Содержание
- Сварка латуни. Как сваривать латунь?
- Основная трудность при сварке латуней
- Подготовка латунных деталей к сварке
- Выбор присадочного материала для сварки латуни
- Флюсы для газовой сварки латуни
- Техника сварки латунных изделий
- Качество сварки латуни различных марок
- Технология сварки латуни в домашних условиях — этапы, инструменты, материалы
- Технология
- Безопасность
- Сварка латуни – сложный, но вполне выполнимый процесс
- 1 Сварка латуни – общая информация
- 2 Дуговая сварка сплавов меди и цинка, электроды для нее
- 3 Сварка латуни аргоном – эффективная современная технология
- 4 Газовая сварка изделий из латуни
- Как варить латунь
- Особенности при сваривании цинксодержащих сплавов
- Технология сварки латуни дугой
- Технология сварки латуни полуавтоматом
- Подготовка материалов перед сваркой
- Оборудование для сварки латуни
- Пошаговое описание процесса сварки
- Особенности пайки латуни в домашних условиях: припой и оборудование
- Суть технологии и ее особенности
- Виды латуни
- Приготовление своими руками
- Паяльником
- Использование горелки
- Этапы проведения работ
- Заключение
Сварка латуни в домашних условиях
Сварка латуни. Как сваривать латунь?
Сварка латуни может осуществляться всеми известными способами сварки. Во многом, процесс сваривания латуни подобен процессу сварки меди. Сварка латунных листов применяется, в основном, при изготовлении приборов для химической промышленности. Профильный прокат предпочтительнее сваривать с помощью контактной сварки. Латуни различных марок содержат в своём составе цинк и другие элементы. И содержание легирующих элементов влияет на свариваемость латуни и изменяет её физико-химические свойства.
Основная трудность при сварке латуней
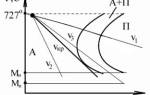
Основная трудность при сварке латуней различных марок связана с интенсивным кипением и быстрым выгоранием цинка. Цинк имеет низкие температуры плавления (419°C) и кипения (905°C), намного ниже, чем температура плавления основного металла (от 700°C до 1000°C) и это становится причиной выгорания и испарения цинка. Выгорание цинка происходит по реакции: 2Zn+O 2 =2ZnO.
Большая часть цинка в составе латуни в процессе сварки улетучивается. Часть цинка, соединяясь с кислородом, образует окись цинка ZnO, которая представляет собой белый порошок. Этот порошок покрывает большую часть металла в зоне термического влияния и другие участки вблизи шва, а также открытые части оборудования, находящиеся на рабочем месте.
Кроме того, испарения ZnO очень опасны для человека, поэтому техника безопасности при сварке латуни требует использовать респираторы в процессе сварки. Некоторые технологические приёмы позволяют свести к минимуму выгорание цинка, но даже с учётом этого, при всех основных видах сварки выгорание составляет 25-30% и это приводит к появлению дефектов в сварных швах в виде большого количества пор.
Несмотря на схожесть сварки латуни со сваркой меди, большое содержание цинка требует производить сварку таким образом, чтобы обеспечить отсутствие пор в сварном шве и уменьшить угар цинка.
Подготовка латунных деталей к сварке
Благодаря тому, что теплопроводность латуни ниже, чем у меди, при сварке латуни малых и средних толщин предварительный подогрев не требуется. При сварке латуни большой толщины, желательно проведение местного предварительного подогрева.
Разделка сварных кромок под сварку в стык выполняется, исходя из толщины свариваемого металла. При сварке латунных листов, толщиной до 1,5мм рекомендуется, по возможности, выполнять отбортовку листов. Высота отбортовки равна удвоенной толщине свариваемого металла.
При сварке латуни толщиной 1,5-6мм допускается не подготавливать сварные кромки при этом, между свариваемыми деталями должен быть зазор 1-2мм. В случае применения подкладок зазор допускается увеличивать до 3-4мм. Для обеспечения полного провара по всей толщине металла применяют двустороннюю заварку.
При толщине свариваемой латуни 6-25мм выполняют V-образную разделку сварных швов, хотя более предпочтительной является X-образная разделка (если это возможно) с углом раскрытия 30-45° с обеих сторон. Стыковые кромки следует притупить. Величина притупления 4мм. При увеличенных зазорах качество сварных соединений снижается. А при малых зазорах и длинных сварных швах увеличиваются напряжения в сварной конструкции, что приводит к её деформации.
Выбор присадочного материала для сварки латуни
Выбор той, или иной марки присадочного материала сильно влияет на протекание процесса сварки латуни. В таблице, приведённой ниже, указан состав наиболее применяемых присадочных проволок:
Часто для сварки обычных латуней выбирают присадочную проволоку марок Л62 и Л68. Данные марки не предотвращают выгорание цинка, но качество сварки получается хорошим, сварные швы прочные и хорошо сформированные.
Главным недостатком при сварке латуни обычных является большое количество дефектов в сварных швах в виде пор. Чтобы получить более плотный шов и улучшить прочностные и технологические характеристики, рекомендуется выбирать латунную проволоку, легированную элементами раскислителями. Хорошими раскислителями являются алюминий, кремний, никель, марганец и, иногда, серебро.
Присадочный материал №1 содержит бор и является самофлюсирующим. Выбор данного присадочного материала позволяет исключить применение флюса и увеличивает время сварки на 20-40% по сравнению со сваркой под флюсом.
Присадочные металлы № 2 и 3 — кремнистые латуни. Они обеспечивают малодымный процесс сварки. При их применении угар цинка составляет всего 2%. Присадочный материал №4 содержит цинк и обеспечивает бездымный процесс сварки. Материал №4 был разработан, в первую очередь, для сварки чугуна или стали с латунью, но может успешно применяться для сварки легированных и нелегированных латуней.
Материалы №5 и6 применяются при сварке латуней марок Л62 и Л68 с порошковыми или газовыми флюсами.
Составы №8, 9, 10 содержат олово и кремний в своём составе олово и кремний. Эти материалы показывают наилучшие результаты при ацетиленокислородной сварке латуни. Применение такой присадочной проволоки позволяет получить высокую коррозионную стойкость сварного соединения в морской воде.
Флюсы для газовой сварки латуни
Для газовой сварки латуни применяют те же флюсы, что и для газовой сварки меди. Но наиболее хорошие результаты получаются при применении флюсов следующих составов:
1. Бура (Na 2 B 4 O 7 ) — 100%;
2. Бура (Na 2 B 4 O 7 ) — 50% и борная кислота H3BO3 — 50%;
3. Бура (Na 2 B 4 O 7 ) — 20% и борная кислота H3BO3 — 80%.
Эти флюсы способствуют очистке сварных кромок, препятствуют окислению расплавленной ванны.
По данным Асиновской Г.А., хорошие результаты получаются при выборе газового флюса марки БМ1, имеющим в своём составе 70-75% метилбората B(OCH 3 ) 3 , 25-30% метилового спирта CH 3 OH. Применение этого флюса полностью предотвращает выгорание цинка и образование паров ZnO.
Расход флюса БМ1 составляет всего около 30г на килограмм жидкого металла. При избыточном количестве данного флюса качество сварки снижается из-за повышенной пористости шва, т.к. удаление газов из металла шва затрудняется. Расход порошкового флюса получается 25-30г на килограмм наплавленного металла.
Техника сварки латунных изделий
Сварку латуни выполняют с максимально возможной скоростью. Рекомендуемая скорость сварки составляет 0,15-0,25 м/мин, в случае выполнения однослойных сварных швов. При меньшей скорости резко возрастает риск образования большого количества пор в металле шва.
При сварке латуни больших толщин, соединяемые детали устанавливают под углом 10-15° к горизонту и сварку ведут снизу вверх, на подъём. Желательно, при этом, выполнять сопутствующий подогрев. Сварку швов большой длины выполняют обратно-ступенчато. Чаще всего сварку производят нижним швом, но допускается и вертикальный шов. Потолочные швы обычными способами сварки не выполняются из-за повышенной жидкотекучести латуни.
При сварке не в нижнем положении, необходимо применять легированную присадочную проволоку, иначе получившийся сварной шов будет пористым. Однако, по данным исследований Асиновской Г.А., при использовании газового флюса (например, БМ1) и кремнийсодержащей латуни в качестве присадочного материала, сварку допускается выполнять в любом положении.
Сварку латуни рекомендуется выполнять, располагая присадочную проволоку под углом 15-30% к свариваемым кромкам. Горелку следует держать под углом 70-80° к изделию. Сварку производят без поперечных колебаний. При этом присадочный пруток, или проволока, должна находиться над расплавленной ванной, в пламени горелки. Не допускается погружение прутка в расплавленную ванну. Расплавляясь в пламени горелки, он каплями стекает в него.
Качество сварки латуни различных марок
Прочность сварных соединений и качество сварки разных марок латуни различна. На качество сильно влияет присадочный материал. В таблице представлены средние показатели прочности сварных соединений латуни разных марок:
Технология сварки латуни в домашних условиях — этапы, инструменты, материалы
Мастера-новички или просто те, кто впервые сталкиваются со сваркой цветных металлов, нередко сталкиваются и со сопутствующими осложнениями. Например, в процессе сваривания латуни, некоторые ее свойства изменяются относительно высоты температуры.
Когда результат получается не такой, какого ожидалось, многие мастера впредь не горят желанием работать с этим видом металлов.
Латунь – это сложный металл по составу. Поэтому многие решают, что сварка латуни требует затратного подхода (например, контактная сварка). Но идти в ва-банк необязательно.
При наличии знаний и инструментов, работу можно выполнить и дома в гараже. Одним из таких несложных способов есть полуавтоматическая сварка аргоном и проволокой. Как раз об этой технике мы и поведём речь дальше.
Латунь как вид цветных металлов, используется часто. Она состоит преимущественно из меди и цинка. Причём, доля последнего может превышать 50% всего состава. Цинк улучшает свойства латуни, делая материал удобным для применения, а цену – доступной.
Основными элементами состава латуни есть медные и цинковые заготовки. Но при выработке этого металла в специальных индукционных печах используют разные легирующие добавки: олово, алюминий, свинец, кремний.
Они существенно улучшают характеристики латуни, делают её более комфортной в применении: метал легче обрабатывать, стойкость к коррозии увеличивается, а сам цинк испаряется меньше.
Да, легирующие компоненты положительно влияют на свойства латуни. Но каково бы нибыло их количество, в процессе сварки все равно возникают трудности. О том, каковы причины осложнений и как сними бороться, мы и расскажем ниже.
Некоторые особенности латуни мешают добиться хорошего качества работы. У новичков швы получаются нестойкие и пористые независимо от того, где реализовался процесс (дома или в специальном помещении).
Основное препятствие – это быстрое испарение цинка в процессе сварки. Так как цинк плавится уже за 400 градусов по Цельсию, высокие температуры во время сварки способствуют выработке некоторых летучих веществ.
Они взаимодействуют с кислородом, оставляя на поверхности налёт в виде белого порошка.
Именно этот налёт мешает специалисту сделать ровный качественный шов. Чтобы решить эту проблему, вам нужно правильно выбрать режим сварки.
Технология
Перед процессом сварки все детали обязательно нужно подготовить к работе. Иногда рекомендуют накалить полностью все заготовки, но это время затратная и муторная процедура.
Достаточно разогреть только широкие детали на местах стыков! Зачистку можно делать только на тех элементах, толщина которых превышает 5 миллиметров. Что касается кромки, то тут прорабатывать края нужно на деталях любого вида и размера.
Важным этапом является процесс очищения. В обязательном порядке нужно избавиться от загрязнений, остатков краски или следов коррозии. С помощью проволоки и защитного газа можно сваривать латунь полуавтоматом.
Проволоку подойдёт латуневая, присадочного типа. В качестве газа отличным вариантом будет аргон. Обычно в строительных маркетах легко подобрать всё необходимое.
Мы советуем выбирать комфортные и компактные размеры, с которыми вы сможете справиться самостоятельно. Например, вместо громоздкого баллона с аргоном, можно выбрать небольшой, вместимостью 10-15 литров.
Подключать полуавтомат следует только после того, как проволока уже присоединена к горелке. Затем можете установить режим прямой полярности и постоянного тока. Сварочную проволоку можно подавать с помощью ручного режима или автоподачи.
Но если это дело для вас в новинку, то удобнее использовать автоматический вариант. Латунную проволоку лучше плавить равномерно, а стык следует тщательно заполнить на все 100.
Следите, чтобы дуга оставалась длинной. Это поможет избежать возникновения изъянов в виде прожогов.
Испарение цинка обычно сопровождается сильным треском. Поэтому не удивляйтесь, если этот звук будет присутствовать во время работы. Будьте аккуратны и не отклоняйтесь в стороны, пока ведёте горелку.
Плавно убирайте её только когда шов готов. При этом продолжайте подавать аргон в место сварки ещё 10 секунд.
Безопасность
Техника безопасности — это гарант вашего здоровья, если что-то пойдёт не так. Процесс сварки латуни сам по себе не опасен для мастера, даже если выполняется в не специализированных условиях, например, в домашней мастерской или гараже.
Но пренебрегать основными правилами защиты не стоит. Сварщик должен подобрать одежду из плотной ткани, спецобувь, которая не проводит ток, а также защитные маску и перчатки.
А вот что может навредить, так это испарения цинка, которые выделяются в процессе плавки! Чтобы обезопасить свои дыхательные пути всегда работайте в респираторе.
Подведем черту. Для сварки латуни вам нужны полуавтомат, сварочная латунная проволока и небольшой баллон с аргоновым газом. Относительно, это лёгкий вид сварки.
Поэтому сложности обычно появляются лишь у новичков. Не отчаивайтесь если что-то пошло не так.
Сварка латуни в домашних условиях – это преимущество. Ведь вам не нужно беспокоиться о контроле качества, неукоснительно придерживаться ГОСТов.
Следовательно, это хороший шанс попрактиковаться, чтобы достичь качественного результат в дальнейшем.
Сварка латуни – сложный, но вполне выполнимый процесс
Сварка латуни в домашних условиях, а также в производственных цехах осложнена тем, что при выполнении такого процесса отмечаются немалые испарения цинка.
1 Сварка латуни – общая информация
Латунь представляет собой трудно свариваемый сплав цинка и меди. В тех случаях, когда речь идет о специальных марках латуни, в такой сплав добавляют еще и никель, и свинец, и олово. При наложении сварочного шва на латунную поверхность отмечается активное выделение цинка, что становится причиной возникновения пор, уменьшающих прочность получаемого соединения.
Теплопроводность меди выше, чем теплопроводность латуни. При этом данный показатель у латунного сплава выше, чем у стали. Специалисты рекомендуют при обработке латуни выбирать мощность горелки такую же, как и при сварке стальных изделий: на 1 миллиметр металла – до 120 л/ч ацетилена. За счет такой мощности цинк не испаряется усиленными темпами, а сварочная ванна не перегревается. Как правило, мощность горелки берется тем меньше, чем больше в обрабатываемом сплаве содержится цинка.
При соединении с кислородом из воздуха пары цинка формируют оксид цинка. Это химическое соединение очень ядовитое, появляется оно при указанных условиях на поверхности изделия подвергаемого сварке в виде характерного налета белого цвета. Пористость латуни и интенсивность выделения паров цинка становится более интенсивным тогда, когда в сварочном пламени присутствует водород.
Чтобы нивелировать негативные процессы, производят регулировку пламени горелки так, чтобы избыток кислорода составлял не менее 25 процентов (лучше, если этот показатель будет находиться на уровне 35 процентов). Именно подобные характеристики пламени гарантируют снижение пористости соединительного шва. Но «чрезмерное» содержание кислорода становится причиной активизации процесса окисления цинка.
По этой причине необходимо использовать особую присадочную проволоку, которая бы имела мощный раскислитель. В большинстве случаев функцию указанного раскислителя выполняет кремний, способный восстанавливать окислы в сварочной ванне. При химической реакции восстановления отмечается образование оксида кремния. Его без труда можно удалить в шлак при помощи флюсов.
В целом изделия и поверхности из латуни сейчас соединяют следующими видами сварки:
2 Дуговая сварка сплавов меди и цинка, электроды для нее
Чаще всего для такого процесса используют электроды с ЗТ-покрытием. Их стержень сделан из бронзы, содержащей марганец и кремний (1 и 3 % соответственно), а покрытие из:
- порошкового алюминия (2,5 %);
- серебристого графита (16 %);
- марганцовой руды (17,5 %);
- ферросилиция (32 %);
- плавикового шпата (13 %).
Сварочный процесс данными электродами осуществляется при обратной полярности постоянным током. Причем для уменьшения выгорания цинка применяется короткая дуга. С обратной стороны под стык подкладывают асбестовую прокаленную подкладку, которая защищает его от вытекания металла. Разделка кромок не предусматривается, если свариваются листы толщиной менее 4 мм.
После выполнения сварочных мероприятий производится обязательная проковка шва с последующим его отжигом, позволяющим обеспечить мелкозернистую структуру металла и сделать его химический состав однородным. Отжиг ведется при температурах около 635 °С.
Допускается также дуговая сварка латунных поверхностей угольным электродом (прямая полярность, постоянный ток) с использованием специальных флюсов. К наиболее распространенному флюсу, который применяется многими предприятиями, относят состав БЛ–3:
- древесный уголь – 2,5 %;
- хлористый натрий – 12,5 %;
- криолит – 35 %;
- хлористый калий – 50 %.
Режим сварки с помощью угольного электрода зависит от толщины латуни. Так, для соединения изделий толщиной до 3 мм применяется ток от 180 до 200 А (сечение электрода – 6 мм), до 5 мм – ток от 240 до 270 А (10 мм), до 10 мм – от 400 до 450 А (18 мм), от 14 до 16 мм – ток до 550 А (20-миллиметровый электрод).
Добавим, что латунные изделия толщиной от 10 и более миллиметров сваривают с предварительным подогревом до 350 градусов, меньшей толщины – без подогрева.
3 Сварка латуни аргоном – эффективная современная технология
Перед аргонодуговой сваркой необходимо тщательно зачищать латунные поверхности до тех пор, пока на них не появится характерный металлический блеск. Использование азотной кислоты позволяет удалить все окислы с детали из латуни, а после этого ее желательно обдать горячей водой и хорошо высушить.
Описываемый тип сварочного процесса рекомендован для соединения латуней относительно большой толщины (не менее 5 мм). Электрод устанавливают в горелку (в токопроводящий механизм), аппарат включается и начинается операция сварки, которая сопровождается необычным треском, который вызывается выделением паров цинков.
Латунь соединяют электрической дугой отдельными валиками, а не методом сплошной варки, при которой есть очень высокая вероятность появления дырки на изделии. Когда заваривается кратер, рекомендуется уменьшать (постепенно) напряжение дуги, повышая ее длину, а затем медленно убирать ее на финальной стадии процесса в сторону.
Аргонодуговую сварку можно выполнять и своими руками, но при этом данный процесс должен осуществляться либо на улице, либо в оборудованных специальным образом помещениях, оснащенных мощными вытяжками, способными удалять ядовитые пары цинка. Не всегда указанные условия могут быть соблюдены домашними умельцами, поэтому самостоятельная сварка латунных изделий не рекомендуется.
Достоинства применения аргонодуговой сварки:
- не нужны электроды с дорогостоящим покрытием и флюсы;
- сварочный процесс признается по-настоящему качественным и одним из наиболее чистых;
- хорошая скорость выполнения операции;
- возможность получать конструкции высокого уровня эстетичности;
- защита кромки от разрезов;
- выдувание струей аргона отходов процесса.
4 Газовая сварка изделий из латуни
Используется в случаях, когда электрическая дуга не дает ожидаемой эффективности сварки. Газосварка гарантирует хорошее качество шва, но при ней отмечается испарение большого (до 25 процентов) объема цинка. Для снижения такого испарения обычно применяют окислительное пламя, благодаря которому формируется жидкая пленка оксида цинка, собирающаяся на поверхности ванны. Она не дает цинку поступать в воздух.
Газовая сварка производится с использованием следующих присадочных проволок, соответствующих Государственному стандарту 16130–72:
- ЛКБ 062-02-004-05. В ее составе: олово (от 0,3 до 0,7 %), медь (от 60,5 до 63,5 %), бор (от 0,03 до 0,1 %), кремний (от 0,1 до 0,3 %). Наличие бора исключает необходимость использования флюса, так как данный элемент отлично справляется с его функцией.
- ЛК 62-0,5. Проволока состоит из цинка, кремния (до 0,7 %) и меди (до 63,5 %, не менее 60,5 %). В этом случае требуется применять и флюс – буру, прошедшую процедуру прокалки.
Также российскими предприятиями часто используется специальный флюс БМ–1, включающий в себя:
БМ–1 поступает в ванну в парообразном виде и характеризуется следующими достоинствами:
- обеспечение безвредности выполнения сварочных работ;
- получение качественного шва;
- увеличение производительности процесса.
Как варить латунь
Сваривание латуни обычно применяется для производства различного оборудования, применяемого нефтехимической отраслью. В домашних условиях этот металл довольно редкий, так как относительной дорогой и необходимости острой в деталях из него не бывает. Но если что-то все же потребуется сварить, полуавтоматом это вполне реально в газовой среде с аргоном.
Свариваемость этого металла в большей степени зависит от количественного содержания цинка, как самого непригодного компонента для подобных работ, но все же при соблюдении технологии и сплавы с его относительно высоким содержанием могут быть надежно соединены.
Особенности при сваривании цинксодержащих сплавов
Отличительной чертой латуни, как сплава, в котором имеется цинк, является то, что этот металл очень быстро закипает, и как следствие, выгорает. В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
Она отличается от самого ближайшего к нему металла более чем в 2 раза. В результате реакции происходит образование сильного оксида, образующегося в виде белого порошка. Некоторая часть испаряется при кипении. Если не соблюдать технику правильной сварки, то она является значительной. Более того, эти испарения весьма опасны для человека.
При этом даже если технология полностью соблюдена, испарения составят порядка 30% и в структуре шва образуются поры. Главной задачей все сварщиков состоит в том, чтобы добиться сварки без пор.
Технология сварки латуни дугой
Технология сварки латуни во многом схожа с аналогичным процессом при работе с тем же алюминием. Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для работы подойдут следующие марки электродов: ESAB ОК 94.25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
Сила постоянного тока должна быть следующей: для 3 не более 120 А, для 4 не более 160 А. При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
Выбрав электроды и присадочный материал, можно приступать к сварке. При работе со всеми цветными металлами необходимо держать электрод перпендикулярно к плоскости сваривания. Это необходимо для того, чтобы ток равномерно распространялся по всей ширине и охватывал равные участки обеих деталей.
Дуга должна гореть в газовой среде – аргоне. Соответственно, для работы потребуется баллон с газом и специальный держатель с соплом.
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.
При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Подготовка материалов перед сваркой
Учитывая массу нюансов, с которыми мастер встретиться при сваривании деталей из латуни, в домашних условиях выполнить сварку будет сложно. Все же находятся умельцы, которые соединяют бронзу точно так же качественно, как и медь. Технология процесса заключается в следующем:
- Для сваривания деталей небольших толщин из латуни подогрев поверхностей не требуется, как в случае с алюминием. Это может пригодиться при работе с толстыми изделиями. Металл является менее теплопроводным, чем алюминий и медь.
- Чтобы шов был прочной по всей длине соединения, рекомендуется на листах толщиной до 1,5 мм выполнять отбортовку, чтобы присадочный материал покрывал стыкуемые части с наибольшей площадью. Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
- Работая с листами толщиной от 6 до 25 мм, потребуется в обязательном порядке выполнить предварительную подготовку торцов для сваривания. Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.
На этом подготовительные работы заканчиваются, можно приступать к самому процессу сварки.
Оборудование для сварки латуни
Наиболее предпочтительным оборудованием для сваривания изделий из латуни являются дуговые инверторы и электроды к ним. Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Также потребуется баллон с инертным газом. Для выполнения подготовки свариваемых деталей потребуется механический инструмент. С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
Пошаговое описание процесса сварки
- Сначала необходимо подготовить свариваемые детали: снять фаску, отбортовать.
- Для более качественного схватывания металла поверхности можно обезжирить.
- Толстые детали рекомендуется прогреть до температуры порядка 300 градусов.
- Начинается сам процесс сваривания. Двигаться необходимо снизу вверх небольшим точками, прерывисто.
- Необходимо следить за тем, чтобы проволока подавалась равномерно и с достаточной скоростью, что определяется опытным путем.
- Сварка выполняется в один проход с двух сторон соединяемых деталей.
- После каждого прогона при помощи щетки удаляется шлам, контролируется место стыка на предмет пористости.
При соблюдении технологии, качество сварного соединения существенно увеличивается.
Особенности пайки латуни в домашних условиях: припой и оборудование
Пайка латуни – востребованная технология, отличающаяся универсальностью подхода. В качестве рабочего инструмента можно использовать как паяльник, так и газовую горелку. Процесс не отличается особой сложностью и строгими требованиями. Изучив особенности технологии соединение латунных изделий можно выполнить даже в домашних условиях.
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Виды латуни
Существует два типа латуни, отличающиеся химическим составом:
- Двойная. Как следует из названия, сплав состоит из двух элементов – цинка и меди в различных пропорциях. Причем цинк играет роль легирующего элемента. Согласно техническим требованиям, такие составы имеют специальную маркировку, указывающую на тип сплава и процентное соотношение элементов. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
- Многокомпонентная. Специальные составы, содержащие множество примесей, состав которых зависит от области применения. К таким сплавам очень трудно подобрать оптимальный латунный припой, особенно не зная точного соотношения химических элементов в составе.
Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
Начинающие мастера не знают, какой припой для латуни выбрать, для достижения наилучших результатов.
Рассмотрим основные марки:
- Для пайки латуни и меди специалисты рекомендуют использовать припои медно-цинковой группы. При выборе следует обращать внимание на температуру плавления. Например, для ПМЦ-48 она составляет 880 Сº.
- Медно-фосфорные припои группы МФ отличаются доступной ценой. Эксплуатационные характеристики несколько ниже, чем у составов с добавлением серебра.
- Группа серебряных припоев ПСр относится к твердым сортам. Полученное соединение отличается высокой устойчивостью к механическим и вибрационным нагрузкам.
При пайке стали латунью используют сплав марки Л-63, который зарекомендовал себя лучше всего. Форма выпуска – проволока латунная для пайки. Его применяют исключительно для работы с твердоплавкими материалами.
Заслуживают внимания латунные припои с флюсом. Их стоимость выше, чем у классических составов, однако цена компенсируется удобством в применении и снижении количества брака в работе.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.
Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.