Содержание
- Флюс для пайки металлов — что это такое?
- Флюсы – определение, предназначение
- Какими бывают флюсы для пайки
- Флюсы для различных металлов
- Флюсы для обработки микросхем
- Токсичность флюсов для пайки. Меры предосторожности
- Флюс для пайки – что это такое и для чего он нужен
- Для чего нужен флюс
- Виды флюсов
- Применение флюса
- Как приготовить флюс для пайки своими руками
- Как правильно выбрать флюс
- Чем заменить флюс для пайки
- Марки мягких припоев и флюсов для пайки паяльником
- Марки мягких припоев для пайки паяльником
- Флюс для пайки паяльником
- Паяльные пасты (тиноль) для пайки
Флюс для пайки стали
Флюс для пайки металлов — что это такое?
Во многих отраслях промышленности и в бытовых условиях для соединения металлических деталей и для ремонта любой аппаратуры применяется пайка. Для того чтобы работа была качественной, необходим специальный инструмент и расходные материалы в виде припоя и флюса. И если с инструментами и припоем все относительно понятно, то о флюсе знают немногие. Поэтому перед процессом пайки необходимо разобраться – что такое флюс и зачем он нужен?
Флюсы – определение, предназначение
Флюсами являются химические активные вещества, с помощью которых паяемые поверхности очищаются от жировых загрязнений и оксидных пленок. На обработанных флюсом деталях снижается поверхностное натяжение, вследствие чего улучшается растекание припоя. Кроме этого, это химическое вещество способно защитить места соединения от воздействия внешней среды.
Без обработки флюсом припой может не прикрепиться к поверхности обрабатываемых деталей. Поэтому материал следует выбирать тщательно, руководствуясь следующими требованиями:
- Флюс должен иметь температуру плавления меньше, чем у припоя.
- Он не должен химически взаимодействовать с припоем. То есть при расплавлении двух этих материалов должны образовываться два несмешиваемых слоя.
- В газообразном состоянии материал должен способствовать растеканию припоя.
- В жидком состоянии он должен хорошо растекаться, смачивая соединяемые изделия и затекая между ними.
- Материал должен разрушать и удалять с поверхностей образующиеся на них неметаллические пленки.
- Он должен быть минимально активным или химически инертным по отношению к паяемым сплавам и металлам.
Какими бывают флюсы для пайки
Чаще всего материал для пайки готовят из 10 грамм хлорида аммония и 30 грамм хлорида цинка, растворяя их в 60 миллилитрах воды.
Также используется «паяльная кислота» или «паяльная жидкость». Их можно приготовить из консервированной соляной кислоты и металлического цинка:
- кислоту налить в фарфоровую или стеклянную посуду и порциями добавить цинк;
- в результате растворения цинка в кислоте должен начать выделяться кислород и образоваться хлорид цинка;
- после того как выделение кислорода замедлится, емкость следует поставить в теплую воду;
- по окончании реакции жидкость сливается и остается только нерастворившийся цинк, к которому нужно добавить нашатырь (2 грамма аммония на 3 грамма металлического цинка).
Жидкость можно не сливать, а выпарить досуха. Затем непосредственно перед пайкой полученная смесь растворяется в воде (1:2).
Однако приготовленные таким образом флюсы подходят не для всех металлов. По степени эффективности они подразделяются на три группы:
Защитные или некоррозиные материалы из-за своей слабой активности не способны очистить поверхность большинства металлов от коррозийной пленки. Главным образом они используются для соединения меди, ее сплавов и покрытых кадмием, оловом или серебром стальных изделий. При этом припои должны быть только легкоплавкими. К защитным флюсам относится канифоль и ее различные растворы, вазелин, стеарин, воск, древесные смолы.
Слабокоррозийные вещества по сравнению с некоррозийными более активны. Чаще всего это растворенные в спирте, воде или производных органических кислотах минеральные масла, животные жиры, органические кислоты (щавелевая, бензольная, стеариновая, олеиновая, лимонная, молочная и т. д.). Для того чтобы ослабить коррозийное действие таких веществ, к ним добавляется канифоль или другие вещества, которые не вызывают коррозии. Применяются слабокоррозийные вещества при пайке только с легкоплавкими припоями, так как они легко разлагаются, сгорают и испаряются.
Коррозийные флюсы для пайки состоят из фторидов и хлоридов металла, неорганических кислот. Они способны разрушать любые стойкие пленки цветных и черных металлов, поэтому эффективны при пайке любым способом. Применяются коррозийные материалы в виде водных растворов в пастообразном и твердом состоянии.
Флюсы для различных металлов
Материалы для пайки алюминия
Соединить алюминиевые изделия с помощью пайки в обычных условиях удается с трудом, так как оксидная пленка на его поверхности образуется мгновенно. Поэтому расплавленной канифолью его следует заливать сразу после зачистки.
Для пайки алюминия необходим мощный паяльник, а также специальный припой и флюс.
В большинстве случаев соединения алюминиевых деталей производится оловянно-свинцовыми и многокомпонентными припоями, в состав которых входит висмут, кадмий, цинк и другие материалы. Применяться они могут и к сплавам алюминия. Такие припои способствуют долговечному и отличному соединению алюминиевых изделий.
Для пайки алюминия чаще всего выбирается концентрированная ортофосфорная кислота или «бинарный» флюс. Безотмывочный материал на деталь необходимо наносить тонким слоем до тех пор, пока поверхность не побелеет.
Также использовать можно активный безотмывочный флюс, после применения которого промывка поверхностей не требуется. С его помощью можно производить пайку меди и нержавеющей стали.
Чем очистить нержавеющую сталь
Для нержавейки в большинстве случае применяется ортофосфорная кислота. Это вещество неорганического происхождения средней силы представляет собой гигроскопические бесцветные кристаллы. Доведенная до 213С, она превращается в пирофосфорную кислоту.
Как правило, для нержавеющей стали применяется флюс в виде 85% водного раствора фосфорной кислоты. Однако использовать можно и другие растворители, например, этанол.
Кислота на поверхность стали наносится тонким слоем, очищая тем самым ее от загрязнений и ржавчины и образовывая защитную от коррозии пленку.
Флюс для латуни
Такой материал требует специального флюса. Однако использовать можно и универсальный, который подходит для пайки оцинкованного железа, алюминия, меди, коррозийно-стойких сплавов, бронзы.
Перед употреблением специальный для латуни флюс необходимо взболтать. С его помощью получится прочное соединение и образуется антикоррозийное покрытие.
Материал для обработки серебра
Для пайки серебра выбор рекомендуется остановить на специализированном флюсе. Этот материал обезвредит зону пайки и предотвратит появление оксидной пленки. Перед его применением поверхность серебряных изделий надо немного подогреть с помощью газовой горелки.
Диапазон рабочей температуры флюса для серебра – 520-820С. Благодаря ему достигается отличное крепкое соединение серебряных деталей.
Флюс для черных металлов
Для пайки черных металлов используется хлорид цинка, который является активным флюсом. Кроме него, можно выбрать материалы малой или средней активности, например, хлорид аммония. Подобный флюс также применяется для эмалированных металлических ванн.
Активный флюс может быть в виде раствора, порошка или пасты. Наиболее востребована паяльная паста. Достойная альтернатива ей – трубка припоя, которая имеет в своем составе флюс-наполнитель.
Флюсы для обработки микросхем
Раньше для пайки плат и других различных деталей использовалась только канифоль, которая относится к активным флюсам. Однако спиртовой канифольный раствор для ремонта микросхем применять не рекомендуется, так как он имеет несколько существенных недостатков:
- При высоких температурах канифоль удаляет не только окись металла, но и сам металл.
- Большой проблемой становится очистка пайки после применения канифоли. Ее остатки смываются только растворителями или спиртом. Оставлять же излишки флюса на плате нельзя, так как возможны вызванные загрязнениями различные замыкания.
Но выход для радиолюбителей есть. Современные рынки материалов предлагают большой выбор разных флюсов, с помощью которых обеспечивается высокое качество пайки, не разрушается жало паяльника и которые легко смываются водой. Продаются такие материалы чаще всего в удобных для их применения упаковках — шприцах.
В некоторых случаях вместо канифоли можно использовать ее заменители:
- Смолу ели или сосны можно приготовить самому. Для этого собранную с деревьев смолу следует растопить в жестяной банке и разлить по небольшим коробочкам. Огонь, на котором будет топиться смола, должен быть слабым, иначе она может воспламениться.
- Таблетку аспирина тоже можно использовать вместо канифоли. При плавлении аспирин издает неприятный запах, что является его существенным недостатком.
- Канифольный лак продается в хозяйственных магазинах и применяется вместо канифоли в спирте. Кроме этого, его можно использовать для антикоррозийного покрытия металлов.
После использования флюса готовую пайку следует обязательно прочистить смоченной в растворителе жесткой кисточкой или щеточкой, а также протереть смоченной в спирте-ректификате тряпочкой.
Сейчас выпускаются флюсы, которые не содержат вызывающих коррозию и окисление компонентов и не проводят электрический ток. Поэтому после их применения плату промывать необязательно. Нужно только удалять излишки.
Для того чтобы жидкий флюс нанести на плату, можно воспользоваться ватной палочкой, кисточкой или специальным удобным «флюсапликатором». Стоит такое приспособление достаточно дорого, поэтому дешевле сделать его самому:
- одноразовый медицинский шприц разрезать на две части;
- в резиновую трубку с внутренним диаметром в 5-6 миллиметров вставить разрезанные части шприца;
- иголку укоротить и слегка изогнуть.
«Флюсоапликатор» готов, теперь им можно обрабатывать плату. Для этого нужно слегка нажать на шланг и выдавить капельку флюса. Чтобы иголка не засыхала, в нее нужно вставить кусочек проволоки.
Флюсы в виде пасты или геля наносить на соединяемые детали можно одноразовым шприцем с толстой иглой.
Разобравшись, что такое флюс, и начав применять его для припоя металлических деталей, важно делать это в соответствии с техникой безопасности. Во время работ с химически активными веществами помещение нужно обязательно проветривать, а саму пайку производить в очках и защитных перчатках.
Токсичность флюсов для пайки. Меры предосторожности
Невозможно представить себе радиолюбителя, который не держал бы в руках паяльника. Разумеется, каждый радиолюбитель при пайке пользуется флюсами, благо их существует десятки и сотни видов. И конечно же, рано или поздно возникает вопрос, в какой мере эти флюсы могут нанести вред здоровью. В данной статье мы не будем касаться качества пайки, технических характеристик флюсов, их цены и популярности, сконцентрируем своё внимание исключительно на вопросах их безопасности. Чего требует техника безопасности на рабочем месте по законодательству об охране труда? Цитирую: «Крайне серьёзно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы. К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны. В данном случае крайне важно иметь средства индивидуальной защиты. Работы, связанные с пайкой и лужением, должны проводиться в специально оборудованных и предварительно подготовленных помещениях. Обязательно должна присутствовать система вентиляции. Вентиляционные установки должны быть оснащены звуковой и световой сигнализацией.»
Все работают под вытяжкой или со средствами защиты? Сильно сомневаюсь. Поэтому предлагаю рассмотреть составляющие флюсов и припоев, которые могут нанести вред здоровью.
Канифоль. Один из самых старых и популярных флюсов. Представляет собой смесь различных смоляных кислот и их изомеров, основная масса которых приходится на абиетиновую кислоту. Вещество сравнительно безопасное, но и с ним не всё так просто. Длительное вдыхание воздуха, в котором содержание частиц канифоли превышает допустимый уровень, приводит к развитию аллергической реакции организма, часто переходящей в астму. При пайке перегретым паяльником канифоль распадается. В продуктах её распада немало веществ с разной степенью вредности. Это кислоты: валерьяновая, гептиловая, каприловая, пеларгоновая, уксусная, пинолин, состоящий из кумола, цимола, метилциклогексана, диметилциклогексана, а так же абиетен, абиетип, декст — ропимарен, гидроретены и гидропимантрены. Это вещества с невысокой токсичностью, способные, однако, вызвать аллергию, астму и поражение слизистых оболочек. Синтетическая и гидрированная канифоль практически не содержат абиетиновую кислоту, поэтому почти не вызывает аллергической реакции, при нагревании в основном возгоняется, а не разлагается. В итоге — менее вредна. Единственный минус — такая канифоль в десятки раз дороже обычной сосновой.
Комбинированные флюсы состоят из двух или нескольких компонентов, упрощающих процесс нанесения и улучшающих качество пайки. Их множество, рассмотрим сначала флюсы отечественного производства, а затем импортные. Определённый плюс наших флюсов состоит в том, что большинство из них разрабатывалось с учётом ГОСТа и имеет описание с указанием состава.
Итак:
Глицерин гидразиновый флюс. В составе глицерин и гидразин. Глицерин — вещество совершенно безвредное. Но при пайке, будучи подверженным высокой температуре превращается в альдоль и акролеин. Как и все остальные альдегиды, они токсичны. Акролеин относится к I классу опасности, является сильным токсином, раздражает слизистые оболочки глаз и дыхательных путей. Мутаген. Гидразин так же относится к I классу опасности, вызывает головокружение, головную боль, тошноту и судороги. При отравлении высокими дозами — летальный исход по причине токсического отёка лёгких. Низкая цена и качество пайки делают его популярным, но при работе с ним необходимо соблюдать меры безопасности.
ЛТИ-120. Состав: канифоль,спирт этиловый, диэтиламин солянокислый, триэтаноламин. Про канифоль уже сказано. Диэтиламин солянокислый при пайке выделяет хлороводород (соляную кислоту), которая и разрушает окислы. Диэтиламин токсичен, вызывает раздражение слизистых оболочек верхних дыхательных путей и глаз, возбуждение ЦНС с последующим угнетением, тремор, судороги и смерть по причине асфиксии. Влияние на нервную систему этим не ограничивается. Экспериментальным путем доказано, что при вдыхании диэтиламина млекопитающими, у последних наступает длительное нарушение условных и безусловных рефлексов. Триэтаноламин, являющийся в данном флюсе нейтрализующим реагентом и ингибитором коррозии, менее вреден, тем не менее, является контактным аллергеном.
ФИМ. В составе: ортофосфорная кислота. Пары ортофосфорной кислоты при пайке могут вызывать раздражение слизистых оболочек, кашель. При длительной работе возможно накопительное отравление.
СКФ или ФКСп спиртовой флюс на основе канифоли, Смотрите «Канифоль«.
Ф38М. Состав: ортофосфорная кислота, глицерин, этиленгликоль, диэтиламин солянокислый. Среди перечисленных веществ «новичком» является этиленгликоль. По степени воздействия на организм он относится к веществам 3-го класса опасности, вызывает раздражение и кашель. Ф38М — весьма токсичная смесь и работать с ней необходимо используя вентиляцию.
ЗИЛ-1. В состав флюса входят: двухлористое олово, хлорная медь и цинк, соляная кислота. Олово — тяжёлый металл. Менее опасно, чем свинец, но тем не менее, при разложении большая часть его хлорида вместе с другими соединениями образует паяльный дым. Пары соляной кислоты вызывают раздражение слизистых оболочек верхних дыхательных путей, и, как следствие, развитие отёка лёгких. Продукты разложения хлорида меди также токсичны, вызывают накопительное отравление.
ЗИЛ-2. Состав: хлористый цинк, хлористый аммоний, хлорное железо. Воздействия на организм аналогичны ЗИЛ-1. Использование средств индивидуальной защиты при эксплуатации обоих флюсов обязательно.
ФКТ. Несмотря на то, что тетрабромид дипентена, содержится в этом флюсе в очень малых количествах, менее 0,1%, следует помнить , что это вещество токсично, и работы необходимо проводить под вытяжкой.
ФТС. Состав: спирт, кислота салициловая, триэтаноламин. Салициловая кислота обладает слабым раздражающим действием, токсична в больших дозах, триэтаноламин — контактный аллерген.
Флюс паста ВТС. Тот же ФТС, только в гелеобразном состоянии. Состав: салициловая кислота, триэтаноламин, технический вазелин.
Флюс — ТТ. Состав: вазелин, эмульгатор, тетраэтиленгликоль. Тетра- и триэтиленгликоль гораздо менее токсичны чем этиленгликоль и диэтиленгликоль. В целом данный состав достаточно малотоксичен, но тем не менее может вызывать раздражение дыхательных путей.
ФРК525-3К (Изагри). Состав: канифоль сосновая, эмульгатор, производные целлюлозы, спирт вторичный, активатор. Каких-либо опасных веществ не указано.про природу активатора правда ничего не сказано, но будем надеяться на порядочность изготовителя.
E-700 (Cyberflux) Состав: канифоль синтетическая, канифоль лиственничная модифицированная высшей категории, воск синтетический высокотемпературный, нейтральный растворитель, спирт бензиловый. Синтетическая канифоль — в отличии от обычной сосновой продукт менее аллергенный и более стабильный. канифоль лиственничная — достаточно безопасна, но имеет достаточно сильный запах и в больших количествах её пары могут вызывать раздражение слизистых оболочек.
TR-RM Состав: канифоль и пластификаторы. Виду отсутствия активаторов опасности представляет не более чем обычная канифоль.
Паяльный жир. Состав может варьироваться, чаще это стеариновая кислота, вазелин, различные активаторы начиная от адипиновой кислоты, заканчивая хлористым оловом. Нейтральный жир сравнительно безопасен, активный может вызывать раздражение дыхательных путей и аллергию.
Флюсы для пайки алюминия. Не будем рассматривать каждый по отдельности, их состав достаточно однотипен. Большинство из них содержат в своём составе фторбораты. Избыток фтора очень опасен, он вызывает остеосаркому. При регулярном использовании таких флюсов соблюдение мер безопасности крайне необходимо.
Теперь рассмотрим флюсы зарубежного производства
Одним из самых массовых поставщиков флюсов является Китай. Состав нигде не указан, да что состав, на большинстве указана страна происхождения США либо Япония. Для того, чтобы определить хотя бы примерный химический состав пришлось подвергнуть анализу несколько самых распространённых.
Amtech RMA-223 Состав: Вазелин технический, кислота стеариновая, кислота пальмитиновая, высшие жирные спирты. Вещества эти достаточно безопасны. В некоторых образцах встречается этиленгликоль, достаточно токсичный компонент антифризов и тормозных жидкостей.
Amtech NC-559-ASM и KINGBO RMA-218 Как выяснилось качественный состав этих флюсов весьма близок, разница лишь в процентном содержании основных компонентов. Были обнаружены Высшие карбоновые кислоты, высшие жирные спирты, сложные эфиры стеариновой и линолевой кислот, канифольные смолы природного либо искусственного происхождения. Перечисленные вещества не являются токсичными, но среди них оказался ещё и фенол, токсичное вещество второго класса опасности! Как выяснилось, в этом нет ничего удивительного. Для того, чтобы канифоль обладала заданными свойствами, такими как пластичность, низкая способность к окислению, отсутствие склонности к кристаллизации, её модифицируют. Один из недорогих, простых и эффективных способов это модификация канифоли фенолом.При этом канифоль ещё и существенно осветляется . Даже если на производстве полученный продукт очищают от избытка фенола, то всё равно часть его остаётся связанной канифольными кислотами. При производстве синтетических смол, которые используют при производстве флюсов, этот химикат также широко используется.
При пайке фенол освобождается и его пары попадают в воздух. Стоит заметить, что его наличие процессу пайки не вредит, наоборот, карболовая кислота, как ещё называют фенол, оказывает заметное флюсирующее действие. А теперь об опасности этого вещества. Хроническое отравление фенолом приводит к поражению центральной нервной системы, наблюдаются нервные расстройства, головокружение, головная боль. Страдают также почки, печень, органы дыхания и сердце. Имеются предположения о канцерогенном действии фенола. В России модификация канифоли фенолом не получила, но широко используется в Китае, Южной Корее, Индии и других странах.
Стоим отметить, что в небольших концентрациях фенол имеет своеобразный, слегка сладковатый запах, и в некоторых обзорах паяльных флюсов авторы на него указывают, не догадываясь о токсичности. Возникает вопрос, а производители таких флюсов знают о феноле? И если да, то почему не предупреждают? Разумеется знают. наверняка не все ещё забыли скандал, связанный с детскими игрушками из токсичных пластмасс из Китая. Стоит ли удивляться составу Китайских флюсов.
GOOT BS-850 Содержит канифоль высокой чистоты, 2-метил-2, 4-пентандиол (гексиленгликоль), активатор. Именно гексиленгликоль является основным компонентом, его по массе не менее 40%. Вещество это вызывает дерматит; раздражение глаз, кожи и слизистых оболочек. Способно поражать органы дыхания и печень. Поражает центральную нервную систему, вызывает слабость, ухудшение памяти. Стоит отметить, что данный ингредиент фирма GOOT применяет в большинстве своих флюсов.
На этом мы закончим первую часть статьи. Во второй части будет представлен анализ химического состава флюсов производства США, Канады, Германии и Японии.
Автор статьи: Крамарев Олег Витальевич
Консультанты:
Карнаухов С.Н. (доцент кафедры прикладной химии)
Никифоров А.А. (химик-технолог)
Баркалова Е.Н. (химик-биолог)
- Вредные вещества в промышленности. Справочник для химиков, инженеров и врачей. Изд. 7-е, Том 1. Органические вещества. Под ред. Н. В. Лазарева и Э. Н. Левиной. Л., «Химия», 1976.
- Елизарова О.Н., Жидкова Л.В, Кочеткова Т.А. «Пособие по токсикологии для лаборантов» — М.:Медицина, 1974.
- «Методы определения токсичности и опасности химических веществ» под ред. И.В. Саноцкого. — М.:Медицина, 1970.
Пайка твердыми припоями
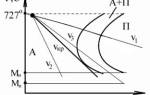
И все же, несмотря на то, что низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности, их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Что, собственно, и явилось основанием для разделения этих способов. За граничную температуру, разделяющую их, приняты 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек. К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами — цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Медно-цинковые припои. Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои. Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов.
Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои. Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл.
Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Серебряными припоями можно паять практически любой металл — медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Детали зажимаются в тисках в требуемом положении.
Зона пайки промазывается флюсом.
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
После окончания операции производится зачистка спая.
Флюс для пайки – что это такое и для чего он нужен
Флюс для пайки – различные по происхождению вещества или многокомпонентные смеси, применяемые для удаления пленки окислов и других соединений с поверхностей, на которые будет наноситься припой. В зависимости от агрегатного состояния, они бывают твердыми, жидкими, порошкообразными, а также в виде геля.
Для чего нужен флюс
Основными функциями этих веществ являются следующие:
- Удаление пленок посторонних веществ, препятствующих процессу пайки;
- Улучшение смачивания спаиваемых деталей;
- Улучшение растекания припоя и его фиксации со спаиваемыми поверхностями;
- Предотвращение окисления нагретого в процессе пайки металла.
Без использования флюса процесс пайки может оказаться малоэффективным, надежность и качество выполненных работ – очень низкими.
Виды флюсов
Все флюсы подразделяются на 3 большие группы:
- Кислотные (активные);
- Слабоактивные;
- Нейтральные (неактивные или защитные).
Основным практическим различием активных флюсов от слабоактивных и нейтральных является необходимость удаления их остатков по завершению процесса пайки – входящие в состав таких веществ кислоты и агрессивные соли, оставаясь на спаянных поверхностях или деталях, будут причиной ускоренной коррозии.
На заметку. Помимо описанной выше классификации по температуре плавления, все данные вещества подразделяются на две большие группы: легкоплавкие и тугоплавкие.
Легкоплавкие (канифоль, ее спиртовые растворы, паяльные кислоты) вещества применяются для пайки черных и цветных металлов оловянно-свинцовыми припоями при температурах до 5000С. Тугоплавкие вещества (прокаленная бура, раствор буры в борной кислоте, хлориды кальция и бария) используются для пайки черных и цветных металлов медными, серебренными и медно-латунными припоями при температурах свыше 5000С.
Представляет собой твердое стекловидное аморфное вещество светло-желтого или темно-оранжевого цвета, получаемое из смолы хвойных пород. Плавится при небольшой температуре, выделяет мало дыма и вредных для человеческого организма веществ.
Применяют канифоль при пайке радиодеталей легкоплавкими оловянно-свинцовыми припоями.
Паяльные кислоты
Данный вид флюса представлен неорганическими низко концентрированными кислотами: ортофосфорной или соляной. Для увеличения активности кислоты и улучшения растворения ею оксидных пленок в нее часто добавляют такую соль, как хлористый цинк. Благодаря текучести, она хорошо подходит для работы в труднодоступных местах.
Интересно. Недостатком паяльных кислот является необходимость удаления их остатков после завершения паечных работ.
Применяют паяльные кислоты для лужения устойчивых к коррозии сталей, меди, железа с цинковым покрытием, деталей из никеля или хрома.
Спиртовые растворы
Наиболее распространенным составом данного вида является спирто-канифольный раствор, представляющий собой 20-25 % раствор канифоли, растворенной в этиловом спирте. Для увеличения активности и спектра выполняемых паечных работ в такой раствор часто добавляют различные соли: хлорид цинка, хлорид диэтиламмония, хлорида фениламмония. Благодаря жидкому агрегатному состоянию, он хорошо наносится на спаиваемые поверхности, не требует удаления остатков после завершения паечных работ.
Не содержащие добавок спиртовые растворы используют для обычной пайки с использованием легкоплавких припоев, содержащие различные активные соли разновидности применяют при пайке черных и цветных металлов, а также их сплавов (медь, латунь, алюминий и т.д.).
Основными недостатками спирто-канифольного раствора являются летучесть основного компонента – этилового спирта, его усиленное испарение при пайке и хранении в негерметично закрытой емкости.
Водные растворы и подручные средства
Данный список самодельных веществ представлен чаще 16%-ти процентным водным раствором ортофосфорной кислоты с добавлением 3,7-4,0% этилового технического спирта. Используются такие растворы для пайки, как черных, так и цветных металлов, их сплавов.
Готовые составы
Представляют собой готовые составы (паста флюс, состав марки фпп), удобные для нанесения и часто помещаемые внутрь трубчатого припоя проволоки. Применяются, как правило, при пайке легкоплавкими низкотемпературными припоями.
Бура – высокотемпературный порошкообразный флюс, применяемый при пайке стальных, чугунных, бронзовых и медных деталей с использованием тугоплавких медно-цинковых или серебряных марок припоев.
Часто буру для удобства и увеличения эффективности растворяют в борной кислоте. Благодаря небольшой цене и широкому спектру выполняемых с помощью буры паечных работ, она является универсальной и востребованной как в радиоэлектронике, так и в пайке цветных и черных металлов.
Гелевые флюсы
Гелевые флюсы – самые удобные и надежные. Представляют собой смесь измельченного канифолевого порошка и растворителя. Выпускаются в небольших шприцах для специальных пистолетов-дозаторов, хорошо наносятся, не требуют удаления со спаиваемых поверхностей. Применяются такие вещества для паечных работ в радиоэлектронике.
Хранят подобные вещества в закрытых герметичных емкостях в местах, недоступных маленьким детям и домашним животным. Не следует хранить их вместе с продуктами питания, лекарственными препаратами, семенами сельскохозяйственных культур. Желательно для таких веществ предназначить строго определенный шкафчик или ящик.
Применение флюса
Способ применения данных веществ определяется их агрегатным состоянием и химическим составом:
- Твердую канифоль наносят на спаиваемые поверхности жалом паяльника, на котором уже есть расплавленный припой;
- Паяльную кислоту наносят на спаиваемые детали или поверхности небольшой кисточкой, ватной палочкой или простой спичкой;
- Жидкий спирто-канифольный флюс наносится при лужении с помощью небольшого носика дозатора, установленного на емкости с раствором.
- Гелеобразные вещества наносят с помощью специальных пистолетов дозаторов, в которые вставляются картриджи.
Важно! Так как флюсы – это в своем большинстве небезопасные для здоровья человека вещества, при их нанесении следует соблюдать максимальную осторожность. Если данная субстанция для лужения попадает на кожу руки, ее следует незамедлительно смыть, при необходимости нейтрализовать соответствующими веществами.
Как приготовить флюс для пайки своими руками
Разобравшись с тем, что такое флюс для пайки, стоит рассмотреть самый простой способ самостоятельного изготовления подобного вещества, используемого при пайке радиодеталей, для лужения печатных плат:
- Несколько кусков канифоли заворачиваются в плотную ткань;
- При помощи ударов тяжелого молотка по образовавшемуся кульку находящаяся внутри канифоль тщательно измельчается;
- Полученную измельченную канифоль засыпают в емкость с этиловым спиртом и, помешивая, растворяют в нем полностью.
Для того чтобы ускорить растворение канифоли, емкость со спиртом помещают в небольшую кастрюльку с горячей водой. Для получения гелеобразного вещества в полученный раствор добавляют глицерин.
Как правильно выбрать флюс
Для того чтобы правильно выбрать флюс паяльный, необходимо учитывать следующие критерии:
- Материал спаиваемых поверхностей – если спаивают детали из латуни, черных металлов, хрома или никеля, то используют буру, борную, соляную или ортофосфорную кислоты. Если планируется паять чувствительные к перегреву радиодетали, используют легкоплавкие низкотемпературные флюсы: канифоль и ее спиртовые растворы, гели.
- Удобство нанесения – при пайке печатных плат, мелких радиодеталей используют жидкие и гелеобразные вещества,
- Безопасность для здоровья – наиболее безопасны гелевые марки флюсов. Лидерами в списке вредных и потенциально опасных веществ данного вида являются кислоты.
Чем заменить флюс для пайки
Если необходимый флюс по каким-то причинам отсутствует, его можно заменить следующими подручными веществами:
- Водный раствор аспирина;
- Лимонная кислота;
- Уксус;
- Канифоль с обычным свиным жиром.
Все данные подручные средства хоть и не обладают всеми достоинствами специализированных составов, но при правильном использовании пайка с их использованием будет достаточно качественной и надежной.
Таким образом, разобравшись с тем, что собой представляет паяльный флюс, и для чего он нужен, можно сказать, что его применение является неотъемлемым этапом в технологии паечных работ, без которого получаемое соединение будет ненадежным и недолговечным.
Марки мягких припоев и флюсов
для пайки паяльником
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
для пайки электрическим паяльником
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.