Содержание
Правка листового металла на вальцах
Правка листового и профильного материала
Точность и качество разметки и обработки деталей корпуса, а также последующей сборки и сварки корпусных конструкций в значительной мере зависят от степени ровности поверхности листового и профильного материала.
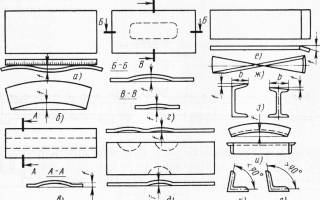
Стальные листы в результате неравномерного охлаждения после прокатки на металлургическом заводе могут иметь местные выпучины или волнистость. Неровности могут возникнуть также в результате механических воздействий и по другим причинам. Поэтому листовой и профильный материал, имеющий недопустимую волнистость поверхности и отклонения от прямолинейности, до обработки подвергают правке. При необходимости правят также детали корпуса, получившие недопустимую волнистость поверхности или криволинейность в процессе обработки.
В местах искривления часть волокон в поперечном сечении листа укорочена по сравнению с другими волокнами. Для выправления листов необходимо уравнять длины волокон, что может быть достигнуто либо за счет укорочения растянутых волокон, либо за счет удлинения сжатых. Правка материала основана на растягивании сжатых волокон.
Наиболее распространенным способом правки листов является правка в холодном состоянии на специальных правильных вальцах. При правке лист пропускают между двумя рядами вращающихся валков (рис. 11.1). Расстояние между верхним и нижним рядами валков принимается несколько меньше толщины выправляемого листа, поэтому в процессе правки лист многократно изгибается; при изгибе сжатые волокна растягиваются. Обычно бухтины располагаются неравномерно по поверхности листа. Поэтому, чтобы создать сосредоточенное давление на сжатые волокна листа, применяют стальные прокладки шириной 100—150 мм, толщина которых выбирается соответственно величине выпучины (бухтины). Под воздействием усилий, возникающих в местах расположения прокладок, сжатые волокна растягиваются.
Для правки листов применяют правильные вальцы с числом валков от пяти до двадцати одного. Листы толщиной более 5 мм обычно правят на пяти-, девятивалковых вальцах, листы толщиной 3—5 мм — на одиннадцати- и тринадцативалковых вальцах. Для правки листов толщиной менее 3 мм применяют вальцы с числом валков до двадцати одного. Увеличение количества валков с уменьшением толщины выправляемых листов вызвано тем, что тонкие листы обладают повышенными упругими свойствами (пружинением) и требуют большого количества изгибов при правке.
Листоправильные вальцы (рис. 11.2) устроены следующим образом. В неподвижной станине укреплен нижний ряд валков.
Рис. 11.2. Пятивалковые правильные вальцы.
Верхний ряд валков вместе с поперечной рамой при помощи ползунов в направляющих, установленных в боковых колоннах станины, перемещается вверх и вниз с помощью ручного привода или от вспомогательного электродвигателя. Перемещение верхних валков в вертикальной плоскости необходимо для регулирования давления на лист и зазора между валками при правке листов различной толщины. Вращение валкам передается от электродвигателя. У некоторых вальцов верхние валки вращаются только благодаря трению, возникающему между листом и валками во время правки (прокатки).
В дальнейшем предполагается снабдить листоправильные вальцы специальной аппаратурой для автоматической настройки валков и контроля точности правки.
Правят профильный прокат в большинстве случаев на горизонтально-гибочных прессах, роликовых машинах или гидравлических прессах.
Горизонтально-гибочные прессы для правки профилей имеют ползун, к которому присоединяется толкач. Ползун вместе с толкачом могут совершать возвратно-поступательное движение. Против толкача располагаются два упора, расстояние между которыми может изменяться. Упоры могут перемещаться и в продольном направлений. Профильная полоса, подлежащая правке, упирается в упоры (ролики) пресса. Правка осуществляется нажатием на профиль движущимся толкачом (рис. 11.3).
1 — профильная полоса; 2 — толкач; 3 — упоры пресса.
Принцип действия роликовых машин аналогичен принципу действия правильных вальцов. Эти машины имеют фасонные ролики, соответствующие сечению профиля. При прохождении профиля через ролики реборды последних придают профилю прямолинейную форму. Правильные ролики сменные, что позволяет править профили различного сечения.
Рассмотренные методы правки перегибами имеют ряд существенных недостатков. Не всегда удается достичь требуемой точности правки; время правки листов с одинаковыми размерами и из одинакового материала зависит от первоначального искривления и длины листа; на вальцах с определенными характеристиками можно править листы с относительно узким диапазоном толщин, вследствие чего на заводах устанавливают двое-трое вальцов с разными характеристиками. Качество правки профильного проката зависит также от квалификации правщика, а процесс правки на прессах требует больших затрат труда и пока не поддается автоматизации.
Заслуживает внимания процесс правки методом растяжения на специальных растяжных машинах, который лишен указанных выше недостатков. При этом производительность повышается в 3—4 раза и увеличивается диапазон толщин выправляемых листов на одной машине. В рассматриваемом случае лист или профиль зажимают в специальных зажимах. После этого зажимы с помощью гидравлических домкратов раздвигаются и растягивают выправляемую деталь. К сожалению, по ряду обстоятельств растяжные машины не получили пока распространения на судостроительных заводах, хотя и являются весьма перспективными, особенно в условиях комплексно-механизированного корпусообрабатывающего производства.
Pereosnastka.ru
Обработка дерева и металла
Прокатная сталь, поступающая с металлургических заводов, часто имеет деформации (рис. 1), возникшие в процессе прокатки, а также при транспортировании.
Деформации листовой стали устраняют на листоправйльных вальцах, швеллеров и двутавровых балок — на горизонтальных правильно-гибочных прессах, а угловой стали—на углоправйльных вальцах. После правки волнистости, коробоватости, местные вы-пучины, неровности между листом и стальной линейкой длиной 1 м, поставленной на лист ребром, не должны превышать 1,5 мм. Кривизна профильной стали после правки не должна превышать 1/1000 его длины и быть более 5 мм, смалковка и размалковка не должны превышать 1 мм на 100 мм ширины полки.
Саблевидность универсальной стали определяют величиной зазора между продольной кромкой и натянутой струной.
Листоправйльные вальцы (рис. 2), применяемые на заводах металлоконструкций, правят листовую сталь предельной ширины 2000.. .3200 мм и имеют 7, 9, 11 валков. Для правки листовой стали толщиной 6. ..25 мм обычно применяют семивалковые вальцы 25X3200. Деформированный лист закладывают в зазор между верхними и нижними цилиндрическими валками, расположенными в шахматном порядке. Предварительно между верхними и нижними валками устанавливают зазор несколько меньший, чем толщина выпрямляемого листа.
На листоправйльные вальцы (рис. 3) сталь подают приводными роликовыми конвейерами. После вальцов выправленные листы поступают на конвейер. На конвейеры листы подают и с конвейеров снимают мостовыми кранами.
Величину зазора между рядами валков, а также превышения крайних валков верхнего ряда определяют по специальным таблицам и устанавливают по указательному устройству индикаторного типа. После этого включают механизм нижних валков листопра-вйльных вальцов и механизм вращения роликов подающих конвейеров. Ролики конвейера подают лист в валки, а далее он перемещается за счет трения между листом и нижними валками. При движении лист многократно изгибается и в нем устраняются деформации волнистости. Листовая сталь проходит через валки на приемный роликовый конвейер и в зависимости от необходимости или пропускается через валки обратным ходом для повторной правки или снимается с конвейеров мостовым краном для укладки в штабель.
На листоправйльных вальцах устраняют саблевидность универсальной стали. Для этого укладывают на вогнутую зону стальные прокладки толщиной 2.. .4 мм. Валки, сжимая лист в месте прокладок, выправляют саблевидность.
Мелкие листовые детали, полученные в результате резки на гильотинных ножницах, правят так. На большой подкладной лист толщиной 25…30 мм укладывают в один слой детали одинаковой толщины и пропускают их через вальцы несколько раз.
Листы стали толщиной до 5…6 мм можно править пакетом по или листа одновременно. Количество листов в пакете зависит от механических свойств стали, погнутости листов, квалификации правщика, толщины листов, параметров вальцов.
Для устранения местных выпучин (хлопунов), чаще всего встречающихся в тонколистовой стали, по обеим кромкам на поверхность листа укладывают прокладки и пропускают его через вальцы. Волокна листа под прокладками удлиняются, в результате чего выпуклость устраняется.
Для правки мелких листовых деталей типа фасонок, ребер жесткости используют вальцы меньшей мощности и размеров с валками шириной 600… 1200 мм. Правка на них более производительна, чем на обычных листоправйльных вальцах с подкладным листом.
Углоправйльные вальцы служат для правки уголков размером 200X30 мм. Углоправйльные вальцы оснащаются подающим и приемным столами с роликовыми конвейерами. Подающий стол имеет приводные конвейеры и накопитель для складирования заготовок, приемный стол снабжен приводными конвейерами, склизом для сбрасывания выправленного металлопроката и местом для его складирования.
Горизонтальные механические и гидравлические правильно-гибочные прессы предназначены для правки швеллеров и двутавровых балок. Деформированный участок балки (рис. 5) опирается на два упора, а ползун, расположенный с обратной стороны упоров, давит посредине деформированного участка между упорами. Балку медленно продвигают по роликам конвейера, останавливая в местах, требующих правки. В зависимости от величины прогиба и размера профиля регулируют ход ползуна и увеличивают его до тех пор, пока профиль на участке не будет выправлен.
Горизонтальный гидравлический правильно-гибочный пресс усилием 2500 кН состоит из сварной рамы, на которой расположена неподвижная траверса с упорами, ползуна с упором, поддерживающих роликов. Расстояние между упорами регулируют вручную штурвалами. Оно должно быть в пределах 260.. .1260 мм. Ползун приводится в движение от гидропривода, расположенного внутри рамы. Положение поддерживающих роликов регулируют вручную маховиками.
Пресс имеет вспомогательное оборудование, обеспечивающее механизированную подачу профиля в зону правки. Оно состоит из подающего и приемного приводных роликовых конвейеров, накопителя и сбрасывателя.
Винтовые фрикционные прессы усилием 1600.. .2500 кН мало чувствительны к перегрузкам и обладают ударным характером действия. Эти прессы служат для правки мелких листовых деталей. Для создания безопасных условий труда проходы между штабелями металлопроката и оборудованием (станками, вальцами, конвейерами, столами) устраивают не менее 0,75 м. Минимальные приближения станков к стенам и колоннам, а также минимальные расстояния между станками определяются инструкцией по технике безопасности при изготовлении стальных конструкций. Безопасная работа при правке металлопроката возможна только при исправном состоянии оборудования и инструмента.
Перед началом работы проверяют действие механизмов на холостом ходу, правильность зазора между валками, состояние проката (не должно быть заломленных кромок). Правка проката с заломленными кромками может привести к поломке вальцов и травмированию рабочих. Категорически запрещается править прокат, толщина и ширина которого превышает предельно допустимый размер, указанный в паспорте; несоблюдение этого требования может привести к поломке машины и травмированию рабочих.
Во время работы правщик соблюдает заданный технологический процесс правки, настраивает вальцы при выключенном приводе вращения вальцов. Перекос листов в вальцах поправляют в нерабочем состоянии вальцов при поднятых верхних валках. Нельзя подправлять лист при входе и выходе вальцов с помощью ломика. Прокладки укладывают на выпрямляемый лист только после остановки вальцов; нельзя применять для правки прокладки с трещинами. Транспортируют и кантуют металл согласно схемам строповок, принятым на заводе. По окончании работы вальцы очищают щетками.
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПРАВКИ ПРОКАТА
Принцип правки основан на создании в укороченных волокнах пластических деформаций растяжения.
Правку листов производят на вальцах (валковых листоправильных машинах) или на правильно растяжных машинах. Правка на вальцах состоит в пропускании листа между двумя рядами вращающихся валков, которые, увлекая лист возникающими силами трения, многократно изгибают его.
При изгибе сжатые волокна листа пластически растягиваются и принимают такую же длину, что и волокна вне района натяга, вследствие чего лист правится в продольном направлении. Правка в поперечном направлении ведется при помощи прокладок, которые последовательно укладываются вдоль на натянутые районы листа в процессе его вальцовки. В местах, где уложены прокладки, натянутые волокна металла под воздействием сжимающих усилий, направленных нормально к поверхности, растягиваются и достигают той же длины, что и остальные волокна. В качестве прокладок используются тонкие полосы из мягкой стали шириной 200 – 250 мм и длиной 1.5 – 2 м. Листоправильные вальцы имеют от 5 до 21рабочих валков. Листы толщиной 6 мм и более обычно выправляются на пяти- или семивалковых вальцах. Листы толщиной менее 6 мм обладают повышенным пружинением и требуют большого количества волнообразований при вальцовке. Поэтому при правке тонких листов применяют вальцы с девятью – семнадцатью валками. При правке очень тонких листов это не всегда дает удовлетворительные результаты, и иногда их правят на толстом подкладном листе, который прокатывается в вальцах вместе с выправляемым листом.
Листоправильные вальцы имеют рабочие валки (1)нижнего ряда, опирающиеся на подшипники, укрепленные в неподвижной станине. Верхние рабочие валки (2) имеют подшипники, расположенные в подвижной раме, и могут перемещаться вместе с ней по высоте. Прогиб валков при вальцовке устраняется промежуточными опорами (3) в виде роликов, передающих усилия на станину и на верхнюю раму. Для предотвращения изгиба листов при выходе из вальцев имеются два вспомогательных валка (4), которые могут перемещаться в вертикальном направлении не только вместе с верхними рабочими валками, но и самостоятельно, при помощи ручного штурвала. Для устранения провисания листа в процессе правки и облегчения ввода его между валками перед вальцами и сзади них устанавливают рольганги, представляющие собой ряд роликов (5), подшипники которых поддерживаются сварным металлическим столом-каркасом.
Рис. 4.1. Схема правки листов на пятивалковой правильной машине.
1 – нижние рабочие валки; 2 – верхние рабочие валки; 3 – опорные ролики; 4- вспомогательные валки; 5 – ролики рольганга.
Зазор между верхним и нижним рядами рабочих валков листоправильной машины определяется по формуле:
,
где S – толщина листа, мм;
σт – предел текучести материала листа, Па;
t – расстояние (шаг) между осями рабочих валков одного ряда, мм;
k – коэффициент упругой зоны (k=0.25 при количестве валков 9 и менее; k=0.20при количестве валков 11 и более);
E – модуль упругости материала, Па.
Принцип правки на правильно-растяжных машинах основан на упругопластическом растяжении листа или профиля с доведением деформаций в его сечениях до значений, превышающих те, которые соответствуют пределу упругости. При этом участки листа, не имевшие погиби, вытягиваются до длины волнистых, при одновременном выпрямлении последних, и лист выправляется. Может применяться правка растяжением тех материалов, у которых отношение предела прочности к пределу текучести больше 1,15—1,2.
Правильно-растяжные машины имеют в качестве зажимного устройства губки с насечками, которые повреждают зажатые участки листа длиной, вследствие чего эти участки после правки приходится обрезать, что является недостатком этих машин (длина обрезаемых участков может достигать 300 мм).
Правильно-растяжная машина имеет растяжной гидравлический цилиндр и переднюю и заднюю подвижные головки. Лист в горизонтальном положении закрепляется между передней и задней головками. При создании давления в гидравлическом цилиндре головки расходятся и происходит растяжение листа. Машина имеет систему управления, обеспечивающую регулирование скорости растяжения и автоматическое выключение при достижении определенного хода или усилия.
Правка на правильно-растяжных машинах по сравнению с правкой на листоправильных вальцах имеет следующие преимущества:
— повышает производительность труда в 6 – 8 раз и одновременно увеличивает точность правки;
— в процессе правки происходит выравнивание внутренних напряжений в листе, что снижает в последующем деформации при тепловой резке;
— обеспечивает выпрямление листов с исходным искривлением до 30 мм/м, что практически недостижимо на правильных вальцах.
При растяжении на 1—2% выравниваются все имеющиеся до правки искривления листа или профиля при сохранении механических качеств металла в пределах допусков.
Правка профильного проката производится на профилегибочных станках, горизонтальных прессах, а также на правильно растяжных машинах.
Процесс правки профилей на профилегибочных станках основан на придании изогнутым частям прогиба обратного знака.
МЕХАНИЧЕСКАЯ ОЧИСТКА И ГРУНТОВКА ПРОКАТА. ВАРИАНТЫ ПОТОЧНЫХ ЛИНИЙ
Надежность и долговечность противокоррозионных покрытий и сроки их службы зависят от качества подготовки поверхности под окрашивание.
В основном применяются два способа очистки стального проката – дробеметный и струйно-абразивный.
Дробеметная очистка представляет собой очистку потоком абразива, который выбрасывается на очищаемую поверхность с помощью лопаток ротора, вращающегося с большой скоростью (2500-3000 об/мин; безвозвратный расход дроби – 10-15 кг/час; скорость прохождения листа – 0.5-3 м/мин). В условиях непрерывной обработки проката этот метод в 5-10 раз производительнее дробеструйного, значительно экономичнее и позволяет достичь наивысшего качества очистки. В качестве абразива в дробеметных установках используют литую и колотую стальную или чугунную дробь. Дробеметный способ используется в автоматических поточных линиях очистки и грунтования проката.
В технологический процесс очистки и грунтования входят следующие операции:
1. Подогрев. В камере предварительного подогрева лист нагревается до температуры 35-40°С для удаления воды и масла, разрыхления окалины и ускорения сушки проката;
2. Дробеметная очистка (скорость вращения турбинок до 3000 об/мин; безвозвратный расход дроби – 10-15 кг/час; размер дроби – 0.5-2.5 мм; скорость дроби – 65-70 м/сек; скорость прохождения листа – 0.5-3 м/мин);
3. Обдувка воздухом для удаления пыли;
4. Визуальный контроль очистки;
5. Грунтовка (расход грунта 80 г/м 2 );
7. Контроль качества антикоррозионного покрытия.
В некоторых случаях применяют также очистку водой, очистку льдом и очистку сухим льдом.
Также возможна очистка проката абразивной шкуркой.
Гибка металла на вальцах
За последнее время ко мне было несколько обращений от читателей блога за помощью в решении одной и той же задачи: как при работе на трехвалковых листогибочных вальцах и профилегибах определить окончательное местоположение среднего ролика (валка).
. относительно положения крайних роликов (валков), которое обеспечит гибку (вальцовку) заготовки с определенным заданным необходимым радиусом? Ответ на этот вопрос позволит повысить производительность труда при гибке металла за счет уменьшения количества прогонов заготовки до момента получения годной детали.
В этой статье вы найдете теоретическое решение поставленной задачи. Сразу оговорюсь – на практике я этот расчет не применял и, соответственно, не проверял результативность предлагаемого метода. Однако я уверен, что в определенных случаях гибка металла может быть выполнена гораздо быстрее при использовании этой методики, чем обычно.
Чаще всего в обычной практике окончательное местоположение подвижного центрального ролика (валка) и количество проходов до получения годной детали определяется «методом тыка». После длительной (или не очень) отработки технологического процесса на пробной детали определяют координату положения центрального ролика (валка), которую и используют при дальнейших перенастройках вальцев, изготавливая партию этих деталей.
Метод удобен, прост и хорош при значительном количестве одинаковых деталей – то есть при серийном производстве. При единичном или «очень мелкосерийном» производстве, когда необходимо гнуть разные профили или листы разной толщины разными радиусами, потери времени на настройку «методом тыка» становятся катастрофически огромными. Особенно эти потери заметны при гибке длинных (8…11м) заготовок! Пока сделаешь проход…, пока проведешь замеры…, пока перестроишь положение ролика (валка)… — и все сначала! И так десяток раз.
Расчет в Excel местоположения подвижного среднего ролика.
Запускаем программу MS Excel или программу OOo Calc, и начинаем работу!
С общими правилами форматирования электронных таблиц, которые применяются в статьях блога, можно ознакомиться здесь .
Прежде всего, хочу заметить, что листогибочные вальцы и профилегибы разных моделей могут иметь подвижные крайние ролики (валки), а могут — подвижный средний ролик (валок). Однако для нашей задачи это не имеет принципиального значения.
На рисунке, расположенном ниже изображена расчетная схема к задаче.
Вальцуемая деталь в начале процесса лежит на двух крайних роликах (валках), имеющих диаметр D . Средний ролик (валок) диаметром d подводится до касания с верхом заготовки. Далее средний ролик (валок) опускается вниз на расстояние равное расчетному размеру H , включается привод вращения роликов, заготовка прокатывается, производится гибка металла, и на выходе получается деталь с заданным радиусом изгиба R ! Осталось дело за малым – правильно, быстро и точно научиться рассчитывать размер H . Этим и займемся.
Исходные данные:
1. Диаметр подвижного верхнего ролика (валка) /справочно/ d в мм записываем
в ячейку D3: 120
2. Диаметр опорных с приводом вращения крайних роликов (валков) D в мм пишем
в ячейку D4: 150
3. Расстояние между осями опорных крайних роликов (валков) A в мм вводим
в ячейку D5: 500
4. Высоту сечения детали h в мм заносим
в ячейку D6: 36
5. Внутренний радиус изгиба детали по чертежу R в мм заносим
в ячейку D7: 600
Расчеты и действия:
6. Вычисляем расчетную вертикальную подачу верхнего ролика (валка) Hрасч в мм без учета пружинения
в ячейке D9: =D4/2+D6+D7- ((D4/2+D6+D7)^2- (D5/2)^2)^(½) =45,4
7. Настраиваем вальцы на этот размер Hрасч и делаем первый прогон заготовки. Измеряем или высчитываем по хорде и высоте сегмента получившийся в результате внутренний радиус, который обозначим R и записываем полученное значение в мм
в ячейку D10: 655
8. Вычисляем какой должна была бы быть расчетная теоретическая вертикальная подача верхнего ролика (валка) H0расч в мм для изготовления детали с радиусом R без учета пружинения
в ячейке D11: =D4/2+D6+D10- ((D4/2+D6+D10)^2- (D5/2)^2)^(½) =41,9
9. Но деталь с внутренним радиусом изгиба R получилась при опущенном верхнем валке на размер Hрасч, а не H0расч. Считаем поправку на обратное пружинение x в мм
в ячейке D12: =D9-D11 =3,5
10. Так как радиусы R и R имеют близкие размеры, то можно с достаточной степенью точности принять эту же величину поправки x для определения окончательного фактического расстояния H , на которое необходимо подать вниз верхний ролик (валок) для получения на вальцованной детали внутреннего радиуса R .
Вычисляем окончательную расчетную вертикальную подачу верхнего ролика (валка) H в мм c учетом пружинения
в ячейке D13: =D9+D12 =48,9
Задача решена! Первая деталь из партии изготовлена за 2 прохода! Найдено местоположение среднего ролика (валка).
Особенности и проблемы гибки металла на вальцах.
Да, как было бы всё красиво и просто – надавил, прогнал – деталь готова, но есть несколько «но»…
1. При вальцовке деталей с малыми радиусами в целом ряде случаев нельзя получить необходимый радиус R за один проход по причине возможности возникновения деформаций, гофр и надрывов в верхних (сжимаемых) и нижних (растягиваемых) слоях сечения заготовки. В таких случаях назначение технологом нескольких проходов обусловлено технологической особенностью конкретной детали. И это не исключительные случаи, а весьма распространенные!
2. Одномоментная без прокаток подача среднего ролика (валка) на большое расстояние H может быть недопустимой из-за возникновения значительных усилий, перегружающих сверх допустимой нормы механизм вертикального перемещения вальцев. Это может вызвать поломку станка. В аналогичной ситуации перегрузки при этом оказаться может и привод вращения роликов (валков)!
3. Концы заготовки, если их предварительно не подогнуть, например, на прессе, останутся прямолинейными участками при гибке на трехвалковых вальцах! Длина прямолинейных участков L чуть больше половины расстояния между нижними роликами А /2.
4. При движении среднего ролика (валка) вниз в сечении заготовки, подверженном изгибу, постепенно нарастают нормальные напряжения, которые вызывают вначале пружинную деформацию. Как только напряжения в крайних верхних и нижних волокнах сечения достигнут предела текучести материала детали σт , начнется пластическая деформация – то есть начнется процесс гибки. Если средний ролик (валок) отвести обратно вверх до начала возникновения пластической деформации, то заготовка отпружинит следом и сохранит свое первоначальное прямолинейное состояние! Именно эффект обратного пружинения вынуждает увеличить размер вертикальной подачи Hрасч на величину x , так как участки заготовки отпружинивают и частично распрямляются, выходя из зоны гибки, расположенной между роликами (валками).
Мы нашли эту поправку x опытным путем. Обратное пружинение или остаточную кривизну детали можно рассчитать, но это непростая задача. Кроме величины предела текучести материала σт значимую роль при решении этого вопроса играет момент сопротивления изгибу поперечного сечения вальцуемого элемента Wx . А так как часто профили особенно из алюминиевых сплавов имеют весьма замысловатое поперечное сечение, то расчет момента сопротивления Wx выливается в отдельную непростую задачу. К тому же и фактическое значение предела текучести σт часто значительно колеблется даже у образцов, вырезанных для испытаний из одного и того же листа или одного и того же куска профиля.
В предложенной методике сделана попытка уйти от определения обратного пружинения «методом научного тыка». Для пластичных материалов, например алюминиевых сплавов, значение x будет очень небольшим. Для сталей – в зависимости от марки, конечно, немного больше.
Для получения информации о новых статьях и для скачивания рабочих файлов программ прошу Вас подписаться на анонсы в окне, расположенном в конце каждой статьи или в окне вверху страницы.
Не забывайте подтвердить подписку кликом по ссылке в письме, которое тут же придет к вам на указанную почту (может прийти в папку «Спам»).
С интересом прочту Ваши замечания и отвечу на Ваши вопросы, уважаемые читатели. Поделитесь результатами практических испытаний методики со мной и коллегами в комментариях к статье!
Прошу уважающих труд автора скачивать файл с расчетом после подписки на анонсы статей!
Ссылка на скачивание файла: raschet-mestopolozheniia-rolika (xls 32,0KB).
СУДОРЕМОНТ ОТ А ДО Я.
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Предварительная обработка листов и профилей
Листовой и профильный прокат судостроительной стали, поставляемый судостроительным заводам, имеют кривизну поверхности, которая является следствием тепловых и механических воздействий при прокатке стали и ее транспортировке. Допускаемые размеры искривлений судостроительной стали в состоянии поставки не должны превышать допускаемых значений, приведенных в ГОСТе.
Листовой прокат может иметь искривления в форме волнистости по длине и местных выпуклостей (рис. 15).
Рис. 15. Искривления стальных листов; а — местные выпуклости; б — волнистость по длине.
Профили также деформируются при прокатке, получая искривления по длине и скручивание. Кроме того, мелкий профиль может быть искривлен при транспортировке. Искривление профилей показано на рис. 16.
Рис. 16. Искривление профилей: а — малка; б — скручивание; в — ребровая кривизна; г — плоскостное искривление.
Поверхность проката судостроительной стали, поступающей на завод, имеет на поверхности различные загрязнения: металлургическую окалину, ржавчину, масляные пятна и др.
Искривления листов и профилей влияют на точность и качество разметки, затрудняют сборку корпусных конструкций. Металлургическая окалина и другие загрязнения поверхности снижают коррозионную стойкость стали. Поэтому вся судостроительная сталь, поступающая на судостроительные заводы, подвергается предварительной обработке. Ее целью является устранение искривлений путем правки, очистка от окалины, ржавчины и других загрязнений, а также защита очищенной стали от действия коррозии специальными покрытиями (пассивирование).
Правка листов. Сущность правки состоит в устранении неровностей листов. При этом искривленные участки многократно изгибаются и перегибаются в обратную сторону. Вследствие этого длина волокон металла выравнивается, а сами искривления уменьшаются.
Правку стальных листов выполняют на многовалковых листоправильных машинах, называемых вальцами. Вальцы имеют нечетное число (от 5 до 21) рабочих валков, расположенных в шахматном порядке. Нижний ряд валков — ведущие, верхний — нажимные. Рабочие валки опираются на нижние и верхние опорные ролики. На рис. 17 показаны семивалковые листоправильные вальцы.
Рис. 17. Схема правки листа в семи-валковой листоправильной машине.
1 — верхние опорные ролики; 2 — нажимные валки; 3 — ведущие валки; 4 — нижние опорные ролики.
Расстояние (зазор) между валками нижнего и верхнего ряда устанавливается немногим меньше толщины листа, подлежащего правке. Вследствие этого обрабатываемый лист захватывается вращающимися валками и, прокатываясь между ними, многократно изгибается. Количество проходов (однократных перемещений листа между валками) не должно превышать четырех-пяти.
Для того чтобы лучше выровнять бухтины и прилегающие к ним участки, при выполнении правки применяют стальные прокладки. Посредством прокладок создают сосредоточенный нажим валков на лист. Концы прокладок должны быть расплющены, а кромки закруглены с радиусом не менее 3 мм. Ширина прокладок — 200—250 мм, длина— 1500—3000 мм.
Прокладки последовательно располагают во всех случаях на границах бухтин и ровных участков листа. При этом зазор между валками должен быть увеличен на толщину прокладки.
Чем больше валков, тем качественнее и производительнее правка. Тонкие листы обладают повышенной упругостью. Для их правки необходимо применять вальцы с числом валков 9—11.
Наиболее производителен способ правки на правильно-растяжных машинах. Лист закрепляется короткими сторонами в зажимных устройствах, которые при движении растягивают его в продольном направлении. Под действием этих усилий сжатые волокна металла получают удлинения и лист выравнивается.
Правка профилей. Первичную правку профилей выполняют на горизонтальных прессах, роликовых правильных машинах, растяжных машинах и гидравлических прессах (рис. 18).
Рис. 18. Правильно-растяжная машина ПРМ-700 для правки профиля.
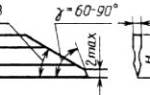
На горизонтальных прессах типа «Бульдозер» правку профилей осуществляют методом свободного изгиба (рис.19).
Рис. 19. Правка профилей на горизонтальном прессе «Бульдозер»:
1 — опоры; 2 — пуансон; 3 — траверса; 4 — профиль
При этом искривленный участок профиля опирается на опоры, закрепленные на траверсе и перегибается пуансоном в сторону, обратную изгибу. Правку производят отдельными короткими участками, передвигая полосу профиля вдоль пресса. До начала правки опоры пресса должны быть раздвинуты на расстояние, не меньшее чем четырехкратная высота профиля. На горизонтальных прессах типа «Бульдозер» можно не только править профиль, но и гнуть заготовки из профильного проката.
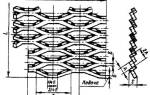
На роликовых правильных машинах правку профилей производят путем многократного изгиба, пропуская выровненный профиль между двумя рядами роликов, расположенных в шахматном порядке.
При правке профилей на вертикальных прессах используют специальные правильные штампы. Технология правки аналогична правке на горизонтальных прессах.
Очистка. В современном судостроении очистку судостроительной стали ведут дробеметным и химическим способами.
Дробеметный способ — очистка поверхности стали чугунной дробью. Процесс очистки происходит в закрытых установках, называемых дробеметными камерами. Здесь струя дроби под действием центробежной силы, создаваемой специальными устройствами, выбрасывается на поверхность передвигаемого листа или полосы профиля. Ударяясь о металл, дробь удаляет имеющиеся на нем загрязнения, ржавчину и окалину. Дробеметный способ является наиболее производительным и распространенным в судостроении. Лист очищается одновременно с двух сторон (рис. 20)