Содержание
- Маленькое устройство, решившее большую проблему
- Кондуктор для сверления отверстий, перпендикулярных поверхности.
- Как сделать кондуктор для сверла своими руками
- Классификация кондукторов
- Особенности самостоятельного производства
- Конструкция под конфирматы и шканты
- Сфера использования
- Как сделать своими руками
- Приспособления для сверления и расточки
- Виды и конструкция кондукторов для сверления
- Конструкционные особенности и назначение инструмента
- Виды кондукторов для сверла
- Преимущества использования устройства
- Самодельное приспособление
Кондуктор для сверления отверстий в металле
Маленькое устройство, решившее большую проблему
Точное сверление. Даже без разметки. Даже неподходящим сверлом. И даже дрелью с биением патрона. И все это быстро. Около 200 отверстий я просверлил, и ни одно из них не оказалось дыркой. Как такое возможно? Сейчас расскажу.
Однажды я купил шкаф в Икее. Как любят шведы, продавался он в картонной коробке, в виде стопочки досок и пакетика с фурнитурой. Быстренько его собрав, я решил, что эти доски мало чем отличаются от мебельного щита из Леруа Мерлен, только нарезаны по нужному размеру и просверлены отверстия под крепеж — а цена выше в несколько раз. При этом нарезать листовой материал можно в том же Леруа почти за спасибо.
Потом мы делали ремонт и долго не могли решить, куда пристроить стиральную машину. В ванной ей не хватало места, кухню хотелось освободить для более важных вещей, в прихожей она не смотрелась… Вот если б спрятать ее в тумбу, это решило бы проблему. Но где взять тумбу с внутренним размером 60 см? Готовой нигде не продается, и я решил смастерить ее сам. Тот первый опыт был не вполне удачный. Тумба собиралась на эксцентриковых стяжках и конфирматах (это такие шурупы для дсп). Для эксцентриковой стяжки нужно просверлить два отверстия в перпендикулярных плоскостях с пересекающимися осями. Пару раз я промахнулся со сверлением, отверстия пришлось рассверливать, чтобы все совпало, а, стало быть, появились люфты. Одно отверстие и вовсе вышло сквозным, чуть пол не просверлил. Тумбу я конечно собрал, но появилось понимание, что не все так просто. А тумба при отжиме машинкой подпрыгивает и дребезжит.
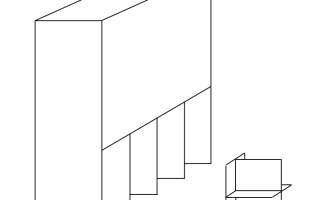
И тут грянул новый ремонт. На этот раз требовалось соорудить мега-шкаф. Он должен быть широким (более 2 м.) глубоким (76 см. в глубину), сделан должен быть из березовой фанеры 21мм, и самое главное — нижняя часть не должна иметь цоколь. Идея состоит в том, чтобы в нижнюю секцию шкафа вкатывались тумбы на колесиках. Это здорово упрощает загрузку вещей в такой глубокий шкаф. Позволяет быстро выкатить, скажем, тумбу с инструментами и прикатить ее к месту ремонта. Или тумбу с книгами к письменному столу. И не бегать за каждой мелочью в шкаф. Вот примерно так это должно выглядеть:
(дверцы и ящички/полочки условно не нарисованы, но они будут)
Конечно, такие ноги мигом разъедутся без крепления к единому основанию, и шкаф рухнет. Чтобы этого не произошло, шкаф монтируется на несущую стену дома, всю нагрузку несет она. Это снимает вопрос задней стенки. Это позволит при необходимости заменить напольное покрытие, не вытаскивая шкаф из комнаты. Просто выкатываем тумбы, снимаем нижнюю часть перегородок, а остальной шкаф продолжает висеть на стене.
Все эти мои хотелки, все вместе и каждая по отдельности, отпугивали потенциальных изготовителей шкафа. Фирм, изготавливающих мебель полно, но почти все гонят шкафы из дсп 16 мм, глубиной 600, все по более-менее стандартным чертежам, а заказчику позволительно лишь выбрать цвет дсп и узор на створке. Так стало ясно, что всю работу предстоит сделать мне самому. Но старая травма с тумбой под стиралку давала о себе знать, и на этот раз я решил не оставить себе шансов на ошибку. Базовые элементы крепежа всей конструкции — двойная эксцентриковая стяжка и винт с бочкообразной гайкой. А это значит, что сверлить придется много и сверлить нужно точно. Поэтому был приобретен герой моего обзора: кондуктор для сверления под эксцентриковую стяжку.
Кондукторов для сверления торца доски много. Есть параллелограммного типа, есть такие типа рогатки (долго объяснять, своей фотки у меня нет, а чужие прикладывать к обзору тут не разрешают, так что найдете в интернете, если надо), в общем выбор большой. Но кондуктор, который позволял бы сверлить сразу два отверстия именно под стяжку, я нашел только этот. Посмотрим, что же мне прислали:
Жесткий пластиковый кофр, внутри поролоновая подкладка и инструменты в пакетиках.
Два сверла по дереву на 8 и на 10 мм, одно сверло форстнера на 15 мм, ограничительные муфты для них, несколько шкантов, ключ для гаек, шестигранный ключ для фиксации ограничительных муфт, и собственно сам прибор.
Вот он. Штука довольно увесистая, из литого металла, скорее всего чугуна. Фиксируется на доске винтовым зажимом. На дешевых струбцинах тарелка держится за счет развальцовки винта, со временем она отваливается или продавливается, винт начинает царапать доску. Здесь такого не произойдет. Тарелка из толстой стали, она гладкая и ровная, фиксируется винтом. Время показало, что ей можно зажимать даже окрашенную доску из мягкого дерева, следов не остается.
Максимальная толщина зажимаемой доски порядка 50 мм.
В прорезях корпуса перемещаются и фиксируются гайками две втулки. Одна для сверления 8 мм, со стороны торца доски.
Минимальный отступ оси сверлимого отверстия от поверхности доски — 5 мм.
Максимальный — 37 мм.
Шкала на раме выполнена гравировкой, т.е. не сотрется со временем.
Торец втулок немного утоплен в корпус кондуктора, буквально на долю миллиметра. Это дает возможность перемещать втулку даже когда струбцина зажимает доску. Разумеется, для этого надо ослабить фиксирующую гайку.
На другой плоскости кондуктора выполнена точно такая же прорезь для втулки под сверление на 15 мм.
Минимальное расстояние от торца доски до оси сверления — 21 мм. Можно и меньше сделать, просто установив струбцину не вплотную к краю доски.
Максимальное расстояние — 39 мм.
Ну что ж, приступим к испытаниям девайса. Перво-наперво, попробуем установить двойную эксцентриковую стяжку. Она позволяет соединять фанеру почти незаметно. Кроме того, с ними можно сделать и крестообразные соединения листов фанеры. Вот как выглядит стяжка:
Вставляем эксцентрики в отверстия на поверхности доски, вставляем штифт в отверстие на торце, соединяем торец к торцу, поворачиваем эксцентрики так, чтобы они захватили концы штифтов, подтягиваем, готово!
Винты с бочками — для Т-образных соединений. Сверлим 10 мм на одной доске, 7 мм с ее торца и на поверхности другой, вставляем в одно отверстие бочонок, в другое винт, соединяем, закручиваем, все.
Да, но как просверлить 7 мм? Втулка идеально соответствует сверлу 8 мм, сверло на 7 в ней болтается. У меня под рукой оказался переходник для фрез с 1/4 дюйма на 8 мм. А 1/4 дюйма — это 6,35 мм. Уже что-то. Вот этот переходник.
Стоит 100 с чем-то рублей.
Он из каленой стали, встает плотно во втулку 8 мм и в него практически без зазора входит сверло 6,45 мм. Это сверло для сверления отверстий для резьбы М8.
Ну а потом рассверлить 6,45 до 7 — дело техники. Если совсем уж не наваливаться на дрель, отверстие рассверлится точно по оси прежнего.
Вот такой комбинацией я и стал пользоваться. Конечно, проще было бы сверлить на 8. Но мне не хотелось добавлять лишние люфты. В угоду простоты частичной разборки шкафа мне пришлось отказаться от шкантов, и эти штифты, которые, вообще говоря, должны работать только на растяжение, у меня будут нагружены еще и на срез.
Чтоб набить руку, я начал с обрезков фанеры. Попробовал соединить три кусочка буквой Т.
Сперва сверлим сверлом форстнера с поверхности, чтобы потом легче отводилась стружка из более глубокого торцевого отверстия.
Потом сверлим с торца.
Повторяем все то же самое со второй дощечкой.
Вот что получилось:
Наконец, сверлим насквозь центральную дощечку. Собираем:
Как видите, получилось у меня только со второго раза. С первого я ошибся с размером и просверлил отверстия под эксцентрики слишком близко. Они при самой тугой затяжке не обеспечивали достаточного сжатия досок.
Края всех отверстий аккуратные. Теперь этим сверлом форстнера я проделал уже более 60 отверстий.
Сверло поизносилось, конечно, но и теперь деревянные волокна не рвет.
Вот одно из последних отверстий:
Я сверлил и уже покрашенную фанеру, края ровные.
Отверстия с торца тоже получаются отличные. Вот виден в глубине установленный эксцентрик.
Самое главное — отверстия получаются неизменно соосные. Я вставил сверло и приложил ГОСТовский уголок:
В другой плоскости:
И вот что получилось в результате:
Думаю, это самый критически важный кондуктор для изготовления корпусной мебели. Он поможет не только сделать отверстия под эксцентриковый крепеж, но и под бочки, конфирматы, шканты, т.е. всю ту работу, для которой, вообще говоря, предназначен самоцентрирующийся кондуктор. Но у этого больше функционал за счет сверления второго отверстия. Так что если вы не профессионал, и работаете не на поточном производстве, но этот кондуктор для вас. Все остальное, что мне понадобится – вырезание отверстий под петли и ручки, в принципе можно сделать вообще без кондуктора.
Сейчас стоит что-то около 2700, там скидка.
Кондуктор для сверления отверстий, перпендикулярных поверхности.
У вас есть такая проблема, что вот сверлишь что-то, а отверстие получается совсем не таким, как задумано? Посмотрим, сможет ли ее решить это приспособление.
Идея-то простая: прицеливаемся к месту сверления с некоторой высоты, таким образом этот кондуктор задает перпендикулярность оси сверла той поверхности, которая сверлится.
Вот что нам прислали:
Открываем:
В наборе кондуктор, пять втулок, два фиксирующих винтика и ключ для них.
Втулки диаметром 6,7,8,9 и 10 мм.Семерку я бы заменил на пятерку, но уж есть что есть.
Приспособление оказалось больше, чем можно подумать, глядя на фотографии в магазине.
Отверстие для установки втулки диаметром 13,3 мм.
Втулки для сверла ставятся с зазором меньше одной десятой мм.
Примерно такой же зазор получается между сверлом и втулкой.
Устанавливаем втулку. Она не совсем такая, как на фотографии в магазине. Немого короче и без лунки под фиксирующий винтик.
Сталь втулки явно каленая, втулки тяжелые при постукивании одной о другую возникает характерный звук звяканья металла высокой твердости.
Устанавливаю:
Вот так это выглядит в собранном виде:
Как видим, идеальная перпендикулярность.
Люфты между втулкой и устройством не ощущаются при сверлении. А вот зазор между сверлом и втулкой есть. Но его не может не быть — сверло же должно свободно вращаться. В итоге кончик сверла может передвигаться по поверхности в радиусе пары миллиметров от точки сверления. Так что лучше накернивать начало отверстия, конечно.
Еще один момент: сверло должно быть совершенно ровным и у патрона не должно быть биения. Иначе все устройство начинает елозить по поверхности и сверлить становится тяжело.
Ну и, разумеется, длины сверла должно хватать на сверление, с учетом высоты этого кондуктора.
С учетом этих обстоятельств, устройство вполне функционально.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
- 23 августа 2019, 07:14
- автор: tykhon
- просмотры: 9354
- PavelK
- 23 августа 2019, 07:22
- silent-service
- 23 августа 2019, 08:06
- Ulises
- 23 августа 2019, 09:39
и как-то совсем не очень.
Тем более ценник на него… Все это очень красивое, с виду крутое и очень статусное.
Ну как же ж? Цельный кондуктор, не хухры-мухры.
А что имеем по-факту?
Направляющая втулка из твердого (каленого) металла — не самое лучшее, что можно ставить в соприкосновение с ленточками сверла. К тому же, в столярке используются «сверла по дереву», по-русски это «из гвоздя» и при частом использовании в кондукторе сотрутся нафик. Это даже не Р6М5 (HSS — по ихнему).
Второй момент — частота использования подобного кондуктора.
Мне абсолютно понятно, что столяр-производственник имеет сверлильный станок и вопрос перпендикулярности отверстий уже дакно не актуален.
Значит, сей девайс нужен для разовых работ на любительском уровне. И, как правило, под определенные операции — на 99% это сверловка под гпунты. Применяются 2 вида шпунтов — обычно 8мм и реже 6мм.
Поэтому вам нужно приобрести (подобрать на разборах) по паре подшипников с требуемыми внутренними диаметрами. А дальше изготавливается простейший кондуктор под требуемую работу — с упорами для установки на деталь и сверловки без разметки.
Направляющая в кондукторе — брусок с надсверленными отверстиями под установку подшипников с обеих сторон.
Как сделать кондуктор для сверла своими руками
Очень часто при ремонте мебели или её сборке нужно точно просверлить отверстия для комфирмата, нагеля и других крепежей. Если сверлить лист ДСП, то простым сверлом сделать это практически невозможно, поскольку отверстие разбивается и не всегда получается сделать прямой угол. Поэтому для таких работ обязательно нужно иметь инструмент, который называется кондуктор.
Классификация кондукторов
Главная функция кондукторов — это обеспечение прямолинейности в сверлении деревянных поверхностей на протяжении всей глубины отверстия. Такие приспособления в обработке металла используются довольно часто и, как правило, поставляются прямо со станком. В связи с необходимостью создания подобных отверстий в производстве мебели в большом количестве такие приспособления очень востребованы среди мастеров.
Существуют такие разновидности кондукторов:
- Накладные. Подобный вид не требует фиксации перед началом работы. Они практичны и просты, но пользоваться ими следует только одной рукой, если дрель не установлена на специальную станину. Сделать самостоятельно такой кондуктор можно легко и просто, а использовать необходимо в ДСП плитах.
- Поворотные. С их помощью можно сделать два отверстия в плоскостях, которые прилегают друг к другу. Выполняется такая операция благодаря откидному кронштейну.
- Кондуктор для сверления отверстий под углом. Этот вариант применяется в узкоспециализированных отраслях. С его помощью можно просверлить отверстия под углом. Иногда используется вместе с накидными кондукторами.
- Скользящие. Они предназначены для сверления отверстий в нескольких местах, но при этом первичные установки остаются неизменными. Они в основном используются профессионалами, а для успешной работы необходим небольшой опыт.
Если кондуктор имеет достаточную жёсткость, то его можно использовать не только на ровных плоскостях, но и для кривых труб и т. п. В этом случае он закрепляется с помощью струбцины. Но ни в коем случае ее нельзя использовать для крепления на деревянных поверхностях, так как можно испортить мебель. Его можно купить в магазине, а также сделать своими руками.
Кондуктор по факту является шаблоном для проделывания отверстий, с помощью которого такую работу можно сделать с максимальной точностью. В связи с простотой строения конструкции они часто применяются не только в сферах производства мебели. В частности, активно используют в сфере машиностроения для сверления отверстий в различных заготовках и т. п. Не стоит забывать и о мебельной индустрии, где такое приспособление используется для разнообразных нужд при сборке мебельной фурнитуры.
Особенности самостоятельного производства
При проектировании кондуктора под конфирмат необходимо правильно рассчитать, какие функции он должен будет выполнять в последующем. Делать его нужно под наиболее часто используемые крепления в доме. Если такое приспособление требуется мебельщикам для постоянной работы, то лучше купить заводский образец, который отличается большой точностью работы. К тому же производители зачастую в комплекте прилагают дополнительные крепежи, упоры и шаблоны.
Цена подобного устройства для профессионального использования составляет от 400 до 1100 рублей. Зависит она от непосредственных возможностей определённого агрегата, количества проделываемых отверстий, их длине и прочее. Многие интересуются, как сделать мебельный кондуктор своими руками. Чертежи с размерами являются обязательными для начинающих мастеров, поскольку позволяют сделать конструкцию качественно с первой попытки. Подобные схемы можно найти в интернете.
В основном кондуктор имеет такие элементы:
- Основа изделия. Она непосредственно прикладывается к плоскости мебели, на которой и будут сверлиться отверстия.
- Направляющие втулки. Через них проходит сверло.
- Детали для зажима поверхности. Как правило, они находятся на торцевой части кондуктора.
Для начала проектирования собственного кондуктора необходимо правильно выбрать уголок. Лучше делать не равнополочный уголок, поскольку у него будет намного больше возможностей, а толщину полки выбирать максимальной.
Дальше нужно позаботиться о правильном направлении втулки. Её можно сделать из нержавеющей трубы. Длина втулки должна быть как минимум в два раза больше, чем отверстие, в котором она будет находиться на уголке. Втулка в отверстии должна сидеть с натягом. Самый простой и распространённый вариант — это посадка по принципу вала. Под уже известный диаметр втулки сверлится соответствующее отверстие в уголке, а после этого производится посадка. Рекомендуется использовать посадку с маленьким натягом.
Бывают случаи, когда кондуктор нужно сделать под сверление глубоких отверстий. Тогда втулка изготавливается с буртиком. Количество возможных отверстий, их длина и расстояние между ними выбирается под определённые потребности каждого мастера.
Для крепления приспособления могут быть использованы несколько вариантов:
- Упор с пружины. Кондуктор будет приживаться к обрабатываемому материалу с помощью пружинной силы. Для этих целей можно использовать любую плоскую пружину с необходимой силой.
- Крепление к дереву с помощью саморезов. С помощью такого метода кондуктор прижимается и удерживается на рабочей поверхности благодаря силе трения. Подобный метод крепления позволяет использовать образовавшиеся пометки для последующего центрирования детали. При работе с ДСП нужно с большой аккуратностью использовать такой метод.
- Струбцины с резиновыми прокладками. Опасен такой метод возможным смещением оси втулки. Происходит это, потому что вес кондуктора увеличивается, а втулки поддаются искривлению. Поэтому нужно сначала приложить кондуктор к поверхности, пометить будущее отверстие, а потом приступать к сверлению.
Конструкция под конфирматы и шканты
Мебельный кондуктор для сверления отверстий под шкант и конфирмат — очень необходимое приспособление для мебельщиков. Особенно если используется ДСП материал.
Для этих целей используют два вида кондуктора:
- Кондуктор для шкантов со струбцинным креплением с множеством функций. Основой такой конструкции является уголок из толстого алюминия. Так как приспособление довольно длинное, посередине есть дополнительное крепление. При поворачивании уголка на девяносто градусов хорошо помогает увеличенная толщина приспособления. Втулки на конструкции располагаются на расстоянии наиболее часто использованному для конфирматов и шкантов при производстве мебели.
- Двухползунковый кондуктор, который применяется для проделки отверстия в двух скреплённых между собой деталях. Конструкция состоит из двух планок, которые соединяются крепежом. Имеет несколько отверстий, благодаря чему можно устанавливать приспособления на различной ширине.
Сфера использования
Мебельные кондукторы — это приспособления, без которых не обойдётся ни один мебельщик в процессе работы. Такие устройства позволяют избежать основной проблемы при производстве мебели, а именно вхождения сверла не под тем углом. Если сделать подобную ошибку, то её впоследствии очень сложно исправить или вовсе невозможно. Такое приспособление не только даёт возможность правильно направить сверло при работе, но и позволяет инструменту постоянно держать нужную траекторию (ровную, перпендикулярную или под углом).
Подобные приспособления используются как при проектировании и производстве мебели, так и при сборке, когда есть необходимость проделки отверстий для крепления элементов между собой. Зачастую для таких действий используются кондуктора под комфирматы или шканты, без которых ровные отверстия выполнить невозможно. Также без этого устройства не обойтись при необходимости проделки отверстий под углом или в торце тонкой плиты (особенно важно использовать устройство при работе с ДСП плитами).
При сверлении отверстий при помощи такой конструкции сам процесс происходит быстро и просто. Крепёж позволяет делать работу на любом удалении от края плиты, а также независимо от её ширины.
В мебельной индустрии очень часто используются шканты в качестве крепежей. Но в то же время этот вариант уже существует давно, и их использование требует обязательного наличия при работе сверлильного кондуктора. Единственным условием и в то же время проблемой является тот фактор, что соединяемые детали между собой должны иметь прямой угол при работе. Поэтому подобные элементы должны располагаться точно перпендикулярно друг к другу. При изготовлении отверстий для шкантов и присадке деталей очень трудно будет обойтись без кондуктора.
Мебельное производство — не единственная сфера применения таких приспособлений. Зачастую они могут использоваться для проделки отверстий в трубах и других деталях округлой формы. Специальные устройства позволяют сделать качественные отверстия даже в самых маленьких трубках.
Принцип их работы и габариты могут быть разные. Некоторое узкопрофильные модели лучше купить, чем производить самостоятельно. Но, с другой стороны, цена подобных устройств не маленькая, поэтому это является недостатком, если сравнивать с самодельными моделями.
Как сделать своими руками
Самые простые конструкции стоят дешёво, и профессиональные мебельщики не озадачиваются самодельным изготовлением, а предпочитают покупать заводские модели. Но есть и такие мастера, которые хотят именно сделать такое устройство своими руками.
Для самостоятельного создания кондуктора необходимо воспользоваться чертежами, которых в интернете есть очень много. Своими руками можно сделать и простые конструкции для конфирматов и более сложные для шкантов.
Для производства требуется подготовить инструмент:
- дрель;
- классический набор инструментов для слесаря;
- сварка;
- болгарка.
Простейший кондуктор можно изготовить из подручных средств, которые в основном есть в любом хозяйстве, в мастерской на даче или гараже. Для его создания подойдут простейшие материалы, такие как арматура, металлические листы и деревянные бруски и т. п. Они позволяют существенно сэкономить средства при производстве подобного устройства.
Изготовление такого устройства следует проводить в несколько этапов:
- Из квадратной арматуры 10х10 миллиметров необходимо сделать несколько отрезков нужной длины.
- Отверстия, через которые будет проходить сверло, должно находиться на расстоянии 8 миллиметров от края арматуры.
- Согласно общепринятым нормам, расстояние между отверстиями должно быть 3.2 сантиметра, а диаметр отверстия при этом 5 миллиметров. Таким образом, создаётся петля из отверстий.
- Когда сделать ещё и дополнительные упоры, то пользоваться таким устройством будет значительно проще. Для его создания понадобится металлическая пластина толщиной в 1 миллиметр, а шириной 20 миллиметров. Пластину следует согнуть под углом 90 градусов, тогда крепить к общей конструкции. После закрепления всех элементов с помощи струбцины их необходимо надёжно соединить болтами.
Для того чтобы при работе было мало пыли, требуется вмонтировать половину пластиковой бутылки. В ней также будет собираться пыль.
Приспособления для сверления и расточки
Фиг. 703. Накладной кондуктор для сверления 14 отверстий.
Фиг. 704. Универсальный кондуктор для сверления валиков.
Для сверления и расточки применяются приспособления, называемые кондукторами; эти приспособления бывают различных видов в зависимости от назначения и типа конструкции. Различают кондуктора накладные , поворотные, ящичные, сборные , универсальные.
Рассмотрим эти типы кондукторов с указанием способов применения их и действия.
На фиг. 703 показан простой накладной кондуктор а для сверления 14 отверстий во фланце литого изделия А.
Крепление кондуктора производится двумя крючкообразными прижимами с, закрепляемыми гайками d. По бокам кондуктора предусмотрены планки b для фиксирования кондуктора на изделии в поперечном направлении.
На фиг. 704 изображён универсальный кондуктор для сверления валиков.
Центрирование валиков производится призмой А. Болт В служит упором в продольном направлении. Передвигающаяся стойка D закрепляется гайками с на определённом расстоянии от конца упорного болта В. Крепление валика производится скобой с болтами или специальной планкой, пристроенной к столу станка.
Фиг. 705. Универсальный кондуктор.
Фиг. 706. Нормальный быстродействующий пружинный кондуктор.
На фиг. 705 изображён универсальный кондуктор,
состоящий из самоцентрирующего трёхкулачкового патрона, в котором обрабатываемое изделие зажимается и одновременно центрируется.
Патрон привёрнут болтами к вращающемуся диску 1, на котором укреплён делительный диск 2 с 24 делениями; при помощи этого диска можно сверлить отверстия, расположенные по окружности. Деление осуществляется защелкой 3, которая закреплена в стойке 4 и защёлкивается сама под действием пружины 5. Кондукторная направляющая втулка находится в кронштейне 6, передвигающемся но вертикальным направляющим стойки 7 и устанавливаемом в зависимости от высоты изделия; эта втулка в свою очередь может перемещаться но горизонтальным направляющим при помощи винта 8. Расстояние от втулки до оси патрона устанавливается по линейке, закреплённой на направляющих.
При нулевом положении стойки ось кондукторной втулки совпадает с осью патрона.
В серийном производстве широко применяются нормальные быстродействующие кондуктора. Преимущество их заключается в быстроте зажима и универсальности, заключающейся в том, что кондуктор можно легко приспособить под любую деталь, для чего требуется переменить нижнюю установочную плиту для изделия.
Иногда кроме нижней необходимо переменить и верхнюю кондукторную плиту; самый же корпус остаётся без изменений.
Для мелких деталей применяется нормальный быстродействующий пружинный кондуктор (фиг. 706), в котором верхняя кондукторная плита 2 прижимает и центрирует изделие, опускаясь вниз при помощи рукоятки, повёртывающей кривошипный валик 3; валик, перемещая тягу 4, сжимает пружину.
При обратном повороте рукоятки пружина поднимает кондукторную плиту, и деталь освобождается. Изделие устанавливается на специальное основание, которое привёртывается к корпусу 1.
Фиг. 707. Детали нормального кондуктора с рейкой.
Фиг. 708. Быстродействующий замок типа Шварц.
Для изделий средних размеров кондуктора отличаются тем, что прижим изделия происходит без пружин, а при помощи зубчатого валика А, вращающегося от рукоятки и перемещающего две вертикальные зубчатые рейки В (фиг. 707), соединённые с верхней кондукторной плитой С; плита С, прижимая изделия, не может отходить сама вверх благодаря применению специальных быстродействующих замков.
На фиг. 708 показан быстродействующий замок типа Шварц .
На зубчатый валик 1 насаживается па шпонке 2 кулачок 3; в профрезерованные уступы 4 кулачка вставляются три ролика 5, находящиеся одновременно в прорезах 6 стакана 7, составляющего одно целое с шестигранной гайкой 8; при повороте гайки ролики передают давление на плоскости кулачка, вращая его и валик 1 и опуская при этом вниз рейки и кондукторную плиту.
При зажиме изделия плитой кулачок останавливается, и ролики заклиниваются, препятствуя обратному вращению кулачка.
При окончании операции для освобождения изделия рукоятка вращает гайку 8 в обратном направлении; гайка прорезами стакана перемещает ролики 5 в противоположную сторону, а ролики перемещают кулачок 3, зубчатый валик рейки и кондукторную плиту.
Фиг. 709. Применение нормального быстродействующего кондуктора.
Фиг. 710. Нормальный кондуктор для сверления 6 отверстий во фланце валика.
Применение нормального быстродействующего кондуктора для сверления отверстия в валике перпендикулярно профрезерованному пазу показано на фиг. 709; валик центрируется призмой 1 и фиксируется качающейся планкой 3, закреплённой в стойке 2, которая одновременно служит продольным упором для изделия.
Планка 4 прижимает изделие к призме. Другой пример применения нормального кондуктора для сверления шести отверстий во фланце валика приведён па фиг. 710. Центрирование и прижим валика производятся центром, укреплённым в верхней кондукторной плите.
Если длина валика превышает размеры кондуктора, то для него привёртывается специальная чугунная подставка.
Удобство применения нормальных кондукторов можно видеть из следующих примеров.
Фиг. 711. Кондуктор для нажимного рычага.
Фиг. 712. Нормальный кондуктор для сверления отверстий.
На фиг. 711 показан кондуктор для сверления отверстий в нажимном рычаге . Центрирование и закрепление изделия производится специальной втулкой Г, которая на резьбе вставлена во втулку Д; направление создаётся цилиндрической частью втулки Г; А — корпус кондуктора, Б — опорная втулка, В — штифт для установки детали.
Неудобство завёртывания втулки Г и возможность быстрой потери точности, имеющие место в этом кондукторе, устранены в нормальном кондукторе (фиг. 712), аналогичном предыдущему, в котором изделие — фланец — центрируется и зажимается втулкой Л, находящейся в верхней кондукторной плите.
Изделие устанавливается на специальную подставку с тремя штифтами, служащими для предварительной ориентировки изделия.
Фиг. 713. Кондуктор для сверления отверстий в подшипнике.
Фиг. 714. Нормальный кондуктор для сверления отверстий в подшипнике.
На фиг. 713 показан кондуктор для сверления двух отверстий в подшипнике. Для установки изделия кондуктор А необходимо перевернуть, накинуть планку Б и прижать её гайкой болта В.
При сверлении усилие сверла действует на поддерживающую планку Б , что является недостатком кондуктора, так как возможно ослабление гайки; Г и Д — винты для установки детали в продольном направлении.
Для этой же детали нормальный кондуктор (фиг. 714) значительно удобнее предыдущего; при установке детали его не требуется повёртывать; усилие от сверла действует на неподвижную опору; центрирование значительно проще, чем планкой в предыдущем кондукторе.
Фиг. 715. Нормальный кондуктор для сверления центрального отверстия.
Фиг. 716. Нормальный кондуктор для сверления 4 отверстий.
Применение нормального кондуктора для сверления центрального отверстия приведено на фиг. 715. Центрирование производится нижней подставкой и верхней втулкой, имеющими скошенные края для облегчения центрирования; втулка закреплена в верхней кондукторной плите и служит также для зажатия шестерни.
На фиг. 716 показан нормальный кондуктор для сверления четырёх отверстий в той же шестерне, но с центрированием по обработанному отверстию. Нижний штырь входит в отверстие с зазором 0,5 мм и служит для предварительного центрирования, а верхний даёт точное центрирование и прижимает шестерню. Верхний штырь и все направляющие втулки находятся в верхней кондукторной плите.
Фиг. 717. Нормальный кондуктор.
Фиг. 718. Два накладных кондуктора со специальными подставками.
На фиг. 717 изображён нормальный кондуктор и деталь, в которой сверлится отверстие при помощи этого кондуктора.
На фиг. 718 показаны два накладных кондуктора со специальными подставками , которые центрируют изделие посредством двух штырей; один штырь изготовлен с двойным срезом; установка его должна быть произведена, как показано на этом кондукторе, где штырь обозначен буквой А, а не так, как на другом кондукторе, где штырь обозначен буквой В.
Оба эти кондукторы можно заменить одним нормальным быстродействующим кондуктором.
Фиг. 719. Применение многошпиндельной головки при сверлении по передвигающемуся кондуктору.
Фиг. 720. Передвигающийся кондуктор (на длину l) для сверления двух отверстий.
На фиг. 719 показано применение многошпиндельной головки при сверлении по кондуктору, передвигающемуся по направляющим А до упора Б ; снятие изделия производится во время работы станка, т. е. снятие происходит в период основного времени.
Такой метод применяется часто для облегчения перемещения кондуктора, когда необходимо просверлить два и более отверстий, расположенных на одной прямой. Общий вид такого кондуктора для сверления двух отверстий дан на фиг. 720.
Фиг. 721. Кондуктор для сверления наклонных смазочных отверстии у шатуна.
Фиг. 722. Кондуктор для сверления верхнего смазочного отверстия шатуна.
Сверление наклонных смазочных отверстий с двух сторон шатуна производится в простом кондукторе (фиг.721). Для зенкования тех же отверстий можно вынимать направляющую втулку или всю планку с втулкой делать откидной. Вообще откидные планки дают меньшую точность, по для смазочных отверстий большой точности не требуется.
Сверление верхнего смазочного отверстия шатуна производится также в простом кондукторе (фиг. 722).
Корпусы последних двух кондукторов часто изготовляют не литыми чугунными, а сварными из листового и полосового железа; это значительно облегчает и удешевляет изготовление кондукторов.
Фиг. 723. Кондуктор для сверления на многошпиндельном сверлильном станке 18 отверстий в маховике автомобильного двигателя.
Фиг. 724. Кондуктор для сверления в шатуне четырёх отверстий под болты и одного отверстия для смазки.
На фиг. 723 показан кондуктор для сверления 18 отверстий маховика автомобильного двигателя на многошпиндельном сверлильном станке. Верхняя плита с направляющими втулками опускается вместе со свёрлами на изделие. Изделие центрируется штырём А, опираясь па опоры В.
Поворотные кондукторы широко применяются для сверления отверстий, расположенных с разных сторон. В зависимости от размеров изделия поворотные кондукторы бывают одно и двухстоечные.
На фиг. 725 изображён поворотный одностоечный кондуктор для сверления вензеля токарного станка с трёх сторон. Стойка 1 и поворотный механизм показаны условным пунктиром, так как их конструкции являются нормальными, применяемыми для разных изделий, поворотная же часть 2 конструируется по изделию.
Для фиксирования точного положения предусмотрен фиксатор с ручкой 3 и три отверстия 4, 5 и б. Рукоятка 7 служит для застопоривания кондуктора при каждом повороте. Изделие фиксируется на два штыря 8 и 9, один из которых — меньшего диаметра — имеет двусторонний срез. Изделие закрепляется шайбой 10 с прорезом для быстрого снятия её и звёздочкой 11.
Фиг. 725. Поворотный одностаночный кондуктор для сверления трензеля токарного станка с трех сторон.
Фиг. 725. Поворотный одностаночный кондуктор для сверления трензеля токарного станка с трех сторон.
Кондуктор для сверления четырёх отверстий под болты и одного отверстия для смазки в шатуне показан на фиг. 724. Крепление изделий попарно производится на поворотном столе во время сверления, так что вспомогательное время затрачивается только на поворот стола и составляет примерно 0,1 мин.
Многошпиндельная головка применяется для одновременного сверления всех отверстий в восьми шатунах. Ввиду близости отверстий сверлить приходится по два отверстия, расположенных по диагонали. Так как отверстия под болты ступенчатые, т. е. имеют два разных диаметра (12,3 мм на длине 40 мм и 11,7 мм на длине 35 мм), то первые отверстия сверлятся по направляющим втулкам, а отверстия диаметром 11,7—без них.
На фиг. 726 показано приспособление для расточки корпуса задней бабки токарного станка. Направляющие втулки изготовляются с пазами А для прохода резцов, находящихся в оправке.
Фиг. 726. Приспособление для расточки корпуса задней бабки токарного станка.
Виды и конструкция кондукторов для сверления
Кондукторы для сверления отверстий: особенности конструкции и назначение инструмента. Виды кондукторов: накладные, поворотные, универсальные, опрокидываемые, скользящие и закрепляемые. Преимущества кондукторов. Сборка самодельного приспособления.
Кондукторы для сверления отверстий призваны облегчить обработку изделий из металла, древесины и других материалов. Существует множество моделей различного типа исполнения, которые применяются как в единичном, так и в серийном производстве. Изделие представляет собой планку с шаблонами отверстий различного диаметра, расположенных под разными углами. Это позволяет разместить сверло с нужным наклоном к рабочей поверхности.
Приспособление можно приобрести в специализированном магазине. Однако мастера, обладающие достаточными слесарными навыками, предпочитают собирать кондуктор самостоятельно. В этом случае имеется возможность спроектировать приспособление, адаптированное к выполняемым работам.
Конструкционные особенности и назначение инструмента
Планка с набором отверстий позволяет пользоваться сверлом с максимальной точностью. Гильзы кондуктора играют роль направляющих. Они же определяют диаметр сверла.
В моделях промышленного производства втулки изготавливают из инструментальной стали. Этот материал отличается устойчивостью к нагрузкам и низкой степенью механического износа, что продлевает срок службы инструмента.
Чаще всего приспособление имеет прямоугольную форму. Шаблоны размещают линейно, с постепенным увеличением шага отверстий.
Основное различие заключается в расположении оси сверления. Существует два вида кондукторов:
- Отверстие направлено перпендикулярно рабочей плоскости.
- Ось сверления расположена под острым или тупым углом к поверхности.
- Машиностроение. Устройство используют в процессе сборки механизмов и оборудования, к конструкции которых предъявляют повышенные требования к точности. Сборочное производство не может обойтись без кондукторов, которые давно заняли место в качестве одной из разновидностей станочных приспособлений. Некоторые модели позволяют выполнять сверление нескольких отверстий одновременно, что повышает производительность работ.
- Строительство. Кондукторы активно используются для сверления отверстий в элементах металлоконструкций. Кроме того, оборудование применяют для обработки труб. Особенности конструкции позволяют выдержать необходимый угол в процессе проведения работ.
- Деревообработка. Современное сборочное производство мебельной продукции не обходится без кондукторов. С их помощью выполняют отверстия под крепежные элементы. Стружечные плиты, которые являются основным материалом изготовления, не терпят неаккуратного обращения: сверление под неправильным углом может привести к выбраковке элемента ввиду нарушения сопряжения.
Это далеко не весь перечень отраслей промышленности, в которых точное сверление является востребованным. Любое серийное производство требует унификации основных элементов. Использование шаблонов позволяет выдержать точный диаметр и угол наклона отверстий.
В быту кондукторы используют в процессе проведения ремонтных работ. Многие процедуры требуют высверливания отверстий. Прибор пригодится там, где к точности предъявляют повышенные требования.
Виды кондукторов для сверла
- Накладные. Самая простая модель, название раскрывает принцип работы механизма. Она представляет собой кондуктор для перпендикулярного сверления. Его прикладывают к рабочей поверхности и крепят с помощью специальных зажимов. Бюджетные модели необходимо удерживать вручную. Чаще всего используется в мебельной отрасли для сверления заготовок листового типа: досок, ДСП и OSB-плит.
- Поворотные. Используются для обработки изделий цилиндрической формы. Ось поворота может занимать вертикальное, горизонтальное или наклонное положение относительно рабочей плоскости. Направляющие втулки определяют направление сверления.
Преимущества использования устройства
Благодаря направляющим гильзам точность не зависит от глубины сверления.
В качестве конструкционных материалов обычно используют сталь или оргстекло. Металлические приспособления отличаются лучшим качеством и эксплуатационными характеристиками.
Основные преимущества использования кондуктора:
- простота в эксплуатации – отличная альтернатива сложному оборудованию;
- высокое качество отверстий;
- повышение производительности;
- упрощение операции.
Ради справедливости заметим, что данное приспособление больше поможет новичку. С его помощью даже неподготовленный человек сможет сделать отверстие приемлемого качества. Профессионал в большинстве случаев обойдется без него.
Самодельное приспособление
Рассмотрим особенности процесса сборки кондуктора для сверления отверстий своими руками.
Можно убедиться, что для изготовления потребуется минимум материалов, которые всегда можно найти в гараже или мастерской.
Для сборки самодельного кондуктора понадобится следующее оборудование:
- дрель или шуруповерт;
- УШМ;
- набор ручных инструментов;
- тиски или струбцины.
В некоторых ситуациях может потребоваться инвертор или сварочный аппарат.
Рассматриваемое самодельное приспособление подойдет для обработки листового материала на сверлильном станке с одним шпинделем.
- Металлическую заготовку из квадратной арматуры с помощью УШМ или ножовки делят на части заданной величины.
- Расстояние от оси отверстия до края плиты должно составлять 8 мм. Такой размер необходим для обработки материалов толщиной 16 мм.
- Для мебельной отрасли стандартное расстояние между отверстиями – 32 мм. При этом диаметр должен быть равен 5 мм.
- Для повышения комфорта можно оснастить инструмент упорами. Для изготовления понадобится листовой металл толщиной 1 или 2 мм. Его сгибают под углом 90º и крепят к краю кондуктора с помощью болтового соединения.
- Для фиксации элементов кондуктора следует использовать тиски или струбцины.
Кондуктор для сверления отверстий является отличной альтернативой сложному оборудованию. С его помощью можно получить отверстия высокого качества по заданным параметрам. Как вы считаете, может ли самодельное устройство обладать характеристиками, сопоставимыми с моделями промышленного производства? Поделитесь вашим мнением в блоке комментариев.