях возможна, если иметь электрическую печь, которую можно сделать своими руками. Рассмотрим создание индуктивной малогабаритной электрической печи для получения однородных сплавов (ОС). По сравнению с аналогами создаваемая установка будет отличаться такими особенностями:
- низкой себестоимостью (до 10000 руб), тогда как стоимость аналогов составляет от 150000 руб;
- возможностью регулирования температурного режима;
- возможностью скоростной плавки металлов в небольших объемах, что позволяет использовать установку не только в научной сфере, но и, например, в ювелирной, стоматологической областях и т.д.
- равномерностью и скоростью нагрева;
- возможностью размещения рабочего органа в печи в вакууме;
- сравнительно малыми габаритами;
- низким уровнем шума, почти полным отсутствием дыма, что позволит повысить производительность труда при работе с установкой;
- возможностью работы как от однофазной, так и от трехфазной сети.
Выбор типа схемы
Наиболее часто, при построении индукционных нагревателей, используются три основных типа схем: полумост, ассиметричный мост и полный мост. При конструировании данной установки были использованы два типа схем – полумост и полный мост с частотным регулированием. Этот выбор был вызван потребностью регулирования коэффициента мощности. Встала проблема поддержания режима резонанса в контуре, поскольку именно с его помощью возможна настройка требуемого значения мощности. Существует два способа регулирования резонанса:
- посредством изменения емкости;
- с помощью изменения частоты.
В нашем случае поддержка резонанса происходит за счет регулировки частоты. Именно эта особенность и вызвала выбор типа схемы с частотным регулированием.
Анализ составных частей схемы
Анализируя работу индукционной печи для плавки металла в домашних условиях (ИП) можно выделить три основные ее части: генератор, блок силового питания, и силовой блок. Для предоставления необходимой частоты при работе установки используется генератор, который для избежания помех от других блоков установки, соединяется с ними через гальваническую решения в виде трансформатора. Для обеспечения схемы силового напряжения необходим блок силового питания, который обеспечивает безопасную и надежную работу силовых элементов конструкции. Собственно, именно силовой блок формирует необходимы мощные сигналы для создания нужного коэффициента мощности на выходе схемы.
На рисунке 1 приведена общая принципиальная схема индукционной установки.
Создание схемы соединений
Схема соединений (монтажная) показывает соединения составных частей изделия и определяет провода, кабели, которые выполняют эти соединения, а также места их присоединения.
Для удобства дальнейшего монтажа установки была разработана схема соединений, отражающий основные контакты между функциональными блоками печи (рис. 2).
Генератор частоты
Самым сложным блоком ИП является генератор. Он обеспечивает нужную частоту работы установки и создает начальные условия для получения резонансного контура. В качестве источника колебаний используется специализированный контроллер электронных импульсов типа КР1211ЕУ1 (рис.3). Этот выбор был вызван возможностью работы данной микросхемы в достаточно широком частотном диапазоне (до 5 МГц), что позволяет получать высокое значение мощности на выходе силового блока схемы.
На рисунках 4,5 приведены принципиальная схема генератора частоты и схема электрической платы.
Микросхема КР1211ЕУ1 генерирует сигналы заданной частоты, которые можно изменять с помощью регулирующего резистора, установленного вне микросхемой. Далее сигналы попадают на транзисторы, работающие в ключевом режиме. В нашем случае применяются кремниевые полевые транзисторы с изолированным затвором типа КП727. Их преимущества заключаются в следующем: максимально допустимый импульсный ток, который они могут выдерживать, равна 56 А; максимальное напряжение – 50 В. Диапазон этих показателей нас полностью устраивает. Но, в связи с этим возникла проблема значительного перегрева. Именно для решения данного вопроса и нужен ключевой режим, который позволит уменьшить время нахождения транзисторов в рабочем состоянии.
Блок питания
Данный блок обеспечивает подачу питания на исполнительные узлы установки. Главной его особенностью является возможность работы от однофазной и трехфазной сети. Источник питания на 380В используется для повышения коэффициента мощности, выделяемая в индукторе.
Входное напряжение подается на выпрямляющий мост, который преобразует переменное напряжение 220В в постоянное пульсирующее. К выходам моста подключены накопительные конденсаторы, которые поддерживают постоянный уровень напряжения после снятия нагрузки с установки. Для обеспечения надежности работы установки блок оборудован автоматическим выключателем.
Силовой блок
Данный блок обеспечивает непосредственное усиление сигнала и создания резонансного контура, с помощью изменения емкости круга. Сигналы с генератора попадают на транзисторы, которые работают в режиме усиления. Таким образом, они, открываясь в разные моменты времени, будоражат соответствующие электрические цепи, проходящие через повышающий трансформатор и пропускают по нему силовой ток в разных направлениях. В результате на выходе трансформатора (Tr1) мы получаем повышенный сигнал с заданной частотой. Этот сигнал подается на установку с индуктором. Установка с индуктором (Tr2 на схеме) состоит из индуктора и набора конденсаторов (С13 – Сп). Конденсаторы имеют специально подобранную емкость и создают колебательный контур, который позволяет регулировать уровень индуктивности. Этот контур должен работать в режиме резонанса, что вызывает стремительное повышение частоты сигнала в индукторе, и увеличение индукционных токов, за счет которых собственно и происходит нагрев. На рисунке 7 приведена электрическая схема силового блока индукционной печи.
Индуктор и особенности его работы
Индуктор – специальное устройство для передачи энергии от источника питания в изделие, нагревается. Индукторы изготавливают обычно из медных трубок. Во время работы он охлаждается проточной водой.
Плавка цветных металлов в домашних условиях при помощи индукционной печи заключается в проникновении в середину металлов индукционных токов, которые возникают за счет высокой частоты изменения напряжения, приложенного к зажимам индуктора. Мощность установки зависит от величины приложенного напряжения и от ее частоты. Частота влияет на интенсивность индукционных токов и соответственно на температуру в середине индуктора. Чем больше частота и время работы установки, тем лучше перемешиваются металлы. Сам индуктор и направления протекания индукционных токов приведены на рисунке 8.
Для однородного смешивания и избежание загрязнения сплава чужеродными элементами, например электродами из резервуара со сплавом, используют индуктор с обратным витком как показано на рисунке 9. Именно благодаря этому витку создается электромагнитное поле, которое удерживает металл в воздухе, превосходя силу притяжения Земли.
Конечный монтаж установки
Каждый из блоков крепится к корпусу индукционной печи с помощью специальных стоек. Это делается для того чтобы избежать нежелательных контактов токоведущих частей с металлическим покрытием самого корпуса (рис. 10).
Для безопасной работы с установкой, она полностью закрывается прочным корпусом (рис. 11), чтобы таким образом создать преграду между опасными элементами конструкции и телом человека, работающего с ней.
Для удобства наладки индукционной установки в целом было изготовлена панель индикации для размещения метрологических устройств, с помощью которых и происходит контроль за всеми параметрами установки. В таких метрологических устройств относятся: амперметр, который показывает ток в индукторе, вольтметр, подключенный на выходе индуктора, индикатор температурного режима, регулятор частоты генерации сигнала. Все приведенные параметры дают возможность для регулирования режимов работы индукционной установки. Также конструкция оборудована системой ручного включения, и системой индикации процессов нагрева. С помощью показов на устройствах собственно и происходит контроль за работой установки в целом.
Конструирование малогабаритной индукционной установки является достаточно сложным технологическим процессом, так как он должен обеспечить соблюдение большого количества критерий, таких как: удобство конструкции, малогабаритность, портативность и т.д. Данная установка работает по принципу бесконтактной передачи энергии в предмет, нагревается. В следствие целенаправленного движения индукционных токов в индукторе происходит непосредственно сам процесс плавки, продолжительность которого составляет несколько минут.
Создание данной установки является достаточно выгодным, так как область ее применения безгранична, начиная с использования для обычной лабораторной работы и заканчивая изготовлением сложных однородных сплавов из тугоплавких металлов.
Самодельная индукционная печь для плавки металла. Индукционные тигельные плавильные печи Индуктор индукционной печи
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока , мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта. В печах второго типа магнитотрон находится снаружи установки.
Особенности индукционных приборов
От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
Явление электромагнитной индукции 3
Опыты Фарадея 3
Применение в Металлургии4
Индукционные печи промышленной частоты 12
Плавка в печи с кислой футеровкой. 13
Плавка в вакуумных индукционных печах. 13
Электрические токи создают вокруг себя магнитное поле. Связь магнитного поля с током привела к многочисленным попыткам возбудить ток в контуре с помощью магнитного поля. Эта фундаментальная задача была блестяще решена в 1831 г. английским физиком М. Фарадеем, открывшим явление электромагнитной индукции. Оно заключается в том, что в замкнутом проводящем контуре при изменении потока магнитной индукции, охватываемого этим контуром, возникаетэлектрический ток, получивший название индукционного.
Рассмотрим классические опыты Фарадея, с помощью которых было обнаружено явление электромагнитной индукции.
Опыт I . Если в замкнутый на гальванометр соленоид вдвигать или выдвигать постоянный магнит, то в моменты его вдвигания или выдвигания наблюдается отклонение прели гальванометре (возникает индукционный ток); направления отклонений стрелки при выдвигании и выдвигании магнита противоположны. Отклонение стрелки гальванометра тем больше, чем больше скорость движения магнита относительно катушки. При изменении полюсов магнита направление отклонения стрелки изменится. Для получения индукционного тока магнит можно оставлять неподвижным, тогда нужно относительно магнита передвигать соленоид.
Опыт ll . Концы одной из катушек, вставленных одна в другую, присоединяются к гальванометру, а через другую катушку пропускается ток. Отклонение стрелки гальванометра наблюдается в моменты включения или выключения тока, в моменты его увеличения или уменьшены или при перемещении катушек друг относительно друга.Направления отклонившейся стрелки гальванометра также противоположны при включении или выключении тока, его увеличении или уменьшении, сближении или удалении катушек.
Обобщая результаты своих многочисленных опытов, Фарадей пришел к выводу, что индукционный ток возникает всегда, когда происходит изменение сцепленного с контуром потока магнитной индукции. Например, при повороте в однородном магнитном поле замкнутого проводящего контура в нем также возникает индукционный ток. В данном случае индукция магнитного поля вблизи проводника остается постоянной, а меняется только поток магнитной индукции сквозь контур.
Опытным путем было также установлено, что значение индукционного тока совершенно не зависит от способа изменения потока магнитной индукции, а определяете лишь скоростью его изменения (в опытах Фарадея также доказывается, что отклонение стрелки гальванометра (сила тока) тем больше, чем больше скорость движения магнита, или скорость изменения силы тока, или скорость движения катушек).
Применение в Металлургии
Выплавка стали в индукционных печах
В индукционной бессердечниковой печи металл расплавляют в тигле, расположенном внутри индуктора, который представляет собой спираль с несколькими витками из токопроводящего материала.
Через индуктор пропускают переменный ток; создаваемый при этом внутри индуктора переменный магнитный поток (рис. 1) наводит в металле вихревые токи, которые обеспечивают его нагрев и плавление.
Чтобы чрезмерно не увеличивать мощность питающего печь генератора в схему печи включают конденсаторы, компенсирующие индуктивное сопротивление индуктора. Как известно, наличие индуктивного сопротивления в цепи переменного тока вызывает сдвиг фаз (величина силы тока отстает от величины напряжения), в результате чего снижается коэффициент мощности установки соs(ф). Емкость вызывает обратный сдвиг фаз; подбирая емкость конденсаторов, добиваются настройки установки в резонанс, когда угол сдвига фаз ф приближается к нулю, а соs ф к единице, Чем выше частота, тем меньше требуется емкость конденсаторной батареи.
Важной особенностью индукционных печей является интенсивная циркуляция жидкого металла, вызываемая взаимодействием электромагнитных полей, возбуждаемых с одной стороны токами проходящими по индуктору и, с другой, вихревыми токами в металле.
Характер циркуляционных потоков показан на рис. 2. Положительная сторона этого явления состоит в том, что благодаря перемешиванию ускоряются плавление и выравнивание состава и температуры металла, отрицательная — в том, что поверхность металла; получается выпуклой и может оголяться, так как шлак стекает к стенкам тигля. Интенсивность перемешивания приблизительно пропорциональна квадрату ампервитков (1п)- и обратно пропорциональна частоте питающего тока.
металла в тигле индукционной печи.
Еще одной особенностью индукционных печей является то, что плотность индуктируемых токов достигает максимума на поверхности металла у стенок тигля и снижается по направлению к оси тигля («поверхностный эффект»). В этом поверхностном слое выделяется наибольшее количество тепла, за счет которого плавится шихта. Толщина слоя металла с большой плотностью индуктируемых токов обратно пропорциональна корню квадратному из частоты.
Индукционные печи имеют следующие преимущества по сравнению с дуговыми:
1) отсутствуют высокотемпературные дуги, что уменьшает поглощение водорода и азота и угар металла при плавлении;
2)незначительный угар легирующих элементов при переплаве легированных отходов;
3) малые габариты печей, позволяющие поместить их в закрытые камеры и вести плавку в вакууме или в атмосфере инертного газа;
4) электродинамическое перемешивание, способствующее получению однородного по составу и температуре металла. Основными недостатками индукционных печей являются малая стойкость основной футеровки и низкая температура шлаков, которые нагреваются от металла; из-за холодных шлаков затруднено удаление фосфора и серы при плавке.
Индукционные печи делят на два типа:
1) питаемые током повышенной частоты;
2) питаемые током промышленной частоты (50 Гц).
В печах первого типа частота питающего тока обычно снижается; По мере роста емкости и диаметра тигля; малые (несколько килограмм и менее) печи питаются током с частотой от 50 до 1000 кГц,средние и крупные (емкостью до десятков тонн) токами с частотой |0,5-10 кГц.
1 Устройство индукционной печи.
Индукционная плавильная установка состоит из печи с механизмом наклона и питающего электрооборудования (генератора повышенной частоты, батареи конденсаторов, щита управления и на крупных печах — автоматического регулятора электрического режима). Емкость индукционных печей достигает 60 т. Основные элементы печи — каркас, индуктор и огнеупорный тигель, который иногда закрывают крышкой.