Содержание
- Рубрика: «Работаем с металом»
- Вопрос по отверстиям в каленой стали
- Как просверлить каленую сталь
- Крутой способ очистки грязных швов между плиткой
- Как самому сделать ленточно — шлифовальный станок из болгарки
- Усовершенствуем свою рулетку
- Полезная самоделка из металлической пластины
- Как сделать ключ для болгарки и дрели своими руками
- Изготовление самодельного сверла
- Сверлим отверстие в каленой стали
- Смотрите видео
- Способы сверления металла: свёрла и приспособления
- Виды свёрл по металлу и техника их заточки
- Как правильно сверлить металл
- Видео по теме
- Как сделать отверстие в закаленной стали без сверления
- Понадобится
- Делаем отверстие в металле без сверла
- Смотрите видео
Как просверлить отверстие в каленом металле
Рубрика: «Работаем с металом»
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь.
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь. Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу или проведя напильником), то её можно просверлить и обычным сверлом по бетону с победитовыми напайками. Правда, сверло надо чтобы было острое. Заточку сверла, угол, тоже очень желательно сменить (подправить), сделать как у сверла по металлу, тогда процесс сверления пойдёт намного быстрее.
Но, победитовое сверло на обычном наждаке точить бесполезно, делать это надо только алмазном круге, тогда это можно будет сделать легко и без усилий. А если нет алмазного круга — просто возьмите новое сверло по бетону с победитовыми напайками.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах (если сверло тупое или не заточено как по металлу), предварительно смазав место сверления спреем w-40 или маслом. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче.
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова.
Из своего опыта скажу, хорошо делать дырки в калёной стали цельносплавными победитовыми сверлами, у меня было парочку, диаметром на 6 мм. Заточив его как для металла, капнул маслеца, и — всё идёт как по маслу, на оборотах примерно 600-1000 об/минуту.
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Или, мне удавалось выходить из положения ещё следующим методом: наметив место сверления каким-то сверлом, лишь бы видно было, и, затем, вокруг потыкал электродом, разогрев металл до красна в месте сверления — а затем, не дожидаясь пока металл остынет, тут же сверлю сталь обычным сверлом по металлу. Точки от сварки затем зачищаю кругом, и порядок. А если успели просверлить дырку пока металл не остыл — тут же его в воду, он ещё и закалится в этом месте.
Аналогично поступал, если надо было чуть разширить отверстие в стальной пластине. Напильник калёную сталь ну никак не брал. Тогда я сваркой разогревал металл, хотя бы до вишнёвого цвета, и — пока не остыло — подправлял, круглым напильником. Даже если сталь была уже почти серого цвета — напильник её ещё брал.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей.
Также подойдёт, хотя и не совсем идеально, перовидное сверло предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не сломать. Пластины там тонковатые, а сам победит хрупкий.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Если сталь не очень крохкая, например, как на ножовке по дереву или на шпателе, то можно легко пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Ну, вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу. С того времени как я написал эту статью, я уже несколько это делал, так что заходите 🙂 А если у Вас есть свой, уникальный метод сверления каленной стали, напишите.
Вопрос по отверстиям в каленой стали
Здравствуйте уважаемое сообщество. Понимаю что тема скорее всего избитая, но нигде не нашел. Подскажите пожалуйста как проделать отверстия и пустоты в каленой заготовке рукояти для цельно металического монтажа. Подскажите кто какой опыт имеет? Буду очень признателен
Сверло Бош мультиконстрактор и много терпения.
К слову берите только Бош с карбидным наконечником. У нас в РБ он идет в стоймагах «для стекла и керамики». Остальное «кетайское» гумно брать не советую — не работают они. Важный момент — это делать нужно на сверлильном станке а не дрелью — небольшой перекос и карбид скалывается или выламывается из стержня! В добавку — не торопиться и не перегревать. Сверлил все, включая Р18 — без проблем. Заламывал только когда торопился.
сверло по кафелю или стеклу. сверлить начинает когда пойдет дым, не охлаждать водой. одно сверло на 2-3 отверстия.
А вот этого «сверлить начинает когда пойдет дым, не охлаждать водой» не советую — перегрев и большие скорости вращения = капец сверлу. Прекрасно работают они и без дыма. Я сверлю бошевскими на минимальных оборотах станка. Самые проблемные 3 мм — очень нежные. 4мм накупил 10 штук и сверлю даже одно отверстие меняя в патроне по 4 сверла — проще не допустить перегрев и «зализывания» по отверстию нет.
Привет!
Ну пустоты адназначно болгаркой-проксон-дремелем, а отверстия сверлом по стеклу, на малых оборотах(лучще шуруповертом-на нем неплохая регулировка оборотов), на выходе отверстия НЕДОСВЕРЛИВАТЬ! —Встречно проходить, иначе сверлу кирдык, лет пят так сверлю
С уважением
это делать нужно на сверлильном станке а не дрелью Блин, ну гдеж его взять?
Кстати, китай китаю рознь, брал фирмовые сверла, и несколько китайских(когда они ломаются не жалко-а фирмовые в это время лежат, и не ломаются, потому как они фирмовые. ) При любом раскладе одним сверлом 4-5 отверстий, больше не получиться, тупеют или ломаются, точить негде-на выброс
Сверло Бош мультиконстрактор можно чуток дешевле. да и не всегда бош в наличии. я вот такие использую, вполне доволен. только сначала прохожу на 4мм, потом рассверливаю сколько нужно. так быстрее ИМХО
Точить я думаю на алмазной чашке можно — просто пока не доходят у меня руки.
» на выходе отверстия НЕДОСВЕРЛИВАТЬ!» — у меня с этим нет проблем — видимо это только для сверления дрелью а не на станке. Я последнее время приловчился сверлить прямо после вклейки или вбивки в материал рукояти. Сперва обычным сверлом прохожу до хвостовика, потом карбидным насквозь, пасля — напроход снова обычным. Удобно и точно выходит.
я делал несколько дырок сверлом по кафелю, потом злой шарошкой по металлу формировал вырез, не так долго в общем-то.
По поводу «Я последнее время приловчился сверлить прямо после вклейки или вбивки в материал рукояти. Сперва обычным сверлом прохожу до хвостовика, потом карбидным насквозь, пасля — напроход снова обычным. Удобно и точно выходит.
» — см фото — все сверлилось уже после вклейки, все клинки, естественно, уже каленые
Удобство системы в том, что не нужно выцеливать отверстие в рукояти с отверстием в клинке вы просто его сверлите совместно вклеенными и все.
я сверлю обычным победитовым,слегка переточив кромку на угол.Сверлю на станке,на деревяшке(дерево желательно только под местом сверления, что бы не мешать охлаждению остальной заготовки)на средних (500-600)оборотах со значительным нажимом в начале сверления(что бы нагрелось),сначала не берет почти,но по мере нагрева сверлится прекрасно ,только стружка синяя,но надо быть аккуратней при выходе сверла.Да,кстати накернить обычно не получается ,так что для более точных отверстий лучше сделать лунки (алмазной шарошкой например),а то отверстия может увести в самом начале сверления
Самый простой способ- прожигать отверстие электролизом, затем края его алмазным надфильком выровнять, под размер.
Из всех перебранных сверел (по кафелю и стеклу, по бетону и другие) лучше всех работают Бош Мультиконстракшн. Напайки из ВК8 (пабедит) сдаются на первых же оборотах. Насчет просверлить маленким, а дальше расверлить- не советую. Получается маленькая площадь контакта и плохой отвод тепла и как следствие быстрый выход сверла из строя. Правильно заточеное сверло берет металл без этих ухищрений. Главное не торопиться, на малых оборотах. Если стружка перестала идти, то нужно остановиться и проверить заточку, а не жать с воплями: «вреш, все равно пробурю!». И еще: при появлении точки выхода сверла, заготовку лучше перевернуть и сверлить с другой стороны, так чтобы канал отверстия соединялся в теле заготовки. Тогда вероятность поломки напайки уменьшается. Все это из моего опыта.
Ещше полезное дополнение в ситуации «Если стружка перестала идти, то нужно остановиться и проверить заточку, а не жать с воплями:» — прикупите несколько сверел и меняйте их даже на одной отверстии — изнашиваются они по разному и линии контакта с заготовкой формируются разные — вот это и даст возможность съема стружки даже на подтупленных сверлах
Я сверлил простыми китайскими «перьями» для керамики, сверлят хорошо, просто воды на место сверления капал. Одного сверла на 4-5 отверстий хватает, при условии аккуратности. Начинал с малых оборотов и постепенно все быстрее. И когда сверло начало выходить с другой стороны — просто переворачивал заготовку и досверливал уже с другой стороны сразу с высоких оборотов. Ломались только когда дрель криво держал, или когда пытался полностью просверлить с одной стороны.
Всем огромное спасибо за то что откликнулись и поделились своим опытом, буду пробовать, еще раз спасибо
Можно электролиз попробовать, соль то дома всегда есть, и зарядка для мобилы.
——————
из этой жизни живым никто не выходил
когда то в молодости, работая слесарем-инструментальщиком, для подобных работ, использовал свёрла целиком изготовленные из «победита». при должном терпении и постоянном охлаждении ими сверлили даж совецкие напильники. но есть минусы, макс диаметр сверла был, если мне память не изменяет, 3мм, а учитывая хрупкость победита, даж при минимальном перекосе сверло ломаеццо. опять же заточка проблематична. ну а то что диаметр маловат — не беда, рассверливать уже существующее отверстие, согласитесь легче, чем сразу сверлить отверстие большого диаметра. кста, для рассверливания вполне можно использовать буры по камню или бетону с твердосплавным наконечником, есстесно переточенные под сверло.
Вот снимал по чьей то просьбе http://www.youtube.com/watch?v=rAg84vKSa5U Наивный . В этом месте полотна не закалены. Попробуй посередине.
Кстати в теме http://guns.allzip.org/topic/97/149214.html пост2 читаем внимательно. Сержанта это насторожило, вас нет.
не давно покупал в барахолке свёрла вк8,калёную 95х18 на сверлильном без проблем просверлил.
Сверлю калёный металл и быстрорез кетайскими перьями для плитки и стекла на сухую без станка зажав в шуруповёрт. Да ломаются если перекосить но они и стоят 10 руб. Сверла хватает на 3-5 отверстий.
Наивный . В этом месте полотна не закалены. Попробуй посередине. в любом месте сверлится так же.
Практически на всех наших выставках стоят парни и продают чудо сверла, у них там еще напильник на стенде весь иссверленый. На прошлой ОиР подошел я к ним с кусочком булата 3мм толщиной, и словами «просверлите — я ваш клиент навеки!»
Ща, сказали ребята, вида менеджерского,
Бодро зарядили сверлышко и начали сверлить, сначала пошло, где то на 1 мм и начало греться, манагер приподнял сверло, давая ему охладиться, и
prim2005
с воплями: «вреш, все равно пробурю!». прижал еще раз!
Как и следовало ожидать, сверло раскалилось, и твердосплавная напайка просто отплавилась (чего манагер даже не понял)и осталась там, в недосверленом отверстии.
На обратном пути с выставки, я заехал на строительный рынок, зашел в «Крепмаркет» и купил сверлышко alpen HSS-ECo FORTE, прекрасно понимаю, что для разных сталей и сверла и режимы резания разные, но в этом случае: сверлил с обратной стороны, естественно абсолютная соосность бывает только в теории, когда дошел до застрявшего кончика насадки, услышал характерный звук, насадка прорезала на кончике сверла канавку, через образовавшееся отверстие насадку выбил, успешно досверлил отверстие. Во все время сверления стружка из под сверла выходила как будто я сверлю латунь или бронзу! Сверло продолжает отлично сверлить, несмотря на полученную травму(канавку). Да! сверлил шуруповертом.
Спасибо, в том то и дело работаю в основном с рекс 121,76; срм125; cowry x; бёлер n690; ну и м390. Так вот на срм 125, покупал карбид вольфрама на любых оборотах садится сверло и даже не доскабливает до конца, а потребность в производстве накладного монтажа растет. Скорее буду пробовать все методы, пока не остановлюсь на самом для меня приемлемом, спасибо всем большое
Моя придумка, нигде не встречал такого варианта. Нужно было просверлить отверстие, а не чем. Лежала у меня напайка победитовая, на резец, или фрезу. Длиной около 30мм, шириной 10, толщиной 5 (примерно). Сделал на наждаке сначала хвостовик 3-х гранный, а потом сделал остриё и заточил. Точил серозелёным камнем, времени ушло больше часа. В итоге я получил цельное победитовое сверло за даром. Биение есть, но при сверловке дрелью это не существенно. При выходе сверло подклинило и скололось, 5 минут на наждаке и сверло опять готово к работе. При выходе сверла, когда ещё нет сквозного отверстия, но уже вытянулся металл маленькой пипочкой, нужно пробить отверстие насквозь, через эту пипочку, тогда скола не должно быть.
Если интересно, могу завтра фото выложить.
Вот снимал по чьей то просьбе А это не биметалл случайно?
Буду ждать фото
Max_CM
Практически на всех наших выставках стоят парни и продают чудо сверла
ARTU они называются.
Брал эти сверла, сверлил все, что было надо. Единственный минус — одного сверла хватает на 3-4 отверстия
Вот такое сверло. Можно конечно и поаккуратнее сделать, но пока так.
Спасибо, в том то и дело работаю в основном с рекс 121,76; срм125; cowry x; бёлер n690; ну и м390. Так вот на срм 125, покупал карбид вольфрама на любых оборотах садится сверло и даже не доскабливает до конца, а потребность в производстве накладного монтажа растет. Скорее буду пробовать все методы, пока не остановлюсь на самом для меня приемлемом, спасибо всем большое
ALEHANDRO 78 ПОЗВОНИ МНЕ,ТЕЛЕФОН В ПРОФАЙЛЕ!
АндрейН
ARTU они называются.
Брал эти сверла, сверлил все, что было надо. Единственный минус — одного сверла хватает на 3-4 отверстия
Брал такие, хватает надолго.
ALEHANDRO 78
а потребность в производстве накладного монтажа растет.
вы путаетесь в показаниях
Накладной монтаж и цельнометаллический нож не одно и то же
Не занимайтесь ерундой, при значимом Спросе сверлите отожженные.
Я не путаюсь! Имел ввиду накладки на цельно металический клинок
Кстати подскажите что значит накладной монтаж?
Этими свёрлами сверлится любая сталь, которая используется для ножей.
Накладной монтаж это когда фултанг, проще говоря. Рукоять это пара пластин, наложенных на цельнометаллический клинок.
Сверлю калёный металл и быстрорез кетайскими перьями для плитки и стекла на сухую без станка зажав в шуруповёрт. Да ломаются если перекосить но они и стоят 10 руб. Сверла хватает на 3-5 отверстий.
Спасибо за видео, все очень понятно
в любом месте сверлится так же. Давно уже не верю словам. Пост 2 в указанной теме, повторюсь.
Вам уже сказали, что ваше полотно может быть биметаллическим, и около ушей быстрорез не кален.
Zogolov
но они и стоят 10 руб.
Где вы такие цены берете?
Давно уже не верю словам. Ваше право. Сделал не один десяток ножей из мех пилы. Сверлю всегда таким образом.
Ребят, да это не сверление, это проплавливание. Заметьте, какая скорость у станка. Калёную сталь надо сверлить на самых минимальных оборотах. А здесь стоят обороты большие, возможно, что максимум, это нужно для того, чтобы была бОльшая температура, иначе проплавливания может не быть.
Я однажды похожим образом сверлил дрелью клинок F1, который также в итоге проплавился. Но там было сверло для бетона, то есть, с ТВ наконечником, и до половины клинок просверлился, а только потом проплавился.
У этого метода минусы: сверла хватает на 1-2(в лучшем случае) прохода; в пластинах, толщина которых выше, чем полотно, сделать отверстие таким способом будет крайне проблематично (тому причина и в более суровой стали (если это высокованадиевые стали), и в бОльшей толщине и, как следствие, бОльшем теплоотходе от месте проплавливания); отверстие диаметром, например, 8-10 мм вообще вряд ли проплавишь таким методом, если только не в несколько свёрел, что ещё больше увеличит их расход.
Да ломаются если перекосить но они и стоят 10 руб. Сверла хватает на 3-5 отверстий. Ну, не знаю, где такие цены. 56 рублёв/сверло Ф3. Ломаются даже при намёке на выход. Сверлил в станке 280/об/мин в масле. Переломал на Р6М5 свёрел уйму. И HSS, и HSS-Co, и Р6М5К2(щас уже не помню всех комбинаций, обломков штук 15 разных для мало ли чего. ). Просверлил три отверстия за 10 минут с перекуром сверлом по бетону. Был зело удивлён. Не перетачивал. Просто просверлил.
Ребят, да это не сверление, это проплавливание. Но там было сверло для бетона, то есть, с ТВ наконечником, и до половины клинок просверлился, а только потом проплавился. Ничё подобного. Стружка была до самого выхода! Я сам обалдел. Был опыт «прожигания» китайской стали 1мм(ну ваще ничем не бралось. ), так там эффект другой. А у меня при толщине 2,3 мм БЫЛА стружка до выхода из отверстия! Не «кудри», конечно,но стружка!
Так я не говорю, что там не было стружки. У меня была стружка на первых 2мм толщины, потом сверло «село» и дальше уже проплавилось.
Как просверлить каленую сталь
Крутой способ очистки грязных швов между плиткой
Как самому сделать ленточно — шлифовальный станок из болгарки
Усовершенствуем свою рулетку
Полезная самоделка из металлической пластины
Как сделать ключ для болгарки и дрели своими руками
Чем лучше просверлить каленую сталь? — Вопрос, которым задаются мастера, когда появляется такая необходимость. К примеру, появилась надобность проверить каленый стальной клинок… Покажу способ как это делаю лично я и какие сверла использую.
Изготовление самодельного сверла
Понадобятся стержни твердосплавные, вольфрамо-кобальтовые, в народе победит.
Но на самом деле это не победит это ВК8.
Зажимаем в ручные тисочки.
И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом.
Затачиваем две плоскости, как под плоскую отвертку.
Обрабатываем вторую грань.
Получилось вот такое перышко. Теперь заточим режущие кромки.
Получилось сверло для каленых металлов.
Самодельные сверла готовы. Их необходимо сделать сразу несколько, так как они быстро тупятся и каждый раз затачивать их бегать не будешь.
Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.
Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.
Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.
Меняем режущую часть.
Пол минуты и отверстие в калёной стали просверлено.
Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС.
Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.
Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.
Всем спасибо за внимание!
Смотрите видео
Способы сверления металла: свёрла и приспособления
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания. Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Видео по теме
Как сделать отверстие в закаленной стали без сверления
Таким несложным способом можно сделать не только круглое отверстие в каленой стали, но и отверстие любой другой формы в без лишних усилий. Химический способ выручит вас и облегчит задачу. Метод не требует дорогих химических реактивов, все ингредиенты можно найти в любом хозяйстве.
Понадобится
Предлагаю простой способ проделывания отверстий в быстрорежущей стали. Для работы потребуются:
- любое изделие из быстрорежущей стали;
- маркер;
- лак для ногтей;
- жидкость для снятия лака (можно заменить на уайт-спирит или ацетон. Жидкость для снятия я выбрал только из-за приятного запаха, а так это тот же ацетон);
- вата;
- пустая пластиковая емкость (бутылка);
- соль;
- нож;
- самодельное приспособление из зарядного устройства и двух гвоздей.
Делаем отверстие в металле без сверла
Наносим на вату жидкость для снятия лака и обезжириваем поверхность нашей заготовки.
Наносим лак на нужный участок. Лак надо наносить густым слоем с обеих сторон. Не забывая тщательно промазывать торцы. Оставляем заготовку на 10-15 минут, чтобы лак высох.
На высохшей поверхности маркером с обеих сторон заготовки отмечаю место под отверстие. Место выбираю произвольно, сейчас нужно показать, как этим способом можно сделать отверстие. К примеру, требуется поставить обычную заводскую заклепку. Диаметр отверстия должен быть чуть меньше размера заклепки.
Затем ножом удалить лак внутри контура отверстия. Сделать это с двух сторон.
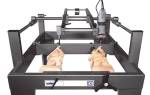
В емкость наливаю воду и добавляю 3 столовых ложки соли. Высота воды в емкости должна быть на 10 мм меньше высоту участка заготовки, покрытого лаком.
Беру приспособление, сделанное из зарядного устройства машинки для стрижки волос и двух гвоздей. Гвозди будут выполнять функцию электродов – я их подключил к одному контакту. Другой контакт представляет собой просто оголенный зачищенный провод. Я использую зарядное устройство 12 В, но с такой задачей справится обычный зарядник от мобильного телефона.
Зачищенный провод должен быть плюсом, электроды – минусом. Плюсовой провод с помощью бельевой прищепки крепим к нашей заготовке. Затем опускаем в воду гвозди.
Можно в емкости сделать прорези, чтобы зафиксировать положение гвоздей. Включая зарядное устройство в розетку. После включения вода вокруг гвоздей-электродов начинает пузыриться, а очищенная метка под отверстие становится черной.
Примечание: чтобы проверить полярность проводов надо подключить зарядное устройство. Если начинает пузыриться вода вокруг гвоздей, значит это минус и вы соединили правильно. Появление пузырьков в воде вокруг заготовки говорит, что минус подключен к ней и надо перекинуть провода. Минус всегда должен быть подключен к электродам, плюс – к обрабатываемой травлением заготовке!
Оставляем емкость на один час, через 30 минут после начала процесса надо сменить воду. Отключаю зарядное устройство и вытаскиваю заготовку.
В намеченном месте образовалось сквозное отверстие. Для того, чтобы сделать диаметр отверстия больше, процесс можно продолжить. Или подпилить неровные края надфилем.
Вот так травлением быстрорежущей стали с помощью самых обычных предметов можно в заготовке сделать нужное отверстие.
Смотрите видео