Содержание
- Сварка полуавтоматом без внешней подачи газа, под флюсом: для чего подходит? Техника сваривания
- Государственные стандарты техпроцесса и применяемого оборудования
- Особенности полуавтоматического способа
- Конструкция и принцип работы аппарата, типы проволоки
- Техника работы полуавтоматом без газа
- Достоинства и недостатки полуавтоматического метода работы без газа
- Технология сварки полуавтоматом без газа обычной проволокой
- Возможна ли сварка без газа?
- Технология сварки
- Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
- ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
- Настройка аппарата сварочного полуавтомата
- Как проводится сварка полуавтоматом
- Флюсовая проволока для полуавтомата — мобильность и качество соединений
- Классификация и маркировка
- Основные характеристики
- Сварка флюсовой проволокой без газа
- Особенности сварки
- Процесс сваривания полуавтоматическим сварочным аппаратом без газа — обычной проволокой
- Возможна ли сварка без газа?
- Сваривание без газа обычной проволокой
- Технология
- Подведем итог
Сварка полуавтоматом флюсовой проволокой без газа
Сварка полуавтоматом без внешней подачи газа, под флюсом: для чего подходит? Техника сваривания
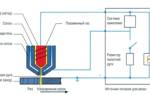
При описании способа фраза «без газа» будет неточной. Правильнее – без внешнего поступления газа, потому что он всё же участвует: сварочная проволока представляет собой трубку диаметром 0,8-1 мм, заполненную порошковым флюсом, по составу близким к обмазке электродов. В ходе процесса порошок сгорает, образуя газовую защитную среду в области шва.
Факторы, которые влияют на качество соединения – сила тока и скорость подачи проволоки. Первый показатель устанавливают в зависимости от толщины деталей, скорость – равномерной и достаточной для получения качественного шва.
Полуавтоматической сваркой соединяют изделия из алюминия, низколегированных и коррозионностойких металлов толщиной от 1,5 до 10 мм.
Государственные стандарты техпроцесса и применяемого оборудования
Технологию и параметры процесса регламентирует государственный стандарт СССР от 1977 г., продлённый в 1991 году, ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами». ГОСТ вводит обозначения подвидов метода:
- Ас – автоматическая дуговая сварка под флюсом на стальной подкладке;
- Апш – автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва;
- П – полуавтоматическая дуговая сварка под флюсом;
- Пс – полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
- Ппш – полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.
Необходимые параметры оборудования содержит ГОСТ 18130-79 «Полуавтоматы для дуговой сварки плавящимся электродом», созданный в 1980-м, продлённый в 2015 году. В нём требования по номинальному напряжению, электрическим схемам, суммарному сечению кабелей, условиям эксплуатации и другим характеристикам процесса.
Особенности полуавтоматического способа
Благодаря компактности, полуавтоматом работают в труднодоступных местах: на высотных конструкциях, в тесных помещениях и тоннелях.
В отличие от метода с использованием газобаллонного оборудования в полуавтоматическом используют прямое подключение: на электрод подают «минус», а на заготовку – «плюс». При этом создаётся температура, достаточная для сгорания флюсового порошка и возникновения защитной среды.
Прижимные ролики устанавливают в соответствии с диаметром проволоки. На самом ролике указан диапазон диаметров, которые можно использовать. Нельзя прикладывать слишком большое усилие, затягивая ролик, это может привести к сдавливанию полой внутри проволоки и затору в кабель-канале.
Конструкция и принцип работы аппарата, типы проволоки
- сварочная горелка-пистолет;
- узел управления;
- механический блок подвода проволоки;
- гибкие шланги;
- бобина с проволокой;
- трубопровод для подачи электрода;
- электрические провода.
В зону соединения подаётся электрический ток, дуга плавит электрод, флюс, испаряясь, защищает сварочную ванну от попадания кислорода. Подача электрода осуществляется автоматически, горелку перемещают вручную.
Инверторные сварочные полуавтоматы более производительны и эргономичны, дугу разжигают быстрее.
Примерная стоимость сварочных аппаратов на Яндекс.маркет
Сварочная проволока различается по сечению:
Техника работы полуавтоматом без газа
Перед началом работы подготавливают сплавляемые поверхности: зачищают место шва шлифовальной машинкой, затем обезжиривают зону сварки. Производители крепят на установках таблицы выбора силы тока в зависимости от толщины заготовки. После определения нужного показателя тока:
- сменными шестернями регулируют скорость подачи проволоки так, чтобы она не проскальзывала, но и не была плотно прижата;
- для подбора стабильной величины дуги проваривают небольшой пробный участок;
- устанавливают переключатель подачи электрода в положение «вперёд», чиркают наконечником, после появления дуги ведут шов;
- контролируют плавность процесса.
Достоинства и недостатки полуавтоматического метода работы без газа
К плюсам относят:
- мобильность (нет тяжёлого газобаллонного снаряжения);
- возможность непрерывно сваривать протяжённые участки соединения;
- оперативность визуального контроля качества шва;
- скорость процесса;
- соединение конструкций в труднодоступных местах;
- производительность вследствие непрерывности процесса.
- высокая себестоимость работ;
- потребность в оборудовании, сложность настройки;
- трудоёмкость зачистки швов из-за толстого слоя шлака;
- сложность работы с деталями толщиной менее 2 мм.
Из-за доступности и простоты эксплуатации техники сварку полуавтоматом без газа используют в домашних хозяйствах, гаражах и мастерских для мелких работ и ремонтов.
Технология сварки полуавтоматом без газа обычной проволокой
Время чтения: 6 минут
Бытовые сварочные полуавтоматы — это один из самых продаваемых типов сварочного оборудования. С помощью компактного полуавтомата можно не только решить многие проблемы на даче, но и залатать кузов авто или починить забор. И не смотря на необходимость применения газовых баллонов и присадочной проволоки, которые удорожают сварку, полуавтоматы все равно пользуются большим спросом.
Однако, не всегда применение газовых баллонов возможно. Примеров масса: от сварки на высоте до срочных выездных работ на стройплощадке. В таких ситуациях сварщики задаются вопросом: «А можно ли вообще использовать сварочный полуавтомат без газа, применяя только присадочную проволоку?». Ответ: да. Но с некоторыми оговорками, о которых мы и расскажем в этой статье. Прочтите до конца, чтобы сделать правильные выводы и получить швы достойного качества.
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С , которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Флюсовая проволока для полуавтомата — мобильность и качество соединений
Очень часто полуавтоматическую сварку приходится вести в местах с затрудненным доступом. В них сложно или вовсе невозможно использовать баллон с газом. Выходом, позволяющим сохранить преимущества сварочного полуавтомата, но при этом отказаться от громоздкого баллона, является использование флюсовой проволоки для полуавтомата.
Классификация и маркировка
Вся современная флюсовая проволока, как отечественного, так и импортного производства подразделяется на типы по семи признакам:
- Назначение получаемого соединения.
- Прочностные характеристики шва (сопротивление разрыву и ударная вязкость).
- Состав внутреннего сердечника.
- Тип образуемого в процессе сварки защитного покрытия.
- Положение в пространстве свариваемых деталей по отношению к электроду (здесь возможны варианты — только вертикально, только горизонтально, только в нижней горизонтальной плоскости, только в нижней вертикальной плоскости, в любом положении).
- Соединяемые металлы — это может быть сталь (легированная или нет), цветные металлы, сплавы.
- Способность к образованию внешней газовой защиты или нет (в последнем случае нужен баллон с углекислым газом).
В России, по ряду источников, наиболее популярны и распространены марки:
Если нужно соединить металлические делали не толще 2 мм, то рекомендуется использовать проволоку 0.8 мм. В случае, когда толщина детали больше, но не превышает 5 мм — используют в 2 мм диаметром. При действительно массивных соединяемых деталях нужно использовать диаметром около 6-8 мм и более.
В зависимости от материала соединяемых сваркой деталей можно выделить три типа проволоки:
- Для сварки алюминиевых деталей. При работе с этим материалом без флюса обойтись невозможно.
- Для сварки медных деталей. Чаще всего встречается 0,8 мм диаметром.
- Для стальных изделий. Предполагает предварительную подготовку места соединения.
Основные характеристики
Флюсовая проволока в норме (соответствие ГОСТу) обладает отличным качеством и легкостью сварки других металлов. В шве, образованном ею, содержится минимум примесей, ухудшающих механические и химические его свойства. Шов обычно крепок, минимально ошлакован и стоек к коррозии.
Сам процесс сваривания толстых деталей (более 5 мм) усложняется необходимостью подбора правильного электрода, режима работы аппарата.
Как следует из названия, флюсовая проволока уже содержит флюс, соответственно при работе ею нет нужды рассчитывать точные количества добавок. К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.
По своему устройству флюсовая проволока состоит из двух частей:
- Внешняя оболочка — она представляет собой завитую спиралью ленту из нелегированной стали толщиной от 0.2 до 0.8 мм. Оболочка защищает сердечник.
- Сердечник — состоит из спрессованного порошка сложного состава. В него наиболее часто входят вещества раскисляющие расплав металла, стабилизирующие электрическую дугу, легирующие получающийся шов.
Сварка флюсовой проволокой без газа
Прежде чем начать процесс сварки нужно настроить на аппарате рекомендуемые показатели тока. Далее нужно проверить состояние подающего рукава (на предмет изношенности) и отсутствие смещения податчика. Нужно откалибровать и подающие ролики — они не должны слишком сильно жать во избежание деформации и неравномерной подачи.
Соединяемые детали нужно очистить от оксидной пленки и при толщине больше 4-5 мм — сформировать скосы. После возникновения электрической дуги ее ведут снизу вверх детали (если она расположена вертикально). Ручку горелки нужно держать под углом к свариваемым поверхностям — это стабилизирует сварочную ванну, предохраняет от преждевременного растекания металла из нее.
Скорость выведения шва рекомендуется держать около 15-20 мм в секунду. При формовке шва в несколько проходов нужно дождаться остывания слоя и очистить его поверхность от шлаковой корки — иначе второй и последующие швы получатся низкокачественными из-за посторонних примесей.
Особенности сварки
У начинающих сварщиков часто происходит так, что даже при медленной подаче полуавтоматом не формируется сварной шов. Детали, вместо соединения просто прожигаются электрической дугой.
Для того, чтобы этого не происходило, нужно выдерживать расстояние около 40-45 мм от начала ванны. Кроме этого нужно перед работой поменять полярность вашего сварочного полуавтомата. Она должна быть прямой.
- Прямая полярность означает, что «-» подключается к горелке, а «+» к свариваемой детали.
- Материал турецкого производства имеет много негативных отзывов. Наиболее качественный шов дает проволока итальянского производства. Но у нее есть существенный недостаток — высокая цена. Наиболее приемлемым соотношением цена-качество обладает производимая в нашей стране и в Китае
Из-за отсутствия выделения при сварке газа не происходит охлаждения шва — это увеличивает риск прогара. Поэтому рабочее напряжение нужно подобрать минимальным (соотнося с типом материала свариваемых деталей). Скорость же подачи должна быть на грани максимальной. Чисто практически это можно охарактеризовать как начало дискомфорта для держащей горелку руки.
Важно! Кромку соединяемых деталей, если их толщина превышает 5 мм, нужно слегка сточить. Это облегчит формирование сварочной ванны. Если металл заготовок нестоек к окислению, то его нужно защитить от образования оксидного налета
Главным залогом создания качественных сварных швов является правильно подобранная скорость подачи сварочным полуавтоматом.
Процесс сваривания полуавтоматическим сварочным аппаратом без газа — обычной проволокой
Полуавтоматическое сварочное оборудование чаще всего используют в быту. Такие аппараты не громоздкие, но не хуже автомата работают на создание конструкций.
Владельцы дачных участков и автомобилей покупают полуавтоматы для решения проблем с ремонтом деталей и больших конструкций.
Даже обязательное использование баллонов со сжатым газом и проволоки для присадки не опускает полуавтомат в глазах сварщиков.
Кроме того, вы не всегда можете взять с собой газовый баллон. Работа на выезде или сварка конструкций на высотках и столбах невозможна с использованием газовой среды.
Сварщики знают, что такие работы полуавтоматом обходятся и без газа, тут хватит и одной присадочной проволокой.
При этом нужно учитывать нюансы сварки, которые мы опишем в нашей статье. Если ваша цель — аккуратные швы и отсутствие проблем в процессе, советуем прочитать материал до конца.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Сваривание без газа обычной проволокой
Использование присадки в полуавтоматическом аппарате без газа не имеет смысла. Прежде всего, потому что присадочная проволока имеет особенности плавления и создания соединения.
Это касается именно MIG/MAG технологии, в которой обязательно(!) использовать газ. Проволока без него будет приливать к электродному стержню и разбрызгиваться в стороны.
Функции полуавтоматического аппарата это не исправляют, потому что это технологический момент метода.
Это похоже на ситуацию, в которой вместо привычной правой руки вам приходится писать и чистить зубы левой. Руке неудобно, потому что она к этому не готова.
Присадочный материал не подходит для сварки в среде обычных атмосферных газов. Какой выход из этой ситуации? Использование проволоки, заполненной флюсом и металлическим порошком.
По виду она не отличается от простого металлического прута. Но флюс внутри проволоки освобождается, кода металлическое покрытие плавится. Он защищает шов от разбрызгивания без использования газа.
То есть, полуавтоматическая электродуговая сварка не может проходить без участия газового баллона. Вернее, сделать так можно, но соединения будут недостаточно плотными и ровными, возможно, с дефектами в виде трещин или пор.
Чаще всего такие конструкции помечают как брак. Используйте такую сварку только если нет других вариантов. Если выбор есть, лучше купить порошковую проволоку и варить с ней. MIG/MAG без газа — только с порошковой проволокой!
Порошковая проволока может стоить дороже, чем газ и обычная проволока вместе. Этот метод не поможет сэкономить. Но флюс внутри проволоки неполноценно защищает металл от коррозии.
Поэтому MIG/MAG сварка без газа не подходит для несущих конструкций или серьёзных работ. Это касается, например, соединения деталей из нержавейки.
Порошковая проволока ускоряет окисление нержавеющей стали и образование на ней ржавчины. Все эти нюансы говорят о том, что постоянно использовать «порошок» вместо газовой среды не стоит.
Он нужен для срочных и быстрых работ, которые не требуют высокого качества, но должны решиться на месте.
Технология
Итак, эффекта от присадочного материала без использования газа вы не добьётесь, в этом случае нужен провод с «начинкой» из флюса. Техника такой пайки несложная, похожая на обычную сварку электродугой вручную.
Но между ними есть и различия. Какие правила технологии надо знать, чтобы не усугубить ситуацию?
Аппарат должен питаться постоянным током с обратной полярностью. Также подходит и переключения между видами тока (переменный/постоянный). Производители создают порошковую проволоку, которая подходит именно для работы с постоянным током.
Но есть и такие, которые делают проволоку для переменного, и вы можете её купить, если это нужно. Но марок подобного материала мало, поэтому найти его сложно, а разбрызгивание металла в этом случае увеличится.
В сертификате проволоки производитель должен обозначить её вылет из мундштука. Он зависит от диаметра и в среднем равен пятнадцати-двадцати миллиметрам.
Во время работы меняться вылет не должен, чтобы соединение шло стабильно. Рекомендации по настройкам аппарата, силе тока и напряжению тоже должны быть в паспорте.
Канал для горелки, который направляет ход материала, должен быть шире радиуса самой проволоки на 1-2 миллиметра. Например, у вас есть порошковый прут с сечением в 3 мм, значит ширина канала будет 4-5 мм.
Наконечник канала выбирайте медный, длиной в 40-45 миллиметров.
Перематывать порошковый присадочный материал не нужно, бухта, внутри которой он продается, подходит для использования прямо из неё. Но перед работой бухты нужно прокаливать в печи.
Оставьте бухту на три часа в электропечи и раскалите до 200-250 градусов Цельсия. Проволоки с органическими «вкраплениями» можно применять без прокаливания. Параметры последнего тоже указываются в паспорте материала или сертификате продавца.
Чтобы сформировать ровные швы при помощи горелки, делайте ею колеблющиеся движения.
Подведем итог
Сварщик не всегда может взять на место работы газовый баллон и присадочный материал. Эта проблема решается применением сварки полуавтоматом без газа. В этом случае присадочную проволоку нужно заменять на проволоку с «начинкой» из порошкового флюса.
Он повторяет некоторые свойства среды инертных защитных газов. Но плотность и надёжность такого шва будет намного ниже, чем при классической MIG/MAG методике. Поэтому каждый раз выбирать проволоку порошковую не стоит.
Не экспериментируйте с обычной присадкой без использования газа. Швы, которые вы получите этим путём будут бракованными, а конструкция склонной к коррозии и трещинам.
Сочетание газа и присадки подобрано давно и испытало само себя. Эта технология — патент опытных мастеров, и изменять её плохая идея. Желаем удачи!