Содержание
- ГОСТ 8026-92 Линейки поверочные. Технические условия.
- 1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
- 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- 4. МЕТОДЫ КОНТРОЛЯ
- 5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
- 6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- Поверочная линейка – измерения без изъяна!
- 1 Линейка и поверка: что к чему?
- 2 Железная и каменная линейка с поверкой – в чем специфики?
- 3 Как применяется поверочная линейка?
Поверочная линейка своими руками
ГОСТ 8026-92 Линейки поверочные. Технические условия.
ГОСТ 8026-92 Группа П52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДAPT ЛИНЕЙКИ ПОВЕРОЧНЫЕ Технические условия Levelling rules. Specifications
МКС 17.040.30 ОКП 39 3510 — 39 3540, 39 3581
Дата введения 1993-01-01
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом ТК 242 «Допуски и средства контроля»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта от 23.03.92 N 233
3. ВЗАМЕН ГОСТ 8026-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
* См. примечание ФГУП «СТАНДАРТИНФОРМ»
5. ПЕРЕИЗДАНИЕ. Август 2003 г.Переиздание (по состоянию на март 2008 г.)Настоящий стандарт распространяется на поверочные линейки из стали, чугуна и твердокаменных пород (гранитные линейки) длиной до 4000 мм.
Требования пп.2.2-2.5; 2.17 и 4.1 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Поверочные линейки следует изготавливать следующих типов:
- Стальные:
- ЛД — лекальные с двусторонним скосом;
- ЛТ — лекальные трехгранные;
- ЛЧ — лекальные четырехгранные;
- ШП — с широкой рабочей поверхностью прямоугольного сечения;
- ШПХ — с широкой рабочей поверхностью прямоугольного сечения, хромированные;
- ШД — с широкой рабочей поверхностью двутаврового сечения.
- Чугунные:
- ШМ — с широкой рабочей поверхностью, мостики;
- УТ — угловые трехгранные.
- Твердокаменные (гранитные):
- ШП-ТК — с широкой рабочей поверхностью прямоугольного сечения;
- ШМ-ТК — с широкой рабочей поверхностью, мостики;
- УТ-ТК — угловые трехгранные.
1.2. Основные размеры и классы точности линеек должны соответствовать указанным в табл.1.
* Текст документа соответствует оригиналу.
Примечание. Линейки типа ЛД длиной 50 и 500 мм, типов ЛТ и ЛЧ длиной 500 мм и типа ШМ длиной 3000 мм изготовляют по заказу потребителя.
1.3. Линейки типов ШМ и УТ должны изготовляться в двух исполнениях:
- с ручной шабровкой рабочих поверхностей;
- с механически обработанными рабочими поверхностями.
Примеры условных обозначений
Линейки лекальной трехгранной, класса точности 1, длиной 200 мм:
Линейка ЛТ-1-200 ГОСТ 8026-92
То же, поверочной, мостика, класса точности 2, длиной 1600 мм, шаброванной:
Линейка ШМ-2-1600-Ш ГОСТ 8026-92
То же, поверочной угловой, класса точности 0, длиной 630 мм с углом α = 60°, с механически обработанными рабочими поверхностями:
Линейка УТ-0-630-60 ГОСТ 8026-92
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Линейки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Допуски прямолинейности рабочих поверхностей линеек типов ЛД, ЛТ и ЛЧ при температуре окружающей среды (20±5) °С, при изменении температуры, не превышающем 0,5 °С/ч в диапазоне угла наклона линеек ±20° от среднего положения, указаны в табл.2.
2.3. Допуски плоскостности рабочих поверхностей линеек типов ШП, ШПХ и ШД при их установке на две опоры, расположенные против нанесенных на линейки рисок (риски должны быть расположены на расстоянии 2/9L от концов линейки), допуски плоскостности линеек типов ШП-ТК, ШM-TK, УT-TK, УТ и ШM, допуски параллельности рабочих поверхностей линеек типов ШП, ШПХ, ШД и ШП-ТК, а также допуски перпендикулярности боковых поверхностей рабочим поверхностям линеек типов ШП, ШПХ и ШМ указаны в табл.3. При этом допуски плоскостности, параллельности и перпендикулярности относятся к температуре окружающей среды, не превышающей значений, указанных в табл.4, при изменении температуры, не превышающей 0,5 °С/ч, и относительной влажности до 80% при температуре 25 °С.
Примечание. Указанные в табл.3 требования к допускам плоскостности и параллельности линеек типов ШП, ШПХ, ШД и допускам плоскостности линеек типов ШМ и УТ не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
2.4. У линеек типов ШМ и УТ, предназначенных для работы по методу «пятен на краску», рабочие поверхности должны быть шаброваны. Шаброванные рабочие поверхности линеек при проверке по краске должны иметь число пятен в квадрате со стороной 25 мм не менее:
- 30 — для линеек класса точности 0; 01;
- 25 — для линеек класса точности 1;
- 20 — для линеек класса точности 2.
Разность числа пятен в любых двух квадратах со стороной 25 мм должна быть не более 5.
Примечание. Требования к числу пятен не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине линеек до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
2.5. Отклонение угла α от номинального значения для линеек типов УТ-ТК и УТ не должно превышать:
- ±2,5′ — для линеек класса точности 0;
- ±5′ — для линеек класса точности 1;
- ±10′ — для линеек класса точности 2.
2.6. Линейки типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должны изготовляться из материалов, указанных в табл.5.
2.7. Линейки типов ШП-ТК, ШМ-ТК и УТ-ТК должны изготовляться из диабаза, габбро и различного типа гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
2.8. Параметр шероховатости Ra механически обработанных поверхностей линеек по ГОСТ 2789-73 должен соответствовать указанному в табл.6.
Примечание. Базовая длина для шероховатости поверхности устанавливается:
2.9. Необработанные поверхности линеек типов ШД, ШМ и УТ должны быть очищены и иметь лакокрасочное покрытие.
2.10. На линейках типов ЛД, ЛТ и ЛЧ длиной 80 мм и более должны быть теплоизоляционные накладки. Линейки типов ЛТ и ЛЧ допускается изготовлять с ручками вместо накладок.
2.11. На рабочих поверхностях линеек типов ШП-ТК, ШМ-ТК и УТ-ТК не должно быть трещин, выбоин и других дефектов, влияющих на эксплуатационные качества линеек.
2.12. Линейки типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должны быть размагничены.
2.13. Рабочие и боковые поверхности линеек тина ШПХ должны быть хромированы. На торцах линеек допускаются контактные пятна размером не более 5 мм.
2.14. Средний полный срок службы линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должен быть не менее 8 лет, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК — не менее 10 лет.
Критерием предельного состояния является износ рабочих поверхностей, при котором невозможно их восстановление до требований, предусмотренных пп.2.2-2.4.
2.15. Средний срок сохраняемости линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ — не менее 2 лет, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК — не менее 3 лет.
2.16. КомплектностьК линейкам прилагают паспорт по ГОСТ 2.601.
2.17. Маркировка — по ГОСТ 13762-86.
2.17.1. На нерабочей поверхности каждой линейки или прикрепленной табличке должно быть дополнительно нанесено:
- порядковый номер по системе нумерации предприятия-изготовителя на линейках типов ШП-ТК, ШП, ШПХ, ШД, ШМ-ТК, ШМ, УТ и УТ-ТК;
- год выпуска или его условное обозначение;
- класс точности;
- риски против мест наивыгоднейшего расположения опор на линейках типов ШП-ТК, ШП, ШПХ и ШД;
- обозначение настоящего стандарта.
2.18. Упаковка — по ГОСТ 13762-86.
2.18.1. Линейки типов ШП-ТК, ШМ и ШМ-ТК допускается вместо футляров закрывать специальными деревянными щитками.
2.18.2. Допускается упаковывать линейки в ящики фанерные по ГОСТ 5959-80 и ящики многооборотные по ГОСТ 9396-88.
3.1. Для проверки соответствия линеек требованиям настоящего стандарта проводят приемочный контроль, периодические испытания и испытания на надежность.
3.2. При приемочном контроле линейки должны проверяться на соответствие требованиям пп.2.2-2.5, 2.8-2.11.
3.3. Периодические испытания проводят не реже одного раза в шесть лет на соответствие требованиям п.2.18 в части требований к транспортированию линеек в упаковке и не менее одного раза в три года на соответствие всем остальным требованиям настоящего стандарта, кроме пп.2.14 и 2.15. Периодическим испытаниям следует подвергать не менее чем по 5 линеек каждого типового представителя из числа линеек, прошедших приемочный контроль.
Если при испытаниях обнаружено, что линейки соответствуют всем проверяемым требованиям, результаты периодических испытаний считают удовлетворительными.
3.4. Подтверждение показателей надежности (пп.2.14 и 2.15) проводят не реже одного раза в три года по программам испытаний на надежность, разработанным в соответствии с ГОСТ 27.410-87* и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями.
* На территории Российской Федерации документ не действует. Действуют ГОСТ Р 27.403-2009, ГОСТ 27.301-95.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Поверка стальных и чугунных линеек — по МИ 1729. Поверку линеек типов ШМ-ТК, ШП-ТК и УТ-ТК проводят по методике, приведенной в паспорте.
4.2. Воздействие климатических факторов среды при транспортировании проверяют на типовых представителях в климатических камерах в следующих режимах:
- при температуре плюс (50±3) °С, минус (50±3) °С;
- при относительной влажности (95±3)% при температуре плюс (35±3) °С.
Выдержка в климатической камере в каждом режиме — 2 ч. После испытаний отклонения от прямолинейности, плоскостности и параллельности не должны превышать значений, установленных в пп.2.2 и 2.3.
4.3. Воздействие тряски при транспортировании проверяют на типовых представителях. Испытания упакованных линеек проводят транспортированием на грузовой автомашине со скоростью 20-40 км/ч по грунтовой дороге на расстоянии 250 км.
Испытания воздействием тряски можно проводить также на ударном стенде, создающем тряску с ускорением 30 м/с² и частотой 80-120 ударов в минуту.
Ящики с упакованными линейками крепят к стенду и испытывают при общем числе ударов 15000. После испытаний отклонения от прямолинейности, плоскостности и параллельности не должны превышать значений, установленных в пп.2.2 и 2.3.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение — по ГОСТ 13762-86.
5.2. При транспортировании линеек в контейнерах с расшивкой, исключающей их перемещение, допускается не упаковывать их в транспортную тару.
При транспортировании линеек допускается использовать тару с многооборотными салазками и пакетную упаковку.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие всех выпускаемых линеек требованиям настоящего стандарта при соблюдении правил хранения и эксплуатации.
Гарантийный срок эксплуатации линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ — 12 мес со дня ввода в эксплуатацию, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК — 24 мес со дня ввода в эксплуатацию.
ПРИМЕЧАНИЕ ФГУП «СТАНДАРТИНФОРМ»
Указанный в разделе «Информационные данные» к ГОСТ 8026-92:
ГОСТ 2.601-95 заменен на ГОСТ 2.601-2006.
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Поверочная линейка – измерения без изъяна!
Линейка поверочная – это инструмент, целью которого считается проверка совершенства плоских поверхностей с применением способа «световой щели», другими словами на просвет, который можно определить конкретно собственным взглядом. Очень оригинальный способ, правда? Давайте же выясним об этом подробно.
1 Линейка и поверка: что к чему?
Если вести разговор о линейке в общем, то это инструмент, благодаря которому существует возможность проводить прямые линии на ровной плоскости. Она применяется для того, чтобы делать пространственные измерения, построения и вычисления. Смотрится инструмент для измерений, как шкала с делением, стоимость которой уже зависит от назначения устройства. Изредка для комфорта на некоторые типы наносят практичные справочные данные. Материалом для производства служат, в основном, дерево или металл.
Линейка поверочная, в отличии от обыкновенной, имеет большую практичность, ведь она необходима для того, чтобы выверять, насколько прямолинейны поверхности деталей в станках, машинах и других видах производственного тех. оборудования. Поверочной линейкой можно выполнить обмеры не только непосредственным прямым прикладыванием, но и в том случае, когда применяется сравнивание с образцом просвета вместе с комбинированием способа, позволяющего определить подобные несоответствия с помощью специализированных плиток и линеек, а еще в комплекте щупа и плиток одновременно с рычажным индикатором.
Линейка с поверкой как правило имеет несколько реализаций, среди ее видов необходимо упомянуть такие: лекальные, мостики и клинышки.
Лекальные линейки имеют двусторонний скос, хотя в работе также используются для проверок трех- а также четырехгранные модели. Поверочные инструменты, имеющие несколько странноватое наименование – «мостики», объясняют его собственной системой и похожестью на не очень большой мост – у них широкая поверхность для работы типа ШД и ШП, в большинстве случаев имеющая прямоугольное или двутавровое сечение. Ну, а клинышки расположились под углами тремя гранями. Размер подобных линеек в большинстве случаев начинается с 8 см и завершается четырьмя метрами. Инструмент делается из специализированой стали, применяющейся для очень крепких изделий, а еще чугуна с большой прочностью.
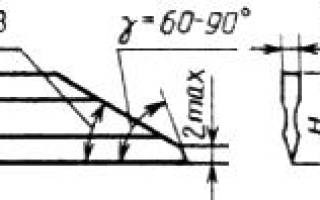
По отдельности выделяют очередной вид – фрезерованная линейка для поверок, она считается достаточно жёстким и в то же время точным инструментом, который можно применить в различных типах работ. Незаменимая во время творения маркировки форматных и материалов листового типа, тем более в случаях, если появляется необходимость получения очень высокой точности при размечивании на порядочной длине. Структура ее считается фрезерованной, толщиной примерно 6 мм. Толщина одного из ребер линейки равняется 6,3 мм, а само ребро имеет V-образную выемку.
2 Железная и каменная линейка с поверкой – в чем специфики?
По материалу можно поделить поверочные линейки на стальные, чугунные, твердокаменные. Модели из стали еще разделяют на данные типы: ЛД, ЛТ, ЛЧ, ШП, ШД. Рассмотрим кратко любой из перечисленных видов, в зависимости от их формы и рабочих граней.
- ЛД – лекальные инструменты для поверки, имеют двусторонний скос.
- ЛТ – тот же вид, однако уже с тремя гранями.
- ЛЧ – вид подобен предыдущему, имеет уже 4-ре грани.
- ШП – линейки, имеющие прямоугольное сечение и широкую поверхность для работы.
- И заключительный вид в этом ряду – ШД. У него двутавровое сечение и подобная широкая поверхность, используемая в работе при проверке плоскостей.
К инструментам, производимым из чугуна, относится только два типа – ШМ (поверхность по типу «мостик») и УТ – угловые с тремя гранями. К твердокаменным инструментам можно отнести следующие категории: ШП-ТК (линейки, у которых прямоугольное сечение), ШМ-ТК (опять «мостики» и сделанная широкой поверхность для работы), УТ-ТК (угловые с тремя гранями). Все упомянутые лекальные линейки выпускают 2-ух классов точности – 0 и 1. Они используются для творения контроля прямой линии способом, именуемым «на просвет».
Инструменты видов ШП и ШМ уже идут тремя классами точности (0, 1, 2), вследствие чего возможен контроль прямолинейности и плоскостности (проверка поверхности на краску). Инструменты видов ШМ и УТ, в основном, производятся или с механической обработкой поверхности, которая будет принимать участие в работе, либо же она делается шаброванной. Классы точности – 0, 1, 2, а в конструкции пара пересекающихся поверхностей может образовывать угол в 45, 55, 60 градусов. Применяются для того, чтобы одновременно контролировать плоскостность поверхностей, пересекающихся между собой, способом «на краску».
Линейки поверочные из пород твёрдого камня создаются из габбро-диабаза или довольно твёрдых пород гранита, обладающего большим пределом прочности на сжатие. Если сравнивать с этой вариацией инструмента линейка железная с поверкой (чугунная или стальная) уступает по нескольким основным параметрам. К примеру, изделия из твёрдых камней никоим образом не предрасположены ржавчине, не поддаются температурным деформированиям. К недостаткам относят то, что эти инструменты имеют намного очень высокую цену, также их намного тяжелее ремонтировать.
3 Как применяется поверочная линейка?
Для многих людей очень часто появляется вопрос, какая собственно поверхность у линейки рабочая? У инструмента типа ШП рабочими являются узкие стороны, тогда как широкие не имеют почти-что никакой точности. Они применяются для того, чтобы делать контроль плоскости при помощи концевых мер и щупов. Сущность инструмента сводится к одному – творение контроля отклонений от прямой линии и проверка того, насколько плоской считается поверхность изделий и строительных материалов (на наличие выступов/впадин, прогибов и прочего). Виды данных инструментов и предъявление к ним подобающих требований ставятся с помощью параметров качества (в особенности, ГОСТ 8026-92).
Чтобы не угадывать, необходимо все время учитывать самый популярный рабочий принцип. Очень часто у поверочных линеек какое-то одно ребро имеет не очень большой скос, собой представляет аналогичный лезвию край. Благодаря подобной конструкции, при прикладывании на просвет легко можно и очень определенно определить, есть ли отклонение от поверхности, и если есть, то насколько оно велико. При этом способе требуется приложить ребра линейки к поверхности, в то же время не выйдет установить туда линейку целиком.
Широкая грань данного типа линеек, в принципе, считается 2-мя паралельно размещенными лезвиями, на которые вставляется устройство, что даст возможность целиком сосредоточиться на точном определении контроля плоскостей. Такой линейкой, безусловно, удобно будет выверить, насколько плоской считается подошва рубанка, плоскости различных столов под станки, в особенности под фуговальные, просто плоскости различных изделий для строительных работ и инструментов. И это далеко не самый полный случай использования данного инструмента.
Как же правильно использовать инструмент? Линейку устанавливают рабочей гранью (или гранями) на две поверхности. Сам же контроль выполняется с помощью щупов или измерительных головок на предмет прогиба линейки. Если же идет контроль с способом «на краску», то поверхность для работы накрывают слоем специализированной тонкослойной краски (в большинстве случаев типографской). После этого линейка монтируется крашеной стороной на проверяемую поверхность и немножко передвигается. Дальше на участке 2,5х2,5 см определяется кол-во пятен и по ним выносится решение про качество поверхности.