Содержание
- Как осуществляется ремонт рамы грузовых автомобилей
- Виды повреждений
- Технология восстановительных работ
- Особенности и сложности ремонта рамы
- Рамы автомобилей
- Виды сварочных работ для грузовых автомобилей
- Общие сведения
- Выполнение ремонта и процесс сварки рамы грузовика
- Как сварить раму автомобиля своими руками
- Обработка шва после сварки
- Электродуговая электродная сварка
- Точечная контактная сварка
- Сварка MIG/MAG
- Ремонт рамы грузовика Volvo с заменой несущих элементов. Как это было?
- Что сломалось и почему?
- «Семь раз отмерь…»
- Усилители для надежности
- Меняем поперечину
- Соединение несущих элементов
- Перед финишной прямой
- Ремонт закончен!
- Грузоподъемность увеличилась, но…
- Этапы восстановления деталей кузова автомобиля сваркой и наплавкой
- В чем заключается ремонт?
- Применяемое оборудование
- Требования к подготовке детали
- Используемые электроды
- Способы сварного ремонта кузовов легковых и грузовых автомобилей
- Особенности сварки рамы грузовых автомобилей
Сварка рамы грузового автомобиля
Как осуществляется ремонт рамы грузовых автомобилей
Как осуществляется ремонт рамы грузовых автомобилей
Грузовики изначально проектируются для тяжелых условий эксплуатации. Детали и агрегаты обладают особой стойкостью к износу и нагрузкам. Как и у любой техники, работающей в сфере коммерции, выход из строя неизбежен. Как отремонтировать раму грузового автомобиля, который безжалостно эксплуатировался в течении большого промежутка времени? Задача не легкая, процесс ремонта сложный, трудоемкий. Но по большей части дефекты представляют собою лопнувшие рамы или трещины в них. Они успешно устраняются при строгом соблюдении всех технологических норм.
Виды повреждений
Повреждения носят естественный и искусственный характер. В первом случае проблемы вызваны экстремальной эксплуатацией – нагрузки больше допустимых. Во втором – дефекты как результат аварий, после который дальнейшая эксплуатация даже при желании не возможна. Но при естественных повреждениях некоторые хозяева считают возможным эксплуатировать грузовик без ремонта, что чревато неприятностями:
при смещении осей резина быстро изнашивается;
повышается расход топлива;
силовые агрегаты работают в нештатных режимах, что приводит к выходу из строя.
Геометрия кабины деформируется из-за избыточной нагрузки в точках крепления. Это снижает уровень безопасности водителя. Лучше произвести ремонт, чем впоследствии делать полную замену.
Рама представляет собою фундаментальную конструкцию, и минимальные изменения нарушают стабильный режим эксплуатации. Ремонт – единственный способ обеспечения безопасности и стабильности работы грузовика.
Технология восстановительных работ
Демонтируют навесное оборудование. Кабину оставляют на месте (что содействует ускорению процесса и упрощает его), производится съем баков, крыльев, запаски и др.
Авто устанавливают на стапель для подготовки и проведения компьютерной диагностики. Выявляются точные отклонения от стандартов. Определяется характер искажений в геометрии.
Основной и самый ответственный этап – правка рамы кузова. Исправляются геометрические параметры узла: крепятся вытяжные элементы, вытягиваются шасси, что придает им необходимое для нормального функционирования положение и др. Работы выполняются в зависимости от характера и количества повреждений.
На завершающем этапе производят шпатлевку, грунтовку, покраску и обработку антикоррозионными составами. Монтируют снятое ранее оборудование.
Рама полуприцепа
При нарушениях эксплуатационных условий, перегрузах, дорожно-транспортных происшествиях, износе в рамах полуприцепов появляются повреждения, носящие разный характер. Так как это основной несущий элемент, он работает под постоянными нагрузками. С повреждениями эксплуатация его невозможна. Выбор решений проблемы небогат — ремонт рамы грузовых автомобилей или ее замена. При возможности восстановления конструкции лучше прибегнуть к этому варианту – он выгоднее в экономическом плане.
Основные дефекты
Рамы требуют особого подхода к восстановительным работам. При их изготовлении используются высокопрочные материалы. В ремонтных работах требуется спецоборудование и инструменты. Производиться они должны в условиях сервиса квалифицированными специалистами. В процессе ремонта устраняются:
измененная геометрия (деформация боковая, вертикальная, диагональная);
переломы, изломы, трещины;
диагональные смещения лонжеронов.
Заварка и клепка накладок – эти методы используются для устранения образовавшихся трещин на раме. Для прочных и надежных соединений необходимо соблюдения ряда правил:
Металл на участке образования шва не должен перегреваться, сварка производится 5-миллиметровыми отрезками с перерывами на остывание швов
Используется болгарка или плазменный резак
Ровные переходы с основного на дополнительный металл
Недопущение образования подрезов, приводящих в дальнейшем к потрескиванию. Корень прогревается по всей длине
Усиление места поломки
Рамы работают под большими нагрузками, сварочные швы необходимо усиливать швеллерами и болтовыми соединениями
Перед сваркой деталь подготавливают. Производят осмотр с точным определением участка дефекта. Концы трещины засверливают для предупреждения ее развития. Сварка рамы грузового автомобиля осуществляется в несколько переходов:
проваривают корень – толщина проволоки электрода 1.2 мм, индекс Св08. Сила тока – 100 А;
второй и третий этап осуществляют тех же марок электродов с использованием тонких перекрывающих друг друга валиков. Сила тока – 110 А;
четвертый проход осуществляется с током в 120 А.
Обработка швов
Чтобы защитить металл шва от вредного воздействия окружающей среды, его обрабатывают пескоструйкой или с использованием металлических щеток, обезжиривают, грунтуют и выполняют покрасочные работы. На завершающем этапе обрабатывают антигравийными покрытиями.
Особенности и сложности ремонта рамы
Ремонт рамы грузовиков сложный в силу нескольких причин. В ее изготовлении применяются сверхпрочные стали, и рама особым образом усилена в 17-ти точках. Работы по ремонту требуют наличия спецоборудования. Квалификация мастера должна быть высокой, обязательны навыки трехмерного технического мышления. Удар скручивает раму в трех плоскостях одновременно. Эти сложности подталкивают некоторые сервисы к простому решению – списанию рамы и ее замены на новую. А это для владельцев дополнительные проблемы:
конструкция дорогая и в наличии ее может не быть;
трудоемкость и дороговизна работ по замене;
рама имеет серийный номер, ее замена при продаже автомобиля вызовет вопросы у покупателя о причинах. Большинство покупателей отказывается от покупки или начинают существенно сбивать цену.
Преимущества восстановления:
значительно дешевле покупки и установки новой конструкции;
сокращается простой (нет необходимости ожидать доставки рабы из-за рубежа);
свойства отреставрированной рамы сравнимы с новой.
Если раме вашего грузового автомобиля нужен ремонт, то вы можете обратиться в нашу компанию. Мы осуществляем ремонт несущей рамы грузовых машин в Батайске, Ростове-на-Дону и Ростовской области.
Рамы автомобилей
Легковые автомобили некоторых типов, изготовленные на их базе полугрузовые модели, а также грузовые автомобили небольшой грузоподъемности имеют рамы, на которых крепятся кузов, кабины платформы. Все автомобили с несущим кузовом имеют небольшую подмоторную раму для двигателя и передней подвески автомобиля. Все рамы этого типа представляют собой штампо-сварную конструкцию. Лонжероны их штампуются из листовой низкоуглеродистой стали и обычно имеют закрытое прямоугольное сечение, которое образуется после сварки двух П-образных сечений или одного с нижним накладным плоским листом. Аналогичный профиль имеют и некоторые поперечины рам. Лонжероны соединяют дуговой автоматической сваркой или точечной контактной. В последнем случае П-образный профиль должен иметь фланцы, отогнутые наружу.
Точечную сварку элементов рам в зависимости от объемов производства выполняют на универсальных стационарных или подвесных точечных или стационарных многоэлектродных машинах. Для некоторых соединений применяют и рельефную сварку. Несмотря на большие технико-экономические преимущества сварки по сравнению с клепкой один из наиболее крупных узлов грузовых автомобилей — раму — изготовляют часто клепаной. Это в основном автомобили грузоподъемностью до 12 т.
Существует два направления развития технологии сварки рам — дуговая и точечная сварка. Рамы большегрузных автомобилей изготовляют обычно сварными с применением ручной и автоматической дуговой сварки. Рамы грузовых автомобилей грузоподъемностью до 12 т несколько европейских предприятий изготовляют с применением точечной сварки. Для соединения поперечины с лонжеронами используют связующие элементы в виде косынок и угольников.
На рис. 53 показано соединение одной из средних (а) и задней (б) поперечин рамы. Кроме этих основных силовых узлов рамы, точечной сваркой приваривают еще несколько мелких деталей. В некоторых конструкциях автомобилей для увеличения момента сопротивления средняя часть рамы усилена дополнительными мощными косынками, внутренними накладками, которые тоже приваривают точечной сваркой к полкам и вертикальной стенке лонжерона. Нагруженными элементами рам являются кронштейны рессор. Есть примеры приварки таких узлов точечной сваркой.
Рис. 53. Сварные соединения элементов рам грузовых автомобилей
Детали сварных рам изготовляют из стали толщиной 3—8 мм в зависимости от грузоподъемности автомобиля. Наиболее распространенным материалом для изготовления этих деталей до недавнего времени были углеродистые стали Ст08 и 25. В общей массе грузового автомобиля масса рамы составляет 10—-15%. Для снижения потребления металла начинают получать распространение более прочные низколегированные стали. Для упрочнения стали применяют и закалку, осуществляемую для лонжеронов в специальном штампе, охлаждаемом циркулирующим в нем маслом. Это исключает деформацию деталей при термообработке.
Замена клепаных рам грузовых автомобилей сварными весьма эффективна из-за существенного повышения их долговечности. По данным ИЭС им. Е. О. Патона, проведшим комплекс научно-исследовательских работ совместно с ГАЗом, при замене рам грузовых автомобилей ГАЗ-53А сварными, ожидаемый общий народнохозяйственный годовой эффект составит 1,765 тыс. руб.
В последнее время в зарубежной практике появились рамы только со сварными лонжеронами, к которым привариваются продольные усилители, накладки, косынки и детали крепежа. Для соединения лонжеронов в раму используют точные болты.
Заводы, изготовляющие сварные рамы, применяют горячекатаную сталь, поверхность которой перед сваркой зачищают от окислов вручную шлифовальными машинками. Этот дорогой способ подготовки поверхности применяют на предприятиях, изготовляющих сравнительно небольшое их количество. Менее трудоемкая подготовка поверхности (травление, дробеструйная обработка) требует дополнительных производственных площадей и соответствующего оборудования, что окупается только при большой программе выпуска.
Мелкие детали рамы сваривают на стационарных однофазных точечных машинах мощностью 200—300 кВА или более мощных трехфазных точечных машинах, если это элементы повышенной толщины. Раму сваривают на подвесных точечных машинах, предварительно собрав ее в приспособлении. При небольших объемах производства в таком приспособлении можно выполнять все основные сварочные работы. Для уменьшения количества оборудования к одному трансформатору подключают две пары клещей с разной оснасткой.
При более высоком темпе целесообразно в сборочном приспособлении выполнять только прихватку, затем переносить раму в поворотное приспособление для осуществления остальных сварочных операций. Раму в поворотном приспособлении крепят передней и задней поперечинами к двум его стойкам и вращают вокруг продольной оси. Отсутствие прижимов и фиксаторов создает хорошие условия для работы сварочными клещами.
При достаточно большом выпуске эти изделия сваривают на конвейере, где собранные рамы передвигают на тележках или транспортерах. Для сварки рам применяют подвесные точечные машины (мощностью 500—600 кВА при ПВ = 50%), смонтированные на подвесных тележках с приводом от электродвигателя. Клещи подвешивают на пружинных балансирах.
В последнее время в ИЭС им. Е. С. Патона разработана подвесная точечная машина со встроенным трансформатором. При мощности всего 60 кВА (при ПВ = 50%) можно получить ток короткого замыкания в зависимости от типа клещей до 33—46 кА.
Потребляемая мощность на этом оборудовании снижается в 8—9 раз. Масса клещей такого типа из-за сварочного трансформатора возрастает и достигает 105—112 кг.
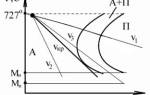
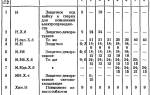
На этом оборудовании сваривали образцы из стали 10Г2Б. Для металла средних толщин применяли относительно мягкие режимы с пульсирующим включением тока (табл. 11). Хорошие результаты достигнуты при соотношении длительности импульса сварочного тока и паузы 9 : 3. Модуляция сварочного тока 0,4— 0,65 надежно исключала выплески в процессе сварки.
Виды сварочных работ для грузовых автомобилей
Необходимость проведения сварочных и токарных работ при ремонте грузовых автомобилей иностранного производства
Транспортные средства иностранного производства, которые предназначены для перевозки различных грузов в больших объёмах, нуждаются в проведении периодических ремонтных работ и сервисного обслуживания. Для этого необходимо использовать запасные части и различные детали, которые можно изготавливать в небольших объёмах посредством их механической обработки на специальном оборудовании. При этом осуществляются сварочные и токарные работы, при помощи которых можно изготовить нужные детали и узлы для восстановления технических параметров транспортных средств.
Выполнение токарных и сварочных работ требует использования труда квалифицированных работников, имеющих определённый опыт в данной сфере. Эти работы, как правило, проводятся на станциях технического обслуживания, где происходит диагностика и ремонт грузовых автомобилей различных марок. Необходимо отметить, что данные работы могут выполняться на различных видах оборудования, в зависимости от марки транспортного средства. Как правило, компании-производители грузовых автомобилей дают рекомендации относительно использования того или иного оборудования в ходе проведения сварочных или токарных работ.
Особенность сварочных работ
Сущность сварочных работ состоит в том, что при помощи специального сварочного аппарата осуществляется соединение между собой металлических деталей. Такие соединения отличаются высокой прочностью и стойкостью к воздействию вредных факторов окружающей среды. Необходимо отметить, что существуют свои особенности при сваривании деталей, которые изготавливаются из чёрных и цветных металлов. Особое внимание необходимо обращать на сваривание деталей, которые изготовлены из разных материалов.
Сварочные работы бывают различных видов, в зависимости от особенностей их осуществления:
- электродуговая сварка;
- аргонно-дуговая сварка;
- контактная сварка;
- газовая сварка и т.д.
Каждая из данных разновидностей сварочных работ имеет свои положительные и отрицательные стороны, так что в каждом случае необходимо взвешивать все критерии перед тем, как приступать к сварочным работам.
Особенность токарных работ
Токарные работы заключаются в том, что осуществляется обработка металлических заготовок таким образом, что с помощью резца с их поверхности срезаются лишние слои до получения необходимой формы. Данная форма может быть различной: конусообразной, кольцеобразной, в виде зубчатых колец и т.п.
В ходе выполнения токарных работ можно изготовить различные детали: начиная от самых простых гаек и болтов, и заканчивая сложными валами и резьбовыми соединениями. Для этого используются специальные токарные станки, с помощью которых можно изготовить детали разных размеров, которые будут использоваться для ремонта грузовых автомобилей иностранного производства. Существует несколько разновидностей токарных работ, которые можно осуществлять на специальных токарных станках:
- вытачивание деталей;
- отрезание у заготовок тех или иных частей;
- обрабатывание отверстий посредством осуществления сверления, затачивания и зенкерования;
- нарезание резьбы, как внешней, так и внутренней.
Исходя из изложенного выше, можно отметить, что качественное и своевременное выполнение сварочных и токарных работ способствует тому, что снижаются расходы на ремонт и сервисное обслуживание грузовых автомобилей импортного производства.
Наши контакты:
+7 (499) 714-27-17
+7 (926) 664-14-41
О сварке кузова автомобиля можно прочесть тут.
Общие сведения
Рамой в автомобиле называется силовой каркас, выступающий основанием для крепления всех кузовных деталей, двигателя, коробки, приводов и т.д. Прибегать к такой технологии как сварка рамы, обычно следует при незначительных деформациях этой детали. Например, если образовались трещины, сколы, складки, то в данном случае, варить раму будет целесообразно. Однако, следует точно соблюдать технологию сварки, ведь от этого будет зависеть не только качество рамы, но и в будущем безопасность пользования автомобилем.
Выполнение ремонта и процесс сварки рамы грузовика
Очень часто, грузовые автомобили, например камаз, занимающиеся перевозкой больших грузов, могут выйти из строя прямо на трассе. Чтобы не допустить возникновения такой неприятной ситуации, следует постоянно контролировать в каком состоянии находится рама и производить своевременный ремонт этой детали.
Для того, чтобы в процессе сварки рамы грузового автомобиля, соединение получился прочным и надежным, нужно соблюдать ряд правил и требований.
- Первое, что стоит отметить, так это необходимость следить за тем, чтобы на том участке, где образуется шов, металл не перегрелся. Варить шов надо маленькими отрезками, длина которых не превышает показатель в 5 мм.
Обязательно выжидайте некоторое время, пока место сварки не остынет
- Далее нужно обработать кромки. Осуществляется это посредством плазменного резака либо болгарки, т.к. это наиболее подходящий вариант для резки металла.
- Осуществляя сварку рамы, следите за тем, чтобы переходы с дополнительного металла на основной были как можно более ровными. Следите за тем, чтобы не образовывались подрезы, т.к. именно этот дефект приведет к потрескиванию рамы. Помимо этого, корень должен провариваться по всей длине, иначе весь процесс будет бессмысленным.
- Учитывая тот факт, что со многими грузовыми автомобилями, которые не очень большие по размеру, работать достаточно сложно и рама очень часто склонна поломке, вне зависимости от качества выполненного шва, то здесь, есть только один выход – нужно усилить место поломки. Для этого подойдет швеллер и болтовое соединение.
Как сварить раму автомобиля своими руками
Прежде чем приступать непосредственно к процессу сварки, следует хорошо подготовить деталь. Важно верно определить повреждения, для этого надо снять все кузовные элементы и осмотреть пораженный участок. Место, где заканчивается трещина, надо засверлить. Это поможет предотвратить развитие повреждения.
Совет! Используйте сверла с диаметром 5 мм.
Подобные сварочные работы выполняются полуавтоматом.
Подробнее о процессе сварки. Как уже отмечалось, процесс сварки осуществляется в несколько проходов.
При первом проходе горелки – проваривается корень. Проварка осуществляется электродами, в качестве которых выступает проволока с толщиной в 1,2 мм с индексом Св08. Сварочные работы выполняются под воздействием тока в 100 А. На втором и третьем проходе, показатель тока должен быть 110 А с той же сварочной проволокой, при этом валики должны быть как можно тоньше и перекрывать собой друг друга. На четвертом проходе, ток увеличивается до 120 А.
Важно, чтобы варка проводилась без прерывания дуги. Только так вы сможете получить максимально ровный и качественный шов.
Обработка шва после сварки
Все швы после окончания сварочных работ нужно правильно обработать. Металл нужно защитить от негативного воздействия окружающей среды. Участок соединения надо отмыть, затем обработать пескоструйкой, обезжирить, прогрунтовать и покрасить.
В завершении стоит отметить, что сварка рамы грузовика – процесс, требующий концентрации и внимательности. Для того, чтобы шов получился максимально прочным и качественным, сварщик должен иметь некоторый опыт работы. Поскольку рама – это важная деталь, от которой зависит безопасность управления автомобилем. Не забывайте о безопасности и выполняя сварку, обязательно наденьте специальную защитную одежду. Если соблюдать все правила и требования, то в итоге вы получите максимально качественное соединение.
Серьезный кузовной ремонт невозможен без применения сварки. Благодаря этой операции можно восстановить поврежденные детали кузова авто, осуществить соединение отдельных элементов. Однако электродная точечная или аргонодуговая сварка имеет свои особенности, главная из которых – необходимость работы с тонким металлом. Какие способы ремонта кузова используют сегодня?
Электродуговая электродная сварка
Достаточно устаревший метод соединения кузовных панелей, когда-то использовавшийся не только при ремонте, но и в производстве. Такая сварка проводилась с помощью тонких электродов, при этом качество работ получалось невысоким. Одна из серьезных проблем — перегрев тонкого металла, а в ряде случаев и его сквозной прожиг. Сегодня сваривание кузовных деталей с помощью электродов практикуется довольно редко.
Точечная контактная сварка
Данный метод подразумевает сильное прижатие электродов рабочего устройства к кузову авто с одновременным нагревом, который происходит в очень короткий временной промежуток. В итоге металл соединяемых элементов плавится в одной точке и происходит их соединение. Преимущества точечной сварки:
- быстрота выполнения работ;
- получение аккуратного соединения;
- отсутствие громоздких и взрывоопасных баллонов.
Производители предлагают аппараты, не требующие прижимания обеих соединяемых деталей. Силу необходимо прилагать к одному элементу: второй прикасается к первому и подсоединяется к массе аппарата. Его удобно использовать при невозможности доступа к обратной стороне одной из деталей.
Но у точечной сварки есть и минус: незащищенность от коррозии областей сварки. Решить проблему можно путем применения специального грунта (в его составе есть цинк, проводящий электричество), который наносится между соединяемыми панелями. После того, как детали будут соединены, защитой места сварки «займутся» ионы Zn.
Сварка MIG/MAG
Наиболее популярный метод соединения кузовных элементов. Представляет собой соединение деталей посредством плавящегося электрода, роль которого играет алюминиевая проволока, намотанная на барабан. В рабочую зону она подается автоматически, достаточно запустить горелку и нажать на ее рукоятку. Одновременно подается инертный газ аргон, обдувающий ванночку и предотвращающий окисление места сварки. Многим не нравится такой полуавтомат из-за его громоздкости: действительно, сам аппарат, баллон и барабан с проволокой снижают мобильность системы. Но аргонодуговая сварка имеет свои плюсы:
- отсутствие ядовитых паров при работе;
- легкость зажигания и удержания электрической дуги (данное преимущество особенно хорошо проявляется на инверторах);
- минимальный расход проволоки;
- есть возможность соединения очень тонких металлических листов.
Сваривание аппаратами MAG подразумевает использование в качестве защиты сварной зоны углекислого газа. Принцип работы здесь такой же, что и в системе MIG, вся разница в том, что в баллон закачивается не аргон, а более дешевый химический элемент. Данный способ отличается простотой, но есть ограничения: аппаратами MAG можно сваривать низколегированные и легированные стали.
В заключение стоит отметить, что профессиональные сварочные аппараты способны работать в обоих режимах: MIG и MAG, то есть возможна аргонодуговая сварка и углекислотная. Подобные устройства являются многофункциональными: в них можно в широком диапазоне регулировать ток, использовать расходный материал – проволоку – любого диаметра (обычно 0,5-4 мм), что важно при сваривании деталей разной толщины.
Ремонт рамы грузовика Volvo с заменой несущих элементов. Как это было?
Один из способов ремонта — частичная замена несущих элементов. Компания «Белмагистральавтотранс» пригласила журналиста Грузового Ру понаблюдать за всеми этапами ремонта рамы тягача Volvo.
Cедельный тягач Volvo доставлен на участок правки рам
ОАО «Белмагистральавтотранс» — многопрофильная компания из Беларуси, которая более 35 лет работает в сфере международных грузоперевозок, автосервиса и экспедирования. Автосервисный центр включает в себя СТО Volvo и СТО по ремонту полуприцепов.
Установка индукционного нагрева Josam
Участок правки рам, на котором и будет осуществляться ремонт, открылся в 2013 году. Все работы производятся на шведском оборудовании Josam. Сегодня открыта 810-я заявка. Иван Горбель, начальник участка рассказал, что они ремонтируют не только тягачи, но и прицепы, полуприцепы и самосвалы. Приходилось ремонтировать как-то и пикап Toyota Tundra. Гарантия на выполненные работы — полгода.
Инструментальный стенд участка правки рам
Что сломалось и почему?
У пригнанного на ремонт тягача деформирована задняя часть лонжеронов рамы (горизонтальный изгиб), причем правый лонжерон имеет двойной порыв верхней полки, локальную деформацию и кручение. Весь «букет» сконцентрировался на коротком участке от ССУ (седельно-сцепного устройства) до крайней поперечины. Плюс центральная поперечина тоже деформирована. Вышеуказанные повреждения привели к нарушению положения заднего моста, соответственно, и к повышенному износу резины и сайлентблоков. Ко всему прочему из-за этой поломки корму автомобиля тянет на встречную полосу, водителю приходится постоянно подруливать, увеличился расход топлива и т.д. Даже 8-миллиметровые регулировочные шайбы не спасали ситуацию.
Шашки внутренней стороны выедены неравномерно
«Автомобиль попал в ДТП. Его доставали подручными средствами, а не эвакуатором, что и привело к основным поломкам. Затем пытались исправить ситуацию в «кустарных» условиях. Верхнюю часть лонжерона грели автогеном, в результате выжгли содержащийся в стали углерод, без которого материал потерял свои свойства и попросту превратился из конструкционной стали в железо«, — прокомментировал начальник участка. Именно по этой причине лонжерон выровнять невозможно. Специалисты станции приняли решение удалить заднюю часть рамы, заменив ее на другую.
Деформированный правый лонжерон
«Семь раз отмерь…»
Для того чтобы приступить непосредственно к ремонту, у седельного тягача демонтируется вся проводка, снимается седло, топливные баки и блок управления, «выкатывается» задний мост. После чего специалисты приступают к замерам и расчетам.
Топливный бак седельного тягача
В связи с тем, что концерн Volvo выпускает автомобили различных комплектаций, 100% идентичного донора найти весьма проблематично. В нашем случае донорская рама тоже была неидентична по отношению к раме ремонтируемого грузовика. В частности, отверстия для крепления навесного оборудования были разные, отличную форму имели задние поперечины и окончания лонжеронов. Все это усложняло и без того трудную работу по совмещению двух рам. В конце всего ремонта Иван Горбель признается: «Сделать точные замеры и расчеты оказалось самой трудной задачей. Рамы разные, в некоторых местах шаг отверстий другой, приходилось искать базовые точки и от них вымерять. Здесь мы применяли поговорку: семь раз отмерь, один раз отрежь«.
Процесс замеров
Усилители для надежности
Чтобы соблюсти горизонтальное расположение рамы и избежать опрокидывания передней части автомобиля, установили домкраты и подтянули к ним раму ремнями, закрепленными к силовому полу. И только после этого плазморезом удалили ненужную часть рамы.
Установили домкраты
Удаление части рамы при помощи плазмореза
Рама грузовика разрезана
Далее специалисты приступили к совмещению двух рам. Первым делом нужно было закрепить усилители на место стыковки лонжеронов. Это необходимо для большей надежности конструкции.
Усилители
Процесс оказался длительным и кропотливым. Нужно было замерять, размечать, делать точные расчеты, прикреплять донорскую раму, подгонять, снова делать замеры и метки, потом демонтировать раму, сверлить отверстия под монтаж навесного оборудования и топливопроводов. После всех необходимых манипуляций усилители надежно стояли на своем месте.
После нанесения разметки донорская рама вновь демонтируется
Размеченные усилители
Установка усилителей ( в руках специалиста — пневмогайковерт)
Меняем поперечину
Как уже упоминалось ранее, поперечины двух рам были разными, поэтому прежде чем варить части рамы, нужно было заменить поперечину. Извлекли неподходящую, а поперечину от старой части рамы вставили, разжав задние лонжероны гидравлическим цилиндром. Из-за этой вынужденной процедуры расстояние между лонжеронами сзади оказалось шире на 5 мм, чем спереди. Недопустимые искажения вскоре были исправлены при помощи башен. Наконец обе части рамы готовы для воссоединения.
Демонтаж поперечины
Соединение несущих элементов
Чтобы получить цельную раму, рабочие взялись за сварку. После этого зачищались швы и лонжероны, поверхность рамы и усилителей обрабатывалась цинкосодержащими средствами, грунтовалась и окрашивалась.
Фрагмент готового лонжерона
Перед финишной прямой
«Опять-таки из-за того что донорская рама была неточно подобрана, нам пришлось наращивать кормовую часть грузовика, — поделился информацией собеседник. — Это необходимо для того, чтобы машина соответствовала своей идентификации«.
Наращивание кормовой части
Готовая часть кормы
После выполнения всех сварочно-монтажных работ при помощи лазерного оборудования проверили положение заднего моста и выполнили его регулировку (на этот раз хватило миллиметровых шайб). Далее на очереди — поэтапная сборка грузового автомобиля.
Ремонт закончен!
К последнему (шестому) дню не успели только увязать электропроводку. С самого утра приступили к ее сборке и подключению. Когда все было готово, проверили геометрию грузовика. Никаких нарушений не выявлено, а это значит, что тягач Volvo готов к эксплуатации!
Тягач Volvo почти готов к эксплуатации
Грузоподъемность увеличилась, но…
По словам И. Горбеля, «грузоподъемность седельного тягача увеличилась на 20-30%, но по сути это не играет никакой роли, потому что допустимая масса автопоезда осталась неизменной«.
V-образная тяга
Еще на стадии демонтажа были выявлены некоторые неисправности. Шаровое соединение V-образной тяги имело большой люфт, поэтому пришлось заменить тягу. А когда снимали аккумуляторные ящики, обнаружилось, что некоторые клеммы практически сгнили, нужно было менять провода. Все дополнительные работы согласовывались с заказчиком.
Рама как новая!
К слову, ремонт грузового автомобиля обошелся клиенту в 1 500 долларов. В стоимость не входили донорская рама и расходные материалы. Срок выполнения — 6 дней.
Этапы восстановления деталей кузова автомобиля сваркой и наплавкой
Износ элементов механизмов происходит неравномерно. При этом из-за небольшого по сравнению с размерами детали повреждения, теряется ее работоспособность. Соответственно ухудшается или прекращается функционирование узла или даже всего механизма.
Из методов реставрации металла восстановление деталей сваркой и наплавкой стоит на первом месте по распространенности. Главных причин две:
- Восстановление исходных свойств элемента.
- Относительная дешевизна.
В статье мы остановимся на практическом применении методик восстановления, применительно к кузовным сварочным работам легковых и грузовых автомобилей.
В чем заключается ремонт?
Процессы сварки и наплавки принципиально отличаются мало. В первом случае расплав используется для соединения частей. Во втором выступает рабочим слоем, который наносят на поверхность детали, с целью восстановления ее первоначальных размеров.
Бывают ситуации, когда эти функции совпадают. Пример — восстановления днища кузова автомобиля, поврежденного коррозией. При этом, сильно разрушенные места заменяются листами металла, трещины и отверстия восстанавливаются наплавкой.
В других случаях, выработка на оси, либо обойме детали кузова полностью реставрируется методом наплавки. Одновременно сваркой может быть устранена (к примеру) трещина на этом же элементе.
Еще один пример: сварка рамы грузового автомобиля. Здесь свариваются элементы несущего каркаса, где возникли трещины, а наплавляются места выработок в проушинах и пазах крепления узлов, тяг, осей и пр.
Что касается износа железа, выбрать ремонт наплавкой не всегда целесообразно. Если автомобильный завод выпускает необходимые узлы, ремонт может свестись к вырезанию изношенной детали с последующей приваркой новой.
Как правило сварка кузова автомобиля применяется чаще чем наплавка на его деталях. Причина — характер износа, вызванный схожестью причин повреждений при эксплуатации.
Применяемое оборудование
При всем разнообразии методики работ и инструментального обеспечения, классификация сварки при ремонтах автомобилей сводится всего к двум типам:
- Электрическая, преимущественно дуговая с использованием защитных газов либо флюсов.
- Газовая, с применением ацетилена или пропана.
Электрическая подразделяется на ручную, полуавтоматическую в среде инертных газов, под флюсом и пр.
Существуют и другие способы, например сварка лазерная, трением, диффузионная. Однако для ремонтов автомобилей они практически не используются.
В некоторых случаях используется такая разновидность сварки, как пайка. Применяют ее для ремонта повреждений патрубков из цветных металлов, блоков радиаторов, деталей оборудования рефрижераторов, выполненных из тонкой меди.
Какой сваркой лучше варить кузов автомобиля зависит от характера повреждений, а также особенностей места или детали, которую необходимо восстановить.
На сегодня выполнение основного объема работ осуществляют с помощью электричества. Газосварка, некогда бывшая чуть ли не единственным способом ремонта, на сегодня используется для соединения деталей из тонкого металла.
Кроме того, кислородно-ацетиленовая сварка по-прежнему популярна там, где к кузову крепятся различные тяги, создающие динамические нагрузки.
Из электрических приборов для небольших, ремонтов применяется сварка автомобиля инвертором, обычным ручным сварочным аппаратом. Для тонких работ, требующих высокого качества, а также наплавки используют полуавтоматы с углекислым или инертным газом.
С распространением алюминиевых и титановых сплавов арсенал механиков по ремонту пополнился аппаратами дуговой сварки неплавким электродом в среде инертных газов. С подачей плавящегося присадочного прутка рукой либо автоматически.
Требования к подготовке детали
Качество восстановления во многом зависит от того, насколько правильно мы будем готовить деталь. Это касается сварки, а особенно наплавки.
Металл тщательно зачищают от ржавчины с помощью угловой шлифовальной машины (УШМ), более известной как «болгарка». Либо ручной щеткой. При необходимости снимают фаску или выравнивают.
В ответственных случаях, при наплавке, пайке поверхность обезжиривают.
Хороший эффект дает обработка пескоструйными либо гидроабразивными аппаратами.
Трещины разделывают заточными дисками УШМ на всю глубину, чтобы получить на их месте V-образные канавки. Толстый металл обрабатывают с двух сторон. На их концах для устранения напряжений, предотвращения дальнейшего развития сверлят сквозные отверстия диаметром 4-6 мм.
Перед тем как наплавлять отверстия, их края зенкуют с одной либо двух сторон, при наличии резьбы ее высверливают.
Учитывая, что сварка авто электродом либо газовым пламенем, создает высокую температуру следует позаботится о сохранности примыкающих элементов отделки, эл. оборудования, пластиковых деталей.
Для этого снимают ремонтируемый элемент либо детали, могущие быть поврежденными. Если это по каким-либо причинам невозможно, применяют меры к их защите (закрывают, обкладывают мокрой ветошью).
Используемые электроды
Подбор электродов либо сварочной проволоки осуществляется исходя из трех параметров:
- Вида металла.
- Необходимой толщины детали либо слоя наплавки.
- Уровня ответственности восстанавливаемой детали.
Выполняя кузовной ремонт полуавтоматом с углекислотой используют порошковую сварочную проволоку, омедненную либо простую.
Наплавку слоя с высокими характеристиками по твердости выполняют электродами типа Т-620, с толстой обмазкой включающей графит, карбид бора и пр.
Необходимый диаметр электрода подбирают исходя из толщины свариваемого металла, по специальным таблицам.
Алюминиевые детали соединяют газовой (кислородно-ацетиленовой) либо дуговой сваркой. В последнем случае применяются электроды типа ОЗА-2. При технологии с неплавящимся вольфрамовым электродом, используют в качестве присадки пруток соответствующего алюминиевого сплава.
При наплавке изношенных деталей двигателя для получение легированных покрытий применяют проволоку типа Нп-65, с высоким содержанием углерода. Работы ведут под флюсом, в среде инертных газов.
Способы сварного ремонта кузовов легковых и грузовых автомобилей
Для сварки кузова как легковых авто, так и грузовозов используют самые различные технологии. Принципиально все они сводятся к электрической дуге либо раскаленной струе газа, но при этом нередко имеют существенные технологические отличия.
Ручной дуговой
Для работы применяют аппараты как переменного, так и постоянного тока. К первым относятся сварочные трансформаторы различны типов. Вторые представлены сварочными машинами и генераторами.
Трансформатор дает неустойчивую дугу, требует значительной силы тока на диаметре электрода (эта характеристика называется плотностью тока). При этом растет температура дуги, что чревато прожогом и перекаливанием.
Эта опасность для старых сварочных трансформаторов была актуальной, да и сейчас на вопрос: можно ли варить машину электросваркой, не всегда дают положительный ответ. Как минимум, если речь идет о самодельных устройствах либо обычных сварочных трансформаторах.
Ситуация изменилась с появлением инверторных аппаратов, но для соединения элементов из тонкого металла этот тип соединения применяют ограничено.
Как правило таким способом делают ремонт массивных деталей, наподобие станин или узлов из толстого металла, например — глушителей.
Автоматическая наплавка под флюсом
Используется достаточно широко для ремонта промышленного оборудования, особенно уникального. Для автомобильных ремонтов распространение невелико обычно, для восстановления путем наплавки деталей вращения (к примеру — распредвала).
Смысл метода заключается в том, что сварочная дуга горит не открыто, а под слоем специального порошка — флюса. Он защищает металл от окисления и соединения с азотом воздуха. Шов или слой наплавки по качеству не уступает исходному металлу, а при использовании специальных электродов может превосходить его по твердости и износостойкости.
Вибродуговой метод
Как и наплавка под флюсом применяется исключительно в заводских условиях, поскольку требует громоздких установок, обеспечивающих точное позиционирование детали.
Смысл заключается в колебательных движениях плавящегося электрода с частотой 100-120Гц, при напряжении 12-18 Вольт. При этом наплавка выполняется крохотными частичками металла с одновременным охлаждением.
В газовых защитных средах
Метод дающий наиболее качественный результат в условиях станций технического обслуживания и ремонтных мастерских.
Сварка либо наплавка ведется в среде инертного газа с помощью неплавящегося электрода (TIG), либо плавким электродом в окружении инертного, либо активного газа (MIG/MAG сварка соответственно).
Позволяет получать соединение, не уступающее выполненному в заводских условиях. Но главное с помощью этого метода автомобилистам впервые стал доступен текущий ремонт деталей, изготовленных из титановых и алюминиевых сплавов, высокопрочных легированных сталей.
Полуавтоматические способы
Один из наиболее популярных на сегодня методов, используемых небольшими мастерскими и частными мастерами.
Процесс ведется на воздухе либо под углекислым газом. В качестве плавящегося электрода используется сварочная проволока нужного состава. Подается она, сматываясь с катушки, по мере необходимости.
При этом даже устройства бытового уровня способны автоматически подстраивать скорость подачи проволоки в зависимости от силы дуги.
Альтернативная технология восстановления под давлением
Для восстановления деталей под давлением наплавка либо сварка не требуется. Деталь лишь предварительно нагревают до пластичности.
Смысл метода в изменении геометрических размеров деталей при их деформации. Различают три основных способа:
В первом случае при сжатии цилиндрических деталей типа втулок, с уменьшением высоты уменьшается внутренний диаметр. Обжатием деталь уменьшаю боковыми деформациями, а при обсадке наоборот — увеличивают (см. рисунок фото 8)
В некоторых случаях такие операции дополняют либо предваряют наплавкой.
Особенности сварки рамы грузовых автомобилей
Сварка деталей грузовика и легковой машины принципиально одинакова. Несущественные различия вызваны разной толщиной металла кузова.
Другое дело, когда речь идет о том, как правильно сварить сломанную раму на грузовике воспринимающую нагрузку перевозимого груза, порой весящего не меньше, чем сама машина.
При значительных повреждениях, вызванных авариями либо неправильно эксплуатацией целесообразно вырезать деформированный участок, заменив его целым.
При этом следует использовать исключительно методы, не перекаливающие металл.
При наплавке трещин их предварительно обрабатывают как рассказывалось в разделе о подготовке. Затем шов зачищают, а участок дополнительно усиливают металлической накладкой.