Содержание
- Булатная сталь
- Нож из булатной стали, стоит ли его покупать?
- Что лучше булат или дамаск?
- Отличия дамаска от булата.
- Характеристики ножей из булатной стали, сфера их применения
- Что представляет собой булат и его характеристики
- Преимущества и недостатки
- Основные виды ножей и сфера применения
- На что обратить внимание при выборе
- Правила использования и ухода
- Булат и дамаск: разберемся в терминологии
- Булатная сталь. Часть 2
Состав булатной стали
Булатная сталь
Нож из булатной стали, стоит ли его покупать?
Для тех кому нужен краткий ответ: «да» или «нет», говорю «да». Булатная сталь это очень хороший материал для ножа, но главное не нарваться на подделку или самопал неопытного мастера, в таком случае, вас может ждать разочарование, а не отличные качества ножа.
Булат — сталь, благодаря особой технологии изготовления отличающаяся своеобразной внутренней структурой и видом («узором») поверхности, высокой твёрдостью и упругостью. Используется для холодного оружия — клинков мечей, сабель, кинжалов, ножей.
Первые булатные клинки производили еще в Древней Персии и Индии. Булатная сталь произведенная в этом регионе носила название «табан» или «фаранд».
В большинстве случаев, именно Азия считается родиной булатной стали. Но исторические источник говорят то, что в Древней Руси также были знакомы с технологией изготовления булата, варили его и ковали из него мечи и наконечники для копий. Булат в Древней Руси называли красным или синим железом.
Литая булатная сталь отличается от обычных сталей своей физической структурой, а не химическим составом. Одни и те же компоненты при одном способе обработку дадут на выходе стальной сплав, а при другом способе обработки дадут на выходе литой булат. Булатная сталь это, прежде всего технология изготовления, а не химический состав. Важным моментом технологии производства булатной стали является момент кристаллизации. Именно он создает в структуре сплава жесткую дендритную решетку, которая и проявляет на клинке тот самый хаотичный булатный узор. Многие мастера изготавливают ножи из литого булата. Но технология производства сплава у каждого своя, в итоге у кого-то получается просто красивая сталь, а у кого-то литая булатная сталь со всеми её отличными характеристиками.
Управлять этим сложнейшим процессом изготовления булата могут единицы. Как пишет легендарный кузнец Вячеслав Иванович Басов, один только характер кристаллизации зависит от целого ряда факторов: шероховатостей стенок тигля или изложницы, температуры металла, его цвета, скорости охлаждения, состава металла, степени его чистоты и многого другого. Малейшая ошибка, допущенная мастером, приведет к тому, что булат превратится в кусок обыкновенного чугуна. А посему булат — это прежде всего технология, а не химический состав металла. Как ее применять — в том и состоит главный секрет настоящего булата.
Что лучше булат или дамаск?
Отличия дамаска от булата.
Булат, дамаск, сварочный булат, литой дамаск, литой булат, сварочный дамаск, тигельная сталь, пакетная сталь, композитная сталь всё это два вида крепкой стали для клинков. А именно — та сталь, которая была создана в результате плавки в тиглях (булат), и та, которая появилась на свет в результате кузнечной сварки (дамаск).
Путаница же, скорей всего, возникла потому, что сам термин «дамаск» появился после крестовых походов и европейцы не различали клинки из литой стали и стали сварочной. Что, впрочем, и не удивительно. И та, и другая сталь являются композитом. И та, и другая имеют узорчатую поверхность. То есть похожи булатные и дамасские клинки порой так, что с первого взгляда даже специалист разницы не увидит. Но вот природа и свойства у них разные.
Многие утверждают то, что клинок из высококачественного булата, в отличие от его более хрупкого дамаска не только гибче, но и прочнее, и острее дамаска, медленнее тупится и медленнее теряет свои режущие свойства. Но также есть те, кто уверен, что дамаск по многим характеристикам превосходит булат.
Вставать на ту или иную сторону довольно спорный вопрос. А всё потому, что обе эти стали имеют свои секреты и сложности в изготовлении. Вот если бы найти идеальный булат и идеальный дамаск, создать абсолютно идеальные и одинаковые по размеру, спуску и заточке ножи, и провести их краш-тест, то наверно можно было-бы занять сторону победителя. Но проблема в том, что не найти идеального, или просто это сложно сделать, да и дорого. Ведь мастеров много, но у кого получается идеальный? И у кого получаются все 10 из 10 ножей идеальные для чистого краш-теста?
Характеристики булатной ножевой стали:
Нож из качественной булатной стали это отличный выбор. Ножи из булата долго держат заточку, не крошатся, качество реза у них на высоте.
К минусам можно отнести сложность заточки для новичка, ну и цены как правило кусают, но я считаю, что они стоят этих денег.
Без преувеличения можно сказать, что нож из булатной стали может стать вашим компаньоном и защитником, на которого можно будет положиться и в обычной жизни, и в экстремальной ситуации.
Твердость булатной ножевой стали — 61-64 Hrc она может быть и выше, но в таком случае становится более хрупкой.
Характеристики ножей из булатной стали, сфера их применения
С тех пор как люди научились обрабатывать металл, представить жизнь без ножей просто невозможно. Ими разделывают мясо, режут фрукты, дарят их как сувениры и используют в качестве оружия. Есть вполне заурядные образцы такой продукции, с деревянной или пластиковой ручкой, а есть штучные, уникальные экземпляры, среди которых выделяются ножи из булатной стали с твердостью 64 HRC. Такие клинки имеют долгую и интересную историю, а также свои секреты. Как они появились, чем лучше остальных ножей, каким образом их выбирать – расскажет собранный в статье материал.
Что представляет собой булат и его характеристики
Чтобы разобраться, что такое булат, необходимо рассмотреть процесс его производства со всех сторон. Этот сплав – весьма сложная субстанция с определенным химическим составом, получаемая благодаря уникальной технологии обработки металла. Сталь булат впервые появилась в Индии примерно 2400-2500 лет назад. Материал представляет собой сплав железа с углеродом. Содержание последнего составляет около 2%, что позволяет изделию сохранять упругость стали при твердости, сопоставимой с характеристиками чугуна.
Если просто смешать железо с углеродом в указанной пропорции, булатная сталь не получится. Весь секрет кроется в особой технологии ее изготовления. Необходимо соблюдать установленные температурные режимы, не перегревать сырье выше определенного градуса, не давать ему остыть, не закалять. Точный «рецепт» классической булатной стали был утерян во времена войн, однако в 19 веке Павел Аносов, русский горный инженер, фактически восстановил особенности производства этой субстанции. Повторили опыты по созданию булата и в СССР – так технология изготовления изделий из этого материала сохранилась до наших дней.
Булатная сталь производится путем варки руды и образования своеобразных лепешек, названных вутцем. Мастера соединяли эти слитки между собой, выполняя кузнечную сварку, – таким образом получали желаемый меч или нож. Для изготовления оружия из дамасской стали умельцы накладывали друг на друга железо с разным содержанием углерода, делая некое подобие сэндвича. В конце скрепляли все вместе, используя кузнечную сварку. Такие изделия выглядели красиво, но недостатки дамаска для ножей уже тогда были очевидными при сравнении с булатом. Основную разницу между двумя современными видами сплавов можно рассмотреть в таблице.
Преимущества и недостатки
2500 лет назад материал впечатлял своими исключительными характеристиками – небывалой твердостью и гибкостью. Недостатков пользователи в нем не находили. В современном мире, когда технология металлообработки и познания о химическом составе металлов шагнули далеко вперед, плюсы и минусы булатной стали практически равнозначны. В таблице собран перечень основных достоинств и недостатков ножей, выполненных из этого материала.
Несмотря на отрицательные характеристики металла, ножи из этого редкого сплава по-прежнему высоко ценятся. Изделия переросли в статусную вещь, обладание которой равносильно наличию коллекционного ружья или редкой монеты. Именно поэтому такие ножи часто можно увидеть в отделе элитной сувенирной продукции.
Сегодня ковкой булатной стали по старинным технологиям никто не занимается, иначе стоимость продукции, с учетом всех затрат, примерно равнялась бы цене подержанной иномарки. Применение новейших технологий хуже изделие не делает, при этом позволяет более точно контролировать температурный режим, химический состав стали, дозировать добавление углерода. С уверенностью можно сказать, что современный нож из булата заметно надежнее, крепче и долговечнее своих предшественников, а сильная подверженность коррозии устраняется простым легированием клинка.
Основные виды ножей и сфера применения
Булатные ножи, как и прочие разновидности этого режущего инструмента, бывают цельнометаллическими, с фиксированным клинком, складными. Нельзя однозначно утверждать, какое изделие будет надежнее и долговечнее. Служить все три вида ножей будут одинаково долго, как если бы для производства использовалась дамасская сталь. Изделие с фиксированным лезвием обычно продается вместе с добротным кожаным чехлом, что увеличивает его ценность и срок службы.
В зависимости от сферы применения, условно можно выделить следующие виды клинков из булатной стали: для рыбалки, охоты, туризма, метательные. Отдельными категориями идут подарочные (коллекционные) и военные модели ножей. Различия будут в длине и форме лезвия, а также материале рукояти, для изготовления которой применяют высокопрочную древесину, благородные металлы, рога животных, ценные резные породы дерева.
Рукоять может быть дополнена оригинальным орнаментом, красота и сложность исполнения которого зависят от физических возможностей мастера и особенностей материала С учетом общей цены изделия экономить на этой части ножа не принято.
На что обратить внимание при выборе
При выборе ножа из булатной стали особое внимание обращают на качество применяемых материалов, производителя, аккуратность исполнения. С учетом сложного технологического производства стоимость этих изделий высока, поэтому при покупке важна каждая деталь:
- Рисунок на металле и цвет самой стали. Фон должен быть темным, а сам узор хаотичным: чем он четче и крупнее, чем больше точек и поперечин на нем, тем выше достоинство стали. Если же рисунок представляет собой ровные либо симметричные линии, скорее всего, под видом булатной стали «прячется» дамасская, стоимость которой значительно ниже.
- Звон металла. По его характеру определяют монолитность булата: чистота и продолжительность звучания свидетельствуют о целостности клинка, отсутствии разрывов и трещин; низкий и короткий по времени звук получается при существенной разнице в составе соседних слоев.
- Размеры и характеристики. Товар обязан соответствовать заявленным производителем параметрам и целям, для которых он предназначен. Если это охотничий клинок, он должен иметь соответствующую длину, если нож для рыбалки или туристический – небольшое лезвие, дополненное раскладной конструкцией.
- Качество сборки. Важно, чтобы лезвие не шаталось, рукоятка была выполнена добротно, без сколов, заусенцев. Все материалы должны быть подогнаны друг к другу плотно – зазоры недопустимы.
- Документация и комплект. Хороший продавец всегда приложит сертификат, подтверждающий, что нож не является холодным оружием, а также добавит гарантийный талон, футляр или чехол.
Приобрести оригинальные изделия можно только у проверенных производителей, в числе которых:
- ООО «Железные братья»;
- ООО «БУЛАТ»;
- ООО «Русский Булат»;
- ООО «Дамаск стиль»;
- ООО «Павловский клинок»;
- Мастерская кузнеца Пампуха И Ю.
При использовании некачественных материалов, а также нарушении технологий нагревания и охлаждения булатная сталь теряет в прочности и остроте, поэтому характеристики изделий, приобретенных у сомнительных компаний, будут далеки от заявленных.
Перед покупкой рекомендовано проверять производителя ножей из булата, изучая отзывы о нем на сторонних ресурсах. Если есть возможность, стоит посетить стационарный торговый объект.
Правила использования и ухода
Булатная сталь – не самый прихотливый материал, однако и за ним необходим правильный уход. Соблюдение простых правил позволит надолго сохранить безупречный внешний вид ножа и продлит срок его службы:
- После разделки шкурок или мяса животных необходимо при помощи влажной тряпки промыть изделие от остатков крови, жира, а затем вытереть насухо ветошью. Это позволит избежать ранней коррозии.
- Хранить нож нужно в теплом, сухом месте, не допуская попадания влаги и образования конденсата. При наличии кожаного чехла, лучше всего между периодами эксплуатации оставлять режущий инструмент именно в нем.
- Если изделие из булата не планируется использовать длительное время, его можно натереть парафином/рыбьим жиром либо раз в три месяца протирать подсолнечным маслом.
Недопустимо применять для очистки булата жидкости с агрессивными действующими веществами.
Если металл покрылся ржавчиной, ее необходимо сразу же удалить. Сухой тряпкой круговыми движениями убирают верхний слой налета, затем очистку продолжают с помощью керосина и жесткой ткани. Если добиться идеального результата не удалось, рекомендовано использовать очень мелкую наждачную бумагу. После подобного воздействия есть вероятность потускнения рисунка, в таком случае нож придется протравить. Также для избавления от ржавчины лезвие можно замочить в жидкости WD-40 или Cillit Bang, после чего жесткой тряпкой убрать весь налет. Важно понимать, что указанные чистящие средства агрессивно воздействуют на клинок, после их применения он точно потемнеет, поэтому придется проводить восстановительные работы.
Заточка – одна из обязательных для клинка процедур. Ввиду исключительной прочности булатной стали, проводить ее в домашних условиях непросто. Лучше всего поручить процедуру профессионалу, но если такой возможности нет, вот несколько советов, которые помогут не испортить нож:
- точить булат лучше всего алмазными брусками или твердыми камнями;
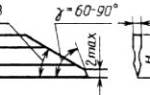
- использовать угол заточки 30-45 градусов;
- делать толщину кромки 0,5-1 мм.
Сам процесс долгий и трудоемкий, не лишним будет предварительно посмотреть видео, в деталях демонстрирующее все тонкости процедуры. Нельзя выполнять заточку лезвия в спешке, иначе можно очень быстро испортить его. Запрещено использовать клинок в качестве отвертки – он не предназначен для таких целей.
Важно не забывать, что нож – это оружие: не стоит оставлять его в местах доступа детей, не нужно проверять остроту кромки голыми руками, нежелательно хранить клинок без защитного чехла.
Булат и дамаск: разберемся в терминологии
В этой небольшой заметке нет ничего принципиально нового, что не было бы хорошо известно интересующимся данным вопросом. Но мой личный опыт общения показывает, что подавляющая часть людей, еще не окунувшихся в этот захватывающий мир, слабо представляет о чем идет речь, когда разговор заходит о дамаске или булате. Именно для них и предназначена эта страница. Для наглядности я постарался проиллюстрировать ее примерами.
Естественно, изложенная здесь информация не то что краткая, а просто, что называется, «в двух словах». Надеюсь только, что она поможет лучше разобраться в описании ножей, приведенных на сайте, и послужит отправной точкой для изучения действительно серьезных статей, ссылки на которые приведены внизу страницы.
Булат или дамаск?
В принципе, любой узорчатый клинок (конечно, речь не о нанесенном на гомогенную сталь узоре) можно назвать и булатным и дамасским. И это не будет грубой ошибкой. Раньше эти понятия строго не различались. Дамасским именовался любой узор, а булатным назывался любой клинок из негомогенной стали. Исторически булатным клинкам приписывались выдающиеся качества, но это скорее смысловая нагрузка термина, не характеризующая внешний вид или технологию получения изделия. Поэтому, мы не будем ее сейчас рассматривать. По технологии же производства, булат уже давно принято разделять на «литой» и «сварной» или «сварочный». Исходя из этого, описывая конкретное изделие, правильнее говорить «литой булат» или «сварной булат«, тогда не возникнет путаницы в понятиях.
Литой булат
Литой булат получают методом плавки исходных компонентов в тигле в кузнечном горне. В результате медленного охлаждения слитка в нем образуется неоднородная структура, дающая впоследствии узор на клинке.
Именно таким был легендарный индийский булат. А как же утерянный давным-давно секрет производства? Действительно, и сейчас точно неизвестна технология, которой пользовались в древней Индии. Ее настолько тщательно скрывали, что к 17-18 веку секрет был утерян. Это связано с уменьшением спроса на булат, вызванным началом производства качественного и недорогого клинкового оружия из промышленной стали, что привело сначала к сокращению выплавки булата в Индии, а потом и к полному ее прекращению.
Многочисленные попытки исследователей раскрыть секрет булата не увенчались успехом. Однако, русским металлургом Павлом Петровичем Аносовым в начале XIX века была разработана технология, с помощью которой ему удалось получить сталь, соответствующую по узору и качеству лучшим сортам индийского булата. Именно на основе этой технологии льют булат сейчас. Главной ошибкой исследователей до Аносова было то, что они пытались получить узор за счет добавок в химический состав сплава. И только Аносову в ходе экспериментов удалось доказать, что булат отличается от обычной стали не химическим составом, а физической структурой.
По устоявшейся более-менее терминологии, в России сегодня под словом «булат» принято понимать именно литой булат. Я придерживаюсь именно этого варианта на своем сайте.
Типы булата (по химическому составу)
Несмотря на то, что в основе понимания сути булата лежит его физическая структура, он, как и любая сталь, может содержать в составе кроме железа и углерода дополнительные элементы. Если булат выплавляется на основе углеродистой стали с добавлением чугуна, и в состав дополнительно входят только естественные примеси в малых количествах, то такой булат принято называть «углеродистым». Как и все углеродистые стали он подвержен ржавлению. Современная металлургия, обладающая огромным ассортиментом легированных сталей, подтолкнула мастеров к созданию «легированного» и «нержавеющего» булата. Они выплавляются на основе легированных сталей и могут быть коррозионно-стойкими.
В старину после выплавки булатный слиток либо расковывался на месте, либо так и продавался в виде слитка, называемого «вутц». Караваны с ними уходили далеко за пределы Индии. Эти слитки имели форму небольшого хлебца. Таким образом, под словом «вутц» понимается именно старинный слиток индийской выплавки.
В английском языке слово «wootz» служит как определением самого слитка, так и булата в целом. В том числе и современный булат тоже называется «wootz». Для обозначения булатного клинка применяют словосочетания «Wootz Blade» или «Wootz Damascus Blade».
Сварной булат (дамаск)
Сварной булат, как следует из названия, получают методом кузнечной сварки. Для этого собирается пакет из сталей с различным содержанием углерода, который сваривается воедино, потом складывается каким-либо образом (например, пополам) и снова проковывается. И так нужное в каждом конкретном случае количество раз. При этом число слоев растет в геометрической прогрессии. Так, если в начальном пакете было 8 слоев, то после первой сварки их становится 16, после второй 32, после седьмой 1024 и т.д.
По устоявшейся сегодня терминологии, сварной булат чаще называют дамаском. Я придерживаюсь именно этого варианта на своем сайте.
Англоязычное «damascus» соответствует русскому «дамаск» в значении «сварной булат».
По химическому составу, аналогично булату, дамаск делится на углеродистый и нержавеющий. Из-за сложности сварки легированных сталей, наибольшее распространение имеет углеродистый дамаск. Все виды дамаска, представленные ниже, проиллюстрированы именно углеродистым дамаском.
Булатная сталь. Часть 2
Взглянем еще раз на нашу диаграмму. Заэвтектоидная сталь — это перлит и цементит. А некоторые виды булата, как мы только что убедились, вообще уходят за «чугунную» границу. Традиционно же неспециалисту чугун представляется как хрупкий, грязно-серого цвета материал, годный только для литья.
Ну не бред ли это в самом деле: булат с содержанием углерода до 4%? Как можно выковать сталь (да еще ТАКУЮ сталь!) непосредственно из чугуна?
Дело в том, что булат — это прежде всего технология, а не химический состав металла. И, похоже, не одна-единственная технология, а великое множество. Некоторые практики считают, что наиболее вероятной для получения настоящего вутца является технология «литого булата», т. е. выплавка высокоуглеродистого металла в тигле и охлаждение его вместе с тиглем так, чтобы образовались дендриты — «елочка» из кристаллов чистого железа, растущая внутрь слитка. Согласно диаграмме, при остывании слитков всегда первым кристаллизуется почти чистое железо. Приведенная реставратором В. И. Басовым схема образования булата до некоторой степени объясняла процесс образования этого загадочного сплава: при кристаллизации и «рождении» ферритов железо само себя очищает. В первую очередь ферриты начинают расти от стенок тигля. Нити феррита тянутся во всех направлениях, огибая поверхность застывшего слитка, проникая и внутрь, пронизывая его насквозь. От этих нитей растут малые, поперечные, перпендикулярные им, которые свариваются между собой и с длинными нитями. При дальнейшем остывании кристаллы чистого железа начинают покрываться карбидами. Получается, что кристаллы железа находятся как бы в цементитной оболочке. Когда вся поверхность ферритов уже занята, а углерода в продолжающем остывать расплаве все еще избыток, то благодаря внутренней кристаллизации в промежутках образуется перлит: смесь третичного цементита с ферритом очень малой величины. Описанный процесс кристаллизации может происходить только в тиглях, причем определенного размера. Нельзя переливать металл из тигля в изложницу и нельзя допускать возникновения конвекционных потоков в остывающем металле. По такой технологии булат рождается при очень медленном охлаждении. Причем здесь и кроется главный секрет: предварительная изотермическая выдержка.
Кузнец-реставратор В. И. Басов, разработавший эту теорию, действительно получал сталь, подобную булату. Главным для него было найти оптимальную скорость охлаждения. При совсем малых скоростях происходила гомогенизация металла с потерей неоднородности, при слишком больших получалась обычная углеродистая сталь, где вместо феррита и цементита образовывались перлит и цементит. В каждом конкретном случае нужная скорость охлаждения зависела от степени чистоты металла, его состава, шероховатости стенок тигля и т. д. То есть, перепробовав тысячу вариантов, можно так и не наткнуться на оптимум, приводящий к булату.
Поэтому другие исследователи предположили, что древние мастера шли прямо противоположным путем. На опытной плавке смесь мелких кусочков кричного железа и чугуна нагрели в специальном тигле до 1250—1280°С. При этой температуре чугун плавится, а железо — нет. При появлении жидкой фазы тигель с металлом быстро охладили. И получили узорчатую сталь очень высокой прочности!
Кроме этих двух крайних вариантов технологии, в настоящее время существует еще не менее десятка разновидностей способов получения стали, очень близко соответствующей представлениям о булате. В последнее время некоторые исследователи, один разок получив образец узорчатой стали, достаточно поспешно делают вывод о разгадке тайны булата, да и вообще об отсутствии тайны как таковой. Порой выводы их излишне безапелляционны, так как «булаты» эти делаются обычно для ножей, и проверить их на все свойства, которыми обладал истинный булат, невозможно.
По крайней мере, сейчас всем ясно, что булат — это композит: химически, физически и структурно неоднородная сталь. В соответствии с одной из теорий, роль матрицы в нем исполняет мягкая, пластичная ферритная основа, а роль упрочняющих волокон — карбиды железа (в современных булатоподобных сталях — также карбиды ванадия или молибдена). В подобном композиционном материале трещина, возникающая при разрушении прочного волокна, гасится мягкой матрицей. Поэтому наряду с высокой прочностью такие материалы обладают и высокой вязкостью. А высокая износостойкость лезвия возникает вследствие так называемой самозаточки: на режущей кромке ускоренное стачивание мягкой матрицы вызывает выход на режущую кромку волокон, обогащенных включениями цементита. В результате возникает своеобразная «микропила». Наличие рельефа на режущей кромке позволяет реализовать «вспарывающий» механизм реза, при котором препятствие перед режущим языком испытывает значительно большие растягивающие напряжения, чем при вминании вовнутрь (которое характерно для работы гладкой режущей кромки).
Однако, по мнению одной из групп исследователей, такое строение композита никак не может обеспечить фантастической упругости лучших видов булата. Булат типа «хоросан» или «кара-табан», конечно, композит, но ведь состоит он из перлита и цементита! Возможно, сверхвязкость композита объясняется не повышенной вязкостью матрицы (феррит), а формированием развитой субструктуры в промежуточных слоях на границе «волокно — матрица».
Но не только структура металла является тайной булата. Даже получив булат, не так-то и просто его отковать. П. П. Аносов в своих работах неоднократно указывал на целесообразность «холодной» ковки без перегрева булатного слитка. В давние времена мастера в процессе ковки затемняли помещения кузницы для более точной фиксации цвета каления слитка. Действительно, визуально фиксировать вишнево-красный цвет (750°С), темно-вишнево-красный (650°С) или темно-красный цвет (600°С) заготовки можно только при определенном затемнении.
Видимо, именно поэтому знаменитых клинков, меченных личным клеймом какого-либо конкретного мастера, в каждом отдельном случае не так уж и много*. Даже если металл раскален не добела, пристальный и долгий взгляд на него — жестокое испытание для сетчатки. И довольно вскоре способность различать тончайшие оттенки падает. А поскольку в ту пору мастер обычно отвечал за весь цикл, то через какое-то время ему приходилось переключаться на «просто» хорошие клинки, право же на изготовление эксклюзивного оружия для WIP-персон переходило к сыну или ученику (чаще всего — в одном лице).
*Правда, в ряде случаев такое клеймо передавалось по наследству, становясь «фирменной маркой» кузнечной династии, а то и разветвленного производства, охватывавшего множество мастерских. При таких обстоятельствах технология, конечно, сохраняла некие общие черты — но индивидуальный «почерк» все же размывался.
В. И. Басов разработал более 20 видов ковки булата. Основным видом является косая ковка под углом бойков 45°. При этом прямолинейные группы кристаллов становятся криволинейными. Чем больше перемещаются дендриты при ковке, тем прочнее будет булат. Именно посредством разнообразных приемов ковки Басов получал все виды узоров. Полосчатый — при простой ковке, волнистый — при ковке кувалдой с чуть закругленными поверхностями бойков, сетчатый — при косой ковке узкими бойками (обжимками, кувалдами с оттянутыми узкими носиками, как у молотков). Удары наносятся крестообразно узкой частью кувалды или молотка сначала по одной стороне, затем по другой с обязательным проглаживанием. Причем ковка должна происходить в определенном интервале температур: между 700°С и аустенитной температурной границей. По оценкам исследователей, ковавших перлитно-цементитный булат (наиболее трудный в работе), после определенного периода ковки пластичность композита возрастала, что позволяло увеличить интенсивность ковки и величину единичных обжатий.
Распространено мнение, что дамаск (его получают, сваривая вперемежку полосы мягкой и высокоуглеродистой стали) — это суррогат настоящего булата. Однако в некоторых случаях сварочная дамасская сталь может даже превосходить литой булат! Когда многослойный пакет варится из чистой стали с 0,8% С и чистейшего кричного железа с многократным посыпанием-науглероживанием чугуном, то такой сварочный булат будет иметь тот же химический состав и ту же структуру, что и литой. Мало того, если пакет нагреть до определенной температуры, а затем резко охладить в воде и потом отжечь, то углерод в гамма-железе (аустените), как заявляют авторы патента, может превратиться в алмаз! Этим объясняется полученная в некоторых случаях фантастическая твердость дамасской стали.
Сложна и термообработка булата (дамасской стали тоже), поскольку для каждого вида требуется свой режим закалки и отпуска. Вообще-то, поскольку булат режет в основном карбидными кластерами, создающими эффект микропилы, закалка лезвия необязательна. Тем не менее закаленный булат превосходит незакаленный: он режет и сталью более мягкой структуры, и, по мере ее износа, карбидными кластерами.
Булат, как и все высокоуглеродистые стали, очень чувствителен к пониженной температуре. На морозе он может попросту лопнуть при первом же ударе. Особенно чувствительными к пониженным температурам должны быть индийские булаты, где содержание фосфора (элемента, ответственного за хладноломкость) доходило до чудовищной величины: 0,23%! Так что не следует удивляться сообщению арабского путешественника ибн Фадлана, по которому мечи знакомых ему «русов» (практически наверняка — викинги, может быть несколько славянизированные) отличались очень высокими качествами, но булатными все-таки не были; более того, «русы» сознательно избегали приобретать литой булат, не доверяя ему в условиях зимних сражений.
Почему же секрет булата ищут сотни любителей, а промышленность не прилагает к этому никаких заметных усилий? Во-первых, век холодного оружия давно закончился, поэтому отпала надобность в клинках высокого качества, особенно в клинках длинных, мечевого или сабельного достоинства; а для задач, решаемых при помощи армейского или диверсионного ножа, булат, в общем, не требуется. Во-вторых, так и не появилась доступная, устойчивая технология изготовления булата: до сих пор это скорее искусство, индивидуальная работа, которую нельзя поставить на поток. В-третьих, любую проблему можно решить разными путями, промышленность же всегда ищет наиболее экономичный путь. Ей не нужна дорогая универсальная сталь с фантастическими свойствами, но с неустойчивой технологией изготовления. Проще создать приемлемую сталь (либо сплав) под каждый конкретный случай. Еще проще для промышленных операций делать ножи из недорогой стали с постоянной механической заточкой. Возрождение же интереса к древней металлургии со стороны любителей редко связано с коммерческим интересом.
Тем не менее констатируем: на многих сайтах в интернете сейчас идет активный обмен информацией между кузнецамилюбителями, ведущими поиск утерянного рецепта изготовления булата. Тот, кого тайны булата не оставили равнодушным, может заглянуть на сайт «Нож2002». Там Ахим Вирц предлагает наиболее доступный вариант изготовления «в домашних условиях» стали, предельно похожей на булат.
1. Литой булат
Булатная сталь — какое звучание! Даже в самом слове «булат» уже ощущаешь твердость и как говорили в старину «крепость». Недаром булатная сталь до сих пор считается тайной из тайн. Рассказать о булатных сталях техническим языком очень сложно, а поэтому повествование о булате будет самым простым и эмоциональным.
Итак, булатная сталь. Что это такое? Когда она была открыта и при каких условиях? Какие бывают разновидности булатной стали? Где родина булата? В чем ее основной секрет или тайна? Нужна ли она в современном производстве и что сулят древние технологии? Вопросов так много, что для ответов на них нужны целые тома.
Родиной булата историки обычно считают Индию. Доказать это точно не удалось, но это не столь важно. Факты свидетельствуют, что булатные стали появились в Индии около 2500 лет назад. В конце IV века до н.э. Александр Македонский во главе большого войска отправился завоевывать Индию. Через Месопотамию (современный Ирак) и территорию современного Афганистана он проник в северо-западную часть «Страны чудес». Там на реке Гидаспу, северном притоке Инда, разыгралось сражение между македонским войском и войсками индийского царя Пора. Пор был ранен и попал в плен. К изумлению македонцев, его панцирь был совершенно не поврежден стрелами или дротиками, на нем не было ни царапин, ни вмятин. Он был сделан из необыкновенно твердого и прочного металла. В те времена, когда железные мечи были настолько мягки, что воинам после 2-3 ударов нужно было отбежать, чтобы выпрямить клинок, такое качество железа казалось чудом.
Задолго до описанных событий (ориентировочно в VIII — VII веках до н.э.) с Гималайских гор в Пенджаб (древнейшее княжество Индии) спустилась каста кузнецов, хорошо знавших железное дело и умевших изготовлять оружие с необычайными свойствами. По-видимому, это и были самые первые оружейники, выявившие и освоившие технологию изготовления булата. Из Пенджаба индийское железо и способы его обработки распространились в Сиам и Японию.
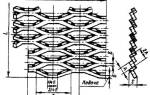
Еще Аристотель в своих трудах упоминает индийскую булатную сталь, называя её «феррум-кандидум» («белое железо»). Такое железо ценилось очень высоко и продавалось в виде небольших круглых разрезанных пополам лепешек, называемых «вутцами» (см. рис.1). Вутцы хорошо ковались, обрабатывались и полировались. Из одного вутца получался один меч или кинжал.
После походов Александра Македонского крупнейшим центром производства индийской стали и оружия из нее становится город Дамаск в Сирии, куда македонцы вывозили всех мастеров, которых только могли найти в странах Востока. Здесь нужно отметить, что переход к железному веку в Передней Азии и Закавказье произошел на 400-500 лет раньше, чем в Индии. Где-то на территории современных Турции, Грузии, Армении и Ирана в XII — XI до нашей эры существовала страна Пулуади. С ней связаны многие названия в восточных языках, в том числе и железа — в Персии (Иране) его называли «пулад», откуда пошло и русское слово «булат».
Помимо Индии существовали и другие крупные центры производства булатов. Так, на территории Средней Азии в 30 км к северо-востоку от Намангана на правом берегу Сырдарьи было раскопано древнее городище Ахсикет — бывший крупный политический и экономический центр региона Северная Фергана. Начиная с VII по XIII век включительно, в Ахсикете выплавляли различные тигельные стали, включая кипящую и спокойную с весьма различным содержанием углерода. Марки стали по углероду соответствовали современным — чистое ферритное железо, далее стали типа 25, 35, 45; У7-У8, У12 и У13, а также булатная сталь. На территории городища найдены крупные металлургические мастерские и откопан ров длиной 250 м, шириной 25 м, глубиной 14 м, доверху наполненный различными тиглями емкостью от 2-3 и до 8-10 кг и даже более. Кандидат исторических наук археолог Ольга Андреасовна Папахристу много лет трудилась на раскопках этого городища. Ее исследования дали богатый материал. Оказывается, древние металлурги Северной Ферганы варили тигельную сталь на каменном угле. Существовала целая гора каменного угля высокого качества, добываемого открытым методом. Эта гора за 500-600 лет полностью была выработана. Таким образом, крупным центром получения булата следует наряду с Индией считать Среднюю Азию.
Булатная сталь была открыта не случайно и гораздо раньше, чем мы обычно думаем. Металлурги бронзового века не могли не обратить внимания на елочное строение бронзовых слитков. Получив первый слиток из железа с тем же елочным строением, древние мастера вероятно начали его ковать как бронзу. Конечно, он рассыпался. Однако это не могло остановить мастеров ковки бронзового оружия. И спустя какое-то время, накопив опыт, они нашли решение. Разумеется, такие опыты проделывались не одним мастером, а всеми, кто хотел расплавить железо и сталь в тиглях вместо бронзы. Все это ускорило разгадку технологии ковки булата. По всей видимости, прославленные древние булатные мастера, изготовлявшие знаменитые клинки, не понимали до конца секретов булата. Они знали секреты производства, секреты технологий, тщательно их выполняли и передавали из поколения в поколение. Не знали всех секретов этого П.П. Аносов, Д.К. Чернов, другие исследователи.
Тайна, или, что точнее, тайны — они же секреты булатных сталей — кроются в их строении, обусловленном технологией выплавки, особенностях кристаллизации, остывания, ковки, обработки, закалки. Для каждой разновидности булата — своя технология и свои секреты, хотя основным считают кристаллизацию.
Остановимся на одном широко распространенном заблуждении. Часто считают булатные и дамасские стали чуть ли не одним и тем же сплавом, хотя это совершенно разные материалы. Дамасские стали известны со II-III веков н.э. Их великое множество.
Дамасские стали являются сварочными. Получаются они кузнечной сваркой (в горне на углях — как на древесном, так и на каменном) различных углеродистых сталей, содержащих от 0,25 до 0,8 и от 0,8 до 1,5% углерода с чугуном и чистым кирпичным железом. В некоторых местах при производстве дамаска иногда добавляли легированный чугун, отчего твердость изделий достигала 74 единиц по Роквеллу.
В нашей стране существовало массовое производство. Это знаменитые Златоустовские клинки. Однако не все из этих клинков могли рубить железо (гвозди, прутки) или гнуться в дугу, а то и вокруг пояса. Многие авторы в своих книгах о булатах и дамасских сталях утверждают, что максимальное содержание углерода в сварочной стали 0,8%. Однако В.И. Басов, на основании материалов которого писалась эта работа, полагает, опираясь на свою практику, что в древних дамасских сталях углерод содержится в количестве 1,3-1,5% и даже до 2% и выше. В Японии до сих пор варят свои катаны — разновидность дамасских сталей, пересыпая их двадцать раз чугуном. В прослойках чугуна при закалке образуется 70-80% цементита, соответственно меняется их плотность.
Известно также множество других разновидностей дамасских сталей. Родина многослойной пакетной стали, в том числе узорчатой, буклетной — Древний Рим (но не арабские страны!) В первую очередь эту технологию римляне принесли в бассейны Балтийского моря и Рейна, а уж потом — в Сирию, в Дамаск. Но в Дамаске более двух тысяч лет получали свою, особую дамасскую сталь, не уступавшую никакой булатной стали. Близ Дамаска существовала гора, состоящая из природного железа следующего состава: чистое железо, 0,9-1% углерода, 8-9% вольфрамита, мало серы и фосфора. Фактически это была природная быстрорежущая сталь P9. Мастера просто откалывали куски от этой горы, несли в кузницы и выковывали из них мечи и сабли. Иногда дополнительно цементировали. Позже из него выплавляли тигельный вольфрамитовый булат. По данным польского специалиста И. Писковского («О стали Дамасской») к концу XVIII века эта гора была полностью выработана. На рис.1 представлен образец такого булатного ножа, в котором 1,6-1,7% С и 8-9% вольфрама, сделанного по-видимому в XVIII веке. Возможно он сделан из руд дамасской горы.
Индийский вутц, это не «храбрец» или слиток булата, как обычно считают, а сварочная крупноузорчатая сталь черного цвета со светлым белым узором(мнение В.И.Басова).Узор чрезвычайно трудно отличить от хорошего булата даже опытному специалисту. Эта неточность была допущена во времена П.П. Аносова, и с тех пор повторяется в различных статьях и книгах. Такую сталь можно увидеть в Эрмитаже в отделе восточного оружия. Вутц в Индии изготовлялся в большом количестве с VIII-X до конца XVIII-XIX веков. Считается, что лучшие клинки ковались в VII — XII веках.
Булат различали с давних пор по ряду внешних признаков. При оценке качества булатного оружия большую роль играл рисунок на клинке. По форме узор подразделяли на полосатый, струйчатый, волнистый, сетчатый и коленчатый. Полосатый узор состоял из прямых линий, почти параллельных между собой. Булат с таким узором ценился менее других. Когда между прямыми линиями попадались изогнутые, узор называли струйчатым — это был признак более высокого качества. Подобные изогнутые линии составляли основу узора волнистого булата. А если прямые линии были очень короткими, а изогнутые сплетались в пряди, булат называли сетчатым. Волнистые и сетчатые узоры гарантировали булату высокое качество. Но ещё выше ценился коленчатый булат. Узор на его клинке располагался во всю его ширину также прядями, но в виде поперечных поясков, повторяющихся по всей длине клинка.
По величине узор делили на три вида: крупный, средний и мелкий. Крупный узор достигал 10-12 мм, величину его сравнивали с нотными знаками. Он был признаком булата высшего качества. Средним называли узор, соответствующий буквам в рукописи того времени (4-6 мм). Если же узор был совсем мелким (1-2 мм), но все же заметен невооружённым глазом, то это указывало на то, что сталь булатная, но качество ее невысокое.
Узор всегда был светлее фона, или грунта, как тогда его называли. По грунту различали три рода булатов: серые, бурые и чёрные. Сам узор мог быть белым или светло-серым, блестящим или матовым. Чем темнее был грунт и чем выпуклее и белее на нем узор, тем больше ценился булат. Знатоки ещё отличали булаты по отливу грунта при отражении света. Одни булаты совсем не имели отлива, другие отливали красноватым или золотистым цветом.
В древности каждый мастер, делавший булат, знал и держал в секрете свой уникальный способ его изготовления. Поэтому булаты, изготовленные в разных странах, имели и различные свойства. Поскольку булаты обычно получали название по местности, где были сделаны, то сегодня можно определить, где умели делать узорчатую сталь. Например, сирийские булаты «нейрис» и «шам» (Шам — турецкое название Индии) имели мелкий полосатый более или менее прямолинейный узор, серый или бурый грунт. Они считались булатами низкого качества. К этой категории булатов относят также «баяз» (египетский) и белый (турецкий), хотя узор у некоторых из них мог быть струйчатым.
Высшие сорта персидского и индийского булата характеризовались крупным сложным рисунком, состоящим из повторяющихся групп гроздевидных фигур, принимающих разнообразные формы: клубков, мотков и прядей, формирующих сетчатые и коленчатые узоры, чётко выступающие на темном грунте с золотистым отливом. К ним относились: «табан» (буквально — «блестящий»), «кара-табан» («чёрный блестящий»), «хоросан» и «кара-хоросан» (Хоросан — провинция в Персии). Самый лучший булат «кара-табан» был известен также под названием «кирк нардубан» — «сорок ступеней». Вдоль его клинка длиной около метра с темно-бурым или чёрным грунтом с золотистым отливом шел белый коленчатый узор, состоящий примерно из 40 фрагментов — колец с поперечными прядями.
Отличали булаты и по звону. Хороший булатный клинок от лёгкого удара должен был издавать чистый и долгий звук. Чем выше и чище звон, тем булат лучше. В древние времена по звону покупатели могли отличить настоящий булат от подделок, которые часто неплохо имитировали внешние признаки (узор) клинка.
Испытывали булатный клинок и на упругость: его клали на голову, после чего оба конца притягивали к ушам и отпускали. Если остаточной деформации не обнаруживалось, то качество клинка считалось хорошим.
Последнее испытание состояло в следующем: клинок ставили под углом вертикально, втыкая его в рукоятью в землю. После этого на него накидывали кусок тонкой ткани. Ткань, соскальзывая по лезвию клинка, должна была разрезаться пополам. Также иногда для пробы на твердость булатным мечом рубили гвозди.
Один из древнейших городов на Ближнем Востоке — Дамаск. На базарах этого города продавалось лучшее оружие, чеканка, самые дорогие и редкостные пряности, ткани и многое другое. Так как город был центром торговли древнего мира, то очень трудно выяснить, какой булат делали в Дамаске, а какой — в Индии и Персии. Павел Петрович Аносов и многие другие знатоки металлургии различают старую — настоящую индийскую литую сталь, называемую просто дамаском («чистым дамаском»), и новую — сварочную — «наварной дамаск» или «дамасская сталь». Чистый дамаск (булат), является литой сталью, и по сути дела это и есть индийская сталь (вутц). Такой металл получался плавкой и имел естественные узоры. Сегодня булатом называют литую сталь, имеющую естественный узор. Только оружие, полученное путем ковки литой булатной стали (лепешки — вутца) и имеющее естественные узоры, обладало очень высокими механическими свойствами. Именно о нем слагались легенды.