Содержание
- Пайка проводов паяльником: как сделать правильно
- Что нужно для пайки паяльником
- Процесс пайки электропаяльником
- Правильное соединение проводов в распределительной коробке
- Для чего нужны распределительные коробки
- Общие правила коммутации электрокабеля в распредкоробках
- Способы соединения проводников в коробке
- Современные способы соединения проводки в коробке
- Видео по теме
- Как сварить медные провода в домашних условиях
- Особенности сварки медных проводов
- Пайка или сварка медных проводов – что лучше?
- Аппарат для сварки
- Технология сварки скруток медных проводов
- Выбор электродов
- Как правильно паять провода и что для этого понадобится
- Физика процесса
- Преимущества и недостатки пайки
- Необходимые инструменты и материалы
- Подготовительные работы
- Выполнение пайки
- Как выбрать правильный паяльник и научиться паять провода
- Инструменты и принадлежности
- Выбор и подготовка паяльника
- Паяльный флюс
- Пайка проводов
Как паять скрутку медных проводов
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Правильное соединение проводов в распределительной коробке
Электропроводка в помещении должна быть безопасной и удобной для использования. Если строго следовать этому правилу, то каждый потребитель энергии (люстра, телевизор, компьютер, холодильник) должен иметь собственное устройство защиты от короткого замыкания или перегрева проводки. Вы можете протянуть отдельный кабель от персонального автомата защиты для каждой розетки и выключателя. Против этого выступают еще два критерия: рациональность и экономичность.
Для чего нужны распределительные коробки
Рациональная электропроводка выглядит следующим образом:
То есть, общее энергопотребление объекта равномерно распределяется между автоматами защиты. Кроме того, следует разбить потребителей по группам, например:
- Освещение гостиная и спальня
- Освещение кухня
- Освещение санузел и прихожая
- Розеточная группа (в каждой комнате)
- Силовая розеточная группа (для мощных потребителей, вроде кондиционера или электрической духовки)
Но при такой схеме, на одной линии электропроводки может оказаться насколько подключений. Выполнять накладные соединения и прятать их в стену небезопасно. Как минимум, это не дает возможность отключить неисправную ветку, оставив работоспособной остальную схему.
Для нормальной разводки линий, существуют распределительные коробки.
Представляют собой изолированный контейнер, внутри которого происходит коммутация (постоянная) линий электропроводки. Соединение проводов в распределительной коробке может выполняться различными способами, главное — обеспечить надежную изоляцию между фазами, и контакт, выдерживающий нагрузку.
Схема соединения проводов в распределительной коробке позволяет сэкономить при покупке электрокабелей, а также избежать неконтролируемого переплетения проводов в стенах. От щитка с защитными автоматами расходятся так называемые радиальные провода. На каждом из них размещаются соединительные узлы: те самые распределительные коробки.
Важно: Сечение провода может быть одинаковым или разным. Главное условие: мощность магистрального кабеля не может быть ниже мощности конечной проводки к потребителю (розетка, световой прибор).
Кроме того, существуют определенные способы и правила соединения проводов в распределительной коробке. Об этом поговорим подробнее.
Общие правила коммутации электрокабеля в распредкоробках
Разумеется, все требования к энергообеспечению изложены в ПУЭ.
Это настольная книга электрика. Мало того, за нарушение «Правил устройства электроустановок» предусмотрены штрафы. Однако на практике, все эти строгости касаются лишь учреждений и организаций. В частных домовладениях, ответственность заканчивается вместе с проводом, выходящем из прибора учета (счетчика электроэнергии). Остальное — на совести домовладельца. Чтобы некорректное соединение не привело к пожару, или поражению электротоком, надо соблюдать несложные правила:
- Соединение проводов в распределительной коробке производится при полном отключении электроэнергии. Даже если электрик в диэлектрических перчатках, и знаком с правилами безопасности, возможен случайный контакт фазного провода с конструктивными элементами здания или заземлением.
- Тип соединения должен быть одинаковым для каждой линии в пределах одной коробки. Это обезопасит вашу линию от ослабления контакта под нагрузкой.
- Не допускается физический контакт проводников, выполненных их разных материалов (медь с алюминием). При протекании электрического тока, возникает активная электрокоррозия. Металлы покрываются оксидной пленкой, которая ухудшает контакт. Как следствие — искрение, перегрев, и полное отгорание контактного соединения.Если такая необходимость возникает, необходимо залудить провода с помощью припоя. После скрутки соединение должно быть пропаяно не менее, чем на 50% длины. Остальная часть скрутки не будет корродировать, поскольку через нее не течет ток под нагрузкой.
- Необходимо исключить возможность выхода оголенных проводников за пределы коробки. Даже если кабель полностью уложен в стене.
- При соединении без контактных приспособлений, то есть с помощью пайки, скрутки или сварки, на оголенный проводник обязательно надевается изолирующий колпачок. Изолятор должен прочно фиксироваться, при его изготовлении используются негорючие материалы.
- Концы проводов внутри коробки должны иметь как минимум 200% запас по длине соединительных концов. При обрыве или отгорании, будет возможность провести повторный монтаж, не прокладывая новый провод.
Кроме того, неопытные электрики часто ошибаются, и обламывают жилы при зачистке изоляции. Если провод заведен в коробку «в натяг», повторное соединение будет невозможным.
Способы соединения проводников в коробке
Не существует единственно возможной методики. Выбирая способ, как соединить провода в распределительной коробке, электрик взвешивает все факторы: от стоимости материалов до предполагаемой нагрузки.
- Клеммы. Есть мнение, что такой способ является самым надежным, однако это неверное утверждение. Чаще всего, клеммы применяются на коробках с готовыми контактными площадками.
Такое соединение проводов в коробке, позволяет в любой момент отсоединить одну из линий (например, для ремонта), не нанося ущерб всей энергосистеме. Есть два способа подключения, непосредственно на колодку (изготовив кольцо из жилы провода), или с помощью клеммы. С кольцом все просто, необходимо лишь обеспечить укладку провода таким образом, чтобы при затяжке резьбового соединения, не ослабился контакт.
А вот с клеммами все сложнее. Обжимать одножильный провод нерационально: можно механически повредить проводник, и в любой момент жила отломится. Да и при укладке в коробке, одножильный кабель с клеммами занимает много места, сложно развести разные фазы на достаточное расстояние.
Отличный результат получается при обжиме многожильного мягкого кабеля, контактная клемма укладывается удобно. Но стационарная прокладка многожильного кабеля — это нонсенс.
Итог: Клеммные колодки в распределительной коробке удобны, но соединение лучше проводить непосредственно жилой под винт, без использования обжимных клемм.
Существуют современные коробки, с контактными колодками быстрого монтажа. Такое решение действительно удобно, но рассчитано на малую нагрузку.
Таким образом, применение контактных колодок оправдано лишь при необходимости периодически отсоединять одну из линий. Да и то, рано или поздно проводник отломится.
- Для стандартной разводки в квартире (или домовладении), все-таки больше подходит классика:
Сварка проводов в распределительной коробке применяется с незапамятных времен. Тот, кто ремонтировал свои «хрущевки» или «брежневки», наверняка обратил внимание на капельку застывшего расплава на конце алюминиевых скруток в коробках.
Сегодня применение алюминиевой проводки запрещено ПУЭ, а способ соединения сваркой по-прежнему популярен. Суть в следующем: после тщательного закручивания зачищенных жил, на конечную точку кратковременно подается контакт сварочного аппарата.
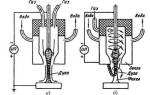
Обычно это компактный прибор небольшой мощности. Его применяют практически все профессиональные электрики. Работает по принципу споттера для точечной сварки. Дугу зажечь не получится, но металл в точке приложения плавится исправно. На рисунке изображена простейшая схема, которую можно собрать в домашних условиях.
Качество соединения более чем достаточное. Помимо общей длины скрутки (40–50 мм), шарик на конце образует точку с минимальным сопротивлением. Дополнительный плюс — такая скрутка не раскрутится даже при перемещении проводов внутри коробки.
Если сварочный аппарат недоступен — ограничиваемся обыкновенной скруткой. Разумеется, соединение производим не пальцами, а с помощью пассатижей. Все концы проводника должны быть зачищены (но не уменьшены в сечении), длина оголенной части перед началом скрутки не менее 70 мм.
Скрутка производится после окончательного закрепления проводов в коробке. Если кабель будет двигаться, соединение может потерять прочность. Как результат — искрение, перегрев, и обрыв контакта. Хорошо, если обойдется без пожара.
- Как вариант — вслед за скруткой проводится пайка проводов в распределительной коробке.
Важно! Среди дилетантов распространено мнение: под нагрузкой, скрутка нагреется, и припой расплавится. Во-первых: нагрузка, способная нагреть проводник до температуры плавления припоя, в домашних условиях нереальна. Разумеется, при условии исправных защитных автоматов. Во-вторых: нагрев на скрутке происходит по причине неплотного контакта, а это как раз решается пропайкой.
Надежность получается ненамного хуже, чем при сварке. При этом нет необходимости приобретать (делать самому) сварочный аппарат, достаточно мощного паяльника или даже строительного фена.
Совет: Используйте как можно более мощный прибор для пайки. Лучше кратковременно воздействовать высокой температурой, чем медленно и долго греть контакты слабым нагревателем.
Во время нагрева, следите за состоянием изоляции. Если она начала плавиться, сделайте перерыв до полного остывания. Сразу после пропайки не шевелите провод, дайте возможность остыть как припою, так и изоляции.
Применяйте тугоплавкие припои, у этих сплавов выше прочностные характеристики.
- Опрессовка. С точки зрения электропроводности, качество контакта не лучше, чем у обычной скрутки. Но прочность соединения возрастает в разы. Если нет возможности сварить или пропаять скрутку, обожмите ее с помощью специальной втулки.
Можно обойтись и пассатижами, но специальный инструмент все-таки надежнее. Есть втулки для параллельного сращивания проводов, а есть для фиксирования скруток. Принципиальной разницы нет. Если проводников два или три, подойдет параллельный обжим. При большем количестве — опрессовка после скрутки.
Фактически, выше рассмотренные способы являются модернизацией старого доброго скручивания. Не следует относиться к вопросу скептически. Из-за плохого контакта в распределительной коробке, произошло множество пожаров, нанесен ущерб бытовой технике. Поэтому при ремонте электропроводки в своем жилище, используйте по максимуму технические средства улучшения контакта в скрутке.
Современные способы соединения проводки в коробке
Так называемые колодки быстрой фиксации. Эти изделия широко предлагаются в интернет магазинах, на рынках стройматериалов.
Действительно, такие приспособления делают монтаж быстрым и удобным. Внешний вид соединения также приятен. Поэтому подобные «электроклипсы» полюбились электрикам, выполняющим работу на заказ.
Однако у этого способа есть серьезные недостатки. Сразу оговоримся: производитель не обещает высокую мощность соединения: характеристики есть на корпусе. Для светодиодной лампы, подключения компьютера или телевизора — в самый раз. А вот холодильник, электроплиту, бойлер, через такую распределительную коробку подключать нельзя.
Площадь контакта в таких «быстросъемах» маленькая, площадка соединена с проводником по касательной. При небольшой нагрузке, ток не слишком греет поверхность. А при подключении серьезного потребителя, начнется искрение, нагрев, и отгорание соединения.
При всем разнообразии способов соединения проводов в коробке, наиболее надежным остается традиционная скрутка. Сварка или пропайка существенно улучшают контакт.
Серьезное оборудование не требуется, все работы можно выполнить при наличии элементарных навыков в электротехнике.
Видео по теме
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Как правильно паять провода и что для этого понадобится
Существует очень много способов соединения проводников. В этой статье поговорим об одном из самых надёжных – пайка проводов паяльником. Процесс этот тонкий и кропотливый. Если ни разу в жизни в руках паяльник не держали, то надо будет немного поучиться. Во-первых, нужен опыт и навыки в умении пользоваться паяльным приспособлением. Во-вторых, перед тем, как паять провода, необходимо соединить их в скрутку. В-третьих, понадобится специальный инструмент и материалы.
Физика процесса
Перед тем, как выполнять соединение проводов пайкой, неплохо было бы разобраться в самой сути этого процесса.
С помощью паек получают неразъёмные соединения. Например, если нужно соединить какие-то два элемента (кабель либо провод), то между ними вводится припой в виде расплавленного металла. Необходимо чтобы температура плавления у этого металла была ниже, чем у материалов соединяемых элементов. Паяемый элемент, флюс и припой вводят в соприкосновение путём нагрева. Припой становится жидким и смачивает поверхность проводника. Когда нагрев прекращают, сплав припоя твердеет, тем самым образуется прочное контактное соединение.
Прочность контакта зависит от того, насколько хорошо припой смочил поверхности соединяемых элементов. А тут уже прямая зависимость от того, насколько чистыми были эти элементы на момент пайки. Поэтому перед тем, как паять провода, они обязательно должны быть очищены от органических веществ (масло, жир) и от окисной плёнки. Для этой цели и надо использовать флюс, к тому же он понижает поверхностное натяжение и улучшает качество растекания.
Наименьшие требования к флюсу, припойному сплаву и температуре предъявляет пайка медных проводов. Поэтому если хотите обучиться такому делу, лучше сначала паять паяльником провода медного исполнения, а со временем, когда наберётесь мастерства и опыта, поработаете и с другими материалами.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Подготовительные работы
Перед тем, как спаять провода, необходимо выполнить ряд подготовительных работ:
- На соединяемых жилах срежьте изоляционный слой на 40-50 мм.
- Теперь необходимо зачистить оголённые участки от окисной плёнки. Это можно сделать с помощью наждачной мелкозернистой бумаги. Жилы проводов надо зачистить до блеска.
- Перед тем, как паять медные жилы, выполняют их лужение. Нагрейте паяльник до температуры плавления канифоли. Как это узнать? Просто прикоснитесь инструментом к канифоли, она начнёт активно плавиться. Оголённый участок погрузите в канифольную смолу. Возьмите жалом немного припойного сплава и проведите по проводу. Чтобы сделать процесс равномернее и быстрее, немного проворачивайте провод. Жила из меди после лужения станет не красной, а серебристой. Проделайте то же самое со всеми проводами, которые надо будет спаивать.
- Залуженные провода соедините в скрутку.
Как выполнять лужение проводов показано в этом видео:
Теперь всё готово к самому процессу пайки.
Выполнение пайки
Одной рукой при помощи пассатижей держите скрутку проводов. Если соединяете всего два тонких провода, и длина пайки будет небольшой, то вполне можно обходиться и без скрутки. Надо только очень плотно приложить проводники друг к другу. В другую руку возьмите разогретый до нужной температуры паяльник и наберите жалом припойный сплав. Прижмите его к месту соединения, приложив небольшое усилие. Должен произойти разогрев в этом месте, канифоль закипит и начнёт растекаться припойный сплав. Остаётся лишь дождаться, когда сплав растечётся и заполнит все зазоры между жилами.
Очень важно, чтобы соединяемые поверхности были хорошо прогреты. Потому что если припой затвердеет, а смачивание не произойдёт, получится непрочная пайка, электрики называют её «холодной» или «ложной».
Обязательно необходимо дать пайке остыть в неподвижном состоянии. Даже самое малое движение спаиваемых элементов в момент застывания припоя может повлиять на качество и прочность соединения.
Когда место пайки застынет, протрите его спиртом для удаления остатков флюса.
Как правильно произвести пайку подробно показано в этом видео:
а здесь можно посмотреть как паять скрутку в условиях приближенных к реальным:
Осталось лишь надёжно заизолировать соединение. Можно намотать 3-4 слоя изоленты. Хорошей изоляцией служит термоусаживаемая трубка. Только не забудьте надеть её на один из проводников до начала соединения. Потом натяните её на полученный электрический узел, нагрейте при помощи фена или зажигалки, и трубка плотно обхватит соединение. Второй вариант предпочтительнее, так как обеспечивает герметичность контактному соединению.
Мы рассказали вам, как правильно паять провода. В принципе это не сложно для тех, кто умеет пользоваться паяльником. Если вы этого ни разу не делали, лучше попросите кого-то вас немного обучить. Конечно, можно прочитать в статьях и теоретически всё понять. Но не забывайте, что «лучше один раз увидеть».
Как выбрать правильный паяльник и научиться паять провода
Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Выбор и подготовка паяльника
Это, пожалуй, самый ответственный этап. Неудачно выбранным или неправильно подготовленным инструментом качественную пайку не получить.
Мощность и тип
Основным критерием выбора паяльника является его мощность. Промышленностью выпускаются инструменты мощностью от 10 до 200 Вт и выше. Первые могут иметь размеры авторучки, последние выглядят как натуральный молоток внушительных размеров.
Электропаяльники мощностью 30 (слева), 60 и 200 Вт.
Осталось решить, какой паяльник выбрать для пайки проводов. Тут все будет зависеть от производимой операции, а точнее, от толщины и массивности деталей, которые необходимо запаять. Чем детали массивнее, тем большую теплоемкость должен иметь инструмент. Примерную зависимость рекомендуемой мощности паяльника от выполняемой задачи можно представить в виде следующей таблицы:
- 15-25 Вт – мелкие радиоэлементы, микросхемы, проводники диаметром до 0.3-0.5 мм;
- 30-40 Вт – крупные радиоэлементы, провода диаметром до 1 мм в том числе многожильные;
- 40-60 Вт – достаточно крупные детали, проводники диаметром до 2 мм;
- 100 Вт – массивные детали, провода диаметром до 3-4 мм;
- более 100 Вт – силовая электропроводка диаметром более 4 мм.
Если под рукой не окажется паяльника с необходимыми характеристиками, можно взять несколько больший по мощности, но не наоборот. Массивным прибором спаять тонкие провода при известном навыке можно, маленьким и маломощным толстые – практически никогда. Идеально, если в вашем хозяйстве будет несколько электропаяльников различной мощности.
Но как поступить, если паяльника необходимой мощности не окажется или его вообще не существует в природе? Пытаться припаять шины в карандаш толщиной стоваттным паяльником? Ни в коем случае! В этой ситуации поможет обычный огонь. Поместите подготовленные к пайке детали, к примеру, в пламя бытовой газовой горелки или спиртовки и паяйте. Дополнительный подогрев поможет выполнить качественную пайку даже маломощным инструментом. Единственно, нагревая провода на открытом пламени, не переусердствуйте – достаточно небольшого дополнительного подогрева.
Отдельно стоит отметить так называемые «пистолетные» или импульсные паяльники, которые достаточно широко использовались, да и сегодня стоят на вооружении у мастеров на выезде.
Современный вариант пистолетного паяльника.
С первого взгляда преимущества такого аппарата налицо – он мгновенно нагревается и так же быстро остывает. Но эта особенность удобна лишь узкому кругу специалистов – мастерам по вызову. Пришел, достал из чемодана, ткнул, убрал в чемодан, забрал деньги и ушел. Но тот, кто серьезно работал с такими паяльниками, отлично знает и их недостатки.
Прибор буквально неподъемный, не держит оптимальной температуры, форма жала, которое катастрофически горит, исключительно неудобная. В результате пайку подобным инструментом с проволочной петелькой вместо жала можно охарактеризовать фразой «уф, вроде прислюнил». Пистолетный электропаяльник худо-бедно сгодится для ремонта лампового телевизора «Рекорд», да пылесоса «Вихрь», но не более. О качественной пайке, особенно проводов, тут и речи быть не может.
Заточка и облуживание жала
После того как паяльник выбран, его необходимо подготовить – заточить и облудить жало. Видов заточки жал существует множество:
Унифицированные формы заточки жала паяльника
Какую выбрать, зависит от ваших личных предпочтений и привычек. Для пайки проводов наиболее оптимальными считаются заточки №№ 3, 4 и 5. После заточки обычным напильником жало необходимо сразу же облудить – покрыть слоем припоя. Для чего это нужно сделать? Вкратце процесс пайки заключается в следующем: на кончик разогретого жала наносится капля припоя, который впоследствии переносится на спаиваемые детали. Но как работать пальником, необлуженное жало которого покрыто оксидом меди и абсолютно не смачивается припоем?
Итак, если жало инструмента заточено или просто зачищено до медного блеска, пора переходить к облуживанию. Для этого понадобится обычная паяльная канифоль и кусочек припоя. Включаете электропаяльник в сеть и не спеша, без нажима натираете зачищенный участок кусочком канифоли. По мере разогрева паяльника канифоль начнет плавиться и покрывать жало тонким слоем.
Быстренько откладываете канифоль и берете в руки припой, пытаясь «закрасить» им покрытый канифолью участок. По мере дальнейшего разогрева паяльника припой тоже начнет плавиться и равномерно растечется по жалу. Операцию можно считать законченной. Если с первой попытки ничего не получилось, не отчаивайтесь – остудите паяльник (горячее жало зачищать бесполезно – оно тут же будет окисляться), повторите зачистку и снова залудите.
Температура инструмента
Осталось подобрать оптимальную температуру жала. Бытует мнение, что чем больше мощность электропаяльника, тем выше температура его жала. Это абсолютно неверно! От мощности зависит лишь тепловая емкость инструмента, а значит, и способность его прогреть место пайки. По этой же причине чем выше мощность паяльника, тем больше и толще его жало.
А что касается температуры паяльника любой мощности, она одинакова и должна быть такой, чтобы, с одной стороны, припой легко плавился, собираясь на кончике жала каплей, с другой – канифоль не горела с характерным запахом горящей смолы. Производя пайку проводов паяльником с недогретым жалом, вы не сможете качественно прогреть место соединения, а при работе перегретым инструментом канифоль или любой другой флюс сгорит быстрее, чем успеет выполнить свои функции. В обоих случаях получится пайка, которую монтажники называют «прислюнил».
Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
В результате небольшая часть жала, которая до этого находилась внутри нагревательного элемента, окажется снаружи и вместо того, чтобы нагреваться, будет охлаждаться окружающим воздухом.
Если же температура паяльника недостаточна, проведите противоположную операцию – задвиньте жало глубже. Несмотря на кажущуюся простоту, такой метод весьма эффективен.
Паяльный флюс
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:
Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.
Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.
Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы. Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода.
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:
Подготовка многожильной проводки к пайке.
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:
Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».
Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:
Облуженные провода, готовые к пайке.
Осталось плотно их скрутить и спаять при помощи обычной канифоли.