Содержание
- Сварка низкоуглеродистых и среднеуглеродистых конструкционных сталей
- Сварка низкоуглеродистых конструкционных сталей
- Сварка среднеуглеродистых конструкционных сталей
- Газовая сварка низкоуглеродистых и среднеуглеродистых сталей
- Технология сварки среднеуглеродистых и высокоуглеродистых сталей
- Сварка углеродистых и легированных сталей
- Технология сварки легированных сталей
- Сварка низколегированных и среднелегированных конструкционных сталей
- Особенности сварки высоколегированных сталей
- Особенности сварки различных видов сталей
- Углеродистые
- Низкоуглеродистые
- Среднеуглеродистые
- Высокоуглеродистые
- Аустенитные
- Нержавейка
- Инструментальные
- Электроды для сварки углеродистых сталей
- Особенности сварки углеродистых сталей
- Электроды для углеродистых и низколегированных сталей
Технология сварки среднеуглеродистых сталей
Сварка низкоуглеродистых и среднеуглеродистых конструкционных сталей
При сварке низкоуглеродистых и среднеуглеродистых конструкционных сталей необходимо учитывать, к какой группе свариваемости сталей относится та или иная марка стали. Среднеуглеродистые конструкционные стали содержат большее количество углерода, чем низкоуглеродистые. А углерод сильно влияет на свариваемость сталей.
Сварка низкоуглеродистых конструкционных сталей
В химическом составе низкоуглеродистых сталей содержится до 0,25% углерода, свариваемость у таких сталей хорошая. Они относятся к первой группе свариваемости и свариваются без ограничений всеми видами сварки.
Электроды для сварки низкоуглеродистых сталей
При ручной дуговой сварке низкоуглеродистых сталей, выбор электродов для их сваривания происходит, исходя из многих требований:
- Необходимо обеспечить прочность сварного шва, равную прочности основного металла;
- Дефекты в сварных швах не допускаются;
- Сварной шов должен иметь определённый, требуемый химический состав;
- Сварное соединение должно сохранять работоспособность при воздействии на него вибрации, ударных нагрузок, а также при повышенных или пониженных температурах.
В зависимости от назначения сварной конструкции, условий эксплуатации и требований, предъявляемых к ней, низкоуглеродистые стали сваривают электродами Э38, Э42 и Э42А. Этим типам электродов соответствуют марки ОММ-5, СМ-5, УМ-7, ОМА-2, УОНИ-13/45, СМ-11 и другие марки.
Электроды типа Э38 предназначены для металлоконструкций, к которым не предъявляются высоких требований. Электродами типа Э42 сваривают ответственные конструкции из низкоуглеродистых сталей, к которым предъявляются повышенные требования. Электроды типа Э42А предназначены для сварки особо ответственных металлоконструкций.
Режимы сварки низкоуглеродистых сталей
Режимы сварки низкоуглеродистых сталей, в зависимости от типа электрода, представлены в таблице:
Перед сваркой необходимо произвести прокалку электродов. Рекомендуемая температура прокалки электродов зависит от их марки и должна быть указана в паспорте на электроды.
Сварка среднеуглеродистых конструкционных сталей
Сварка среднеуглеродистых сталей осложняется повышенным содержанием углерода (до 0,45%) в их составе, что может привести к образованию холодных трещин при сварке, а также к формированию мало пластичных закалочных структур в зоне термического влияния.
Для того чтобы уменьшить риск образования трещин в металле сварного шва, необходимо снизить в нём содержание углерода. Этого можно добиться, выбрав для сварки электроды с пониженным содержанием углерода, а также путём уменьшения доли основного металла в сварном шве.
Электроды для сварки среднеуглеродистых сталей и выбор режимов сварки
Сварку среднеуглеродистых сталей производят электродами следующих марок: УОНИ-13/45, УОНИ-13/55, УОНИ-13/65, ОЗС-2, АНО-7, АНО-8, АНО-11 и другими маркими.
Рекомендуемые режимы сварки, в зависимости от марки электрода, представлены в таблице ниже, а также, в таблице выше по тексту:
Для того, уменьшить риск возникновения закалочных структур, перед сваркой выполняют предварительный подогрев изделия, а во время сварки производят сопутствующий подогрев.
Рекомендуемая температура предварительного подогрева составляет 100-200°C. При сварке толстого металла, температура подогрева несколько выше. Подогрев выполняют на расстоянии 50-70мм от сварного шва. По окончании сварки рекомендуется обеспечить медленное охлаждение сварного соединения.
Сварку металла большой толщины выполняют, используя схему сварки «каскадом» или «горкой». Подробнее об этих схемах рассказано на странице «Технология ручной дуговой сварки Ч.3. Техника ручной дуговой сварки». Применение этих схем способствует замедлению охлаждения сварного соединения. И это позволяет снизить риск возникновения закалочных структур в сварном шве и зоне термического влияния.
Газовая сварка низкоуглеродистых и среднеуглеродистых сталей
При газовой сварке металлоконструкций, состоящих из тонколистовой углеродистой стали, используется нормальное сварочное пламя. В средней, восстановительной зоне пламени происходит восстановление железа из его оксидов. Благодаря этому, в качестве сварочной проволоки при газовой сварке низкоуглеродистых сталей применяют проволоку марок Св-08 или Св-08А. Но, для того, чтобы процесс раскисления металла происходил ещё эффективнее, рекомендуют использовать проволоку марок Св-08ГА или Св-08ГС.
Чтобы уменьшить риск образования кристаллизационных трещин при газовой сварке среднеуглеродистых сталей, сварочные материалы необходимо выбирать с пониженным содержанием углерода, не более 0,3% (по возможности, не более 0,2%).
Для сварки тонкого металла, толщиной до 3мм, применяют левый способ газовой сварки. Средний расход ацетилена составляет, при этом, 120-150л/ч из расчёта на миллиметр толщины свариваемого металла.
Для сваривании металла большей толщины, применяют правый способ сварки. Этот способ сварки обеспечивает более высокую производительность при сваривании больших толщин, по сравнению с левым способом. В этом случае расход ацетилена составляет 120-150л/ч из расчёта на 1мм толщины основного металла. Чтобы избежать перегрева металла в зоне сварки, расход ацетилена при газовой сварке среднеуглеродистых сталей рекомендуется уменьшать.
Технология сварки среднеуглеродистых и высокоуглеродистых сталей
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил, изложенных в гл. 13, а также следующих дополнительных указаний. В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин. Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают. Сварку ведут электродами диаметром не более 4 — 5 мм постоянным током обратной полярности, что обеспечивает меньшее проплавление кромок основного металла и, следовательно, меньшую его долю и меньшее содержание С ) металле шва. Для сварки применяют электроды Э42А, Э46А или Э50А. В стальных стержнях электродов содержится немного углерода, поэтому при их расплавлении и перемешивании с небольшим количеством среднеуглеродистого основного металла в шве углерода будет не более 0,1—0,15%. При этом металл шва легируется Мn и Si за счет расплавляемого покрытия и таким образом оказывается равнопрочным основному металлу. Сварку металла толщиной более 15 мм ведут «горкой», «каскадом» или «блоками» для более медленного охлаждения. Применяют предварительный и сопутствующий подогрев (периодический подогрев перед сваркой очередного «каскада» или «блока» до температуры 120—250°С). Конструкции, изготовленные из стали марок ВСт4пс, ВСт4сп и из стали 25 толщиной не более 15 мм и не имеющие жестких узлов, обычно сваривают без подогрева. В других случаях требуются предварительный и сопутствующий подогрев и даже последующая термическая обработка. Дугу зажигают только в месте будущего шва. Не должно быть незаваренных кратеров и резких переходов от основного к наплавленному металлу, подрезов и пересечений швов. Выводить кратеры на основной металл запрещается. На последний слой многослойного шва накладывают отжигающий валик.
Сварка среднеуглеродистой стали марок ВСт5, 30, 35 и 40, содержащей углерода 0,28—0,37 % и 0,27— 0,45%, более затруднена, так как с увеличением содержания углерода ухудшается свариваемость стали.
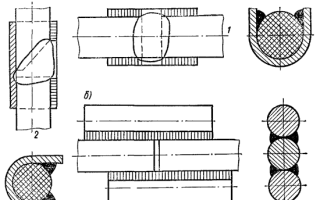
Применяемую для арматуры железобетона среднеуглеродистую сталь марок ВСт5пс и ВСтбсп сваривают ванным способом и обычными протяженными швами при соединении с накладками (рис. 1). Для сварки концы соединяемых стержней должны быть подготовлены: для ванной сварки в нижнем положении обрезаны резаком или пилой, а при вертикальной сварке — разделаны. Кроме того, они должны быть зачищены в местах соединения на длину, превышающую на 10—15 мм сварной шов или стык. Сварка производится электродами Э42А, Э46А и Э50А для протяженных валиковых швов. При температуре воздуха до минус 30 °С необходимо увеличивать силу сварочного тока на 1 % при понижении температуры от 0°С на каждые 3°С. Кроме того, следует применять предварительный подогрев соединяемых стержней до 200—250 °С на длину 90—150 мм от стыка и снижать скорость охлаждения после сварки, обматывая стыки асбестом, а в случае ванной сварки не снимать формующих элементов до охлаждения стыка до 100 °С и ниже.
Рис. 1. Сварка стыков арматуры железобетона: а — ванная: 1 — горизонтальных; 2 — вертикальных; б — шовная
Сварку других конструкций из среднеуглеродистой стали марок ВСт5, 30, 35 и 40 следует вести с соблюдением тех же дополнительных указаний. Стыки рельсовых путей обычно сваривают ванной сваркой с предварительным подогревом и последующим медленным охлаждением аналогично стыкам арматуры. При сварке других конструкций из этих сталей следует применять предварительный и сопутствующий подогрев, а также последующую термическую обработку.
Сварка высокоуглеродистых сталей марок ВСтб, 45, 50 и 60 и литейных углеродистых сталей с содержанием углерода до 0,7 % еще более затруднительна. Эти стали применяют главным образом в литых деталях и при изготовлении инструмента. Сварка их возможна только с предварительным и сопутствующим подогревом до температуры 350—400 °С и последующей термообработкой в нагревательных печах. При сварке должны соблюдаться правила, предусмотренные для среднеуглеродистой стали. Хорошие результаты достигаются при сварке узкими валиками и небольшими участками с охлаждением каждого слоя. После окончания сварки обязательна термическая обработка.
Просмотров: 5674 Создан: 2012-11-23 Источник: Ручная дуговая сварка
Сварка углеродистых и легированных сталей
В зависимости от химического состава сталь бывает углеродистая и легированная.
Углеродистая сталь делится на:
- низкоуглеродистую (содержание углерода до 0,25%)
- среднеуглеродистую (содержание углерода от 0,25 до 0,6%)
- высокоуглеродистую (содержание углерода от 0,6 до 2,0%).
Сталь, в составе которой кроме углерода имеются легирующие компоненты (хром, никель, вольфрам, ванадий и т. д.), называется легированной. Легированные стали бывают:
- низколегированные (суммарное содержание легирующих компонентов, кроме углерода, менее 2,5%)
- среднелегированные (суммарное содержание легирующих компонентов, кроме углерода, от 2,5 до 10%)
- высоколегированные (суммарное содержание легирующих компонентов, кроме углерода, более 10%).
Технология сварки легированных сталей
Сварка низколегированных и среднелегированных конструкционных сталей
Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерда и легирующих компонентов. Стали кремнемарганцевой группы 15ГС, 18Г2С и 25Г2С сваривают электродами типа Э60А марки УОНИ-13/65. Перед сваркой кромки тщательно зачищают от грязи, ржавчины и окалины.
Сварку выполняют предельно короткой дугой. Изделие перед сваркой подогревают до температуры 200 С, электроды перед сваркой прокаливают при 400°С в течение одного часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД, 15ХСНД и 12ХГ сваривают электродами типа Э50А марки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка низколегированных и среднелегированных конструкционных сталей
Особенности сварки высоколегированных сталей
К высоколегированным относят стали, суммарный состав легирующих элементов в которых составляет не менее 10%, при содержании одного из них не менее 8%. При этом содержание железа должно составлять не менее 45%. В основном это стали, обладающие повышенной коррозионной стойкостью или жаростойкостью. Легирование сталей выполняют углеродом, марганцем, кремнием, молибденом, алюминием, ванадием, вольфрамом, титаном и ниобием, бором, медью, серой и фосфором. Введение легирующих элементов меняет физические и химические особенности стали.
Так, углерод способствует повышению прочности стали и снижению ее пластичности. Окисление углерода в процессе сварки способствует появлению пор. Кремний является раскислителем и содержание его в стали более 1% приводит к снижению свариваемости. Хром также снижает свариваемость, способствуя созданию тугоплавких окислов. Никель повышает прочность и пластичность сварочного шва, не снижая свариваемость стали. Молибден увеличивает прочность и ударную вязкость стали, ухудшая свариваемость. Ванадий в процессе сварочных работ сильно окисляется, поэтому его содержание в стали предусматривает введение раскислителей. Вольфрам тоже сильно окисляется при повышенных температурах, ухудшает свариваемость стали.
Титан и ниобий предотвращают межкристаллитную коррозию. Бор повышает прочность, но затрудняет свариваемость. Медь повышает прочность, ударную вязкость и коррозийную стойкость стали, но снижает ее свариваемость. Повышенное содержание в стали серы приводит к образованию горячих трещин, а фосфор способствует образованию холодных трещин.
Содержание тех или иных легирующих элементов определяют по маркировке стали. Первые две цифры в маркировке означают содержание углерода в сотых долях процента; легирующие элементы обозначают буквенными символами, а стоящие за ними цифры указывают на примерное содержание этих элементов, при этом единицу и меньше не ставят. Символ «А», установленный в конце маркировки, указывает, что сталь высококачественная, с пониженным содержанием серы и фосфора. Наиболее широкое применение получили коррозионно-стойкие хромоникелевые стали (12Х18Н10Т, 10Х23Н18 и некоторые другие).
Из вышесказанного видно, что, как правило, легирование стали приводит к снижению ее свариваемости, а первостепенную роль при этом играет углерод. Поэтому доля влияния каждого легирующего элемента может быть отнесена к доле влияния углерода. Повышенное содержание углерода и легирующих элементов способствует увеличению склонности стали к резкой закалке в пределах термического цикла, происходящего во время сварки. В результате этого околошовная зона оказывается резко закаленной и теряет свою пластичность.
Поэтому при сварочных процессах высоколегированных сталей, происходящих в зоне плавления металла и околошовной области, возникают горячие трещины и межкристаллитная коррозия, проявляющаяся в процессе эксплуатации. Основной причиной появления трещин является образование крупнозернистой структуры в процессе кристаллизации и значительные остаточные напряжения, полученные при затвердевании металла. Легирование влияет на вязкость металла и коэффициент поверхностного натяжения, поэтому у большинства высоколегированных сталей сварочный шов формируется хуже, чем у низколегированных и даже углеродистых сталей.
Межкристаллитная коррозия характерна для всех видов высоколегированных сталей, имеющих высокое содержание хрома. Под действием нагрева образовавшиеся карбиды хрома выпадают по границам зерен, снижая их антикоррозийные свойства.
Препятствует образованию карбидов хрома легирование стали титаном, ниобием, танталом, цирконием и ванадием. Положительное влияние на качество сварочного шва оказывает дополнительное легирование сварочной проволоки хромом, кремнием, алюминием, ванадием, молибденом и бором.
Для сварки высоколегированных сталей используют как ручную дуговую , так механизированную сварку под флюсом и в среде защитных газов . Сварка выполняется при минимальном тепловложении с использованием термообработки и применением дополнительного охлаждения. Введение легирующих элементов меняет и технологические особенности стали. Так, система легирования снижает теплопроводность стали и повышает ее электрическое сопротивление. Это оказывает влияние на скорость и глубину плавления металла, что требует меньшего вложения энергии, и увеличения скорости подачи сварочной проволоки.
Ручную дуговую сварку высоколегированных сталей выполняют при пониженных тока обратной полярности. Сварку ведут короткой дугой ниточными валиками без поперечных колебаний.
Проволока, применяемая для изготовления электродов, должна соответствовать марке стали с учетом ее свариваемости. Защитное покрытие электродов должно иметь состав, снижающий отрицательное действие повышенной температуры. К примеру, для сварки кислотостойкой стали 12X18HI0T электроды типа Э-04Х20Н9 (марки ЦЛ-11) препятствуют образования горячих трещин и межкристаллитной коррозии. Предварительный и сопутствующий подогрев снижает опасность возникновения трещин. Для защиты сварочной ванны используют инертный газ или аргон и его смеси с гелием, кислородом и углекислым газом.
Сварку в среде углекислого газа можно выполнять только в случаях, когда отсутствует опасность возникновения межкристаллитной коррозии. Сварка плавящимся электродом выполняется при значениях тока, обеспечивающих струйный перенос электродного металла.
При сварке возникает опасность коробления и остаточных сварочных напряжений. Поэтому после сварки часто возникает необходимость в термообработке.
Особенности сварки различных видов сталей
Для улучшения свойств и характеристик сталей, в их состав вводят различные добавки. Изменяя кристаллическую решетку материала, добавки влияют не только на прочность или коррозионную стойкость материала, но и на способность к свариванию. Для некоторых сплавов сварка проходит очень легко, но есть материалы, требующие особого подхода.
Углеродистые
Одной из самых распространенных добавок при производстве стали, безусловно, является углерод. Согласно ГОСТ 380-2005, в зависимости от его количества в составе сталей, последние могут быть:
- низкоуглеродистыми, с содержанием углерода не более 0,25% от объема;
- среднеуглеродистыми, содержащие углерод в количестве 0,25%-0,6%;
- высокоуглеродистые, в которых содержится от 0,6% до 2,07% углерода от объема материала.
Сварка углеродистых сталей характеризуется рядом особенностей, позволяющих получить качественный однородный шов.
При соединении деталей из углеродистых сталей, их располагают так, чтобы шов оказался «на весу». Для этого детали на столе для сварки надежно фиксируют при помощи приспособлений для сборки – струбцин, скоб, тисков.
В начале и конце шва устанавливают специальные планки из того же материала, что и свариваемые детали. Начало и окончание процесса сварки происходит на этих планках. Таким образом, шов по всей длине получается однородным, обладающим стабильными свойствами и имеющим точные заданные характеристики.
Закрепив детали и разгонные планки в нужном положении, проводят прихватки металла по длине шва. Предпочтительно делать прихватки с обратной стороны шва.
Если толщина свариваемых деталей велика и планируется производить многослойную сварку в несколько проходов, прихватки допускается производить с лицевой стороны шва.
При многослойной сварке, каждый предыдущий слой осматривают на наличие трещин и непроваров. При их обнаружении металл шва срезают, разделывают кромки, и процесс повторяют.
Главное требование при сваривании заключается в том, что прочность металла шва и околошовной области не должна уступать прочности металла деталей.
Низкоуглеродистые
Малоуглеродистая сталь, имеющая в своем составе, помимо углерода еще и легирующие добавки сваривается, как правило, с применением любой из сварочных технологий.
Работа не требует высокой квалификации сварщика. Такие материалы относятся к числу хорошо свариваемых сталей. Поэтому здесь может с успехом применяться обычная дуговая сварка.
Особенностями сварки низкоуглеродистых сталей является пониженное содержание углерода в металле шва и увеличенное количество легирующих добавок, поэтому возможно некоторое упрочнение металла шва по отношению к металлу деталей.
Еще одной проблемой, которую следует учитывать, является повышенная хрупкость шва при выполнении многослойной сварки.
Для выполнения соединений низкоуглеродистых сталей применяются электроды с рутиловым и кальциево-фтористорутиловым покрытием. Профессиональные сварщики используют электроды, в обмазку которых добавляют немного порошка железа. Из электродов, выпускаемых промышленностью, для сварки подходят следующие марки: УОНИ-13/85, ЦЛ-14, ЦЛ-18-63.
Стали с малым количеством углерода легко сваривать, применяя ацетилен. При этом даже можно обойтись без использования флюса, а газ расходуется в небольшом объеме.
Для получения качественного стыка, обладающего прочностью, не меньшей, чем основной металл, применяют кремнемарганцевую сварочную проволоку. По окончании работы со швом пламя не гасят и не снимают его со стыка деталей, а плавно отклоняют, давая шву остыть.
Если убрать пламя сразу, то без флюса материал шва, будучи разогретым, окислится. Чтобы придать шву лучшие прочностные свойства, металл шва, как правило, проковывают и подвергают термической обработке.
Среднеуглеродистые
Из-за большого количества углерода соединение таких деталей осложняется. В результатах работы это выражается в том, что металл детали и сварного стыка может быть различной прочности. Помимо этого вблизи кромок шва могут образовываться трещины и очаги с ярко выраженной хрупкостью материала.
Чтобы избежать указанных недостатков, применяют электроды, в составе материала которых содержится низкое количество углерода.
При повышении тока, необходимом для разогрева соединяемых деталей, возможно проплавление основного металла. Чтобы исключить подобные случаи, производится разделка кромок соединяемых деталей.
Еще одним мероприятием по повышению качества соединения является предварительный разогрев и постоянный подогрев деталей в процессе. При сваривании сталей полуавтоматом для повышения качества шва лучше осуществлять движения электродом не поперек, а вдоль стыка деталей и использовать короткую дугу. Для работы применяют электроды марок УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
При использовании ацетилена для сварки среднеуглеродистых сталей добиваются такого пламени горелки, при котором расход газа составит 75-100 дм³/ч. Для изделий, имеющих толщину 3 миллиметра и более, применяется общий подогрев до 250-300 °C или местный до 600-650 °C.
После сварки шов проковывают и подвергают термической обработке. Для сварки изделий из металла с количеством углерода, близким по содержанию к высокоуглеродистым сталям, используют специальный флюс.
Высокоуглеродистые
Стали с высоким содержанием углерода очень плохо поддаются сварке. Для соединения деталей из таких материалов применяются другие альтернативные способы.
Сварка высокоуглеродистых сталей, стойких к коррозии, осуществляется только при проведении ремонтных работ.
В этом случае применяется предварительный прогрев области шва до 250-300 °C и последующая термообработка шва. Совершенно не допускается производить сварочные работы с высокоуглеродистыми сталями при температуре воздуха ниже 5 °C или при наличии на месте сварочных работ сквозняков.
При соблюдении всех условий, сварка высокоуглеродистых сталей производится теми же приемами, что и среднеуглеродистых.
Допускается газовая сварка ацетиленом. Мощность пламени горелки должна обеспечивать расход газа в пределах 75-90 дм³/ч на 1 миллиметр толщины шва.
Для предотвращения окисления, используются флюсы, составы которых аналогичны флюсам, используемым при сварке среднеуглеродистых сталей. После газовой сварки осуществляется проковка шва с последующим отпуском.
Аустенитные
Аустенитными сталями называют материалы, в составе которых присутствует высокотемпературная фаза железа – аустенит. Они входят, например, в группу хромоникелевых сталей, которые могут работать в различных агрессивных средах и при очень больших значениях температур.
Главной особенностью при сварке коррозионностойкой стали, является необходимость обеспечения стойкости к межкристаллической коррозии в околошовной зоне.
Проблема заключается в том, что даже при предварительном подогреве стали, по границам нагрева из кристаллической решетки выпадают карбиды хрома. В результате уменьшения количества этого элемента в составе материала, при повторном нагреве на границах появляются коррозионные растрескивания.
На практике может понадобиться создание конструкций с использованием аустенитных сталей с хромоникелевыми легирующими добавками, которые будут работать в условиях высоких температур. Для сварки таких конструкций нужно выбирать материалы, в которых содержание углерода возможно низкое.
Если необходимо, чтобы процентное содержание углерода было выше, и при этом конструкции из стали выполняли свое назначение в условиях агрессивных сред и высоких температур, нужно выбирать легирующую добавку, близкую по свойствам к углероду.
В качестве такой добавки может использоваться титан, цирконий, тантал, ванадий, вольфрам. Эти элементы связывают углерод, который выделяется из стали в процессе последующего нагрева, и препятствуют обеднению околошовных участков в процессе сварки.
Нержавейка
Чаще всего нержавеющие стали, используемые в промышленности, получают свои антикоррозийные свойства посредством введения легирующих добавок – хрома и никеля.
При сварке хромированных деталей необходимо учитывать, что при высокой температуре (более 500 °C), возможно окисление стыка деталей.
Чтобы избежать этого применяют аргонодуговую сварку, или TIG-сварку (ТИГ). Такая технология предусматривает осуществление сварочных операций без доступа воздуха непосредственно к зоне сварки. Соответственно отсутствие кислорода, наличие которого в воздухе обязательно, устраняет предпосылки к окислению материала.
Ограничение доступа воздуха осуществляется путем введения в зону сварки аргона, инертного газа, который будучи тяжелее воздуха, вытесняет его. Иногда такой способ называют сваркой стали аргоном. На самом деле сталь либо просто сваривается между собой дугой, либо с помощью присадочного материала.
Для аргонодуговой сварки требуется специальное оборудование. Работы ведутся неплавящимися вольфрамовыми электродами, требования к которым определяются ГОСТ 10052-75.
Вторая проблема заключается в следующем. Нержавеющие стали имеют высокий коэффициент температурного расширения, и при сварке листовой стали, когда стык имеет большую длину в сравнении с линейными размерами детали, в процессе остывания возможно искривление сварочного шва.
Проблема решается путем выставления зазоров между листами и применением прихваток, фиксирующих детали в нужном положении.
Инструментальные
Инструментальная сталь относится к числу твердых, стойких к механическим воздействиям материалов. Из нее изготавливают слесарные, столярные инструменты, части оборудования для различных отраслей промышленности.
Рабочие органы инструментов – сверла, резцы, назначение которых воздействовать на материалы с целью их обработки, очевидно должны быть прочнее и тверже обрабатываемых материалов. Достигаются такие свойства путем включения в состав большого количества углерода и легирующих добавок – никеля, хрома, молибдена.
Сварка инструментальной стали применяется при ремонте оборудования, инструментов. В этом случае к сварочным швам предъявляются высокие требования: стыки должны быть однородными с остальной частью материала, а их прочность не должна отличаться во избежание возникновения концентрации напряжений при работе.
Чтобы обеспечить соблюдение таких требований необходимо применять специальные электроды. В большинстве случаев это могут быть УОНИ-13/НЖ/20Ж13.
При сварке специальных углеродистых сталей, применение которых узконаправлено, используются электроды, разработанные для определенных марок.
При правильном определении характеристик материала, типа сварки и режимов, при использовании электродов соответствующих марок, сварочные швы будут обладать высокой прочностью и коррозионной стойкостью.
Электроды для сварки углеродистых сталей
К углеродистым сталям относят класс сплавов, в которых углерод (С) как химический элемент является основным легирующим компонентом, задающим важнейшие свойства металла. Его доля в составе может быть различна, в зависимости от нее различают и группы данных сталей:
- низкоуглеродистые — доля С в них менее 0,25%;
- среднеуглеродистые — с долей углерода от 0,25 до 0,6%;
- высокоуглеродистые — с долей углерода от 0,6% до 2,07%.
Также в состав таких сталей в весьма малых количествах входят марганец и кремний — в качестве полезных легирующих элементов, а в качестве вредных примесей — водород и сера.
Особенности сварки углеродистых сталей
Ключевое требование при сварке деталей из углеродистых сталей — прочностные характеристики металла шва и околошовной области: они должны соответствовать характеристикам основного металла. Чем выше доля углерода, тем сложнее получить соединение, которое бы строго соответствовало этому требованию. Поэтому в отношении каждой из групп углеродистых сталей существуют свои особенности сварки.
Сварка низкоуглеродистых сталей
Это группа хорошо свариваемых, наиболее пластичных углеродистых сталей благодаря низкому содержанию углерода и легирующим добавкам. Выполнять сварку можно любыми известными технологиями, включая сварку ручную электродуговую. Однако такой химический состав металла обуславливает и свои особенности: при неправильном выборе электрода есть риски того, что металл шва будет более прочным, чем металл детали, что может негативно сказаться на общей прочности конструкции. А при выполнении многослойной сварки возможна повышенная хрупкость шовного металла. Чтобы избежать этих проблем, для сварки обычно используют электроды с рутиловым и фтористо-кальциевым покрытием, а в обмазку добавляется доля железного порошка. В ряду широко используемых для профессиональной сварки низкоуглеродистых сталей — марки МР-3ЛЮКС, МР-3, ОЗС-4, АНО-4, АНО-21, ОЗС-12, МК-46.00, УОНИ-13/55, УОНИ 13/45, УОНИ 13/85.
Для получения необходимых прочностных свойств металл шва после сварки проковывается и прокаливается.
Электроды по среднеуглеродистым сталям
Количество углерода в таких сплавах больше, соответственно, процесс сварки осложняется. Минус в том, что металл сварного стыка и металл детали могут получиться разной прочности. Кроме того, металл близ кромок шва может получиться очень хрупким и с характерными трещинами. Чтобы этого не было, используют электроды с достаточно низкой долей углерода.
Особое внимание — к кромкам соединяемых деталей. Они обязательно должны быть разделаны, чтобы избежать проплавления металла, которое могут вызвать высокие токи — они необходимы для разогрева соединяемых деталей. Также следует учитывать: для повышения качества шва детали, как сказано выше, предварительно разогреваются и прогреваются в процессе сварки;
- движения электродом лучше осуществлять не поперек, а вдоль стыка;
- сварку лучше всего выполнять на короткой дуге;
- после сварки для большей прочности шов также проковывается и подвергается термообработке.
В ряду известных электродов, которые применяют для сваривания среднеуглеродистых сталей — марки УОНИ-13/55, УОНИИ 13/55, УОНИИ 13/45А, УОНИ-13/65.
Сварка высокоуглеродистых сталей
В таких сталях — высокое содержание углерода, что практически делает их непригодными для сварки различных конструкций. Сварочные работы, как правило, выполняются лишь при необходимости ремонта. В этом случае используются те же технологии, что и при сварке среднеуглеродистых сталей. Осуществляется предварительный прогрев металла в области шва до 250-300 °C, по завершении сварки производится проковка и термообработка шва. Необходимо соблюдать еще два условия — сварка возможно при температуре не ниже -5 градусов Цельсия в помещении, где полностью отсутствуют сквозняки.
Электроды для углеродистых и низколегированных сталей
Широчайший ряд электродов используется для сварки как углеродистых, так и низколегированных сталей. К этой группе относят углеродистые стали с содержанием С до 0,25%, а также низколегированные с временным сопротивлением разрыву до 590 МПа. И те, и другие имеют повышенное содержание углерода. Благодаря этому уменьшается окисление металла и легче получают свободные от окислов соединения. Их пластичность повышают путем предварительной термической обработки или последующего подогрева.
И углеродистые, и низколегированные стали отличаются относительно невысокой теплостойкостью и прокаливаемостью.
Доля легирующих элементов (кобальт, никель, молибден, алюминий, вольфрам, медь и другие) может доходить в низколегированных сталях до 5%. В сравнении с углеродистыми они характеризуются пониженной склонностью к механическому старению, более высокой износостойкостью, коррозионной и хладостойкостью, пределом текучести.
В зависимости от доли легирующих элементов определяются параметры, по которым выбирают электроды для сварки углеродистых сталей. В число таких параметров входят:
- механические характеристики металла шва;
- требуемые свойства сварного соединения;
- временное сопротивление разрыву;
- ударная вязкость;
- относительное удлинение.