Содержание
- Сварка нержавейки полуавтоматом в среде углекислого газа
- Сварочный полуавтомат
- Свойства нержавейки
- Сварка нержавейки полуавтоматом в среде аргона и углекислым газом
- Свойства нержавеющего сплава
- Сварка полуавтоматом
- Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
- Можно ли варить нержавейку полуавтоматом и что это такое?
- Cварка нержавейки полуавтоматом
- Особенности нержавеющей стали влияющие на технологию сварки
- Технология сварки
- Сварка нержавейки инверторным полуавтоматом — какую проволоку купить
- Особенности материала
- Виды сварочных полуавтоматов
- Характеристики аппарата
- Технологические особенности
- Заключение
Можно ли варить нержавейку углекислотой
Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь активно используется в различных сферах промышленности и в домашних условиях. Для устранения поломок в изделиях, которые делаются из нее, а также для соединения при монтаже используют сварку. С данным металлом этот процесс оказывается не таким уж простым, так как из-за большого количества легирующих элементов его поведение в расплавленном состоянии не позволяет удобно создавать швы. Сварка нержавейки полуавтоматом в среде защитного газа может позволить помочь избежать многих сложностей и снизит вероятность образования дефектов.
При использовании сварки обязательно нужно применять электроды с покрытием или обеспечивать защиту при помощи газов. Нержавейка может свариваться как между собой, так и с другими металлами, но во втором случае все становится намного сложнее, так как у металла достаточно низкая температура плавления и это требует снижения мощности аппарата, в сравнение со стандартными режимами. Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным.
Сварочный полуавтомат
Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее.
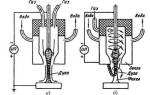
Схема сварочного полуавтомата
Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие:
- Полуавтомат, предназначенный для работы с порошковой проволокой;
- Аппарат для сваривания в среде защитных газов, как активных, так и инертных;
- Техника для сварки под слоем флюса.
Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает.
Сварочная порошковая (флюсованная) проволока
«Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.»
Свойства нержавейки
Чтобы сварка нержавейки в углекислом газе прошла максимально качественно, следует разобраться с основными свойствами этого металла, чтобы правильно подобрать все. Свойства материала регламентируются согласно ГОСТ 5632-72. К основным свойствам относятся:
- Теплопроводность. Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.
- Коэффициент линейного расширения. Как правило, он заметно выше, чем у других металлов. Проблема состоит в том, что у нержавейки тепловое расширение происходит неравномерно. По этой причине может образоваться деформация. Во избежание такого дефекта нужно оставлять небольшой зазор между свариваемыми деталями.
- Устойчивость состава. Легированные стали могут терять свои легирующие элементы при высокой температурной обработке, которой и является сваривание. В данном случае на местах сваривания может со временем образовываться ржавчина. Чтобы этого не случилось, нужно быстро охлаждать места обработки.
Какой газ нужен для сварки нержавейки
Сварка нержавейки полуавтоматом без газа не рекомендуется специалистами, поэтому, желательно подобрать правильный газ для работы. Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов.
Шов сварки нержавейки полуавтоматом
Основной проблемой является кислород, но сами газы помогают не только в защите, но и способствуют лучшему сгоранию проволоки. В качестве основных, можно выделить два состава газовых смесей:
- Углекислота и аргон. Такие варианты рекомендуются при использовании сварки в промышленных работах. Благодаря им обеспечивается хорошая растекаемость нержавейки по канаве сварочного шва, а также создается достойная защита от кислорода. В данном составе имеется всего 2% углекислоты и 98% аргона.
- Иногда рекомендуют заменить углекислоту и поставить вместо нее чистый водород, при сохранении практически того же соотношения. Данная смесь пригодится в тех случаях, когда требуется увеличить смешиваемость на концах шва, который подвергается обработке.
Когда происходит использование полуавтоматического сварочного аппарата, который работает с нержавеющей сталью, то в нем можно использовать специальную нержавеющую сварочную проволоку, что позволяет улучшить внешний вид после проведения работ, а также повысить качество неразъемного соединения.»
Технология сварки нержавейки
Сварка стали 07ХН28МДТ полуавтоматом в среде аргона позволяет обеспечить им наиболее оптимальные условия, которые будут способствовать получения качественного шва. Это же способствует минимальному разбрызгиванию жидкого раскаленного металла. Существует несколько таких основных технологий. Ниже приведены основные из них:
- Использование короткой дуги предполагает применение полуавтоматической сварки, которая должна происходить с металлом относительно небольшой толщины. Такой способ снижает вероятность прожигания материала, что актуально при сваривании тонких листов стали.
- Струйный перенос. В данном случае рекомендовано использовать порошковую проволоку с флюсом. Иногда для этого можно и не использовать защитный газ, если то позволяют особенности технологии.
- Импульсный метод. Это самый точный и экономный метод среди всех, из которых возможна сварка нержавейки в среде углекислого газа. Точность и эффективность получается благодаря полному контролю за происходящей ситуацией. Также уменьшается расход проволоки.
Вне зависимости от того, какой именно метод будет выбран, основными процедурами во время сварки являются:
- Зачистка поверхности материала до блеска;
- Обезжиривание поверхности растворителем;
- Обрабатываются торцы, так чтобы между ними оставалось пространство;
- Затем следует выставить оборудование на требуемый режим;
- Материал подогревается до изменения цвета металла;
- Начинается непосредственная сварка;
- После завершения шва его следует остудить.
Сварка нержавейки в защитной среде из других газов
Сварка нержавейки ацетиленом также может применяться, как более доступный и дешевый аналог аргона. Но проблема состоит в том, что даже если следовать все тем же технологиям, качества самого газа будут уступать аргоновым смесям. К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры.
Как снять напряжения
Во время сварки в металле могут вызываться напряжения. Когда происходит сварка нержавейки полуавтоматом в аргоне, это также проявляется, тем более что сама нержавеющая сталь оказывается сильно подверженной различного рода дефектам при сварке. Из-за напряжений могут возникнуть трещины, а также большие разрывы. Чтобы этого не случилось, напряжения следует предварительно снимать. Это возможно сделать благодаря температурной обработке. Самым простым и надежным способом является подогрев. Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции.
Выпрямление деформаций
Механическая правка предполагает использование винтовых прессов, домкратов, молотов и прочих устройств. Они создают статическую или ударную нагрузку на выгиб изделия, что приводит деформированную часть в норму. Это весьма трудоемкий процесс и неправильный подход к его проведению может нанести еще больший вред, так как порой образуются трещины и разрывы. Для тонкослойных изделий используют прокат, который дает гарантированный результат. Применяется также термический метод, для которого используется местный подогрев отдельных частей.
Сварка нержавейки полуавтоматом в среде аргона и углекислым газом
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий. Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно. Среди основных параметров обычно выделяют:
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам. Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
- Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Сварка полуавтоматом
При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
- Применение обратной полярности.
- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
Для того, чтобы сварить нержавеющую сталь применяют несколько методов: ручную сварку, аргоновую и сварку полуавтоматом. В настоящее время метод полуавтоматической сварки является наиболее надежным и долговечным, в основе чего лежит высокое качество получаемого сварного шва.
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Ниже представлена схема сварки полуавтоматом:
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Видео о сварке нержавейки полуавтоматом
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
Материалы и оборудование, необходимые для сварки
- Сварочный полуавтомат в качестве источника тока
- Редуктор
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Для исключения п. 4 необходимо выбрать порошковую проволоку, при этом необходимо помнить про снижение качества шва.
Средства защиты:
-
Cварочная маска — обязательное средство защиты глаз и лица во время проведения сварочных работ
Сварочные маски выпускают нескольких типов: с небольшой площадью покрытия лица и головы, с большим защитным покрытием включая шею и волосы, а также с поднимающимся светофильтром.
Краги — необходимый атрибут для защиты рук сварщика
Их изготавливают из спилка или брезента. Помимо этого, они различаются по количеству отделений под пальцы.
Выбор сварочной проволоки
Дает хорошее качество шва, несмотря на то, что имеет невысокую стоимость.
Дает более низкое качество шва, зато позволяет проводить сварочные работы без использования газовых баллонов.
Применяется по большей части при сварке в среде углекислого газа и его смесей. Использование этого типа проволоки ведет к увеличению устойчивости горения дуги.
Присадочная проволока производится от 0,13 до 6 мм в диаметре.
Предварительные работы до начала сварки
Непосредственно до начала процесса сварки необходимо выполнить следующие действия:
- Зачистить до блеска абразивным материалом поверхность, по которой будет проходить сварка
- Снять фаски, если толщина стенок свариваемых заготовок более 4 мм
- Произвести обезжиривание поверхности спиртом, ацетоном, бензином или растворителем
- Удалить влагу путем прогревания кромок горелкой до 100⁰C
- Чтобы устранить внутреннее напряжение перед сваркой металл нагревают до 200⁰
Предварительные работы до начала сварки
В независимости от типа газа, обеспечивающего защитную среду (аргон или углекислый газ) правила проведения сварки полуавтоматом одни и те же:
- Ток должен быть обратной полярности
- Наклонять горелку нужно так, чтобы обеспечить провар достаточной глубины и правильную ширину шва
- Вылет проволоки достаточно сделать до 12 мм
- Расход газа настраивают от 6 до 12 мᶾ/час
- Защитный газ пропускают через осушитель (чаще всего на основе медного купороса) для удаления влаги. Перед применением его необходимо прокалить при 200 ⁰С при длительности около 20 мин
- Для защиты от раскаленных брызг поверхности, прилегающие к стыку, необходимо обработать растворенным в воде мелом
- Во избежание образования водородных трещин сварку нужно начинать, отступив примерно 5 мм от края заготовки
- Сварку нужно выполнять плавным движением полуавтоматической горелки вдоль шва. Если производить поперечные движения, то расплавленный металл может выйти за пределы защитной среды
Сварка нержавейки полуавтоматом с другими типами металлов
Сегодняшние технологии сварки полуавтоматом позволяют соединять нержавеющий металл с алюминием, металлы высокой и низкой легированности, а также и другие сплавы.
Отличительные черты сварки полуавтоматом нержавейки с другими металлами:
- во время сварки черного металла с нержавейкой понижается предел текучести металла, образуется защита поверхности от действия окружающей среды
- когда мы привариваем Ст40 к нержавейке, то применяем проволоку 08Г2С, которая помогает избежать разрыва шва в месте соединения двух типов металла после остывания
- чтобы сварить нержавейку с медью необходимо использовать легкоплавкие припои и флюс
- импульсный режим применяется для сварки нержавейки с алюминием и другими металлам, за счет чего появляется повышенная устойчивость к коррозии и улучшается качество провара
- аргон используют для сварки алюминия с нержавейкой с включением импульсного режима. При этом рекомендована медно-порошковая проволока
Cварка нержавейки полуавтоматом
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.
В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.
Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.
Сварка нержавейки инверторным полуавтоматом — какую проволоку купить
Нержавеющая сталь разнообразных составов, появилась в начале двадцатого века.
Небольшое содержание хрома придавало сплавам уникальные свойства.
Изделия из нержавейки не подвержены действию кислот и щелочей, стойко переносят длительное воздействие воды. Изменились параметры токопроводимости и теплоотдачи. Такие свойства затрудняют обработку сплавов с содержанием хрома.
Работа полуавтоматом по нержавеющей стали – высокотехнологичный процесс.
На положительный результат влияют следующие факторы:
Особенности материала
По физико-химическим свойствам нержавеющая сталь, из которой изготавливают водяные полотенцесушители (написано здесь), считается сложным сплавом для сварки. Сварщик обязан учитывать следующие особенности:
-
Теплопроводность нержавейки в два раза ниже, чем у обычных сортов низкоуглеродистых сталей.
Увеличение прогрева ухудшает защитные свойства материала.
Перед началом работ силу тока уменьшают на 20 процентов и подготавливают дополнительное охлаждение шва;
При температуре в зоне работы выше 500 градусов, образуются карбиды железа и хрома.
Это связано с пониженной температурой плавления материала.
Карбиды провоцируют межкристаллическую коррозию.
Противодействуют этому процессу охлаждением свариваемых частей;
При длительном нагреве линейное расширение даёт литейную усадку, которая приводит к деформации и возникновению трещин в зоне шва.
Зазор в два или три миллиметра позволит избежать разрушения материала;
А известны ли вам недостатки септика «Топас»? Преимущества и слабые стороны автономной системы сбора канализационных стоков описаны в полезной статье.
Как соединить полиэтиленовую трубу с полипропиленовой написано на этой странице.
Виды сварочных полуавтоматов
Изделия из хромсодержащих сплавов можно сваривать тремя способами:
- электродная сварка,
- аргонно-дуговая,
- сварка полуавтоматом в углекислом газе.
Последний способ показал себя, как надёжный, качественный и недорогой метод соединения нержавеющих сплавов.
При работе полуавтоматом учитываются структура и строение сплава, его физико-химические свойства.
Полуавтомат выполняет сварку тремя способами:
- короткой дугой;
- струйным переносом;
- импульсной сваркой.
Полуавтоматы работают от источника электрического тока.
В процессе сварки идёт преобразование электрической энергии в тепловую сварочной дуги.
- трубами (про нержавеющие обжимные фитинги прочитайте в этой статье),
- автодеталями,
- изделиями из меди, титана
— проводятся электродной проволокой, которая постоянно подаётся в месте сварки.
Катушка с проволокой позволяет равномерно вести сварку и контролировать расход материала.
Она покрывается медью, для облегчения скольжения, и выпускается в калиброванном виде заданной толщины.
Характеристики аппарата
Полуавтоматический сварочный аппарат состоит из:
-
устройства подачи электродной проволоки.
В зависимости от модели и производителя, устанавливается различное количество прижимных роликов, используются разные схемы подачи электрода;
Виды горелок отличаются охлаждением и мощностью;
А что вам известно про латунные фитинги для труб ПНД 32? Методы монтажа трубопровода подобными аксессуарами описаны в полезной статье.
Про разборное соединение для полипропиленовых труб написано здесь.
По своим характеристикам аппараты делятся на:
- Переносные.
Такие модели используются в домашнем хозяйстве, маленьких мастерских; - Стационарные.
Применяются в производстве, крупных авторемонтных мастерских.
Отличаются большим расходом электроэнергии и возможностью длительной работы; - Использующие газ, флюс или порошковую проволоку;
- Работающие на стальной или алюминиевой проволоке.
Выпускаются универсальные модели, работающие с обоими видами проволоки.
Выбор режима зависит от изделия, которое подвергается сварке.
Используются следующие режимы:
- дуговая сварка с коротким замыканием или без него;
- крупнокапельная, среднекапельная или мелкокапельная сварка;
- с разбрызгиванием флюса или без разбрызгивания;
- импульсный режим.
Выбор метода работы зависит от толщины и типа сплава.
При сварке тонких изделий из нержавейки (все размеры сантехнических труб указаны в этой статье) используется метод переноса металла струйным способом или с помощью кругового переноса.
При работе с углекислым газом используется импульсный дуговой режим, меняя полярность тока на обратную.
При таком способе металл плавится медленно, режим плавления стабилен по времени и, как следствие, шов получается ровным и прочным.
Подача газа из баллона регулируется при помощи пистолета. Давление стабилизируется редуктором до попадания газа в рабочую зону.
Защиту газом применяют при соединении труб, которые сделаны из:
Сварка обычными электродами не обладает преимуществами полуавтомата. Последний позволяет добиться высокого качества швов, при вертикальной сварке металл не течёт.
Такой метод экологически безопасен – отсутствуют вредные выбросы.
Порошковая проволока применяется для сварки изделий без углекислого газа. У этого способа есть недостаток:
- через две или три недели сварной шов ржавеет.
Для работы с нержавеющей сталью используют проволоку и подачу углекислого газа. Используется аппарат с функцией MIG/ MAG.
При сварочных работах по нержавеющей стали используются два состава газовой смеси:
-
Углекислый газ и аргон.
Содержание CO2 составляет 2 % от объёма.
Смесь улучшает качество шва, облегчает растекание металла;
Использование проволоки в газовой среде улучшает товарный вид изделия и качество созданного шва.
Технологические особенности
Подаваемая в рабочую зону газовая смесь уменьшает разбрызгивание расплавленного металла, обеспечивает защиту хромсодержащего сплава по границе шва.
Хороший результат определяется выбранным методом сварки и проведением подготовительных работ:
- свариваемые поверхности зачищаются до однообразного блеска;
- края на десять сантиметров в стороны обрабатываются ацетонов или растворителем;
- с торцов деталей удаляются крупные сколы, заусеницы, трещины.
Ведение сварочных работ полуавтоматом определено в ГОСТ 18130-79 и 14771-76.
В документах даны описания используемых аппаратов и принципов работы.
Сварка с использованием газовой смеси не требует дорогостоящего оборудования, дополнительного источника питания, может проводиться в любых помещения.
Функция изменения мощности горелки позволяет сваривать разнотипные сплавы и чистые металлы.
Максимальная температура достигается при работе под углом 90 градусов, изменения угла уменьшают температура. Это позволяет резать и закалять различные сплавы, в том числе и нержавейку.
Сварочные работы в углекислом газе проводятся с помощью аппаратов двух типов.
В полуавтоматах первого типа применяется аргонно-кислородная смесь, в аппаратах второго типа – смесь аргона и углекислого газа.
Использование баллонов со сжатыми газами затрудняет использование переносных сварочных аппаратов. Стационарная сварная установка лишена этого недостатка.
Газовая смесь не только защищает место сварки, но и позволяет избежать окисления проволочного электрода. Проволока дозируется в соответствии с выбранным типом сварки.
Правильный расход материала уменьшает наплыв на швах.
Сварка в газе даёт крепкие и аккуратные швы по всей длине, но состав смеси оказывает влияние на внешний вид изделия в местах сварки.
Шов в чистом СО2 приобретает чешуйчатую поверхность, работа с аргоновой смесью даёт ровные гладкие швы. После сварки под аргоновой смесью швы не нуждаются в дополнительной обработке.
Проведение сварки без использования газа повышает мобильность ремонтных работ, позволяет выполнить устранение неисправностей на месте.
Соединения частей проводят с помощью специальной проволоки, полой внутри и заполненной флюсом.
Сгорая при высокой температуре, флюс образует газовое облако, которое создаёт условия, как при работе с газовыми смесями.
Состав флюса зависит от типа свариваемых металлов. Выпускается проволока для работы с поверхностями из меди, титана, алюминия, нержавеющей стали. Расход определяется объёмом проводимых работ.
Выгорание флюсовой смеси может дать осадок шлака на созданный шов. Для достижения полной герметичности проводят повторное сваривание поверх существующего шва.
Заключение
Принципы сварки нержавейки полуавтоматом учитывают особенности материала, позволяют получить ровный, однородный шов, который имеет одинаковые свойства по всему объёму.
Как производится сварка из нержавеющей стали полуавтоматом, посмотрите в предлагаемом видеосюжете.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.