Содержание
- Самодельный осциллятор
- Как работает осциллятор
- Варианты схемы сборки осциллятора
- Разновидности самодельных осцилляторов
- Изготовление ключевых деталей
- Устройство осциллятора для сварочных работ
- Принцип работы
- Устройство
- Подключение
- Применение
- Примеры схем
- Осциллятор для инвертора и сварки своими руками
- Принцип действия прибора
- Порядок изготовления осциллятора
- Особенности изготовления
- Осциллятор для инвертора своими руками
- Устройство сварочного осциллятора
- Принцип работы
- Разновидности
- Как сделать осциллятор для сварки своими руками
- Осциллятор для инвертора своими руками — схемы, устройство
- Зачем нужен самодельный осциллятор
- Взаимодействие с инвертором
- Какие бывают сварочные осцилляторы
- Сварочный осциллятор своими руками
- Правила эксплуатации осцилляторов
Осциллятор для инвертора своими руками
Самодельный осциллятор
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
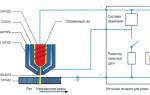
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Варианты схемы сборки осциллятора
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:
- выходного выпрямитель;
- стабилизированный источник питания;
- блок зарядки с накопителями емкости;
- блок управления;
- блок для формирования импульса;
- высоковольтный трансформатор;
- датчик тока;
- газовый клапан.
Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно. Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора. В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм. Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые зная электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Устройство осциллятора для сварочных работ
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.
Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.
На третьей схеме более подробно представлены элементы сборки.
При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
Осциллятор для инвертора и сварки своими руками
Осциллятор для сварки является важным прибором для проведения подобных работ в различных промышленных производствах. Также может применяться и в домашнем хозяйстве. Однако не всегда стоит приобретать подобные устройства, хотя спрос на них велик. Ведь можно без проблем сделать осциллятор своими руками.
Принцип действия прибора
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт. Такая работа осциллятора создает импульсы периодом до нескольких десятков микросекунд. Сходные параметры работы, когда ток высокой частоты проходит в сварочную цепь, обусловлены высокой мощностью от 250 до 350 ватт.
Из чего состоит осциллятор
Изготовленный своими руками сварочный прибор имеет возможности, которые соответствуют осуществлению сварочных работ на производстве или в домашних условиях. Применяя его, можно произвести сварку алюминия и других похожих по свойствам металлов.
Основные электрические составляющие данного аппарата:
- Разрядник;
- Катушки дросселей;
- Стандартный и высокочастотный трансформатор;
- Колебательный контур.
Контур, который создается с участием конденсатора и трансформатора высокой частоты, позволяет создавать затухающие искры. При этом конденсатор защищает само устройство и работника от воздействия электричества и возникающих в результате травм. При пробое электрическая цепь размыкается специальным предохранителем.
Порядок изготовления осциллятора
Если вам предстоит сваривать преимущественно алюминиевые детали, то можно изготовить сварочный агрегат своими силами. Монтаж осуществляется одной из наиболее известных схем:
- Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
- Затем необходимо произвести установку разрядника, который будет пропускать искру;
- После чего следует присоединение еще одного важного элемента. Таковым является колебательный контур с блокировочным конденсатором, который способен генерировать высокочастотные импульсы, чтобы добиться необходимых показателей.
Осциллятор готов к работе, его основным элементом является колебательный контур. Обязательным должно быть наличие блокировочного конденсатора. Все это помогает создать необходимые импульсы. В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
Процесс работы достаточно простой. После запуска начинает загораться разрядник, создающий частотные импульсы. За это ответственнен высоковольтный трансформатор. Высокомагнитное поле появляется через дугу, затем преобразовывается с помощью катушки, изготавливаемой путем наматывания сварочного кабеля. Плюс идет на горелку, а минус на деталь, в результате газ будет поступать через клапан в горелку. Начинается процесс сварки.
Перед созданием такого устройства следует внимательно ознакомиться с чертежами. Даже начальные познания в электротехнике вкупе с навыками конструирования помогут без серьезных проблем изготовить данный осциллятор. Еще важно соблюдать технику безопасности и помнить о вероятности поражения электрическим током.
Особенности изготовления
Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Немаловажным является грамотная эксплуатация устройства, ибо при несоблюдении техники безопасности можно получить серьезные травмы. Тщательно подойдите к сборке техники, выбирайте исключительно такие компоненты, которые подходят по своим характеристикам. Соблюдение всех рекомендаций значительно облегчает сборку осциллятора в домашних условиях. Достаточно наличия соответствующих инструментов и деталей.
Осциллятор для сварки является важным инструментом как на производстве, так и в домашнем быту. С его помощью обеспечивается стабильная и сильная дуга, помогающая сваривать различные алюминиевые конструкции. Знание соответствующих разделов физики и электротехники облегчает в соответствующей степени работу и создание подобных устройств. При этом нельзя забывать и о грамотной эксплуатации осциллятора, ведь есть вероятность получить травмы при поражении электрическим током. Удачного создания сварочных осцилляторов!
Осциллятор для инвертора своими руками
От стабильности электродуги зависит качество сварки тяжело свариваемых металлов: нержавейки, некоторых алюминиевых и цветных сплавов. В качестве стабилизатора используют сварочный осциллятор – устройство для генерации импульсного разряда. Для дополнительного подключения к сварочному аппарату покупают готовый прибор или применяют творение своих рук, сделать электронное устройство для сварки алюминия, сложных сталей можно самостоятельно.
Осциллятор – это еще один источник тока для сварочника, электроприбор, предназначенный для генерации импульса. Когда подключен осциллятор, аппарат или инвертор для сварки поддерживает дугу без обязательного контакта заготовки и электрода. Горение обеспечивается наложением токов от основного источника и осциллографа. Сварка стабилизируется, формируется равномерный шов, снижается риск залипания во время короткого замыкания по капле при использовании плавящихся электродов.
Устройство сварочного осциллятора
Рассматривая принципиальную схему, нужно выбрать способ подключения, сварочный осциллятор (фабричный или собранный своими руками) присоединяется к сварочнику одним из двух возможных способов:
- последовательное подключение эффективно при работе с алюминием и алюминиевыми сплавами, обеспечивается бесперебойное продолжительное горение электродуги;
- при параллельном присоединении варят нержавеющий прокат, такое соединение краткосрочного характера.
Любой осциллятор, применяемый для процесса сварки, собирается из подобного набора электродеталей:
- Стандартный искровой разрядник – одноконтурный, состоит из индукционной катушки (зажигания) с последовательно подключенным конденсатором, аккумулирующим заряд. Разрядник генерирует затухающие колебания. В качестве контактов используют вольфрамовые электроды.
- Две катушки индуктивности, обладающие высоким сопротивлением переменному току, малым — постоянному, выполняют функцию дросселей. На выходе рост напряжения запаздывает, тормозится.
- Ток преобразуется по вольтажу и частотности повышающим трансформатором до 6 кВ. Монтируют модель большой мощности, выдающей частотность до 250 Гц.
- Сформированный импульс на сварочный инвертор передает выходной трансформаторный блок (используется принцип индуктивности).
- В блок управления входят два узла: стабилизатор и пусковой механизм.
- Предохранители обеспечивают безопасную работу осциллятора (когда своими руками создаются устройства своими руками, нельзя сбрасывать со счетов технику безопасности).
Разрядник, дополнительные катушки выполняют функцию выпрямителя, созданного при помощи своих рук.
При использовании осциллятора при сварке повышается риск поражения электротоком, защита необходима. Повышение частоты и вольтажа происходит мгновенно, в доли секунды.
Принцип работы
Генерация состоит из нескольких последовательных операций, для наглядности их лучше перечислить:
- подача тока;
- от повышающей обмотки заряжается конденсатор;
- при полной зарядке емкости блок управления подает сигнал на разрядник;
- происходит пробивной разряд;
- закорачивается колебательный контур;
- в рабочую зону подаются затухающие колебания;
- предохранитель размыкает электрическую цепь, когда освобождается конденсатор;
- за счет ионизации воздуха или защитного газа вспыхивает дуга.
С помощью специальной кнопки на держателе или корпусе горелки (для аргонодуговой сварки) можно управлять процессом.
Осциллятор для сварки, сделанный своими руками или приобретенный магазине, подключается к аппарату, чтобы в процессе сваривания при необходимости генерировать импульс, разжигающий потухшую дугу. Как только дуга разгорится, импульс исчезает. Кратковременный разряд схож с ударом молнии, непосредственный контакт детали с электродом для возникновения дуги не нужен. Осциллятор применим для работ:
- с вольфрамовым неплавящимся стержнем, присадочной проволокой;
- стандартными электродами в обмазке (подбираются по типу свариваемых заготовок).
Импульсы, генерируемые осциллятором, небольшие по длительности, характеризуются низкой скважностью, мощностью до 300 Вт. Формируют искровой пробой между электродом и деталью на удалении.
Созданные своими руками осцилляторы не хуже фабричных поддерживают стабильное горение дуги в процессе сварки. Устройства срабатывают, когда возрастает промежуток между деталью и электродом. Когда воздушный промежуток слишком большой, электродуга самопроизвольно затухает. Дополнительный генератор возобновляет горение без процедуры электродного чиркания или прямого контакта детали с электродом. Приложив свои руки, можно сделать осциллятор из имеющихся электродеталей. До этого нужно узнать критерии выбора устройств.
Разновидности
Тем, кто планирует собирать осциллятор самостоятельно, следует выбрать тип оборудования для сварки. Импульсное устройство применяется на аппаратах различного типа.
Существует классификации фабричных осцилляторов для инверторов по разным признакам: габаритам, весу, техническим характеристикам: выходному вольтажу, частотности.
В электроприборах непрерывного действия используется постоянный ток, в устройствах для сварки с краткосрочной разрядкой – переменный. В зависимости от режима работы подключаются приборы параллельно или последовательно. Устройство, изготовленное своими руками, лучше подключать последовательно, снижается риск поражения сварщика током при неисправности оборудования. При варианте последовательного присоединения один из трансформаторов дополняют сглаживающим конденсатором с предохранителем, вторичную – колебательным контуром, соединенным с разрядником.
Устройства для сварки цикличной полярности чаще применяют для сварки алюминия, а также сплавов на его основе. Для нержавейки и цветных металлов нужен постоянный ток. При выборе устройств учитывают особенности заготовок, тип имеющегося сварочника, предстоящий объем работы. Когда сформировалась привычка к имеющемуся сварочному аппарату, расширить возможности оборудования можно самостоятельно.
Как сделать осциллятор для сварки своими руками
Осуществляют сборку из готовых узлов и распространенных деталей, которые несложно приобрести или извлечь из других электротехнических приборов и старого электрооборудования. Сделать самодельный осциллятор «с нуля» невозможно. Слишком сложная схема.
Устройство базируется на входном повышающем трансформаторе. Вместо нее умельцы используют катушку зажигания. Этот узел необходим для преобразования низковольтного напряжения, поступающего от аккумулятора, в высоковольтное. Автомобильная катушка способна создавать напряжение до 400 В. За счет этого генерируется электроимпульс на свече. Вторая катушка выполняет функцию фильтра, защищает от вероятных значительных колебаний тока.
Изготовление осциллятора, предназначенного для ручной или аргонной сварки, предусматривает формирование печатной платы своими руками. Обычно блоки располагаются следующим образом:
- посередине размещают колебательный контур, отсеивающий низкочастотный ток;
- в левой части – повышающий трансформатор, преобразующий стандартное электропитание с высокочастотный ток; устанавливают предохранители, монтируют блок управления;
- справа – индуктивную катушку, лучше сделать сдвоенный вариант, тогда контур будет работать стабильно.
Конденсатор должен иметь двойной запас по напряжению. Для первого контура оптимальный параметр – 500 В (выбирают емкость 0,3 мФ), для второго – 4 кВ (конденсатор 1 микрофарад).
При выборе варистора следует учитывать, что нужна обмотка для второго касакада с показателями 150 вольт, для первого достаточно 100.
Катушки индуктивности можно изготовить самостоятельно. Это – обмотанные проволокой (диаметр до 2 мм) стержни из ферромагнитного сплава. На первой делают 7 витков, на второй только 6 (это фильтр, сглаживающий амплитудные скачки).
Трудности возникают при изготовлении разрядника. Он формирует мощную искру, является частью колебательного контура. Лучше найти готовый узел. Собранную плату размещают в корпусе, защищающим детали от пыли. Желательно предусмотреть охлаждающий вентилятор.
После сборки осциллятор для сварки необходимо проверить. Один контакт выводится на зажим, другой к держателю или сварочной горелке. Правильно собранный сварочный осциллятор своими руками будет работать долго, самоделки служат порой дольше заводских аналогов.
Осциллятор для инвертора своими руками — схемы, устройство
Многие начинающие сварщики сталкиваются с проблемой розжига дуги. Опытные мастера так же не прочь облегчить этот процесс. Чтобы сварка всегда начиналась ровно и стабильно, придуман осциллятор. Особенно он полезен при сварке нержавеющей стали или цветных металлов.
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке — не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
- Напряжение сети 220 В – напряжение на выходе — 2,5–3 тыс. В;
- Частота тока 50 Гц – частота на выходе — 15–30 тыс Гц;
- Мощность осциллятора – 250–400 Вт.
Электрическая схема осциллятора
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
- Подача сетевого напряжения на сварочное устройство;
- Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
- Конденсатор-накопитель аккумулирует высокочастотное высоковольтное напряжение разряда;
- Параллельно блок управления системой открывает газовый клапан;
- Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
- Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
- Предохранитель при пробое конденсатора размыкает электрическую цепь;
- При падении напряжения формируется следующий разряд;
- Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
- При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
Функциональная схема осциллятора
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке.
Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях.
Какие бывают сварочные осцилляторы
Сварочный осциллятор не является основным устройством для проведения сварочных работ. Использовать его самостоятельно не представляется возможным, так как он не обладает большой мощностью, способной расплавлять и соединять металлы. Основная его функция – зажечь дугу без прикосновения электрода к рабочей поверхности, и далее поддерживать ее стабильное состояние.
Такой эффект возможен благодаря генерации прибором высокочастотного высоковольтного напряжения, способного осуществлять пробой воздушного промежутка между электродом и металлом. По мостику этого пробоя уже начинает течь основной сварной ток. Различают такие типы сварочных осцилляторов:
- Аппарат с непрерывным режимом действия;
- Аппарат с питанием импульсным режимом;
- Аппарат с накопительными конденсаторами.
Схема сварочного осциллятора
Осциллятор непрерывного действия
Прибор такого типа выдает ток, частота которого доходит до 250 кГц, и амплитуда напряжения может достигать 6 киловольт. Это электричество дополнительно накладывается на основной ток сварки, дуга мгновенно зажигается на расстоянии от заготовки и держится стабильно при любых амплитудных значениях силы основного тока за счет высокой частоты. Ток сварочного осциллятора не представляет реальной угрозы для оператора, так как мощностью обладает небольшой.
Схема включения прибора в общую сеть со сварочным аппаратом может быть выполнена параллельно и последовательно. Последовательное включение более целесообразно. Здесь не нужно применять дополнительную защиту устройства по высокому напряжению.
Осциллятор импульсный
Конструкция осциллятора этого типа удобна в использовании, если сварка осуществляется током переменного значения. Оборудование способно удержать дугу в момент перехода полярности электричества, что наблюдается постоянно. Схема осциллятора непрерывного действия в этом смысле проигрывает. Импульсный прибор также без физического контакта зажигает дугу в первоначальный момент времени.
Осциллятор с накопительными конденсаторами
Прибор, в схеме которого имеются накопительные конденсаторы, работает по режиму заряд-разряд. Для насыщения конденсаторов используется специальный зарядный модуль. В первоначальный момент времени заряженные конденсаторы отдают энергию дуге и, отключаясь от схемы разряда, соединяются с зарядным модулем. При угрозе срыва дуги синхронизирующий модуль вновь переключает разрядники на рабочую линию сварочного аппарата.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Правила эксплуатации осцилляторов
Применение осциллятора для сварки алюминия, других цветных металлов или нержавеющей стали требует соблюдения ряда несложных правил, которые сделают работу с таким устройством комфортной и безопасной.
- Использовать осцилляторы можно как в помещениях, так и вне их.
- Не рекомендуется применение сварочных осцилляторов на открытом воздухе, если на улице идет дождь или снег.
- Работать с такими устройствами разрешается при температуре окружающего воздуха от –10 до +40 градусов Цельсия.
- Использовать осцилляторы допустимо при уровне влажности окружающего воздуха, не превышающей 98%.
- Атмосферное давление, при котором можно использовать такие устройства, должно находиться в интервале 85–106 килопаскалей.
- Не рекомендуется использовать такое устройство в помещениях, атмосфера которых сильно загрязнена пылью, едкими парами и газами, которые могут разрушить изоляцию и металл.
- Начинать работу со сварочным осциллятором можно лишь в том случае, если он надежно заземлен.
- Перед началом работы всегда следует проверять, правильно ли устройство подключено в сварочную цепь и исправны ли его контакты.
- Кожух осциллятора в процессе выполнения сварочных работ всегда должен быть надет на него, снимать его можно только тогда, когда устройство отключено от электрической сети.
- Рабочая поверхность разрядника должна всегда содержаться в чистоте, на ней не должно быть следов нагара. В случае появления нагара от него необходимо избавиться с помощью шлифовальной шкурки.
Такое устройство, которое поможет вам выполнять сварку цветных металлов и нержавейки, можно не только купить, но и сделать своими руками.