Содержание
- Может ли нержавеющая сталь ржаветь? Коррозия нержавеющей стали
- Виды коррозии нержавеющей стали
- Точечная (питтинговая) коррозия
- Что такое питтинг и чем опасна точечная коррозия металла?
- Внешнее проявление питтинговой коррозии
- Причины, инициирующие питтинг
- Особенности и схема развития питтинговой коррозии
- Форма питтингов
- Классификация питтинга
- Способы защиты от питтинга
- Коррозия нержавеющей стали или как убрать налёт с нержавейки?
Питтинговая коррозия нержавеющих сталей
Может ли нержавеющая сталь ржаветь? Коррозия нержавеющей стали
Виды коррозии нержавеющей стали
Несмотря на то, что высоколегированные стали называются нержавеющими, при определенных условиях они подвержены коррозии. Рассмотрим виды коррозии изделий из нержавеющей стали, а так же методы ее защиты.
Щелевая коррозия нержавеющих сталей.
Щелевая коррозия – это второй по распространенности вид повреждения нержавеющих сталей после точечной коррозии.
Щелевая коррозия возникает в тех местах, где между стальным изделием и другим предметом образуется небольшой зазор. В роли этого второго предмета обычно выступает изолирующий материал: уплотнитель или резиновая прокладка, хотя это может быть и металлический предмет. Геометрия зазора – решающий фактор начала развития щелевой коррозии. Зазор должен быть достаточно большим для проникновения химически агрессивной жидкости, но не настолько большим, чтобы материал мог вымываться из зазора течением или конвекцией жидкости.
Механизм образования щелевой коррозии хорошо известен. Первая стадия – это накопление в зазоре агрессивных ионов (таких как хлорид-ионы) и вытеснение кислорода из раствора внутри зазора. Это приводит к формированию анода в зазоре, а материал вне зазора становится катодом. Коррозия образуется в зазоре по двум причинам: во-первых, пассивная пленка разрушается из-за вытеснения кислорода, во-вторых, коррозионные реакции в анодной зоне вызывают изменение кислотности среды (со временем кислотность в зазоре возрастает).
Правильное проектирование – один из лучших способов избежать щелевой коррозии. Выбор материалов сравним с ним по важности. Щелевая коррозия наиболее интенсивна в кислотных условиях, в хлоридсодержащих нетекучих средах. Катодная защита может снизить уровень как точечной, так и щелевой коррозии, повышая щелочность анодного участка. Повышение текучести среды также уменьшит последствия обеих форм местной коррозии.
Другие пассивные материалы, такие как алюминий и его сплавы, чувствительны и к точечной, и к щелевой коррозии. Точечная и щелевая коррозия алюминия возникает аналогично коррозии нержавеющей стали.
Точечная коррозия – это вид крайне узко локализованной коррозии, приводящей к образованию небольших отверстий в металле. Движущей силой точечной коррозии служит недостаток кислорода в небольшой области. Эта зона становится анодной, в то время как зона избытка кислорода становится катодной, вызывая узко локализованную гальваническую коррозию. Коррозия этого типа имеет свойство проникать в глубь металла. Ограниченная диффузия ионов сохраняет местный недостаток кислорода. Этот вид коррозии весьма коварен, поскольку он не причиняет значительного вреда поверхности металла, при этом глубоко повреждая его структуру. Питтинги на поверхности металла зачастую скрыты продуктами коррозии.
Развитие питтинга начинается с небольшого поверхностного дефекта: царапины, местного изменения состава или повреждения защитного покрытия. Полированные поверхности демонстрируют более высокую устойчивость к точечной коррозии, если полирование было выполнено правильно. Некачественная полировка может ускорить развитие коррозии.
Точечной коррозии обычно более всего подвержены те сплавы, коррозионная устойчивость которых обеспечивается поверхностным слоем: нержавеющие стали, никелевые сплавы, алюминиевые сплавы. Металлы же, подверженные равномерной коррозии, обычно не страдают от точечной коррозии. Например, обыкновенная углеродистая сталь в морской воде будет равномерно разрушаться под действием коррозии, в то время как на нержавеющей стали будут возникать питтинги. Добавление около 2% молибдена повышает стойкость нержавеющих сталей к точечной коррозии. Присутствие хлоридов (например, в морской воде) значительно повышает образование и рост питтингов через автокаталитический процесс. Стоячая вода также способствует точечной коррозии.
Точечная коррозия является самым распространенным видом коррозийного разрушения нержавеющей стали, приводящий к образованию отверстий в баках, резервуарах и стенках труб. Она встречается в виде небольших в диаметре, но глубоких полостей (питтингов). Их диаметр обычно не превышает 1 мм, но проникновение в глубину металла может быть велико.
В коррозионной реакции в роли анодов выступают питтинги, катодом служит остальная поверхность. Старт образованию питтинга дает повреждение защитной оксидной пленки (пассивного слоя) на поверхности стали. Обычно эти повреждения представляют собой включения в сталь посторонних примесей, таких как сера. Посторонние включения могут приводить к местной нехватке легирующих элементов, тем самым нарушая равномерность защитного оксидного слоя.
Благоприятные условия для точечной коррозии – это умеренно высокая температура, высокая концентрация хлорид-ионов и прочих галогенидов (фторидов, бромидов, йодидов). Кислотные среды также способствуют развитию питтингов, которые сами по себе кислотны.
Кислотность внутри питтинга – это та причина, по которой они, однажды образовавшись, продолжают расти вглубь.
Числовой эквивалент стойкости к точечной коррозии (PREN)
Числовой эквивалент стойкости к точечной коррозии (RREN) – это полезный справочный показатель, отражающий склонность определенных нержавеющих сталей к образованию питтингов. Его следует использовать только в качестве ориентира, а не как гарантированный способ предсказания коррозионной устойчивости в любых обстоятельствах. Было обнаружено, что сплавы, имеющие высокую концентрацию азота (N), хрома (Cr) и молибдена (Mo), демонстрируют высокую устойчивость к точечной коррозии. Сравнительная эффективность сочетания этих элементов выражается следующей формулой:
PREN = (%Cr) + (3.3 x %Mo) + (16 x %N)(обращаем внимание, что в некоторых вариантах используется 32 x %N)
Чем выше значение показателя PREN, тем выше устойчивость к точечной коррозии.
Точечная (питтинговая) коррозия
Питтинговая коррозия — один из опасных видов локального кор- розионного разрушения, характерного для условий, когда пассивное состоя- ние поверхности металла или сплава может частично нарушаться. При этом коррозии подвергаются весьма ограниченные участки металла, а вся осталь- ная поверхность находится в устойчивом пассивном состоянии, что приво- дит к появлению точечных язв или глубоких питтингов. Обычно такой кор- розии подвергаются легкопассивирующиеся металлы и сплавы: хромистые и хромоникелевые стали, алюминий и его сплавы, никель, титан и др.
Питтинговая коррозия возникает в растворах, содержащих окислители (например кислород) и одновременно активирующие анионы (Cl-, Br-, I-), например, в растворах хлорного железа, в морской воде, в смесях азотной и соляной кислот и др.
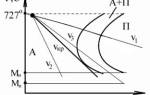
Основное условие образования питтинга — смещение электро- химического потенциала, за счет наличия окислителей в растворе, положи- тельнее некоторого критического значения, так называемого потенциала питтингообразования, при этом поверхность питтинга является анодом и разрушается с высокой скоростью вследствие контакта с остальной поверх- ностью, находящейся в пассивном состоянии и представляющей собой, благодаря относительно большой площади, почти неполяризуемый катод.
При развитии питтинговой коррозии следует различать три стадии: возникновение, развитие питтинга и репассивация. Возникновение питтинга связано с нарушением пассивного состояния на отдельных участках по- верхности металлов и сплавов в результате воздействия анионов- активаторов. На этих участках происходит ускоренное разрушение оксидных пленок, что вызывает местное активирование. Нарушение пассивного со- стояния на отдельных участках приводит к увеличению скорости коррозии. Такими участками могут быть неметаллические включения (например сульфиды), границы зерен, участки с пониженной концентрацией хрома в твердом растворе, которые могут образовываться при термообработке, и др.
Возникновение точечной коррозии металлов и сплавов в сильной сте- пени зависит от природы анионов и их концентрации. Наиболее сильными анионами-активаторами являются Cl-, Br-. Такие анионы, как OH-, CrO42-,
На возникновение точечной коррозии оказывают влияние состав спла- ва, природа металла, состояние поверхности и т. д. Например, с повышением содержания никеля и хрома сопротивление сталей точечной коррозии по- вышается.
Термическая обработка повышает склонность сталей к точечной кор- розии. Так, например, отпуск нержавеющих хромоникелевых сталей вызыва- ет склонность к межкристаллитной коррозии и понижает сопротивление ста- ли к точечной коррозии.
Рост питтинга связан с работой коррозионного гальванического эле- мента, в котором анодом является питтинг, а катодом — остальная поверх- ность металла, находящаяся в пассивном состоянии. Эффективной работе такого коррозионного элемента благоприятствует достаточное количество деполяризаторов, а также нахождение питтингов в активном состоянии, че- му способствует понижение рН раствора. Скорость коррозии в питтингах различна. В большинстве из них процесс коррозии с течением времени за- медляется, в части питтингов коррозия прекращается совсем, и лишь в не- большой части она развивается вглубь металла. Явление прекращения роста питтингов называется репассивацией.
Для защиты от точечной коррозии используют электрохимические ме- тоды, ингибиторы и легирование металла. Так, легирование сталей хромом, кремнием, молибденом повышает их стойкость к точечной коррозии.
Контактная коррозия
Контактной коррозией называется электрохимическая коррозия, вы- званная контактом металлов, имеющих разные стационарные потенциалы в данном электролите. При этом возникает коррозионный гальванический элемент, работа которого влияет на скорость коррозии контактирующих металлов. Работа коррозионного элемента определяется сопротивлением анодного и катодного процессов и омическим сопротивлением. С увеличени- ем разности между стационарными потенциалами катода и анода, уменьше- нием омического сопротивления и сопротивления катодного и анодного процессов контактная коррозия возрастает. Как правило, коррозия металла, имеющего более отрицательный потенциал (анод) увеличивается, а скорость
коррозии металла с более положительным потенциалом (катод) снижается по сравнению со скоростью в отсутствие контакта.
На контактную коррозию металлов большое влияние оказывают пло- щади катодов и анодов, состав среды, перемешивание нейтрального раствора и др.
С увеличением площади катода при постоянной площади анода ско- рость контактной коррозии растет. Если скорость коррозии контролируется скоростью диффузии, например диффузией кислорода при коррозии с ки- слородной деполяризацией, то с увеличением площади катода скорость кон- тактной коррозии повышается. При перемешивании нейтрального раствора растет диффузия кислорода к поверхности катода, следовательно, увеличи- вается контактная коррозия.
Контактная коррозия может проявляться и в атмосферных условиях. При этом максимальная скорость коррозии наблюдается на участках, непо- средственно прилегающих к месту контакта. По мере удаления от места контакта плотность тока коррозионного элемента падает и, следовательно, скорость контактной коррозии снижается.
Для защиты от контактной коррозии в основном применяются сле- дующие методы:
— подбор контактируемых металлов и сплавов с минимальной разни- цей потенциалов;
— изоляция металлов в местах контакта;
— введение в закрытые системы ингибиторов, снижающих коррозию контактируемых металлов.
Щелевая коррозия
Щелевой коррозией называется усиление коррозии в щелях и зазорах между металлами, прокладочными материалами и металлом, в морских ус- ловиях (между слоем микроорганизмов и обшивкой корабля). Наиболее чув- ствительны к щелевой коррозии пассивирующиеся металлы (нержавеющие стали, алюминиевые сплавы, титан и др.).
Механизм щелевой коррозии состоит в следующем. С течением време- ни из-за затруднения доступа окислителя и расходования его в процессе кор- розии в щели снижается концентрация окислителя и, тем самым, снижается скорость катодного процесса. Происходит уменьшение катодного тока, при
этом потенциал катода смещается в отрицательную сторону, что приводит к переходу поверхности металла щели в активное состояние и скорость его растворения увеличивается. Появление в растворе продуктов коррозии и их гидролиз приводят к подкислению раствора. Дальнейшее протекание корро- зионного процесса при ограниченной скорости подвода свежего электролита способствует понижению рН, что облегчает анодный процесс растворения металла и создает возможность протекания коррозии с водородной деполя- ризацией. Это приводит к увеличению коррозионного тока, процесс подкис- ления раствора в щели ускоряется, и металл в щели при смещении потенциа- ла в отрицательную сторону становится анодом по отношению к металлу от- крытой поверхности. Это обычно наблюдается в практических случаях ще- левой коррозии.
В зависимости от вида контроля электрохимической коррозии за- труднение доступа кислорода может вызывать увеличение или уменьшение скорости коррозии металла в зазоре. Если скорость коррозии контролируется анодным процессом, то торможение доступа кислорода вызывает увеличение скорости коррозии металла в зазоре. Если же скорость коррозии контроли- руется катодным процессом, затруднение доступа кислорода вызывает уменьшение скорости коррозии металла в зазоре.
Особенно чувствительны к щелевой коррозии металлы и сплавы, пас- сивное состояние которых связано с наличием в электролите растворенного кислорода и других пассиваторов. Затруднение доступа этих веществ в зазор приводит к снижению их концентрации ниже критического значения, в ре- зультате чего металл переходит из пассивного в активное состояние и проис- ходит щелевая коррозия.
Нержавеющие стали в условиях, когда в зазоре, вследствие зат- руднения доступа окислителя, они находятся в активном состоянии, подвер- гаются интенсивной щелевой коррозии. Снижение рН раствора до 3,5 — 4,0 способствует усилению щелевой коррозии.
ХИМИЧЕСКАЯ КОРРОЗИЯ
Многие металлические конструкции подвергаются коррозионному разрушению при воздействии на них сухих газов (воздуха, продуктов горе- ния топлива при высоких температурах и др.), а также жидких неэлектроли- тов (нефть, бензин, жидкая сера, бром и др.). В этом случае протекает гете- рогенная химическая реакция газообразной или жидкой среды с металлом, при которой окисление металла и восстановление окислительного компонен- та коррозионной среды протекают в одном акте. Это химическая коррозия.
Наиболее распространенным видом химической коррозии является га- зовая коррозия – это коррозия металлов в газах при высоких температурах. Газовая коррозия имеет место при высокотемпературной обработке металлов (ковка, штамповка, прокатка, термообработка и др.), при эксплуатации мно- гих металлических изделий (газовые турбины, химические аппараты, двига- тели внутреннего сгорания и др.).
Эксплуатируемые при высоких температурах металлические изделия должны сохранять высокие механические свойства: длительную прочность и сопротивление текучести (жаропрочность), а также сопротивляться коррози- онному воздействию (жаростойкость).
Газовая коррозия
Термодинамическая возможность протекания процесса газовой корро- зии может быть определена путем сопоставления упругости диссоциации ок- сида металла при данных условиях и парциального давления кислорода в га- зовой фазе.
Химическая реакция окисления металла
Me + 1/2O2 = MeO (7.1)
будет находиться в равновесии, если упругость диссоциации оксида ( PMeO ) и
парциальное давление кислорода в газовой фазе ( P ) равны. Если P > P ,
то будет протекать реакция окисления металла, если же
Что такое питтинг и чем опасна точечная коррозия металла?
Под коррозией понимают процесс разрушения поверхности металлов в результате протекающих окислительно-восстановительных реакций. Если ее не остановить, материал утратит прочность, проводимость и эстетическую привлекательность. Распространенной формой ржавления металлов является питтинг, который не охватывает значительных зон, но имеет иные неприятные последствия.
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений. Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски. Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).
Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки;
- излишнее внутреннее напряжение металла;
- эксплуатация изделия при высоких температурах.
На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.
- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации. Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду. Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга. Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном;
- полиэдрические;
- ограненные, в том числе, соединяющиеся между собой;
- в виде сложных многогранников;
- пирамидальные;
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм;
- обычные (питтинг) – 0,1-1 мм;
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины. Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто. Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали. Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.
Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями. Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником. По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
Коррозия нержавеющей стали или как убрать налёт с нержавейки?
Для начала, обескураживающий факт: нержавеющих сталей в природе не существует. Именно так, ржавеют абсолютно все виды сталей. А нержавейкой в народе называют группу коррозионно-стойких сталей (так они правильно называются в профессиональной среде).
Коррозия – это разрушение металла в результате воздействия окружающей среды. Окружающая среда может быть как простым атмосферным воздухом, так и концентрированной серной кислотой.
Коррозия бывает электрохимической и химической. Электрохимическая коррозия, это та самая коррозия, которую мы наблюдаем вокруг: ржавление стали, белый налёт на алюминии и зелёный на меди, потемнение нержавейки. С химической коррозией обычный обыватель в быту практически не сталкивается. Обычно она происходит при температуре 500-600 градусов в сухих средах (сухой воздух, углекислый газ) и жидких неэлектролитах. Скорость химической коррозии растет при повышении температуры, ударных нагрузках, воздействии радиации и электромагнитных полей. Её мы рассматривать не будем.
Если говорить о коррозии совсем простым языком, то ионы солей (кислот) находящиеся в окружающей среде подлетают на поверхность металла, и откусывают его кусочек. А вновь образовавшиеся соединения это и есть тот самый налёт (рыжий, белый, зелёный) на поверхности металла.
Существует несколько способов защиты от электрохимической коррозии:
Нанесение на поверхность деталей электроположительных (иногда благородных) металлов.
Нанесение покрытий из металлов способных пассивизироваться в коррозионной среде, т.е. создавать пленку, которая снижает скорость коррозии в несколько и, даже десятки раз.
Третье – использование диэлектрических покрытий, разъединяющих электрическую пару.
Четвертое – введение в состав материала добавок способствующих снижению коррозии (коррозионно-стойкие материалы).
Для того, чтобы сталь приобрела стойкость к коррозии в её состав должно входить не менее 12% хрома. При этом значении скачкообразно возрастает её способность противостоять коррозии.
Химические соединения хрома, содержащиеся в стали, образуют на поверхности металла плёнку, которая препятствует возникновению коррозии. Такая защита называется пассивной.
Добавление никеля в сталь также способствует увеличению коррозионной стойкости. Соединения никеля отталкивают ионы солей, что повышает стойкость к серной, фосфорной и другим кислотам. Такая защита называется термодинамически активная.
Одна из самых лучших коррозионно-стойких сталей – это 12Х18Н10 (18% хрома и 10% никеля). Такую сталь в народе иногда ошибочно называют пищевой нержавейкой, а иногда – медицинской. На самом деле для хирургических инструментов и посуды применяют значительно менее дорогую сталь с содержанием хрома 13%, никеля в ней нет вообще.
По стойкости к коррозии стали делят по десяти бальной шкале. Если скорость коррозии:
— менее 0,001 мм в год, то это «Совершенно стойкая сталь» с 1 баллом;
— 0,05-0,1 мм в год – «Стойкая» с 5 баллами;
— более 10 мм — «нестойкая» с 10 баллами.
Для примера стойкость «пищевой нержавейки» 12Х13 составляет: 5 баллов в азотной кислоте 5% концентрации, 10 баллов в 10% серной кислоте, 7 баллов в 15% уксусной кислоте. Именно поэтому, шашлык нужно мариновать в эмалированной, а не нержавеющей посуде – иначе она покроется тёмным налётом.
Так как убрать тёмный налет с нержавеющей посуды?
Если производитель посуды недобросовестный и добавляет в нержавеющую сталь мало хрома, а также, если Ваша посуда служит в достаточно суровых условиях, то возникновение темного (почти черного) налёта, это всего лишь вопрос времени. Этот темный налёт, это окислившиеся соединения хрома. Вообще, соединения хрома очень прочные и химически стойкие. Поэтому, скажем сразу, никакой химией эту черноту не снять. Более того, применение химии наоборот усилит черноту, поскольку химия будет способствовать окислению хрома.
Так что же делать, спросите Вы? Ответа три: первый – это снять слой металла с налётом механическим путём – мелкой шкуркой, шлифовальной пастой (например, паста ГОИ), шлифовальной машинкой с войлочным кругом. Обычно, для этого нужны крепкие руки, растущие из нужного места. Второй способ – оставить всё как есть, этот налёт не является ядовитым и влияет только на внешний вид. Ну, и третий вариант, это заменить посуду на другую, более дорогую, с более качественной нержавеющей сталью.
Если Вы только купили такую посуду и хотите сберечь её внешний вид, то Вам нужно следовать нескольким правилам: не чистить нержавеющую посуду химией и кислотами (включая лимонную). Второе, подсаливать блюда в самом конце, снижение концентрации и времени воздействия солей при более высоких температурах благотворно влияет на стойкость металла. Не мариновать и не варить варенье в этой кастрюле.
Надеюсь, эта статья дала вам ответы на все Ваши вопросы. Хорошей посуды и удачного настроения!
Нержавеющая сталь
В металлургии, нержавеющая сталь определена [1] как железоуглеродистый сплав с минимумом 10,5 % содержание хрома. Название происходит из факта, что нержавеющая сталь не портиться, корродирует или ржавеет так легко как обычная сталь. В Соединенных Штатах и по всему миру, особенно в авиационной промышленности, этот материал также называется коррозионно-стойкой сталью, когда это точно не относится к типу сплава и сорту.
1 Свойства
2 Коммерческих ценность нержавеющей стали
3 Коррозия
3.1 Питтинговая коррозия
3.2 Коррозия сварного шва и ножевая коррозия
3.3 Щелевая коррозия
3.4 Коррозионное растрескивание металлов
3.5 Коррозионно-усталостное разрушение металлов
3.6 Гальваническая коррозия
3.7 Контактная коррозия
4 Типы нержавеющих сталей
Ссылки
Нержавеющие стали имеют более высокое сопротивление окислению и коррозии во многих естественных и искусственных средах, однако важно выбрать правильный тип и класс нержавеющих сталей для специального применения. Высокое сопротивление окислению на воздухе и при температуре окружающей среды обычно достигается с добавлением хрома больше 12 %. Хром формирует пассивный слой из оксида хрома (III) (Cr2O3) при контакте с кислородам. Слой слишком тонкий чтобы быть видимым, но выделяется металлическим блеском. Тем не менее, он защищает металл от воздействия воды и воздуха. Даже, когда поверхность поцарапана, этот слой быстро восстанавливается. Это явление называется пассивацией, и замечено в других металлах, например у алюминия. Когда нержавеющие стальные части типа гаек и болтов соединены вместе, окисный слой должен быть очищен с соединяемых частей, для их соединения. Когда они разбирают соединительный материал будет сорван и разрыхлен, этот эффект известен как истирание.
Промышленная ценность нержавеющей стали
Сопротивление нержавеющей стали коррозии и ржавчине, простое техническое обслуживание и ремонт, относительная экономия, и блестящий вид делает это идеальным материалом для промышленного применения. Имеется более 150 видов наименований, пластин, брусков, проводов, шланг и трубок, которые используются в кухонной посуде, бытовых приборах, металлических изделиях, хирургических инструментах, ответственных устройствах, индустриальном оборудовании, и как строительный материал в небоскребах и больших зданиях. Известная семиэтажная башня Крайслера, строящая в Нью-Йорке украшена блеском нержавеющей стали нанесенной плакированием. Нержавеющая сталь — 100 % повторно используемый материал. Фактически, более чем 50 % новой нержавеющей стали, сделано при повторной переплавки металлолома, это в некоторой степени оказывается экологически чистым материалом.
Даже высококачественный сплав может разъедать при некоторых условиях. Так как некоторые виды коррозии более необычные и их немедленные результаты менее видимые, чем ржавчина, они не всегда заметны и причиняют проблемы среди тех, кто не знаком с ними.
Пассивация образуется на жестком слой окиси, вышеописанной. При отсутствии кислорода (или когда другой вид, например, солей ионов), нержавеющая сталь неспособна вновь формировать пассивирующую пленку. В наихудшем случае, при почти полностью защищенной поверхность крошечные локальные флуктуации будут нарушать окисный слой в нескольких критических точках. Коррозия в этих точках будет очень усилена, и может образовывать коррозионные впадины нескольких типов, в зависимости от условий. В то время как коррозионные впадины только собираться вокруг ядра при довольно чрезвычайных обстоятельствах, они могут продолжать расти даже, когда условия возвращаются к нормальному, так как внутри впадин отсутствует кислород. В крайнем случае, острые концы очень длинных и узких впадин могут образовывать концентрации напряжений вызывающие разрушения упругих сплавов, в тонких пленках появляются невидимые маленькие отверстия, за которыми скрываться впадины размером с большой палец. Эти проблемы особенно опасны, потому что их трудно обнаружить до разрушения прежде, чем части или вся структура разрушится. Питтинговая коррозия остается среди наиболее общих и разрушительных форм коррозии в нержавеющих сплавах, но это может быть предотвращено, в том случаи, если материал подвергался воздействию кислорода (например, устраняя щели) и защищен от солей везде, где возможно. Питтинговая коррозия может происходить, когда нержавеющая сталь подвергнута высокой концентрации ионов солей (например, вода моря) и умеренно высоким температурам.
Коррозия сварного шва и ножевая коррозия
Из-за повышения температур сварки или в течение неподходящей обработки высокой температурой, карбиды хрома могут формироваться в границах зерна нержавеющей стали. Эта химическая реакция окисляет хром в зоне около границы зерна, делая те области, намного менее стойкими к коррозии. Это создает гальваническую пару между хорошо защищенным сплавом, что приводит к тому, что сварной шов корродирует (коррозия на границах зерен около сварного шва) в высоко коррозийных окружающих средах. Специальные сплавы, с низким углеродистым содержанием или со специальными углеродистыми «добавками» например титан и ниобий (в типах, 321 и 347, соответственно), могут предотвратить этот эффект, но последний требует специальной обработки высокой температуры после сварки, чтобы исключить явление ножевая коррозия. Поскольку название подразумевает, что этот эффект ограничен маленькой зоной действия, часто только несколько микрометров в поперечнике, что приводит к тому что процесс развивается более быстро. Эта зона находится около сварного шва, делая это даже менее заметной [2]. Современное производство стали в значительной степени уменьшают эти проблемы, контролируя содержание углерода в нержавеющих сталях
При наличии таких факторов как уменьшенная кислотность или снижению атмосферного воздействия, пассивирующий слой, защищающий сталь от коррозии может разрушиться. Этот износ может также зависеть от механического изготовления частей, под прокладками, в острых углах, или при неполноценном сваривании. Такие щели могут способствовать коррозии, если их размер позволяет проникновению корродирующего веществ. Механизм щелевой коррозии, подобен питтинговой коррозии, хотя это случается в более низких температурах.
Коррозионное растрескивание металлов
Коррозионное растрескивание металлов — быстрая и серьезная форма коррозии нержавеющих сталей. Она образуется, когда материал подвергнут растягивающему напряжению в некоторых видах коррозийных окружающих средах, особенно солесодержащие окружающие среды (морская вода) в более высоких температурах. Напряжения могут быть результатом рабочих нагрузок, или могут быть вызваны при обработки или остаточных напряжений от изготовления (холодной обработки); остаточные напряжения могут быть уменьшены отжигом (нормализацией). Это ограничивает применение нержавеющей стали для сред содержащих воду с повышенным содержание солей при температурах более чем 50 о С. Коррозионное растрескивание металлов проявляется только в аустенитных нержавеющих сталях и зависит от содержание никеля.
Коррозионно-усталостное разрушение металлов
Коррозионно-усталостное разрушение металлов – главный видов отказа в нефтедобывающей промышленности, где сталь входит в контакт с жидкостями или газами со значительным сероводородом содержание, например высокосернистый газ. Находящейся под влиянием растягивающих напряжение и ухудшаются в присутствии солей ионов. Очень высокие уровни сероводородом, очевидно, замедляют коррозию. Повышение температуры увеличивает влияние солей ионов, но уменьшает влияние серы, в результате увеличенной подвижности ионов через кристаллическую решетку, наиболее критический температурный диапазон для коррозионно-усталостное разрушение металлов – между 60 — 100 о С.
Гальваническая коррозия происходит, когда гальваническая пара сформирована между двумя разнородными металлами. Результирующий электрохимический потенциал ведет к формированию электрического тока, что приводит к электролитическому распаду менее благородного материала. Этот эффект может быть предотвращен электрической изоляцией материалов, например используя резиновые или пластмассовые втулки или шайбы, сохраняющие детали сухими так чтобы не было никакого электролита, для образования пары или сохранения размера менее благородного материала относительно более благородного (нержавеющие — стальные болты в алюминиевом блоке не будут вызывать коррозию, но алюминиевые заклепки в нержавеющем стальном листе быстро корродирует.)
Контактная коррозия — это комбинация гальванической коррозии и щелевой коррозии, возникающих там где мелкие частицы постороннее вещество внедряются в нержавеющую сталь. Углеродистая сталь — является типичным загрязнителем в данном случае, это явление обусловлено истиранием углеродистой стали или использование инструмента загрязненного частицами углеродистой стали. Частицы формируют гальваническую пару, и быстро корродируют и могут оставлять впадины в нержавеющей стали, от которых питтинговая коррозия может быстро прогрессировать. Некоторые мастерские поэтому имеют отдельные участки и отдельные наборы инструментов для обработки углеродистой стальной и нержавеющей стали, и тщательно должен быть осуществлен контроль чтобы предотвратить прямой контакт между нержавеющими стальными частями и углеродистыми стальными стойками хранилища. Частицы углеродистой стали могут быть удалены от загрязненной детали раствором азотной кислоты, или, солями со смесью фтористоводородная кислоты и азотной кислоты.
Типы нержавеющей стали
Имеются различные типы нержавеющих сталей: например когда добавлен никель, что стабилизирует аустенитную структуру железа. Эта кристаллическая структура делает такие стали не магнитными и менее ломким при низких температурах. Для повышения твердости и прочности, добавлен углерод. Когда при условии соответствующих высоко температурной обработке эти стали, используются для лезвий бритв, столовых приборов, инструмента и т.д. Существенное количества марганца используется во многих нержавеющих стальных составах. Марганец сохраняет аустенитную структуру в стали, как это делает никель, но по более низкой стоимости.
Нержавеющие стали также классифицируются по их кристаллической структурой:
— Аустенитные нержавеющие стали включают более чем 70 % полного нержавеющего стального производства. Они содержат максимум углерода 0,15 %, минимум 16 % хрома и достаточного никеля и/или марганца, чтобы сохранить аустенитную структуру при всех температурах от криогенной области до точки плавления сплава. Типичный состав — 18 % хрома и никель 10 %, обычно известный, как 18/10 нержавеющая сталь часто используется в столовых приборах. Точно также 18/0 и 18/8 имеются в наличии. “Супер аустенитные” нержавеющие стали, типа сплава AL-6XN и 254SMO, оказывают большое сопротивление питтинговой и щелевой коррозии из-за высокого содержания молибдена (> 6) % с добавлением азота, а более высокое содержание никеля гарантирует лучшее сопротивление коррозионное растрескивание металлов по 300 ряду. Более высокое содержание сплава «Супер аустенитные» сталей означает, что они – очень дорогостоящие и подобное выполнение, может обычно быть достигнута, используя двойные стали при меньших затратах.
— Ферритная нержавеющая сталь – высоко коррозионно стойкая, но гораздо менее надежная, чем аустенитного класса и не могут быть упрочнены высоко температурой обработкой. Они содержат от 10,5 % и 27 % хрома и очень небольшое количество никеля, если это имеет место. Большинство составов включает молибден; некоторые, алюминий или титан. Вообще типичный ферритный класс включает 18Cr-2Mo, 26Cr-1Mo, 29Cr-4Mo, и 29Cr-4Mo-2Ni.
— Мартенситные нержавеющие стали не такие коррозионно стойкие как другие два класса, но чрезвычайно прочные и упругие также хорошо подвержены обработки резанием, и могут быть упрочнены высоко температурой обработкой. Мартенситные нержавеющие стали содержат хрома (12 – 14) %, молибдена (0,2 – 1) %, и отсутствует никель, и приблизительно 0,1 — 1% углерода (предающее большее прочностные свойства, но делающее материала немного более ломким). Они закаленные и магнитные. Такая сталь также известна как «серия — 00» сталь.
— Нержавеющие стали, выплавленные дуплекс-процессом имеют смешанную микроструктуру аустенита и феррита, цель производства 50:50 соединения хотя в промышленных сплавах, соединение может быть 60:40. Двойная сталь улучшила прочность по аустенитным нержавеющим сталям и также улучшила сопротивление локализированной коррозии особеннo питтинговой, щелевой коррозии и коррозионное растрескивание металлов. Такие стали характеризуются высоким содержанием хрома и более низким содержанием никеля, чем аустенитные нержавеющие стали.
1 Американский Железный и Стальной Институт (AISI)
2 Denny A. Jones, Принципы и Предотвращение Коррозии, 2-ого издания, 1996, Prentice Зал, Верхняя Река Седла, NJ. ISBN 0-13-359993-0