Содержание
- Электрополировка нержавейки в специальных ваннах
- Электрохимическая полировка металлов — описание процесса
- Описание процесса
- Оборудование и химикаты
- Пропорции создания хим состава
- Область применения
- Преимущества и недостатки
- Полировка нержавеющей стали
- Электролитно-плазменная обработка нержавейки
- Состав электролита для обработки нержавеющей стали методом ЭПП
- Технические характеристики электролитно-плазменной обработки и полирования нержавеющей стали
- Экспериментальная обработка
- Полировка металла
- Полировка нержавейки
- Технологии полировки
- Услуга полировки металла в Москве от компании LAZERMETAL
Химическая полировка нержавейки
Химическое и электрохимическое полирование
Химическое полирование
В процессе полирования рекомендуется перемешивать раствор или встряхивать детали в емкости. Это дает возможность устранять скопление пузырьков газов на отдельных участках деталей, так как пузырьки газов понижают качество полирования. Одним из главных преимуществ химического полирования является его простота. Для получения требуемого результата достаточно обрабатываемую деталь на несколько минут погрузить в соответствующий раствор, без применения электрического тока, без механического воздействия. Метод не требует сложного оборудования.
К недостаткам такого полирования относится сложность корректирования (поддержание точных соотношений всех элементов в растворе путем добавления израсходованного элемента) растворов и малый срок их службы. Применяемые растворы чрезвычайно опасны для здоровья человека, и в домашних условиях без соответствующей подготовки проводить такое полирование нельзя. Блеск поверхности получается меньше, чем при электрохимическом полировании. Химическому полированию подвергаются в основном латунные или алюминиевые детали сложной конфигурации и небольших размеров, которые не требуют зеркального блеска.
Электрохимическое полирование
Для осуществления электрохимического полирования обрабатываемую деталь, являющуюся анодом (т.е. электродом, соединенным с положительным полюсом источника тока), надо поместить в ванну с электролитом. Вторым электродом служат катоды, изготовленные из меди. На схеме показано протекание процесса электрохимического полирования. Благодаря специально подбираемому составу электролита и создаваемым условиям (образование пленки 2 повышенного сопротивления) растворение осуществляется неравномерно. В первую очередь растворяются наиболее выступающие точки 3 (выступы), вследствие чего шероховатость уменьшается, а затем исчезает, и поверхность детали становится гладкой и блестящей. Избирательное растворение торчащих элементов протекает с одновременным получением блеска.
Удаление крупных выступов 3 называется макро-полированием, а растворение микроскопически малых неровностей 4 — микро-полированием. Если макро- и микро-полирование протекает одновременно, то поверхность приобретает гладкость и блеск. В ряде случаев эти качества могут быть несвязанными друг с другом, т.е. блеск может достигаться без сглаживания, а сглаживание — без блеска.
В процессе электрохимического полирования на поверхности анода (полируемой детали) образуется окисная или гидроокисная пленка. Если эта пленка равномерно покрывает поверхность, то она создает условия, необходимые для протекания микро-полирования. Внешняя часть этой пленки непрерывно растворяется в электролите. Поэтому для успешного проведения процесса необходимо создания условий, в которых существовало бы равновесие между скоростями образования окисной пленки и скоростью ее химического растворения с тем, чтобы толщина пленки поддерживалась неизменной. Наличие пленки обусловливает возможность обмена электронами между полируемым металлом и ионами электролита без опасности местного разрушения металла агрессивным электролитом.
Макро-полирование также является процессом, зависящим от наличия прианодной пленки. Будучи более толстой в углублениях и более тонкой на выступах, эта пленка способствует их ускоренному растворению, так как на выступах создается более высокая плотность тока, а электрическое сопротивление над ними меньше, чем над углублениями.
Эффективность действия пленки увеличивается с повышением ее внутреннего сопротивления. Электролиты, содержащие соли слабодиссоциирующих кислот или комплексные соли, повышают сопротивление пленки.
Кроме действия прианодной пленки на течение процесса электрохимического полирования влияют и другие факторы, в частности механическое перемешивание электролита (или движение анода), благоприятствующие утончению пленки за счет ее растворения или уменьшения толщины диффузионного слоя. Электролиты некоторых составов функционируют нормально только при нагреве. Общим правилом является то, что повышение температуры снижает скорость нейтрализации и повышает скорость растворения прианодной пленки.
Существенными факторами, влияющими на течение процесса электрохимического полирования, являются также плотность тока и напряжение.
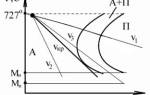
На рисунке показана типичная зависимость плотности тока от напряжения в ванне при электрохимическом полировании.
На участке АБ повышение плотности тока почти пропорционально увеличению напряжения. На участке БВ режим нестабилен, наблюдается колебание тока и напряжения. Предельный ток, соответствующий участку ВГ, характеризует процесс формирования на аноде пассивной пленки. При этом повышение напряжения в довольно широком интервале не сопровождается изменением плотности тока. По достижении напряжения, соответствующего точке поворота Г на кривой, начинается новый процесс — образование газообразного кислорода.
В зависимости от состава электролита и обрабатываемого металла полирование ведут при режимах соответствующих различным участкам кривой. Так, полирование меди в фосфорной кислоте ведут при режиме предельного тока, когда не происходит образования кислорода.
Рецепты ванн и режимы для химического и электрохимического полирования
Химическое полирование деталей из углеродистой стали. Химическое полирование деталей из углеродистой стали можно выполнять в различных растворах. Один из них (в вес. %): 15-25% ортофосфорной кислоты, 2-4% азотной кислоты, 2-5% соляной кислоты, 81-60% воды. Режим работы: рабочая температура 80° С, выдержка 1-10 мин. В данном растворе производят также полирование нержавеющей стали. Химическое полирование деталей из стали выполнят также в следующем растворе: 25 г щавелевой кислоты, 13 г пергидроли, 0,1 г серной кислоты, до 1 л воды. Режим работы: рабочая температура 20° С, выдержка 30-60 мин.
Химическое полирование деталей из нержавеющей стали. Химическое полирование деталей из нержавеющей стали марки Х18Н9Т выполняют в растворе следующего состава: 40 см3 азотной кислоты, 70 см3 соляной кислоты, 230 см3 серной кислоты, 10 г/л столярного клея, 6 г/л хлористого натрия, 6 г/л красителя кислотного черного. Режим работы: рабочая температура 65-70°С, выдержка 5-30 мин.
Химическое полирование деталей из алюминия и его сплавов. Для полирования мелких алюминиевых деталей используют следующий состав раствора: 60 см3 ортофосфорной кислоты, 200 см3 серной кислоты, 150 см3 азотной кислоты, 5 г мочевины. Режим работы: рабочая температура 100- 110° С, выдержка 15-20 с. Полирование деталей из алюминиево-магниевого сплава АМг производят в одном из растворов следующего состава: 500 или 300 см3 ортофосфорной кислоты, 300 или 450 см3 серной кислоты (аккумуляторной), 150 или 170 см3 азотной кислоты.
Химическое полирование деталей из меди и, ее сплавов. Химическое полирование деталей из меди и ее сплавов выполняют в следующем растворе: 800 см3 серной кислоты; 20 см3 азотной кислоты; 1 см3 соляной кислоты; 200 см3 пергидроли; 20-40 см3 хромового ангидрида. Режим работы: рабочая температура 20-40°С, выдержка до 1-2 мин. Может быть также использован раствор: 250-270 см3 серной кислоты, 250-270 см3 азотной кислоты, 10-12 см3 нитрита натрия. Режим работы: рабочая температура 30-40° С, выдержка 1-3 мин.
Химическое полирование деталей из никеля. Для химического полирования деталей из никеля используют раствор (в вес. %) 45-60% ортофосфорной кислоты, 15-25% серной кислоты, 8-15% азотной кислоты, 10-20% соды. Режим работы: рабочая температура 65-70° С, выдержка 0,5-1 мин.
Электролитическое полирование деталей из углеродистой стали. Наиболее популярным является так называемый универсальный электролит для полирования деталей из черных и цветных металлов. Его состав следующий (в вес. %): 65% ортофосфорной кислоты, 15% серной кислоты, 6% хромового ангидрида, 14% воды. Режим работы: рабочая температура 70-90° С, анодная плотность тока 40-80 а/дм2, напряжение 6-8 в, выдержка 5-10 мин.
Электролитическое полирование деталей из нержавеющей стали. Детали из нержавеющей стали (хромоникелевой и хромоникельмолибденовой) полируют в растворе (в вес. %): 65% ортофосфорной кислоты, 15% серной кислоты, 5% хромового ангидрида, 12% глицерина, 3% воды. Режим работы: рабочая температура 45-70°С, анодная плотность тока 6-7 а/дм2, напряжение 4,5-6в, выдержка 4- 30 мин (для штампованных деталей 4-6 мин, для деталей после сварки или термической обработки 10-12 мин, для литых отпескоструенных деталей из стали Х18Н9Т около 30 мин).
Электролитическое полирование деталей из алюминия и его сплавов. Для полирования деталей из алюминия и сплавов АМг и АМц хорошо зарекомендовал себя электролит, следующего состава (в вес. %): 65-70% ортофосфорной кислоты, 8-10% хромового ангидрида, 20-27% воды. Режим работы: рабочая температура 70-80° С, плотность тока в свежеприготовленном растворе 10-30 а/дм2, в растворе насыщенном солями 10-20 а/дм2. Выдержка 5 мин и более. Реверсирование при применении свежеприготовленного раствора tа-10 сек, tк — 2 сек; при применении раствора насыщенного солями, tа — 10 сек, tк — 5 сек. Для полирования деталей из дюралюминия Д16-Т рекомендуется следующий состав раствора (в вес. %): 40% серной кислоты, 45% ортофосфорной кислоты, 3% хромового ангидрида, 11% воды. Режим работы: рабочая температура 60-80° С, анодная плотность тока 30-40 а/дм2, напряжение 15-18 в, выдержка — несколько минут.
Электролитическое полирование деталей из никеля и никелевых покрытий. Для полирования деталей из никеля рекомендуется раствор: 1200 г/л серной кислоты, 120-150 г/л ортофосфорной кислоты, 15-20 г/л лимонной кислоты. Режим работы: рабочая температура 20-30° С, анодная плотность тока 30-50 а/дм2, выдержка до 1 мин. Для полирования применяют также 70%-ный раствор серной кислоты. Анодная плотность тока 40 а/дм2, температура 40°С, продолжительность процесса 30 сек.
Электролитическое полирование деталей из меди и ее сплавов. Для полирования этих деталей применяют следующий электролит: 1200 г/л ортофосфорной кислоты, 120 г/л хромового ангидрида. Режим работы: рабочая температура 20-30°С, анодная плотность тока 35-50 а/дм2, выдержка 0,5-2 мин. Применяют также однокомпонентный раствор ортофосфорной кислоты при температуре 18-25°С; анодная плотность тока для деталей из меди 1,6 а/дм2, для деталей из медных сплавов 0,8-1 а/дм2, выдержка 10-20 мин.
Литература:
Бартл Д. Мудрох О. Технология химической и электрохимической обработки поверхности металлов. — М., 1961.
Гарбер М.И. Декоративное шлифование и полирование. — М., 1964.
Жаке П. Электрохимическое и химическое полирование. — М., 1959
Масловский В.В. Дудко П.Д. Полирование металлов и сплавов. — М.,1974.
Пяндрина Т.Н. Электрохимическая обработка металлов. — М., 1961.
Тегарт А.С. Электролитическое и химическое полирование металлов. — М., 1957.
Щиголев П.В. Электрохимическое и химическое полирование металлов. — М., 1958.
При использовании материала этого сайта необходимо устанавливать активные ссылки, видимые для пользователей и поисковых роботов.
Электрополировка нержавейки в специальных ваннах
Электролитическая полировка — это процесс, используемый для полировки металлической поверхности с помощью электрического тока и химического раствора, с использованием контейнера, снабженного электродами. Этот процесс позволяет получить зеркальную поверхность путем выборочного удаления поверхности из стали.
Это селективное удаление производится контролируемым электрическим током и специальными растворами электролитов. Электрические параметры настраиваются с помощью технологии INVERTER, встроенной в наши продукты CLINOX, в то время как электролитический раствор, называемый E-polishing Bomar, используется с нашей ванной для электрохимической полировки E-polishing Box, изготовленной из пластмассы, стойкой к кислотам и электродам из углеродного волокна, чтобы обеспечить лучшую производительность и полную безопасность.
Благодаря такой комбинации продуктов могут быть получены следующие результаты
Электрополировка нержавеющей стали: технические аспекты
Электрохим полировка — это процесс, с помощью которого вы можете производить полировку металлической поверхности. Думать о замене механической очистки этим процессом неправильно; Эта технология может быть использована как процесс финишной обработки для маленьких изделий нерегулярных и сложных форм. Полировка может представлять собой отличную опору для производства, поскольку она определяет кристаллическую структуру, подходящую для сварки наиболее эффективным способом работы решетчатых сил. С этой точки зрения процесс называется «глянцевое травление». Как и все анодные процессы, электрохимическое полирование тесно связано со структурой на основе металла. Если в нем присутствуют дефекты и примеси, эффект электролитической полировки может иметь пятна, ямочки и каверны.
Электролизер, показанный на рисунке 1, объясняет, как происходит процесс электрополировки. Изделие из нержавеющей стали, используемое для получения зеркальной поверхности, определяется анодом, катодом может быть такой металл, как свинец, медь и т. Д. Во время процесса, благодаря прохождению тока и определенных электролитических растворов, происходит селективное анодное растворение по поверхности из нержавеющей стали, делая последний постепенно более гладким. Параметры, регулирующие процесс электрополировки:
- Плотность тока
- Вольтаж
- Тип электролитического раствора
- Температура
- Перемешивание жидкости
- Катодный материал
- Размер и форма электродов
- Расстояние между анодом и катодом
- Расположение изделий
Все эти параметры влияют на срок службы и внешний вид поверхности нержавеющего изделия. Например, температура должна поддерживаться постоянной, а перемешивание должно быть таким, чтобы не вызывать локальный нагрев.
Как видно на рисунке 2, для достижения правильной электрополировки электрические параметры должны совпадать в диапазоне Vc-Vb. При более низких значениях напряжения они вызывают анодную коррозию, детали обычно становятся непрозрачными и подвергаются коррозии. При более высоких значениях, чем Vc, образуются газообразные вещества, которые изменяют процесс растворения и вызывают нерегулярное воздействие на поверхность металла. Кривая, о которой идет речь, изменяется в зависимости от удельного сопротивления раствора электролита. Чем выше удельное сопротивление, тем больше полирующая прямая часть (полировка) будет плотной, пока она не уменьшится до точки.
Технология CLINOX и INVERTER
Наилучшие результаты следует поддерживать при четко определенных соотношениях плотности тока и напряжения. Это соотношение определяется в наших установках CLINOX, которые благодаря инверторной технологии позволяют контролировать электрические параметры, повышая электрическую эффективность и надежность процесса. Агитация не всегда принята. Она часто используется для предотвращения неконтролируемого нагрева и локальной турбулентности в электролитической ванне с высоким удельным сопротивлением. Перемешивание не должно быть слишком интенсивным и может быть реализовано с использованием пассивного материала или путем инсуффляции воздуха или азота. «Срок полезного использования» электролита довольно ограничен. Когда в ванне появляется определенное количество ионов металлов, ее полирующий эффект уменьшается или исчезает. Так что прибегают к частичной или полной замене отработанной жидкости.
Обычно продолжительность процесса включает удаление 0,5 — 2 мкм металла в зависимости от состояния поверхности. Такое удаление предполагает использование веществ, которые быстро растворяют в ванне продукты анодного воздействия; Среди наиболее эффективных веществ следует выделить фосфорную и серную кислоту. Вещества, которые содержатся в нашем электролите для электрополировки E-polishing Bomar. Материал катода может быть изготовлен из свинца, меди или углеродного волокна. Последний используется в нашей ванне для электрополировки, чтобы обеспечить более длительный срок службы электродов и уменьшить электрические рассеяния. Расстояние между анодом (механическая часть) и катодом (углеродное волокно) может варьироваться от 1 до 15 см, и во время процесса поддерживается постоянным; уменьшение расстояния увеличивает ионный обмен и уменьшает время электрополировки. Кроме того, очень важен идеальный контакт электродов с соответствующими шинами, в противном случае могут возникнуть вторичные электрические воздействия внутри дефектных точек контакта.
Электрохимическая полировка нержавейки используется для обеспечения оптимального сочетания эстетической красоты и очень высоких значений пассивации. Если нержавеющая сталь была электрополирована, поверхность свободна от примесей железа и имеет очень низкую шероховатость. В этих условиях нержавеющая сталь полна чистого хрома на поверхности. Хром связывается с кислородом, присутствующим в окружающей среде, создавая «пассивный» слой, который позволяет значительно замедлить процесс коррозии.
Как видно на фиг. 3, микроструктура 1 создается после механической очистки. Как вы можете видеть, микроструктура проявляется различными слоями ферритов (номера 2, 3 и 4) и слоями аустенита (номера 1, 5 и 6) различной морфологии, поскольку они были деформированы после механического процесса. Микроструктура 2 образуется после электролитической очистки. Как видно на фиг.3, микроструктура выглядит однородной, с зернами того же размера и с той же аустенитной природой. Толщина пассивного слоя сильно варьируется в зависимости от типа микроструктуры. Толщина механически полированного образца (1) ниже, чем у электрополированного образца (2), поскольку он загрязнен посторонними частицами (остатками абразива и примесями), которые препятствуют образованию однородного слоя оксида хрома. Наконец, мы показываем серию изображений электрополированных объектов с нашей системой Nitty-Gritty.
Электрохимическая полировка металлов — описание процесса
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки. Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их. Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется. Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной. Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается. Плотность тока и уровень напряжения также входят в число факторов, оказывающих серьезное влияние на процесс. Например, если необходимо провести полировку медных изделий, то для нее подбирается состав с фосфорной кислотой и устанавливается предельный режим тока без образования кислорода. Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах. Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности.
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Нержавеющую сталь можно полировать схожим составом, только воды в нем должно быть 13%, а еще следует добавить глицерин в соотношении 12%. Детали могут находиться в ванне до получаса, хотя штампованным изделиям требуется меньше времени для обработки.
Область применения
Химическая полировка металла используется, чтобы придать поверхности зеркальный блеск. Такое действие может быть направлено на придание деталям более привлекательного облика, если они находятся на виду и являются частью какой-то конструкции. Помимо эстетического назначения, полировка служит не только для красоты. С ее помощью можно избавить деталь от неровностей и шероховатостей, а также защитить от воздействия ржавчины, кислот и различных атмосферных явлений.
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.
Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы. Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование. Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Полировка нержавеющей стали
Нержавеющие стали обладают высокой устойчивостью к коррозии в атмосферных условия и некоторых других средах ( газовой, речной и морской воде, некоторых кислотах, растворах солей и щелочах) при комнатной и повышенной температурах. Хром является основным легирующим элементом и обеспечивает коррозионную стойкость металла. Пластические свойства сплава добиваются добавлением 8-11% никеля. Никель делает сплав ковким, облегчая обработку давлением. Добавление хрома в сплав приводит к образованию карбида хрома, который образуется на границах зерен, увеличивая возможность возникновения межкристалмической коррозии. Для уменьшения возможности образования карбидов, в состав нержавеющей стали вводят титан, который активно связывается с углеродом и образующий карбиды титана. Хромистые и никелевые стали имеют наибольший удельный вес в выплавке нержавеющих сталей и наиболее широко применяются в промышленности. Их используют для сортового и листового проката, поковок, горячекатанных и холоднокатаных труб и литья самых различных областях техники и промышленности ( химической, атомной, авиационной и т.д.). Стали этого типа можно разделить на следующие подгруппы:
- Хромоникелевые аустенитные стали с малым содержание углерода.
- Хромоникелевые кислотостойкие аустенитные стали.
- Хромоникелевые окалиностойкие стали с высоким содержанием хрома и никеля.
- Хромоникелевые стали аустенито-мартенситного класса.
- Хромоникелевые стали аустенито-ферритного класса.
Электролитно-плазменная обработка нержавейки
При обработке нержавеющих сталей возможно снижение напряжения до 230В без потери качества полировки. Эксперименты показали, что в 3%-м водном растворе сульфата аммония хорошо полируются изделия из нержавеющей аустенитной стали 12Х18Н10Т, имеющие плоскую форму и мелкий рельеф, например столовые ложки (площадь 1дм 2 ), вилки (площадь 0,7 дм 2 ) и другие столовые приборы. При этом чистота поверхности улучшается на два-три класса, мелкие выступы удаляются, а крупные сглаживаются; деталь приобретает устойчивый (долговременный) металлический блеск, острые кромки притупляются, а заусенцы с толщиной при основании 0,3 мм удаляются. Высокое качество обработки получено также для неглубоких поддонов из нержавеющей стали (площадь основания 330х490 мм, толщина стенок 1 мм, отбортовка высотой 30 мм, общая площадь поверхности составляет 20 дм 2 ). При этом поддон такой формы необходимо опускать в электролит только вертикально.
Состав электролита для обработки нержавеющей стали методом ЭПП
Положительные результаты полирования нержавеющих аустенитных сталей типа 12Х18Н10Т достигаются в растворе следующего состава:
- серная кислота,
- соляная кислота,
- азотная кислота,
- хлористый натрий,
- вода,
- краситель кислотный черный 3М.
Корректирование раствора состоит в периодическом добавлении воды и азотной кислоты. Обработку проводят в течение 3–10 минут при температуре 70–75 о С. С увеличением содержания в растворе солей железа время обработки увеличивается до 15–20 минут. Качество поверхности при химическом полировании зависит от объемной плотности загрузки деталей в ванне. При слишком большой загрузке возникает неравномерность обработки поверхности, возможно ее травление и образование других дефектов вследствие затрудненного доступа раствора к поверхностям изделий.
Технические характеристики электролитно-плазменной обработки и полирования нержавеющей стали
Рекомендуемое время полировки нержавеющей стали — 180 сек.
Скорость шлифовки и снятия заусенцев нержавейки — 30 сек.
Среднее время снижения шероховатости на 1 класс — 75 сек.
Количество циклов полировки до смены электролита — 960.
Экспериментальная обработка
Методика экспериментального исследования полировки стали Х18Н10Т электролитно-плазменным методом
Для исследования характеристик установки и отработки методики по изучению процессов электролитно-плазменного полирования проводилось исследование закономерностей полирования аустенитной нержавеющей стали Х18Н10Т в растворах сернокислого аммония разной концентрации.
В экспериментах использовались металлические пластины толщиной 1 мм.
Значения тока измерялись с точностью ± 0,05 А, а напряжения ± 2 В. Температура электролита при проведении эксперимента поддерживалась с точностью ± 1 о С, что вполне достаточно для изучения основных закономерностей процесса и отработки технологии. Для изучения съема металла в процессе полировки образцы взвешивались до и после полирования с точностью ± 0,00005 г и оценивалась разность массы (Dm).
Вольт-амперные характеристики снимались при температурах 70, 75, 80 и 85 о С и концентрациях электролита 3, 4, 5 и 6 %, то есть в области значений параметров, используемых на промышленных установках. Параллельно оценивалась и удельная мощность при тех же параметрах.
Вольт-амперные характеристики снимались, начиная с высоких напряжений, при которых начинал наблюдаться срыв ППО, фиксируемый резкими бросками тока через образец.
Результаты экспериментов полировки нержавейки Х18Н10Т
На рисунке представлены вольт-амперные характеристики (ВАХ) при концентрации сульфата аммония (NH4)2SO4 3%, 4%, 6%. Данные зависимости соответствуют процессу электролитно-плазменного полирования с устойчивой паро-плазменной оболочки. Наименьшие значения напряжения на кривых снимались при значениях, соответствующих срыву ППО и появлению броска тока.
Рисунок 1 — Зависимость изменения массы образцов S = 8 см 2 от напряжения. Температура – 70 о С; концентрация электролита: 1 – 3%; 2 – 4%; 3 – 5%;4 – 6%
Из анализа вольт-амперных характеристик следует, что для всех концентраций раствора характерно уменьшение плотности тока с повышением температуры электролита, что хорошо согласуется с теоретическими предпосылками. Получено, что величина тока уменьшается в 1,5¸2 раза при повышении температуры электролита. Следует отметить, что величина плотности тока для всех концентраций электролита при одинаковых значениях напряжения и устойчивой ППО имеет приблизительно одинаковое значение, то есть величина тока, проходящего через образец в данном диапазоне концентраций, не сильно зависит от концентрации электролита. Некоторое уменьшение величины тока с ростом концентрации (особенно при 6 % (NH4)2SO4) имеет место.
Из графиков видно, что с увеличением напряжения плотность тока уменьшается. При температурах 80 и 85 о С зависимость носит линейный характер. Более резкое, нелинейное увеличение тока при малых напряжениях можно объяснить приближением к зоне с коммутационным режимом обработки, где ППО неустойчива. Этот эффект наблюдается и при температуре 70 о С при всех концентрациях. Некоторое увеличение плотности тока при температуре 70 о С и напряжениях 340 В и более можно объяснить началом перехода к режиму обработки в гидродинамической области (турбулентное течение).
На рис. показана зависимость удельной мощности от напряжения в режиме электролитно-плазменной обработки при значениях концентраций и температур, рассмотренных выше. Как и следовало ожидать, из рассмотрения ВАХ следует, что удельная мощность обработки при заданных температуре и напряжении слабо зависит от концентрации.
Рисунок 2 — Зависимость удельной мощности от напряжения при концентрации 3% (NH4)2SO4 и температуре: 1 – 70 о С; 2 – 75 о С; 3 – 80 о С; 4 – 85 о С.
Рисунок 3 — Зависимость удельного теплового потока от напряжения при концентрации 4% (NH4)2SO4 и температуре: 1 – 70 о С; 2 – 75 о С; 3 – 80 о С; 4 – 85 о С.
Следует отметить, что характер наклона кривых показывает их обратно пропорциональную зависимость от напряжения в линейной области. Наличие нелинейных областей при низких и высоких значениях напряжения имеет ту же причину, что и для плотности тока. Полученные результаты хорошо согласуются с литературными данными и теорией процесса.
На рис. показана зависимость массы образца из нержавеющей стали площадью 8 см 2 от изменения напряжения при температуре 70 о С, концентрациях электролита 3%, 4%, 5%, 6% и обработке в течение 5 минут. Съем металла увеличивается с ростом напряжения, причем этот рост наиболее заметен при концентрациях 3%, 4% и 5%, а при 6% практически не зависит от напряжения. Резкое увеличение съема металла при напряжении 330 В и 4% (NH4)2SO4, скорее всего, объясняется стравливанием с образца каких-либо включений или заусенец, что приводит к выбросу экспериментальной точки из общей зависимости. Из рисунка следует, что для съема металла лучше всего использовать сульфат аммония 5% концентрации.
Рисунок 4— Зависимость удельного теплового потока от напряжения при концентрации 5% (NH4)2SO4 и температуре: 1 – 70 о С; 2 – 75 о С; 3 – 80 о С; 4 – 85 о С.
Рисунок 5 — Зависимость изменения массы образцов S = 8 см 2 от напряжения. Температура – 70 о С; концентрация электролита: 1 – 3%; 2 – 4%; 3 – 5%; 4 – 6%
На рис. представлена зависимость потери массы образцов от концентрации раствора при напряжении 300 В и различных температурах электролита. Необходимо отметить, что съем металла при прочих равных условиях уменьшается с увеличением температуры электролита. Максимальный съем металла происходит при 5% концентрации и температуре 70 о С. При температуре 85 о С потеря массы практически не зависит от концентрации и незначительна по величине. При температурах 75 и 80 о С наблюдается незначительный рост съема металла с увеличением концентрации, а при 70 о С и 6% концентрации происходит резкое уменьшение стравливания металла, что можно объяснить началом перехода к гидродинамическому режиму обработки. На этом же рисунке приведены зависимости съема металла от концентрации раствора при температуре 70 0 С и напряжениях 270 и 330 В. Можно отметить, что съем металла незначительно зависит от напряжения и имеет одинаковый характер в зависимости от концентрации.
Рисунок 6 —Зависимость изменения массы образцов S = 8см от концентрации
- U = 300 В, Т= 70 0 С; 2U = 300 B, T= 75 0 C;
- U = 300 B, T= 80 0 C; 4U= 300 B, T= 85 0 C;
- U= 330 B, T= 70 0 C; 6U = 270 B, T = 70 0 C;
На этом рисунке приведены также зависимости величины съема металла нержавейки от концентрации электролита при температуре 70 о С и напряжениях 270 и 330 В. Отметим, что съем металла незначительно зависит от напряжения и имеет одинаковый характер поведения при изменении концентрации раствора.
Следует отметить, что во всех случаях при наличии устойчивой паро-плазменной оболочки поверхность образцов из нержавеющей стали Х18Н10Т после обработки в 3-6% растворе сульфата аммония в течение 5 минут приобретает блеск.
Полировка металла
С помощью шлифовки и последующей полировки металлические поверхности приобретают внешнюю привлекательность, устойчивость к коррозии, повышенную скользящую способность деталей механизмов. Полировка металла широко используется не только в промышленном производстве и приборостроении, но и довольно востребованная услуга в быту.
Полировка от 2000 руб. м/кв.
Компания LAZERMETAL имеет широкий арсенал современного высокотехнологичного оборудования — обрабатывающих станков, выполняющих шлифовальные и полировальные операции. Это внутришлифовальные, круглошлифовальные и плоскошлифовальные работы с повышенной точностью.
Чистовая обработка металлических поверхностей является завершающим процессом производства. Снимается тончайший слой материала под действием абразивных веществ и изделие приобретает полностью законченный внешний вид.
В машиностроении шлифование деталей проводится как снаружи, так и внутри изделий с достижением класса точности 2 и 3 и до 8-10 классов чистоты (к примеру, в производстве шарикоподшипников).
Наша компания использует для полировки нержавейку сплавов AISI-316; AISI-316L; AISI-304; 12X16X10T. Выполняем также заказы на чистовую обработку труб диаметром до 200 мм.
Полировка нержавейки
В процессе обработки металлов неизбежно появляются заусенцы, царапины, трещины. Такие изъяны можно устранить методом предварительной шлифовки со специальными заполнителями и завершающей полировки.
Под шлифовкой подразумевается равномерной снятие по всей ширине или периметру поверхности слоя толщиной 0,2-0,5 микрометров. При полировке эта толщина исчисляется тысячными долями мкм, что особо важно в высокоточном приборостроении.
Технология полирования нержавейки заключается в воздействии на металл абразивных материалов с природным или искусственным составом. Чтобы добиться зеркального блеска поверхности, применяются также и высокие технологии в механизмах обрабатывающего оборудования.
На первых стадиях обработки используются абразивные ленты с более крупным зерном, далее идут в ход наиболее мелкие абразивы. Немаловажную роль в полировке играет температурный режим, различают холодное и горячее полирование.
Шлифовка и полировка деталей используется в таких отраслях, как:
производство оборудования для пищевой и химической промышленности;
интерьерное и экстерьерное декорирование;
Технологии полировки
Цель шлифовки и полировки заключается в достижении безупречно ровной поверхности металлического изделия. Их результаты различаются по двум типам:
Матовые поверхности с разным уровнем отблеска без следов обработки.
Идеально зеркальная поверхность.
В другом случае, это наиболее трудоемкая технология с применением особых абразивных составов на наноуровне.
Исходя из поставленных задач по назначению полируемых поверхностей, выбирается одна из следующих технологий обработки:
Механическая. Используются полировальные пасты, абразивные ленты.
Химическая. Поверхности подвергаются воздействию специальных растворов.
Электрохимическая. Через хим растворы пропускают электрический заряд. В этом случае получают идеальный результат.
Плазменная и лазерная. Применяется специальное высокотехнологичное оборудование в промышленных условиях. Такой метод обработки металлов отличается высокой экологичностью процесса.
Лазерное и плазменное полирование особенно востребовано в приборостроении, в декорировании экстерьерных и интерьерных элементов. Химический и электрохимический метод наиболее применим в химической и пищевой промышленности. Механическое полирование и услуги полировки нержавейки сегодня довольно востребованы в быту.
Услуга полировки металла в Москве от компании LAZERMETAL
Шлифовка и полирование металлических элементов различных изделий входит в спектр работ, на которых специализируются мастера компании LAZERMETAL. Преимущества обращения к нашим специалистам в следующем:
- высокая квалификация и многолетний опыт в данном виде деятельности;
- наличие высокотехнологичного оборудования с ЧПУ и качественных фирменных материалов для обработки;
- возможность полирования всех видов металлов;
- заказы выполняются с гарантией качества и в самые сжатые сроки.
Использование современного оборудования позволяет нам существенно снизить затраты на производственный процесс, а следовательно и конечную стоимость заказов. Цена полировки нержавейки у нас значительно ниже, чем в аналогичных организациях. При подаче заявки на наши услуги полировки в Москве, консультант разъяснит все подробности оформления заказа. Качественная полировка металлов — это наша работа. Доверяйте профессионалам!