Содержание
- Возвращаем металлу блеск и красоту с помощью полировки
- Определение понятия «полировка» и ее виды
- Комбинированные методы обработки
- Классификация паст для полировки металла
- Принцип работы алмазной пасты
- Описание процесса полировки
- Виды алмазной пыли
- ПОЛИРОВКА НОЖА ДО ЗЕРКАЛЬНОГО БЛЕСКА
- Как отполировать нож до зеркального блеска
- Средства и способы полировки нержавейки до блеска
- Способы полировки нержавеющей стали
- Средства для полировки
- Простой способ полировки нержавейки в домашних условиях
- Периодичность и способы ухода за нержавеющей сталью
- Шлифовка и полировка металла
- Технология полировки металла до зеркального состояния
- Матирование и полировка алюминия
- Шлифовка и полировка украшений
Как отполировать сталь до зеркального блеска
Возвращаем металлу блеск и красоту с помощью полировки
Определение понятия «полировка» и ее виды
Полирование – это разновидность обработки металла, в процессе которой к металлической поверхности возвращается блеск. На современном этапе выделяют такие способы шлифовки:
- Ручное полирование – производится преимущественно при ремонтных работах;
- Полумеханическое полирование – с применением специальных полировальных кругов, надевающихся Войлочные полировочные диски для полировки металла
на полировальный станок;
Какие инструменты и станки используются? Механические методы подразумевают использование следующих инструментов и устройств:
- полировочный станок;
- шлифовальная машина;
- электроточило;
- бормашины с фиксаторами.
Этот метод отделки имеет ряд преимуществ. Во-первых, он позволяет менять частоту вращения кругов и лент, что положительно сказывается на качестве обработки металлической плоскости; во-вторых, на полировочный станок могут устанавливаться дополнительные насадки, изготовленные из ткани, кожи, шерсти и т.д.
Специальная шлифовальная машинка – УШМ
Ручная шлифовка отличается от автоматизированной тем, что ее эффективность зависит от качества расходных полировочных материалов. В ручной отделке используется алмазная паста и добавки на основе оксида хрома либо железа. Ровные металлические поверхности шлифуются обыкновенным напильником – деревянным бруском, обтянутым тканью, на которую наносится полировочная паста.
Комбинированные методы обработки
Полировка металла может осуществляться комбинированными методами, в случае неподготовленной и шероховатой поверхности с грубым рельефом. В таком случае назначают длительную электролитно-плазменную отделку, которая состоит из снятия значительного слоя металла.
Этот метод обработки применяется в крайних случаях, когда требуется быстрое восстановление блеска металлического изделия. Из недостатков технологии следует выделить высокую энергоемкость, особенно на начальном этапе обработки, когда используется на 100% большее энергии, чем обычно.
Электролитно-плазменный полировочный станок
Электролитно-плазменный полировочный станок производит обработку детали в два этапа. На первом происходит обезжиривание поверхности, а на втором сама шлифовка, которая, в свою очередь, также состоит из двух циклов: срез шероховатого слоя и шлифовка металла. Очистка от жира производится в обязательном порядке, поскольку вязкая поверхность приводит к окислению металла и ухудшению качества его отделки.
Классификация паст для полировки металла
До зеркального состояния металлическую поверхность можно довести своими руками без использования станков, достаточно обратить внимание на специальные средства, делящиеся на такие группы:
Разновидности паст для полировки
- Водные. Вещество не содержит жиров и отлично справляется со своими обязанностями;
- Органические средства – содержат парафин и разнообразные масла. Они разбавляются разными маслами и жирными кислотами;
- Алмазная паста – революционное решение, позволяющее моментально добиться блеска любой металлической поверхности.
Остановимся детальнее на последнем варианте шлифовки. Алмазная паста настолько эффективна, что полностью заменяет полировальный станок. Алмазное Вещество выпускается двух видов: марки АСН и АСМ (дорогие).
Паста для полировки металла
Алмазная паста имеет следующие преимущества:
- Точность. Синтетические алмазы позволяют максимально точно отполировать до блеска любое изделие из металла;
- Широкий спектр зернистости. На современном рынке можно найти более 12 типов зернистости;
- Простая эксплуатация позволяет проводить очистительные процедуры своими руками без применения специального инструмента;
- Алмазная паста требует наличия минимального инструмента: тряпки, воды и резиновых перчаток.
Таблица полиролей для металла
Главным недостатком рассматриваемого средства для очистки является его высокая цена. В среднем алмазная паста на рынке расходных материалов стоит больше 500 рублей за 35 грамм вещества.
Принцип работы алмазной пасты
Алмазная паста воздействует на металлическое изделие механическим и химическим способом, образуя дисперсные пленки. В состав очистительного средства входят активные вещества, способствующие протеканию адсорбирующих процессов, что облегчает шлифование материала.
Алмазная паста может быть разных компонентов
Алмазная паста наносится на разные виды тканей (войлок, микрофибра или джинсы), бумагу, резину, пластик и другие виды неметаллических материалов. Стоит отметить, что алмазная паста может наноситься и на полировальные круги для повышения эффективности обработки металлической поверхности. Таким способом можно добиться зеркального эффекта. На полировальный станок устанавливаются круги из фетры, войлока или кожи.
Описание процесса полировки
Для шлифовки металлической поверхности вам понадобятся: притиры и несколько тюбиков алмазной смеси с разной зернистостью. Алмазная паста равномерно распределяется по рабочей поверхности тряпки или другого материала. Специалисты заметили интересную закономерность, позволяющую повысить качество обработки металла.
Шлифование металлических деталей
Оказывается, что в вещество для шлифовки нужно добавлять касторовое или оливковое масло. Идеальным соотношением считается микстура, состоящая на 40% из алмазной пыли и 60% масла. После разбавления смесь сразу же наносится на металлическую поверхность.
Связанный абразивный инструмент и способы шлифования
Специалисты рекомендуют начинать работу только с крупными зернами, постепенно переходя к абразивным средствам. Во время обработки следите за тем, чтобы в микстуру не попадали лишние элементы – пыль, опилки, волосы или куски тряпок. Наличие сторонних предметов сильно ухудшает полировку до блеска. Также рекомендуется мыть руки после перехода с одной зернистости к другой.
Виды алмазной пыли
На современном рынке можно повстречать средства не только для полировки металла, но и других материалов, например, дерева, стекла, камня и т. д. Классифицировать их можно по цвету окраски, например:
Огромный ассортимент алмазной пасты
- Желтая упаковка говорит о том, что вещество предназначено для шлифовки керамических материалов и стеклянных изделий. Стоит отметить, что эта пыль может применяться и для финишной обработки металла;
- Синяя упаковка. Это вид средства применяется для отделки стекла. Шлифовальное средство имеет достаточно широкий выбор абразивных элементов – от 60 до 10 уровней;
- Красная упаковка подходит исключительно для обработки металлических поверхностей.
Что же касается самых упаковок, то алмазная паста продается в компактных пластиковых баночках, объемом 35–45 грамм. Средняя стоимость баночки зависит от величины и качества абразивных материалов. Чем мельче и качественнее полировочный материал, тем дешевле стоит паста. Средняя цена составляет 450–600 рублей.
Хромовая паста ГОИ – это универсальное средство, с помощью которого производится полировка металлических и неметаллических поверхностей. Несмотря на то, что средство было изобретено в начале 1930 годов, оно применяется для полировки металлов даже сегодня.
Средство ГОИ бывает разной зернистости (классифицируется по размеру абразивных материалов). Различают такие виды зернистости: мелкая, средняя, и крупная. Мелкая пыль применяется для полировки мягких и цветных металлов, крупное зерно – для грубой отделки черных металлов и стали.
Особенности использования. Изначально средство для полировки имеет твердую структуру, разбавить которую можно при помощи нескольких капель машинного масла. Если вам нужно отполировать неровную металлическую поверхность с загибами, то рекомендуется наносить пасту в разбавленном виде на тряпку.
Полировка пастой ГОИ
Второй метод полировки предназначен для обработки ровных металлических поверхностей. Его особенность заключается в том, что на деревянный брусок наносится небольшое количество абразивного материала. Затем рекомендуется делать методичные движения взад-вперед по обрабатываемой поверхности.
Для ручной шлифовки рекомендуется использовать мягкие виды тканей – хлопчатобумажную или фланелевую, для черных металлов подойдет джинсовая или брезентовая ткань.
ПОЛИРОВКА НОЖА ДО ЗЕРКАЛЬНОГО БЛЕСКА
Как отполировать нож до зеркального блеска
У нового ножа поверхность клинка идеально гладкая и блестящая. В ней можно рассмотреть свое отражение, как в зеркале. Со временем лезвие покрывается царапинами и теряет свою первоначальную красоту. Поверхность клинка становится матовой даже у тех инструментов, которые используют очень аккуратно. Вернуть ножу зеркальный блеск непросто. Залогом успеха является адское терпение и настойчивость. Полировка и шлифовка ножа может занять несколько дней.
Как осуществляется шлифовка ножа
Гладкость поверхности лезвия для японцев имеет такое же значение, как и острота режущей кромки. Поэтому японские мастера оружейного искусства на протяжении столетий искали методы шлифовки клинков, которые позволили бы добиться зеркального блеска. В отличие от европейцев, жители Страны восходящего солнца изготавливали клинки только из очень твердого металла (60-62HRc). Это существенно усложняло задачу шлифовки. Однако японским мастерам удалось добиться успеха. Японские клинки славятся сияющим зеркальным блеском. Идеальной гладкости лезвия оружейники Японии добиваются исключительно с помощью натуральных камней. Созданная японцами технология шлифовки считается одной из самых эффективных, поэтому используется повсеместно.
Чтобы добиться идеально гладкой поверхности клинка, нужно забыть о шлифовальном оборудовании. Оно может помочь только на начальном этапе обработки, когда нужно удалить глубокие царапины и выровнять поверхность. После этого нужно переходить на ручной труд.
Шлифовка ножа в домашних условиях осуществляется с помощью шлифовальных брусков или наждачной бумаги разной зернистости. Наждачную бумагу лучше намотать на деревянный брусок. Это позволит увеличить эффективность труда. Движения должны осуществляться в плоскости, параллельной плоскости лезвия. Надо постоянно менять направление движения бруска в пределах плоскости, не зацикливаясь на одном, более удобном направлении.
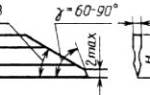
Сначала используют бруски или полоски наждачной бумаги с крупной зернистостью (240-320). Ими устраняют все имеющиеся дефекты. Обязательно надо следить, чтобы при удалении царапин обрабатывалась вся поверхность клинка. Если выполнять шлифовку лезвия только в области дефекта, на его поверхности появится углубление. После этого переходят к использованию брусков с меньшей зернистостью.
Очень важно соблюдать последовательность действий. Переходить к следующему этапу шлифовки можно только тогда, когда полировочные возможности бруска с более высокой зернистостью будут полностью исчерпаны. Чем медленнее будет снижаться зернистость, тем качественнее получится полировка ножа.
Для шлифовки ножевой нержавеющей стали лучше использовать жесткие бруски, которые медленнее стачиваются. Одними из самых лучших считаются оранжевые и белые изделия. Абразивный материал нужно периодически увлажнять. Поэтому рядом с рабочим местом надо поставить емкость с водой.
Чтобы абразив не терял своих свойств, его поверхность надо обновлять. Для этого готовят смесь из битого толстого стекла и победитового порошка. В смесь добавляют немного воды и шампуня. Затем погружают в нее брусок. Абразивный материал с усилием перемещают по смеси, пока его поверхность не очистится. Шампунь придает абразиву мягкость. Обработанный раствором шампуня брусок не делает ненужных глубоких царапин.
Первичную шлифовку нужно осуществлять до того момента, пока поверхность не станет визуально гладкой. Особенно сильно страдают часто эксплуатируемые кухонные ножи. Поэтому их приходится обрабатывать особенно упорно. После первых этапов шлифовки переходят на абразивный материал с мелкой зернистостью (600- 800). Он позволит устранить царапины, оставшиеся после использования крупнозернистых брусков.
Полировка ножа
Полировка ножа в домашних условиях выполняется так же, ка и шлифовка. Только во время работы используют абразивы с очень мелкими крупинками. Сначала обработка осуществляется материалом с зерном 40-80 микрон. На последних этапах применяют полировочные пасты, порошки и взвеси, величина крупинок которых составляет 20-40 микрон. Эти средства должны полностью убрать следы, оставленные шлифовальным материалом. После правильной полировки поверхность клинка становится матовой с лунным отблеском. На ней не должно быть даже намека на царапину или пятно. Если замечена хотя бы одна риска, полировку нужно повторить.
Используемый на последних этапах полировки мелкозернистый материал обрабатывают керосином или жидким машинным маслом. Масло и керосин наносят в небольшом количестве на поверхность клинка. Эти средства улучшают скольжение и включают в работу новые порции зерен, повышая эффективность полировки. Пасты на глицериновой основе увлажняют водой.
Чтобы добиться идеально гладкой поверхности, на заключительном этапе обработки используют полировальный станок с тканевыми или войлочными шлифовальными кругами. На круги наносят пасту гоя. После полировки нужно протереть лезвие кусочком мягкой ветоши и осмотреть его поверхность. Если на ней обнаружены следы воздействия абразивного материала, обработку продолжают. Полировка ножа до блеска может занять очень много времени.
Лучше всего обрабатывать поверхность клинков на скорости до 1750 оборотов в минуту. Лезвие нужно удерживать надежным зажимом или плоскогубцами. Более высокая скорость может быть опасной. При большой скорости полировки риск утраты контроля над лезвием увеличивается многократно. Если клинок вырвется из рук, он может полететь по непредвиденной траектории и стать причиной ранения.
Чтобы минимизировать риск травматизации, нужно полировать клинок, удерживая его режущей кромкой вниз. Под полировочным станком нужно постелить мягкий материал, который не позволит клинку отскочить в сторону оператора при случайном падении. Над шлифовальными кругами нужно установить защитные планки. Они защитят не только от отскочившего клинка, но и от металлической пыли. Работать нужно обязательно в защитных очках и перчатках.
С помощью полировочного станка можно добиться яркого блеска клинка. Однако такой блеск холодный. Его называют «селедочным». «Селедочный» блеск появляется из-за рассеивания света микроскопическими неровностями поверхности, появившимися в результате полировки.
Чтобы качественно отполировать дорогие и эксклюзивные ножи, надо продолжить работу вручную. Полировка ножа до зеркального блеска выполняется алмазными пастами, которые наносят на бруски, изготовленные из дерева твердых пород — яблони, груши или самшита. Возвратно-поступательными движениями обрабатывают всю поверхность клинка, устраняя микроскопический рельеф. Чем меньше брусок, тем сильнее он воздействует на поверхность металла. Однако очень маленькими брусками пользоваться не стоит. Если брусок неудобно держать в руках, на него трудно будет оказать нужное давление.
В результате упорного многочасового труда можно придать лезвию глубокий зеркальный блеск, придающий ему прозрачность. Такой эффект достигается за счет того, что падающие на лезвие лучи отражаются, почти не рассеиваясь. Хотя полировка ножа до зеркального блеска занимает много времени, она стоит затраченных усилий.
Средства и способы полировки нержавейки до блеска
Все о полировке нержавейки до зеркального блеска — от современной электролитно-плазменной технологии до обработки нержавеющей стали кухонной утварью. Описание химического, электрохимического и ручных способов.
Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.
Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности. Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах. Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.
Механическая полировка
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см². В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали. К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ. При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи. Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения. А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
Шлифовка и полировка металла
Технология полировки металла до зеркального состояния
Автор канала “Alokin AlokinAlokin” представил развернутый видеоурок (в конце публикации), в котором показана технология шлифовки и последующей полировки металла в домашних условиях до зеркального блеска.
С силой прокатанный сверток сохраняет форму. Заготовлено 5 насадок с маркировкой Р400, Р500, Р800, Р1000, Р1200. Присутствуют крупные поперечные царапины. Момент на валу сильно зависит от скорости.
До 12000 об/мин обороты падают при нажиме, а свыше 20000 об/мин быстро изнашивается шкурка. Шлифуем перпендикулярно царапинам до их исчезновения. Такая насадка быстро обновляется и обеспечивает необходимое давление на поверхность.
Много чего для домашнего мастера в этом китайском магазине.
Стертая и засаленная часть обрезается. Направление шлифовки, периодически, меняется на перпендикулярное. Так материал снимается эффективнее и лучше убираются хаотические царапины. Увеличиваем номер бумаги. В процессе шлифовки бумага изнашивается, ее агрессивность падает, крупный абразив выкрашивается. Потому, на новую бумагу нужно оказывать меньшее давление, чтобы не получить глубокие царапины. Грубая паста для тонкой шлифовки. 320 это все, что было указано на упаковке.
Перед переходом на более тонкую пасту место полировки должно быть очищено от её остатков. Еще одна no name паста. В составе указан краситель. О типе абразива остается только гадать. Так делать не надо, паста наносится только на насадку. Заметна шлифовка на скорую руку. Шлифовка более качественная.
Полировка металла – это больше, чем шлифование мелкими абразивами. Тут имеет место и химические процессы (растворение оксидных пленок веществами, входящими в составы паст) и термические (термическое размягчение материала и размазывание его по металлу). Перед полировкой поверхность нужно зачистить от царапин, постепенно уменьшая размер абразива. Перед переходом к более мелкой наждачной бумаге следует убедиться, что все царапины убраны. В зависимости от глубины царапин, выбирается номер наждачной бумаги, с которого начнется шлифовка. При наличии средней пасты ГОИ №3, наждачную бумагу номером больше Р1200 можно не использовать т.к. размер зерна у них сопоставим, а сама наждачная бумага с малым размером зерна быстро засаливается.
Для полировки стали оптимальное давление насадки 1- 2 кг/см^2 и окружная скорость 30-35 м/с. Формула окружной скорости. V=(3,14*•D*•n)/60 (м/с); D-диаметр насадки (м); n-частота вращения (об/мин). В показанном случае V=(3,14*•0,01*•15000)/60=7,8 м/с. Это в 4 раза меньше рекомендуемого. Т.е. можно без потери качества увеличивать диаметр до 4-х см. При этом из ваты быстро рассыплется, а вот кожаная или из х/б нитей выдержит.
Полировка при большей скорости и давлении, чем рекомендуется, снижает качество поверхности, но увеличивает количество снимаемого металла, потому на начальной стадии полировки этим можно пользоваться. Для получения более качественной полировки скорость и нажим снижают до значений более низких, чем рекомендуемые.
В процессе полировки, связующие входящие в состав пасты плавятся и выступают смазкой в процессе срезания абразивом материала, а также отводят тепло от поверхности. При этом сама полировальная насадка нагревается и связующее начинает проникать вглубь её, оставляя зерна абразива без смазки и теплоотвода. После этого зерна, лишившись связующего, отваливаются и оставляют царапины на обрабатываемом металле. По этой же причине пасту не следует наносить на металл. Проходящая по металлу насадка не может захватить весь материал, а захваченные зерна абразива удерживаются не достаточно хорошо, к тому же сами зерна распределятся не равномерно по ней. Избыток пасты так же ничего хорошего не дает. Она просто скользит по слою связующего между металлом и насадкой, а зерна абразива плавают в слое, не вступая в плотный контакт с поверхностями.
Поскольку для нормальной работы пасты должно расплавиться связующее, то и работать такие пасты будут только в определенном температурном диапазоне, когда связующее уже расплавилось, но еще достаточно густое, чтобы удерживать зерна абразива на насадке. Для большинства паст диапазон начинается с 70 градусов Цельсия. И именно по этой причине полировать вручную крайне не эффективно. Для нормальной работы такую нужно растопить, добавить любое жидкое масло и перемешать. Обычные растворители для размягчения не подходят т.к. быстро испаряются и средство густеет.
Матирование и полировка алюминия
Мы давно работаем с производителями металлоизделий, и знаем что внешний вид изделия очень важен. Если речь идет о технических изделиях, то здесь уже все привыкли к полировке, сатинированию или матированию поверхности.
Но иногда нашим партнерам приходится работать с предметами декора. И иногда заказчик хочет чтобы поверхность выглядела необычно.
Один из вариантов такого необычного решения мы предлагаем Вам ниже.
Так называемая “мутная полировка”.
В этот раз мы обрабатывали плоские детали из алюминия.
Для алюминия одним из самых удобных способов обработки является орбитальная шлифовальная машина. Она позволяет получать максимально ровную и монотонную поверхность на таком мягком и капризном металле.
Для предварительной шлифовки алюминия использовали нашу технологию матирования, только изменили количество и зернистость используемых кругов:
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P180 – первый шаг, которым мы убираем все дефекты и выравниваем поверхность.
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P220 – понижение шероховатости.
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P400 – понижение шероховатости.
Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P600 – финишное шлифование.
После обработки ОШМ поверхность уже становится равномерной и красивой. Но в этот раз задача была получить что-то новое.
Было решено заполировать сверху нашу заготовку с помощью той же эксцентриковой машины.
Если полировать поверхность с помощью обычной полировальной УШМ, то очень сложно будет добиться идеального результата. Такой процесс займет значительно больше времени.
Поверхность после Р600.
Для полировки с помощью ОШМ лучше использовать жидкие полировальные пасты, так как твердую пасту трудно нанести на полировальный круг при орбитальном движении.
Сам полировальник так же стоит использовать более мягкий.
Мы рекомендуем:
Круг полировальный Finesse-it d125 мягкий фетровый
Жидкие полировальные пасты G-Polish Pink
Наносим пасту на круг и приступаем к полировке.
После полировки поверхность выглядит грязной и блеска почти не видно. Это потому, что на ее поверхности осталось много пасты.
Чтобы убрать остатки пасты используем венскую известь с салфеткой из микрофибры:
Венская известь
Салфетка чистящая
Теперь поверхность выглядит превосходно.
Алюминий довольно мягкий металл. Поэтому чтобы алюминий не окислялся и не тускнел, мы покрыли изделие лаком.
Возможны разные варианты завершения такой поверхности – можно доводить шлифовку до более мелкого зерна или полировать в два шага, чтобы получить больше глянца.
Но это уже совсем другая история.
Шлифовка и полировка украшений
Для начала давайте выясним, в чем разница между этими двумя операциями.
Шлифовка — это когда с украшения убираются все зазубрины, неровности, следы от инструментов, излишки металла или корректируется размер изделия (детали изделия). Принцип шлифовки заключается в том, что мы с помощью инструментов удаляем тонкий слой металла. Инструменты должны быть абразивными, то есть приспособленными к тому, чтобы соскребать частицы металла.
Это напильники, надфили, наждак, шлифовальные бруски и различные боры.
Полировка же — это когда поверхность украшения становится зеркально блестящей. Для этого мы используем полировальные резинки разной грубости и всевозможные войлоки, фетры, муслин, пушки, разные ткани, волосяные щетки, кожу, замшу и обязательно пасту.
Шлифовка и полировка — это последовательные отделочные операции. Нельзя какую-то пропустить или поменять их местами.
Итак, начинаем мы со шлифования.
Шлифовать украшение можно целиком, а можно отдельную деталь, если вы понимаете, что после пайки будет трудно подступиться к ней.
Первое что мы берем в руки — это напильник или надфиль. В зависимости от поверхности, которую нам надо обработать, мы выбираем форму напильника / надфиля.
Их достаточно много, но наиболее распространенными являются плоский, круглый, фогольцевий (с ласковым названием «рыбка») и квадратный.
Однако напильники и надфили отличаются между собой не только формой, но и грубостью насечки. Напильники бывают от 0 до 5 номера. Надфили — от 0 до 6 номера. Самый «рабочий» размер — это второй номер.
Нужно помнить, что напильник — это не пилочка для ногтей! Он работает только в одном направлении — от себя. Когда вы делаете обратное движение, вы не прилагаете усилия. Иначе вместо шлифовки он будете оставлять зазубрины!
На всякий случай замечу, что при обработке украшений мы НЕ используем алмазные надфили, алмазные боры и насадки.
Когда явные огрехи убраны, мы можем переходить к более бархатному номеру напильника/надфиля, или начинать использовать наждак.
Наждачная бумага тоже имеет различную зернистость. Жесткость, с которой можно начинать — это 400 и далее аж до 2500.
Каким образом можно работать с наждаком.
Можно взять небольшой кусочек и руками обрабатывать поверхность. Но пальцами мы не можем обеспечить равномерный нажим и рискуем добавить неровностей вместо их удаления.
Лучше будет положить кусок наждачки на ровную поверхность и двигать изделие по нему. Но это вариант только для плоских деталей.
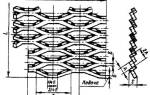
Можно использовать держатель для наждака. На фото он слева с прозрачной ручкой. Вы отрезаете полоску наждачки, закрепляете ее и работаете, как надфилем.
Также есть насадка для бормашины. На фото она сверху возле держателя — металлический стержень с прорезью, в который и вставляется кусок наждачки. А рядом с ним для наглядности лежит уже заправленный.
Ниже под ними на фото, так называемый, «бочонок». Но их недостаток в том, что они обычно очень крупной зернистости, которая нам не подходит. Я смогла найти самый мелкий — 400.
На фото есть еще две насадки для бормашины (внизу) — это корунд (синий) и резина с крошками того же корунда.
Шлифовального бруска у меня нет, но в строительном магазине я нашла мягкие мочалочки с крошкой наждака на поверхности. Они по номерам 180 и 220, но из-за того, что они мягкие, то ими тоже можно пользоваться.
Далее мы будем использовать резиновые насадки. Называются они полировальные и, по идее, должны осуществлять процесс полировки. Но по сути выполняемого действия, я бы отнесла их к процессу шлифования. Они тоже снимают тонкий слой металла, только не соскабливают, а как бы вытирают металл. И еще один момент, по которому я бы причислила их к шлифовальным — они используются без полировальной пасты.
В общем, пусть они будут промежуточным этапом между шлифовкой и полировкой 🙂
Как вы видите, они разные по цвету и форме. Цвет обозначает грубость резины, а вот форму вы выбираете такую, чтобы было удобно обрабатывать поверхность.
С помощью резиновых насадок вы окончательно удаляете царапины и шероховатость. После них поверхность должна стать идеально гладкой.
И тогда мы можем переходить к процессу полировки.
Сделать поверхность зеркально блестящей нам помогут различные насадки для бормашины: войлочные, фетровые, муслиновые, пушки, различные ткани, щетки из щетины, кожаные, замшевые кружочки. И обязательно-обязательно полировальная паста!
Пасты тоже есть разные по своей зернистости и соответствуют различным этапам обработки. Паста ГОИ — самая грубая.
На небольших оборотах вы насадкой набираете пасту и затем полируете поверхность украшения.
Щетинные щетки используются для труднодоступных мест. А вот из кожи или замши можно сделать насадки самостоятельно.
Сверху на фото вы видите красные кружки — это натуральная кожа. Я вырезаю их несколько штук и закрепляю на держателе. Наношу пасту и полирую — очень хороший результат!
Затем остается отмыть остатки пасты и ваше украшение готово!