Содержание
Дефекты литья стали
Дефекты отливок
Дефекты отливок условно разделяют на поверхностные, внутренние, отклонения размеров и конфигурации, несоответствия по химическому составу, структуре и механическим свойствам металла.
Дефекты поверхности
Повышенная шероховатость отливок является следствием недостаточной подготовки поверхности пресс-формы, плохого качества поверхности модели, плохого смачивания поверхности моделей суспензией, пробивания первого слоя суспензии песком при обсыпке, образования в полости формы налета кремнезема («пушка»).
Рабочая поверхность пресс-формы должна быть тщательно очищена от остатков модельного состава, воды, лишнего смазочного материала. Суспензия плохо смачивает модели, если на их поверхности остаются следы смазочного материала пресс-формы, а также, если в модельном составе присутствуют компоненты, способствующие плохому смачиванию модели суспензией. Для устранения этого явления в суспензию вводят поверхностно-активные вещества (ПАВ), улучшающие смачивание модели суспензией. Пробивание первого слоя суспензии исключается благодаря повышению ее вязкости от применения для обсыпки первого слоя мелких песков марки 1К1О101.
Налет кремнезема в формах появляется при неполном гидролизе этилсиликата (ЭТС). Обычно это наблюдается при гидролизе малым количеством воды. В этом случае необходимо применять сушку в парах аммиака или увеличивать расход воды при гидролизе ЭТС.
Заливы, наплывы, «гребешки» на поверхности отливок образуются из-за проникания расплава в трещины оболочковой формы. Трещины в форме могут образоваться как следствие ее недостаточной прочности. В свою очередь, низкая прочность оболочковой формы вызывается использованием некачественных исходных материалов, плохим качеством гидролизованного раствора ЭТС или другого связующего, нарушениями режимов нанесения суспензии на модель и режимов сушки и прокаливания.
Обезуглероженный слой на отливках из углеродистых сталей можно уменьшить, вводя в состав суспензии карбюризатор. Можно также проводить термическую обработку отливок в среде, обеспечивающей насыщение их поверхности углеродом.
Внутренние дефекты отливок
К внутренним дефектам отливок относятся следующие:
- засоры (открытые или закрытые полости в теле отливки, заполненные материалом оболочковой формы) – обычно образуются из-за попадания песчинок в форму при формовке в сыпучий наполнитель, а также смывания расплавом «заусенцев» на форме, образующихся между моделью и литниковой системой при небрежной пайке;
- усадочные раковины и пористость – возникают из-за недостаточного питания отливки при затвердевании, при чрезмерно высокой температуре расплава и формы, из-за нарушений химического состава расплава;
- газовые раковины – образуются как следствие недостаточной газопроницаемости оболочковой формы и образования «воздушных мешков» при неправильной конструкции литниково-питающей системы;
- горячие трещины – являются результатом нетехнологичности конструкции отливки (сочетание тонких и массивных стенок, наличие острых углов, недостаточных размеров галтелей и переходов и т.д.), а также высокой температуры заливки и недостаточной податливости формы.
Отклонения размеров и конфигурации отливки от заданных могут быть вызваны разными причинами. Главными из них являются нестабильность усадки модельного состава и деформация оболочковой формы в процессе прокаливания, а также нестабильность усадки металла отливки. На точность размеров и конфигурации отливки влияют также режимы сушки и прокаливания оболочковой формы.
На нестабильность усадки пастообразных модельных составов в большой степени влияет, например, воздух, содержащийся в них. Воздух уменьшает объемную усадку модели, но вследствие непостоянства его содержания в разных моделях в партии вызывает существенную нестабильность размеров моделей при усадке.
На деформацию оболочковой формы наибольшее влияние оказывают полиморфные превращения ее материала при нагреве и вызванные ими изменения размеров рабочей полости. Поэтому перспективными для получения точных форм и соответственно отливок являются материалы, не имеющие полиморфных превращений при нагреве и охлаждении и обладающие малым ТКЛР (плавленый кварц, высокоглиноземистый шамот и т.д.).
Несоответствия химического состава и структуры отливок заданным могут быть вызваны отклонениями в составе шихтовых материалов, нарушениями режимов плавки сплава и режимов охлаждения отливки в форме.
Несоответствие механических свойств отливки заданным обычно вызывается несоответствием химического состава и структуры требуемым, а также наличием усадочных дефектов (раковин и пористости) в отливке, повышенным содержанием газов в металле. Кроме использования известных металлургических средств для устранения этих дефектов внимание следует обращать также на технологичность конструкции отливки, конструкцию литниково-питающей системы, которая должна обеспечить питание усадки отливки, и на взаимное расположение отливок в блоке и отливок относительно элементов литниково-питающей системы. При неправильном расположении отдельные части отливок, расположенные близко одна к другой, могут создавать тепловой узел, приводящий к замедленному затвердеванию этих частей и образованию в них дефектов.
Методический материал для практической работы «Определение дефектов стального литья»
Как организовать дистанционное обучение во время карантина?
Помогает проект «Инфоурок»
Государственное бюджетное профессиональное образовательное учреждение
«ВОРОНЕЖСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ»
Рассмотрено на заседании УТВЕРЖДАЮ
цикловой комиссии Зам. директора по УР
Протокол от ___________№____ ______________Т.И. Агафонова
для практической работы №3
Определение дефектов стального литья
Специальность: 23.02.03 Техническое обслуживание и ремонт автомобильного транспорта
Преподаватель: Сулимова Е.П.
цикловой комиссии: Сулимова Е.П.
Тема работы : определение дефектов стального литья
Цели работы : ознакомиться с основными видами дефектов макро- и микроструктуры литья; научиться распознавать основные виды дефектов литья.
Теоретическое обоснование работы
Большая группа сплавов в машиностроении применяется в литом виде, не подвергаясь последующей обработке давлением. Для придания литым деталям высоких механических и технологических свойств необходимо создать такие условия плавки, разливки и охлаждения, при которых может быть получена удовлетворительная структура при отсутствии дефектов литья. К основным дефектам макроструктуры литого сплава относятся:
-усадочная раковина и рыхлота;
-неметаллические и экзогенные включения;
-дендридная и зональная ликвация;
-горячие и холодные трещины;
-пористость и газовые раковины;
Усадочная раковина и рыхлота
При затвердевании сплав уменьшает свой объем. В первую очередь начинают затвердевать наружные области сплава, находящиеся в непосредственном контакте с поверхностью формы. Они образуют внешние очертания детали и служат базой для дальнейшего затвердевания металла. В результате затвердевания внутренних частей сплава его объем становится меньше, чем объем в жидком состоянии и образуются пустоты в центральной части слитка. Обычно усадочная рыхлота, состоящая из большого числа мелких усадочных раковин, окружает основную усадочную раковину (рисунок 1). При разливке стали борьба с усадкой затруднительна. Но можно уменьшить ее объем, если правильно задать конфигурацию и размеры формы. При производстве фасонных отливок обязательным требованием является отсутствие усадочной раковины и рыхлоты. Это обычно достигается путем установки в форму прибылей, в которых локализуется данная раковина и которые при дальнейшей обработке детали удаляются отрезкой.
На рисунке 2 показан участок отливки с остатками усадочной раковины, что является недопустимым дефектом.
Газы в процессе плавки обязательно проникают в жидкий металл из атмосферы; продуктов горения; как продукт химических процессов, происходящих в процессе литья. При соблюдении технологии заливки металла они должны выделяться при охлаждении системы. Но часто растворенные газы запираются в застывшем металле и образуют газовые раковины, пузыри и пористость (рисунок 3).
Наибольший вред приносят такие газы как водород и оксид углерода СО.
Для уменьшения содержания газов в сплавах проводятся различные мероприятия. Примерами служат применение сухой шихты, просушиванием форм и печи перед плавкой, продувкой сплавов инертными газами, не поглощаемыми металлом, использованием технологии литья под давлением, замедленным охлаждением после заливки в форму (такой метод можно использовать только для сплавов, не склонных к перегреву).
Экзогенные (внешние) включения
В процессе литья шлак, песок и металл находятся в непосредственном контакте. Если плавка ведется недостаточно тщательно, шлак попадает в металл и ослабляет его прочность. Шлаковые включения могут достигать значительных размеров.
Причины появления: недостаточное качество применяемых земельных форм, неудовлетворительная конструкция литниковой системы и пр.
Примеры экзогенных включений приведены на рисунке 4.
Дендридная ликвация (неоднородность)
Многие металлы в обычных условиях кристаллизуются в виде дендридов (древовидных кристаллов). Размеры и расположение дендридов определяется условиями охлаждения, конструкцией формы. Чем выше скорость охлаждения, тем более ярко выраженная дендридная ликвация наблюдается в структуре сплава.
Оси дендридов имеют более чистый химический состав, чем междуосные пространства, которые застывают в последнюю очередь. Поэтому данный дефект способствует анизотропии механических свойств детали и может спровоцировать поломку.
Небольшая дендридная ликвация устраняется при последующей обработке давлением.
Пример дендридной ликвации приведен на рисунке 5.
В сплавах наблюдается неоднородность по содержанию входящих в них элементов. Это особенно опасно в отношении вредных примесей (серы и фосфора).
Ликвация объясняется склонностью некоторых элементов распределяться в сплавах неравномерно вследствие слишком большого температурного интервала кристаллизации, разности в плотности и других причин. Неравномерность распределения усиливается при определенных условиях, устранение которых способствует снижению этого явления. Основным методом борьбы с ликвацией является изменение условий охлаждения. Ускоренное охлаждение, перемешивание сплава перед разливкой и добавка специальных тугоплавких элементов способствует уменьшению зональной ликвации. Пример зональной ликвации приведен на рисунке 6.
Эти дефекты возникают в металле при нарушении условий кристаллизации, из-за несовершенства конструкции литейной модели, нарушений технологической дисциплины.
Они возникают в случае, когда усадочные, термические и структурные напряжения превышают предел прочности данного металла. Примеры литейных трещин приведены на рисунках 7 и 7 а.
Трещины являются неисправимым браком.
Дефекты, обусловленные нарушениями технологии литья
Краевой отслой (двойной налив)
Избыточное количество неметаллических включений
Это белые пятна в изломе, сопровождающиеся мелкими трещинами. Эти трещины (флокены) образуются вследствие присутствия в стали водорода. Водород при Т=200º С и выше создает сильное давление в твердом металле и приводит к трещинообразованию. Это неисправимый брак. Наиболее подвержены флокенообразованию хромоникелевые стали. Примеры флокенов указаны на рисунке 11.
Порядок выполнения работы
1.Записать тему и цель работы в тетрадь;
2.ознакомиться с теоретическим обоснованием работы и ответить письменно на контрольные вопросы;
3.выполнить предложенные ниже задания;
4.заполнить таблицу приложения А;
5.дать характеристику дефекта, представленного в задании 2.
Список использованных источников:
1. Материаловедение и технология металлов: Учебник / Г.П. Фетисов, Ф.А. Гарифуллин. – М.: Издательство Оникс, 2007;
2.ГОСТ 977-88 Отливки стальные. Общие технические условия;
3.ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры.
1.Какие дефекты микроструктуры Вы знаете?
2.Какие из этих дефектов относятся к неисправимому браку?
3.Что представляет собой ликвация сплава и на какие виды она делится?
Брак литья
Бракованной, не пригодной к эксплуатации, называют такую отливку, которая имеет, хотя бы один, неисправимый и недопустимый по техническим условиям дефект.
Классификация дефектов литья предусмотрена ГОСТом, который определяет 22 вида дефектов: заливы, коробление, корольки, наросты, недолив, отбел, пригар, раковины газовые и шлаковые, рыхлоты или пористость, спаи, трещины горячие и холодные, ужимины, несоответствие металла стандартам и техническим условиям по химическому составу, микроструктуре и физико-механическим свойствам, несоответствие веса отливок стандартам, механические повреждения.
Брак может быть по следующим основным причинам: несоблюдение технологии, ошибки при конструировании детали и ошибки при проектировании технологического процесса изготовления отливки.
Основные виды брака отливок и меры его устранения
Короблением называется изменение размеров и контуров отливки под влиянием усадочных напряжений. Причинами этого вида брака могут быть нерациональность конструкции отливки (например, разностенность), что приводит к образованию внутренних напряжений; неправильный подвод металла, ухудшающий равномерность его остывания; неправильные состав или температура заливаемого металла, вызывающие чрезмерную усадку; неправильный режим охлаждения отливки и недостаточная податливость формы и стержней.
Газовыми раковинами называются пустоты, расположенные на поверхности или внутри отливки. Форма раковины сферическая или округленная, поверхность гладкая блестящая. Раковины могут быть одиночными или расположенными гнездами различного объема. Раковины обнаруживают в большинстве случаев при механической обработке.
Газовые раковины появляются в том случае, когда в металле большое содержание газов вследствие плохого качества исходных материалов или неправильного режима плавки; неправильно проведено модифицирование металла. Пониженная газопроницаемость или повышенная влажность формовочных и стержневых смесей; повышенное содержание газообразующих веществ в формовочных и стержневых смесях; чрезмерное местное смачивание формы при вытаскивании модели; недостаточная вентиляция форм и стержней; недостаточно просушенные формы или стержни; неправильная окраска форм и стержней (выделяется большое количество газа); применение окисленных жеребеек или металлических вкладышей (окислы, разлагаясь, образуют газ); чрезмерно высокая температура металлической формы; низкая температура заливаемого сплава, не обеспечивающая выхода из него газов; чрезмерно быстрое заполнение формы, в результате чего воздух из формы не успевает удалиться; неправильная конструкция отливки, не обеспечивающая отвод газа из стержня или имеющая много горизонтальных поверхностей, также могут служить причинами образования газовых раковин.
Песчаными раковинами называются закрытые или открытые раковины, полностью или частично заполненные формовочным материалом. Причины такого брака следующие: местное разрушение и засорение форм при сборке; недостаточная прочность формовочной и стержневой смесей или красок; применение неисправных моделей, что приводит к подрыву формы; неправильное крепление отъемных частей модели; недостаточное крепление выступающих частей формы; слабая или неравномерная набивка формы и стержней; несоответствие размеров знака стержней и формы, что приводит к обжиму формы и ее засорению при сборке; неправильный подвод литниковой системы, что приводит к размыву формы или стержня; обвал формы при установке груза; нетехнологичность конструкции отливки, т. е. наличие в отливке углублений, которые образуют непрочные тонкие выступы и острые углы в форме; недостаточная величина галтели, а также отсутствие или недостаточность литейного уклона в отливке.
Усадочными раковинами называются открытые или закрытые пустоты в теле отливки, имеющие шероховатую поверхность с грубокристаллическим строением.
Рыхлотами или пористостью называется крупнозернистое и неплотное строение сплава с наличием межкристаллических пустот большей или меньшей величины.
Причинами брака по усадочным раковинам и рыхлотам могут быть неправильная конструкция отливки, не обеспечивающая равномерного ее охлаждения (имеются местные скопления металла); недостаточное питание отливки жидким металлом в процессе затвердевания из-за неправильного расположения прибылей, выпоров и литников, неправильные размеры и установка холодильников (металлических вкладышей); повышенное содержание элементов, способствующих увеличению усадки; чрезмерно высокая температура заливки.
Шлаковыми раковинами называются открытые или закрытые пустоты, полностью или частично заполненные шлаком. Причины такого брака: окисленная и загрязненная шихта и загрязненные флюсы; нестойкие огнеупоры, способствующие обильному выделению шлаков; низкая температура металла и низкая его жидкотекучесть, препятствующие отделению шлака от металла в ковше и литниковой системе; неправильная литниковая система, не отделяющая шлака; разрушение фильтровальной сетки вследствие непрочности стержневой смеси или недостаточной сушки; нерациональное устройство ковшей, дающее плохое отделение шлака; небрежная очистка металла от шлака в ковше перед заливкой и небрежная (с пропуском шлака) заливка металла в формы; нераскисленный металл.
Трещинами горячими и холодными называют разрывы сквозные и несквозные или надрывы в стенах отливок. Поверхность излома в горячих трещинах, поскольку они появляются при высоких температурах, всегда окислена; в холодных трещинах поверхность излома совершенно чистая или покрыта легким цветом побежалости. Трещины обнаруживаются постукиванием, гидропробой и способом магнитной дефектоскопии.
Причинами появления горячих и холодных трещин могут быть неправильная конструкция отливки с резким переходом от толстых к тонким сечениям; острые внутренние углы в отливках; сопротивление форм и стержней нормальной усадке металла из-за чрезмерной плотности набивки; неправильно подготовленный состав формовочной и стержневой смесей, малая податливость их, неправильное расположение ребер опок или каркасов в стержнях, что препятствует усадке отливки; неправильный химический состав, т. е. повышенное содержание элементов, увеличивающих усадку или уменьшающих предел прочности при высоких температурах; неправильный режим заварки и термической обработки; заливка слишком горячим металлом и неправильный подвод металла, что ухудшает равномерное остывание отдельных частей отливки; удары при отбивке литников или при транспортировке отливок, имеющих большие внутренние напряжения.
Недолив и спай. Недолив характеризуется тем, что при заливке конфигурация и размеры отливки остаются частично невыполненными из-за недостаточного заполнения формы металлом. Спай — сквозные или поверхностные с закругленными краями потоки преждевременно застывшего металла.
Причинами такого брака являются: недостаточное количество металла в ковше, низкая температура сплава при заливке и недостаточная жидкотекучесть его; уход металла из формы вследствие неплотной сборки; недостаточная вентиляция формы и стержня, вызывающая повышенное давление газов в форме; недостаточное сечение литниковой системы; нерациональная конструкция отливки из-за наличия слишком тонких незаливающихся стенок.
Дефекты поверхности. На поверхности отливок из медных сплавов часто наблюдаются червеобразные или осповидные углубления, пятна и оловянносвинцовистые выделения.
Причины образования червеобразных углублений следующие: сравнительно медленное заполнение сплавом полости формы; перегрев жидкого металла с образованием окислов, что способствует выделению окиси цинка и отложению других окислов на поверхности отливки.
Осповидные углубления образуются из-за употребления при плавке чрезмерно большого количества жидкоплавких флюсов, которые попадают из ковша в форму.
Оловянистые выделения образуются вытеснением легкоплавких составляющих из основного раствора в периферийную часть отливки. Черные пятна разных размеров появляются на отливках в том случае, когда в стержневую смесь добавлено излишнее количество муки и патоки.
Ликвация, или неоднократность химического состава по сечению отливки, чаще встречается в алюминиевых, сплавах АлЗ, Ал5, в стальном литье и других из-за высокой температуры заливки, недостаточного перемешивания жидкого металла перед разливкой, избытка присадок, усиливающих склонность к ней.
Дефекты плавки и литья
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Несоответствие заданному химическому составу получается вследствие ошибок, допущенных при расчете шихты, в результате неправильного проведения плавки или выгорания отдельных компонентов сплава. В результате отклонения от заданного химического состава происходит изменение рабочих характеристик сплава. Такие отливки не могут быть использованы для изготовления изделий ответственного назначения.
Неметаллические (шлаковые и флюсовые) включения (рис. I) появляются из-за нарушения технологии плавки. Они могут образовываться, например, в стали вследствие засорения шлаками, продуктами раскисления, огнеупорами и продуктами реакции между ними, имеют неправильную форму и располагаются в различных местах отливки. В слитке шлаковые включения в основном расположены в верхней его части. При обработке давлением включения деформируются в направлении волокна, оставаясь при этом физически обособленными от разделяемых ими поверхностей металла.
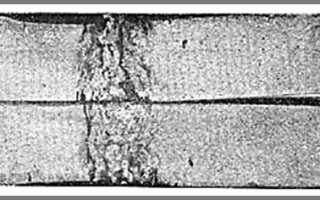
Неслитины (рис. 2) образуются в металле вследствие пониженных скорости и температуры литья. Они представляют собой несплошности, начинающиеся у поверхности слитка. Неслитины возникают в результате частичной кристаллизации сплава на открытой поверхности. При низкой скорости литья металл поступаетк стенке кристаллизатора неравномерно. Там, где слой расплава тоньше, температура его быстро снижается и начинается кристаллизация.
Кристаллы, опускаясь в расплав, образуют сплошную твердую корочку. Поступающий жидкий металл заливает корочку, нагревая ее ниже температуры плавления. Расплав над корочкой кристаллизуется быстрее основной массы, поэтому создается новый твердыйслой. Несплошность, появившаяся между двумя корочками, и есть неслитина. Неслитины опасны для нагруженных деталей. Они видны на рентгеновском снимке в виде хорошо очерченных прерывистых или сплошных темных линий.
Усадочные раковины (рис. 3) возникают из-за недостаточного питания слитка или отливки металлом в процессе кристаллизации. В результате в верхней части слитка образуются большие полости неправильной формы. В некоторых случаях они распространяются вдоль оси слитка почти по всей его высоте. При дальнейшей обработке они превращаются в различные нарушения сплошности. Часть слитка с усадочной раковиной (прибыльную часть) необходимо удалять. При этом на переплавку идет до 25 % массы слитка. В этом отношении непрерывная разливка стали имеет преимущества, так как исключает появление усадочных раковин.
Газовая пористость и газовые пузыри возникают при кристаллизации из-за выделения газов, растворившихся в металле в процессе плавки. Эти дефекты рассеяны по всему объему слитка или сосредоточены в подкорковом слое. В отличие от шлаковых включений газовые пузыри имеют округлую форму. При обработке давлением сердцевинные пузыри завариваются, подкорковые запрессовываются. При нагреве запрессованный пузырь может вздуться и обнажиться в виде трещины.
Ликвация представляет собой неоднородность отдельных участков металла по химическому составу, структуре и неметаллическим включениям. Этот дефект не нарушает сплошности металла. Однако прочность металла в зоне ликвационной неоднородности понижена: в этой зоне иногда наблюдается разрушение металла. На рис. 4 показана пятнистая ликвация.
Горячие трещины возникают в процессе затвердевания сложных сплавов. Под действием термических и усадочных напряжений при высоких температурах происходит разрушение закристаллизовавшегося скелета сплава; при этом образуются межкристаллические горячие трещины с сильно окисленными поверхностями. Часто возникают в местах резкого перехода отливки от большого поперечного сечения к малому вследствие неодновременного охлаждения. Характерными признаками горячих трещин являются неровные (рваные) края и значительная ширина.
Холодные трещины возникают в слитке после окончания процесса затвердевания. Под действием термических и усадочных напряжений при относительно низких температурах, когда пластичность сплава мала, происходит разрушение отливки; при этом образуются транскристаллические холодные трещины со светлыми неокисленными поверхностями. Вероятность образования таких трещин выше у высоколегированных сталей и сплавов, обладающих низкой температуропроводностью, меньшей пластичностью и содержащих структурные составляющие с различными удельными объемами и коэффициентами линейного расширения.
В круглых слитках возникают центральные и радиальные трещины. Центральные трещины могут быть горячими и холодными. Радиальные, как правило, — горячими. На рис. 5 показаны трещины в слитках сплава В95.