Содержание
- Самодельная мини сварка в домашних условиях
- Делаем мини аппарат точечной сварки
- Как собрать сварочный аппарат в домашних условиях?
- Что нужно знать для сборки самодельного сварочника?
- Как сделать своими руками сварочный агрегат?
- Изготовление сварочного аппарата
- Рекомендации по работе с агрегатом
- Маленькие мини-сварочные аппараты для мелких работ
- Достоинства и недостатки
- Устройство и принцип работы
- Некоторые модели инверторов. Характеристики и популярность
- Миниатюрный аппарат своими руками
- Советы по эксплуатации
- Маленькие сварочные аппараты
- Преимущества и недостатки маленьких сварочных аппаратов
- Устройство и конструкция малогабаритных инверторов
- Делаем сварочные аппараты своими руками
- Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
- Существуют четыре основных типа сварочных аппаратов
- Трансформаторы (с выпрямителем или без него)
- Инвертор (импульсный блок питания для сварки)
- Видео по теме
Сварочный аппарат для мелких деталей
Самодельная мини сварка в домашних условиях
Микросварка, собранная своими руками из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нужно расчетливому мастеру.
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Как собрать сварочный аппарат в домашних условиях?
При выполнении в домашних условиях нетрудных и небольших по объему сварочных работ, каждый может собрать сварочный аппарат своими руками.
Для сборки не придется затрачивать большое количество денег, сил и времени. Также не нужно приобретать неоправданно дорогие модели подобного оборудования.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
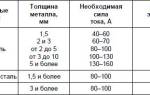
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Также трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
С целью домашнего использования лучше всего узнать, как сделать мини сварку.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
На переменном токе
Чтобы изготовить самодельные сварочные аппараты необходимо подобрать показатель напряжения, самое лучшее это 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Можно самостоятельно определить значение сечения необходимого провода для изготовления первичной обмотки трансформатора, который должен подсоединяться к сети в 220 вольт.
Сечение по параметрам площади не должно быть больше 7 мм2, поскольку к вниманию стоит отметить возможный перепад напряжения и возможной дополнительной нагрузки.
Исходя из вычислений, оптимальным размером диаметра жилы из меди под первичную обмотку, который уменьшает действие механизма, является 3 миллиметра. При выборе алюминия для провода, сечение умножается на значение 1,6.
При отсутствии необходимого провода, есть возможность заменить его жилой немного тоньше, приматывая её парно. Однако необходимо помнить, что обмотка толщина увеличится, из-за чего размеры сварочного оборудования будут большими. Под вторичную обмотку применяют большой толщины провод с большим количеством жил из меди.
На постоянном токе
Некоторые сварочные аппараты работают при помощи постоянного тока. Благодаря такому агрегату можно сваривать чугунные изделия и конструкции из нержавеющей стали.
Чтобы создать своими руками сварочный аппарат постоянного тока может потребоваться не больше получаса. С целью преобразования самоделки с переменным током, нужно, чтоб вторичная обмотка была подключена с выпрямителем, который собирается на диоде.
В свою очередь, диод должен выдерживать ток с 200 ампер и обладать хорошим охлаждением. Чтобы подровнять значение тока можно воспользоваться конденсаторами, имеющие определенные характеристики и особенности напряжения. После этого агрегат собирается последовательно по схеме.
Дроссели используют в регулировке тока, а контакты, чтоб присоединить держатель. Дополнительные детали используются в передаче тока от внешнего носителя на место сваривания.
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Подводя итоги, стоит отметить, что сварочные аппараты постоянного тока собирать значительно легче и они также удобны в эксплуатации, за счет своей маломощности.
При выполнении необходимых рекомендаций сборка сварочного аппарата может занять не больше получаса.
Маленькие мини-сварочные аппараты для мелких работ
Уменьшение размера и веса характерно для развития большинства изобретений. Электросварка не исключение. Вес первых моделей Н. Н. Бернардоса и Н. Г. Славянова превышали тонну; современное устройство с подобными характеристиками унесет один человек.
Принцип действия напрямую связывает вес агрегата с мощностью. Поэтому маленькие устройства не могут обладать всеми возможностями больших. Однако нередки ситуации, когда большой агрегат избыточен, излишне затратен, или просто неудобен.
Тут и пригодится портативная, маленькая сварка, которая весит 3-5 кг , а работать ею можно повесив на ремень через плечо.
Достоинства и недостатки
Маломощные, но при этом небольшие, мобильные устройства сегодня заняли собственные ниши.
- В первую очередь это бытовая сфера. Аппарат берут на дачу, дальнюю поездку. Не займет он много места в городской квартире, гараже, любительской мастерской.
- Малые предприятия и частные предприниматели. Пригодится на предприятиях автосервиса. Как вспомогательный инструмент при проведении строительства и ремонтов.
Популярность подобным агрегатам добавляет ряд достоинств:
- Низкий вес и небольшие габариты.
- Простота использования. Освоить работу с прибором можно за два-три часа.
- Набор дополнительных опций (предотвращение залипания электрода, быстрое и простое зажигание дуги и др.) сглаживает ошибки начинающих сварщиков.
- Возможность подключать мини сварочный аппарат к бытовой сети.
- Высокое КПД, снижающее энергопотребление на единицу мощности устройства.
Не лишены они и недостатков:
- Небольшая мощность не позволяет сварку массивных изделий, длительную непрерывную работу.
- Сложность порождает уязвимость. Устройства «не любят» работать при отрицательных температурах, в условиях влажности и запыленности.
Устройство и принцип работы
Несмотря на разнообразие моделей и разновидностей сварочных аппаратов, все они основаны на использовании вольтовой дуги. Ее температура превышает 6 тысяч градусов Цельсия, что позволяет плавить даже тугоплавкие металлы: никель, молибден, специальные стали.
Сам процесс сродни короткому замыканию. Однако при дуговой сварке оно контролируется с помощью электрического устройства, именуемого трансформатор.
От приборов обычной схемы сварочный инвертор самого маленького размера отличает дополнительный контур. Он повышает частоту электричества, что увеличивает КПД до 87 — 90%. Во многом это и делает возможным сделать устройство миниатюрным.
Некоторые модели инверторов. Характеристики и популярность
Рассмотрим характеристики некоторых типичных моделей.
- Российский бренд Бизон-160ПН, изготавливаемый в КНР. Один из самых маленьких сварочных аппаратов. При весе в 2,7 кг дает максимальный ток 160А. Способен работать электродом до 4 мм в диаметре, но больше подходят 2,5 – 3 мм. Цена порядка 3,5 тыс. руб.
- Инверторный агрегат разработки 2018 года известного бренда DAEWOO DW 195. Весит немногим больше 2,85 кг. Легко «тянет» электрод 3 мм. Стоит на пару тысяч дороже, снабжен принудительной системой охлаждения, поэтому способен к длительной непрерывной работе.
Профессиональные и полупрофессиональные модели.
- Мини сварка Helvi Galileo 145А отличает наличие способности вести TIG сварку, т.е. в среде инертного газа. Полупрофессиональная модель цена которой переваливает за 1000 американских долларов. Вес 4,5 кг один из самых маленьких для устройств подобного класса.
- Итальянская модель QUATTRO ELEMENTI E 330 с весом 16,5 кг может быть отнесена к малогабаритным устройствам с некоторой натяжкой. Требует напряжения 380 Вольт. Способна выполнять работы в газовой среде. В комплекте с аппаратом идут комплектующие и кейс для переноски.
При внимательном рассмотрении можно убедится, что основные характеристики бытовых и проф. моделей схожи.
Причина же на порядок большей стоимости — материалы с повышенными свойствами прочности, специальные узлы. Как следствие способность выдерживать непрерывную эксплуатацию на протяжении нескольких часов.
Миниатюрный аппарат своими руками
Несмотря на изобилие и разнообразие моделей, представляемых рынком, по-прежнему популярно самостоятельное изготовление сварочных приборов.
В частности, сборка устройств мини контактной сварки, подходящие аппараты для которой найти не всегда возможно.
Для использования контактного способа сварки листового металла кузова автомобиля, изготавливают приспособление, называемое споттер.
Если клещи точечной сварки зажимают детали между двумя электродами, то это устройство позволяет выполнить ее только с одной стороны, удерживая «пистолет» споттера в руке.
В качестве электродов такого варианта самодельной минисварки нередко используют грифель круглой батарейки.
Сборка инвертора своими руками представляет чисто любительский интерес. Подробных схем достаточно в интернете, однако приобретение деталей, сборка обойдется дороже приобретения готового устройства. Впрочем, тот факт, что изделие собрал ты сам дорогого стоит.
Советы по эксплуатации
Приобретая сварочное устройство необходимо заранее представлять, все его достоинства и ограничения. Не стоит требовать от небольшого бытового агрегата возможностей профессиональных моделей.
Мини электросварка не является заменой мощным устройствам. Ее область применения дом, небольшое производство, собственное строительство.
Не нагружайте аппарат излишне толстым электродом. Как правило, оптимальный диаметр для небольших аппаратов 2,5 – 3 мм.
Избегайте попадания влаги внутрь прибора. В том числе конденсата. Если аппарат внесен в теплое помещение с мороза, прежде чем начинать работу необходимо дать ему высохнуть минимум 2-3 часа.
Не забывайте, что яркость дуги, поражающие факторы электротока у мелких устройств практически не отличаются от больших. И способны причинить не менее серьезную травму.
Маленькие сварочные аппараты
На рынке маленькие сварочные аппараты получили широкую популярность, что заставило производителей выпускать преимущественно компактные модели. Это стало возможным благодаря инверторной технологии, которая позволила сократить размеры и обеспечила возможность приобрести сварочный аппарат всем желающим. Небольшие модели – доступный инструмент для сварки. Конечно же, они уступают по мощности и другим параметрам, но для домашнего использования уже давно стали лучшим вариантом.
Даже профессиональные модели инверторного типа стараются выпускать таким образом, чтобы они переносились вручную во время работы, их можно было надевать на плечо, выполнять с ними сварку на высоте и т.д. Мощность напрямую зависит от размеров, но с развитием технологий появляются все более компактные модели. Для домашнего использования вполне хватает параметров, которые обеспечивают создание швов 3-4 мм. На этот сегмент приходится существенная часть техники, предложенная на рынке.
Несмотря на размеры, большинство современных компактных моделей имеют все необходимые дополнительные функции. Как и у основной – сваривания металла электрической дугой – их качество исполнения отличается в зависимости от конкретного бренда. Сюда относятся «горячий старт», «антизалипание» и «форсированная дуга», но могут быть и серьезные дополнения, к примеру, сварочный полуавтомат для дома. В комплекте не всегда предоставляется все что нужно для полуавтоматической сварки, но возможность настроить технику и докупить необходимые для этого аксессуары будет полезным дополнением.
Преимущества и недостатки маленьких сварочных аппаратов
При покупке новой модели у сварщика возникает логичный вопрос – стоит ли уделять внимание такому параметру как размер, или же лучше выбрать массивную технику? Для этого необходимо внимательно ознакомиться с имеющимися преимуществами и недостатками маленьких инверторов. К первым относят:
- занимает мало места;
- относительно небольшой вес, за счет которого достигаются удобство переноски, легкость при высотных работах;
- нет больших проблем с транспортировкой;
- наличие многих современных режимов и дополнительных функций, облегчающих работу;
- возможность точной регулировки параметров для режимов сварки;
- наличие универсальных моделей, которые могут применяться не только для ручной дуговой сварки.
Среди недостатков следует отметить следующее:
- ограниченная мощность, которая часто не позволяет работать электродами 5 мм;
- слабая стойкость к ударам и прочим механическим воздействиям;
- небольшое время беспрерывной работы, которое не позволяет использовать аппараты в профессиональной среде.
Многие недостатки не берутся в учет за счет узкой специализации моделей. Как правило, покупатель осознает все особенности компактных аппаратов и не использует их для создания массивных швов.»
В большинстве случаев это техника для домашнего использования, отлично справляющаяся со своими задачами. К примеру, для работ на высоте она становится хорошим вариантом решения вопроса с созданием швов.
Устройство и конструкция малогабаритных инверторов
Особенностью, которая присутствует во всех малогабаритных аппаратах, является очень компактное размещение комплектующих. Здесь практически все детали находятся на одной плате, что принципиально отличается от того, как устроен трансформатор. В конструкцию входят:
- реле мягкого пуска;
- помеховый фильтр;
- интегральный стабилизатор;
- датчик тока;
- сетевой выпрямитель;
- конденсаторы фильтра;
- система охлаждения;
- понижающий трансформатор;
- радиаторы транзисторов инверторов;
- радиаторы выходного выпрямителя.
ТОП-5 лучших маленьких сварочных аппаратов
Чтобы подобрать лучший сварочный полуавтомат инверторного типа или обыкновенный инвертор, следует ознакомиться с тем, что может предложить рынок. Ведь для каждого человека могут быть важны свои преимущества, которые заключаются не только в размере, но и в других качествах.
- Gysmi 80 р – один из самых маленьких сварочных инверторов. Эта модель с микропроцессорным управлением. Компактное устройство весом всего в 2,5 кг. Диаметр электрода, доступный для сваривания, здесь составляет 2,5 мм. В нем присутствуют необходимые современные дополнительные функции. Мощность аппарата составляет 3 кВт.
Инвертор Gysmi 80 р
- Аврора Overman 180 – распространенная на отечественном рынке модель, сила тока в которой составляет 175 А. Популярность данная техника получила благодаря широкой востребованности в частной сфере. Мощность достигает 4,7 кВт. Это полуавтоматический инвертор, у которого нет возможности подстраивать скорость подачи проволоки вручную. В нем выставляется ВАХ нужной жесткости для сварки металлов различной толщины.
Аврора Overman 180
- Форсаж 161 – несмотря на стандартную мощность в 5,5 кВт, что обеспечивает силу тока в 160 А, инвертор обладает очень компактными размерами. Его особенность в том, что у корпуса относительно низкая высота. Аппарат находится на специальных ножках, что позволяет удобно расположить его в любом месте. Масса составляет 4,3 кг. Модель выдерживает сильные просадки напряжения.
Инвертор Форсаж 161
- Eurolux iwm-190 – отличное решение для тех, кто нечасто пользуется сварочным аппаратом. Ток в 190 А дает ПВ в 70% при сварке 3 мм электродом. Техника может работать и с 4 мм, но меньшее количество времени. Корпус сделан узким, благодаря чему его удобно ставить в гараже.
Сварочный аппарат Eurolux iwm-190
- Kraton compact WI-150 – компактная модель с узким корпусом, которая может переноситься на плече, благодаря прикрепленному к нему ремню. Сварочный ток здесь составляет 150 А, а масса всего 3,5 кг. Удобная модель для дома с достаточной мощностью для основной массы работ.
Инвертор Kraton compact WI-150
Критерии выбора
Выбирая маленький сварочный аппарат для мелких работ, необходимо ориентироваться не только на размеры. Желательно, чтобы на корпусе был ремень для переноски. Для серьезных работ рекомендована сила тока в 170-190 А, а для мелких – 140-160 А. Наличие дополнительных функций, облегчающих работу сварщика, также будет полезным, тем более, что они встречаются во многих моделях. Вентиляционная система обязана функционировать исправно и давать охлаждение, чтобы не было перегрева.
Заключение
Небольшие сварочные аппараты считаются узкоспециализированными устройствами, которые применяются для мобильной работы. За счет низкой стоимости инверторы получили распространение у пользователей. У определенных моделей характеристики разнятся, что стоит учитывать при выборе.
Делаем сварочные аппараты своими руками
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме