Содержание
- Советы новичку по использованию газового резака
- Требования безопасности
- Подготовка рабочего места
- Сбор и регулировка оборудования
- Поджигание резака и подготовка металла
- Резка металла
- Заключение
- Рекомендации по резке металла при помощи газового резака
- Технология выполнения
- Особенности газовой резки
- Преимущества метода
- Возможна ли деформация металла?
- Оборудование
- Недостатки обработки
- Советы новичку по использованию газового резака
- Требования безопасности
- Подготовка рабочего места
- Сбор и регулировка оборудования
- Поджигание резака и подготовка металла
- Резка металла
- Заключение
- Рекомендации по резке металла при помощи газового резака
- Технология выполнения
- Особенности газовой резки
- Преимущества метода
- Возможна ли деформация металла?
- Оборудование
- Недостатки обработки
- Газовая резка металла — инструкция по обработке металла
- Особенности технологии
- Инструкция по резке металла
- Давление кислорода при резке металла
- Припуски на резку металла
- Техника безопасности при газовой резке металла
Как правильно резать металл кислородно пропановым резаком
Советы новичку по использованию газового резака
Перед тем, как пользоваться газовым резаком, следует выполнить рекомендации по соблюдению техники безопасности. После — переходить к настройке и резке.
Благодаря появлению на рынке строительного инструмента различных видов резаков, доступных по цене и относительно простых в использовании, все актуальнее становится вопрос, как пользоваться резаком. Для того чтобы грамотно и безопасно выполнять работы с применением такого оборудования, необходимо сначала изучить его особенности и правила эксплуатации.
Требования безопасности
Газовое оборудование, которое используется в процессе резки металлов, а именно кислородно-ацетиленовый резак, относится к категории взрыво- и огнеопасных. Поэтому перед тем, как пользоваться газовым резаком, следует выполнить все обязательные рекомендации по соблюдению техники безопасности.
Для этого рабочее место следует снабдить:
- огнетушителем. Использование газового резака сопровождается открытым пламенем и высокими температурами, поэтому средства пожаротушения должны присутствовать на посту;
- защитной спецодеждой, состоящей из:
- х/б костюма, по возможности, пропитанного огнезащитным составом;
- перчаток или краг из брезента или достаточно толстой кожи;
- ботинок с кожаной подошвой;
- защитных очков с встроенными светофильтрами.
При работе с резаком ни в коем случае не следует надевать предметы одежды из синтетики или других с легкостью воспламеняющихся тканей, а также неприлегающие плотно к телу или имеющие сильно изношенные края. Все это может привести к возгоранию и, соответственно, опасности для здоровья и жизни.
Резать газом можно только различные марки и виды нелегированной углеродистой стали. Нержавеющая сталь, цветные металлы и разнообразные сплавы разрезать пропановым резаком не получится.
Подготовка рабочего места
- комплектом приобретенного оборудования, используемого для того, чтобы резать металл;
- инструментами, которые используются для нанесения разметки и замеров (обычная линейка, рулетка, угольник, специальный карандаш);
- спецзажигалка, обычно поставляемая в комплекте с остальным оборудованием (применение спичек или обычных зажигалок запрещено).
Рабочий пост, используемый для резки газом металлов, должен быть расположен либо вне помещения, либо в цеху или мастерской, оборудованной хорошо работающей вентиляцией. При этом пол по требованиям пожарной безопасности должен быть земляным или выполненным из бетона. Также следует тщательно следить за тем, чтобы вблизи рабочего места газорезчика не находились легковоспламеняемые и огнеопасные материалы и изделия. В радиусе 5 метров от места резки металла пол или земля очищаются от мусора, тряпок, сухой травы и любых других предметов, которые потенциально могут загореться.
Сбор и регулировка оборудования
- штуцер предварительно проверяется на дефекты. При их наличии поверхность обрабатывается обычным напильником. В противном случае редуктор, установленный на штуцер с дефектом, может «травить», то есть понемногу пропускать газ;
- затем производится установка редукторов: синего — на кислородный баллон, красного — на пропановый. При этом следует убедиться в исправном состоянии прокладок из резины, а также отсутствии на вентилях следов жира или масла;
- шланги в соответствии с направлением резьбы (левосторонней или правосторонней) устанавливаются на редукторы и резак при помощи хомутов, находящихся в комплекте поставки оборудования. Перед их монтажом следует убедиться в отсутствии повреждений на их поверхности;
- клапаны обратного удара монтируются на соответствующие штуцеры резака.
После сборки оборудования его необходимо настроить, проверив при этом исправность. Порядок действий при этом следующий:
- подача ацетилена проверяется открытием соответствующего вентиля на 1 поворот кисти руки. При этом давление не должно превысить уровень в 1 атмосферу. Оптимальное давление, которые рекомендуется устанавливать при помощи регулирующего клапана — 0,34-0,54 атмосферы;
- после этого следует продуть шланг открытием клапана на резаке до звука выходящего под давлением газа;
- аналогичным образом осуществляется настройка давления кислорода. Для него рекомендуемый уровень составляет 1,7-2,7 атмосфер;
- после этого производится продувка шланга последовательным открытием заднего, а затем переднего из двух вентилей, регулирующих количество подаваемого кислорода.
Все необходимые инструкции по сборке и настраиванию оборудования содержаться в комплекте поставки. Их требуется внимательно изучить и соблюдать при работе с резаком, которой достаточно просто научиться.
Поджигание резака и подготовка металла
- еще раз убедиться в том, что соединения используемой запорной арматуры герметичны и не повреждены;
- очистить рабочую зону в радиусе 4-5 метров от мусора и других способных с легкостью воспламениться материалов и предметов;
- надеть полный комплект спецодежды.
Далее следует открытием клапана ацетилена на резаке и спустить находящийся в камере-смесителе кислород. Затем регулировкой вентиля достигается еле слышный выход газа. Специальная зажигалка подносится к резаку и включается. Перед резаком должно возникнуть пламя небольших размеров и желтого цвета.
Для работы необходимо, чтобы длина пламени составляла 25 см. Это достигается регулировкой подающего ацетилен клапана.
Следующий этап — запуск кислорода. Она осуществляется открытием соответствующего клапана до того момента, пока цвет пламени не станет из желтого голубым. Это означает, что количество кислорода достаточное, чтобы полностью сжигался поступающий ацетилен.
Для эффективной работы подача кислорода увеличивается до того момента, когда длина находящегося внутри языка голубого пламени не превысит толщину стали, которую требуется разрезать. Если при работе резака раздается характерное «сопение» или пламя неустойчивое, следует немного сократить объем подаваемого кислорода.
До того, как начать резать металл, его поверхность следует нагреть. С этой целью резак подносят к листу стали так, чтобы внутреннее пламя находилось от него на расстоянии приблизительно 1 см. Нагревание стали выполняется до момента, когда на ее поверхности появляется лужица расплавленного материала.
Резка металла
После этого следует постепенно передвигать резак по намеченному направлению разреза. Скорость режущего движения необходимо выбирать так, чтобы образующийся шлак, искры и капли раскаленного металла сдувались вниз или стекали в сторону от пламени горелки.
После выполнения разреза следует тщательно осмотреть место работы на наличие больших кусочков расплавленного металла. Наступать на них не следует ни в коем случае, так как это может привести к прожиганию даже толстой подошвы. Отрезанный лист или кусок металла охлаждается водой или естественным образом.
Заключение
Работа с газовым резаком предполагает тщательное соблюдение техники безопасности, а также правил и инструкций по работе с оборудованием. При этом она не представляет особой технологической сложности и может с легкостью выполнятся с приемлемым результатом с точки зрения качества даже без специального образования. Интересно узнать мнение специалистов о профессиональных секретах, наверняка существующих в большом количестве. Их можно высказать в комментариях к статье.
Рекомендации по резке металла при помощи газового резака
Резка металла газовым резаком является наиболее востребованным способом металлообработки. Технология имеет массу преимуществ и свои особенности выполнения.
Технология выполнения
Методика проста, ее суть в том, что металл нагревается до температуры горения, а затем место нагрева поддается действию чистого кислорода, который и «разрезает» лист.
Важно знать, что если у металла температура плавления будет ниже, чем температура горения, то расплавленные остатки будет тяжело удалить, изделие будет испорчено.
Перед обработкой необходимо очистить металлический лист от грязи, ржавчины и лакокрасочных материалов. Это можно сделать при помощи щетки по металлу или специальных агрегатов.
Этапы газовой резки металла:
- Нагревание металла до высоких температур.
- Окисление.
- Выдувание шлака из места реза.
На первом этапе необходимо нагреть материал. Через сопла горелки подается пламя, которое получается в результате горения газовой смеси (кислорода и ацетилена). Это пламя направляется на нужный участок (он должен прогреться до 1100 ˚С). Во время нагревания выделяется кислота, которая способствует прогреванию нижних слоев материала.
По достижению высоких температурных показателей на участок обработки направляется только струя технического кислорода. Металл вступает в реакцию с кислородом и получается расплавленный оксид. Горячая струя приводит к тому, что материал в месте резки сгорает. Если на этом этапе возникнут проблемы с подачей кислорода, возможно возникновение дефектов.
Особенности газовой резки
Газовая резка металла подходит для обработки таких металлов: нержавеющая сталь, черный и стальной прокат. Иногда этот вид обработки применяется для алюминия и высокохромистых сплавов стали.
Газовая резка металла осуществляется с помощью двух видов газа – кислорода и пропана (или ацетилена). Причем последний используется для нагревания металлического листа, а кислород – непосредственно для резки. Реже используется природный, пиролизный или коксовый газ. Если толщина изделия более 40 мм, то используется пламя с повышенным содержанием ацетилена. Пропано-ацетиленовая смесь применяется даже для обработки металлов повышенной прочности.
Особенностью газопламенной резки является то, что перед струей кислорода должна поступать подогревающая газовая смесь. Без стабильной подачи газа данный вид обработки невозможен.
Для резки используется газовый резак Р1-01П. С его помощью можно сделать ровные разрезы. Во время кислородной резки важно вести резаком с определенной, постоянной скоростью. От этого зависит точность и качество разреза. Если вести слишком быстро, некоторые участки могут остаться неразделенными. Если использовать резак медленно, высока вероятность того, что металл прогорит в ненужном месте.
Преимущества метода
Резка газом имеет массу преимуществ перед другими видами обработки металла. Это:
- ровный и аккуратный шов (при соблюдении всех правил);
- возможность резки стали толщиной до 80 мм, разрезания других металлических изделий толщиной до 200 мм;
- выполнение работ повышенной сложности;
- автономность, возможность вести работы в «полевых» условиях;
- универсальность, использование для большого количества сортов проката;
- возможность поверхностной обработки металла без повреждения глубоких слоев;
- высокая скорость резки (по сравнению с методом плавления);
- отсутствие вероятности попадания продуктов распада внутрь металла;
- оптимальное соотношение цены и качества.
Резаком можно работать с металлами любой толщины, осуществлять прямой, прямолинейный, контурный или произвольный рез.
После отрезания металла пламя тушить не нужно. В результате этого удается избежать значительных теплопотерь. По необходимости процесс резки можно быстро остановить. Достаточно потушить пламя, и металл охладится за короткое время.
С помощью кислородной резки можно делать сложные по форме изделия, при этом отсутствует вероятность рваных швов.
Резка газом подходит для разделки под сварку, удаления поверхностного слоя, устранения дефектов, изготовления заготовок и раскроя листа металлопроката.
Возможна ли деформация металла?
Резка газом предполагает термическое воздействие на материал, в результате этого деформационных изменений удается избежать не всегда. Деформация заключается в удлинении, укорочении или изгибе изделия. Вырезанная деталь может быть вывернута вовнутрь или наружу.
Существуют факторы, которые способствуют деформации металла:
- неравномерный нагрев;
- высокая скорость движения пламени;
- резкое охлаждение места нагрева.
Необходимо исключить действие этих факторов, иначе придется исправлять полученный дефект. Есть несколько простых способов, которые позволяют вернуть заготовке правильную форму: использовать обжиг или отпуск, применить правку стали на вальцах.
Деформации можно избежать, если предварительно закрепить изделие и подогреть его, соблюдать скорость подачи газовой смеси, придерживаться правильной технологии резки. Важно последовательно выполнять все этапы, выбирать режим резки, исходя из толщины и типа материала. Нельзя начинать обработку с высоких скоростей подачи газовой смеси.
При отсутствии большого опыта следует начинать работу с небольших заготовок, а не с вырезания изделий из цельных листов.
Оборудование
Основным оборудованием для газовой резки является резак. В комплект к нему входят: насадка для сварки и плавки.
Благодаря резаку можно контролировать дозировку газовой смеси и кислорода. Также с помощью этого оборудования осуществляется воспламенение горючей смеси, подача пламени к месту обработки.
Резак состоит из двух блоков: режущего и подогревающего. Первый представлен трубкой выхода струи кислорода, вентилем и мундштуком внутреннего типа.
Подогревающий блок включает вентили, которые предназначены для регулировки давления газовой смеси и кислорода. Также есть трубка подачи, мундштук наружного вида, камера смешивания и инжекторная ячейка.
Резаки бывают ручными и машинными. Последние являются стационарными, поэтому для ремонтных работ предпочтительнее использовать ручные.
Дополнительно используется следующее газорезательное оборудование:
- редуктор – предназначен для снижения давления;
- прибор для изменения давления;
- стальной баллон с газом и кислородом;
- соединительные шланги.
Перед использованием оборудования важно проверить его исправность во избежание взрыва баллона или редуктора. Резак предварительно продувается кислородом.
Недостатки обработки
Для газовой резки наиболее подходит низкоуглеродистая сталь, а вот средне- и высокоуглеродистая сталь – не совсем подходящий материал для резки. Из-за высокого содержания углерода повышается температура воспламенения и снижается температура плавления. А это условие затрудняет процесс резки.
Разрезать металл при помощи газовой смеси тяжело, если у него низкая теплопроводность. Поэтому такие виды материала не подходят для обработки.
Газовая резка металла должна выполняться только квалифицированным и опытным специалистом. Важно соблюдать все ключевые факторы правильной обработки: давление кислорода и скорость процедуры. Необходимо учитывать толщину изделия и диаметр сопла резака. Если скорость окисления и резки металла не соответствуют друг другу, то получится некачественная обработка.
Кислородная резка предполагает использование взрывоопасных веществ. При несоблюдении правил безопасности высока вероятность взрыва газовоздушной смеси, необходимо следить за состоянием газового оборудования. Для защиты от ожогов нужно пользоваться средствами индивидуальной защиты.
Существенным недостатком является возможность деформации металла и низкая точность резания.
Видео по теме: Резка металла резаком
Советы новичку по использованию газового резака
Перед тем, как пользоваться газовым резаком, следует выполнить рекомендации по соблюдению техники безопасности. После — переходить к настройке и резке.
Благодаря появлению на рынке строительного инструмента различных видов резаков, доступных по цене и относительно простых в использовании, все актуальнее становится вопрос, как пользоваться резаком. Для того чтобы грамотно и безопасно выполнять работы с применением такого оборудования, необходимо сначала изучить его особенности и правила эксплуатации.
Требования безопасности
Газовое оборудование, которое используется в процессе резки металлов, а именно кислородно-ацетиленовый резак, относится к категории взрыво- и огнеопасных. Поэтому перед тем, как пользоваться газовым резаком, следует выполнить все обязательные рекомендации по соблюдению техники безопасности.
Для этого рабочее место следует снабдить:
- огнетушителем. Использование газового резака сопровождается открытым пламенем и высокими температурами, поэтому средства пожаротушения должны присутствовать на посту;
- защитной спецодеждой, состоящей из:
- х/б костюма, по возможности, пропитанного огнезащитным составом;
- перчаток или краг из брезента или достаточно толстой кожи;
- ботинок с кожаной подошвой;
- защитных очков с встроенными светофильтрами.
При работе с резаком ни в коем случае не следует надевать предметы одежды из синтетики или других с легкостью воспламеняющихся тканей, а также неприлегающие плотно к телу или имеющие сильно изношенные края. Все это может привести к возгоранию и, соответственно, опасности для здоровья и жизни.
Резать газом можно только различные марки и виды нелегированной углеродистой стали. Нержавеющая сталь, цветные металлы и разнообразные сплавы разрезать пропановым резаком не получится.
Подготовка рабочего места
- комплектом приобретенного оборудования, используемого для того, чтобы резать металл;
- инструментами, которые используются для нанесения разметки и замеров (обычная линейка, рулетка, угольник, специальный карандаш);
- спецзажигалка, обычно поставляемая в комплекте с остальным оборудованием (применение спичек или обычных зажигалок запрещено).
Рабочий пост, используемый для резки газом металлов, должен быть расположен либо вне помещения, либо в цеху или мастерской, оборудованной хорошо работающей вентиляцией. При этом пол по требованиям пожарной безопасности должен быть земляным или выполненным из бетона. Также следует тщательно следить за тем, чтобы вблизи рабочего места газорезчика не находились легковоспламеняемые и огнеопасные материалы и изделия. В радиусе 5 метров от места резки металла пол или земля очищаются от мусора, тряпок, сухой травы и любых других предметов, которые потенциально могут загореться.
Сбор и регулировка оборудования
- штуцер предварительно проверяется на дефекты. При их наличии поверхность обрабатывается обычным напильником. В противном случае редуктор, установленный на штуцер с дефектом, может «травить», то есть понемногу пропускать газ;
- затем производится установка редукторов: синего — на кислородный баллон, красного — на пропановый. При этом следует убедиться в исправном состоянии прокладок из резины, а также отсутствии на вентилях следов жира или масла;
- шланги в соответствии с направлением резьбы (левосторонней или правосторонней) устанавливаются на редукторы и резак при помощи хомутов, находящихся в комплекте поставки оборудования. Перед их монтажом следует убедиться в отсутствии повреждений на их поверхности;
- клапаны обратного удара монтируются на соответствующие штуцеры резака.
После сборки оборудования его необходимо настроить, проверив при этом исправность. Порядок действий при этом следующий:
- подача ацетилена проверяется открытием соответствующего вентиля на 1 поворот кисти руки. При этом давление не должно превысить уровень в 1 атмосферу. Оптимальное давление, которые рекомендуется устанавливать при помощи регулирующего клапана — 0,34-0,54 атмосферы;
- после этого следует продуть шланг открытием клапана на резаке до звука выходящего под давлением газа;
- аналогичным образом осуществляется настройка давления кислорода. Для него рекомендуемый уровень составляет 1,7-2,7 атмосфер;
- после этого производится продувка шланга последовательным открытием заднего, а затем переднего из двух вентилей, регулирующих количество подаваемого кислорода.
Все необходимые инструкции по сборке и настраиванию оборудования содержаться в комплекте поставки. Их требуется внимательно изучить и соблюдать при работе с резаком, которой достаточно просто научиться.
Поджигание резака и подготовка металла
- еще раз убедиться в том, что соединения используемой запорной арматуры герметичны и не повреждены;
- очистить рабочую зону в радиусе 4-5 метров от мусора и других способных с легкостью воспламениться материалов и предметов;
- надеть полный комплект спецодежды.
Далее следует открытием клапана ацетилена на резаке и спустить находящийся в камере-смесителе кислород. Затем регулировкой вентиля достигается еле слышный выход газа. Специальная зажигалка подносится к резаку и включается. Перед резаком должно возникнуть пламя небольших размеров и желтого цвета.
Для работы необходимо, чтобы длина пламени составляла 25 см. Это достигается регулировкой подающего ацетилен клапана.
Следующий этап — запуск кислорода. Она осуществляется открытием соответствующего клапана до того момента, пока цвет пламени не станет из желтого голубым. Это означает, что количество кислорода достаточное, чтобы полностью сжигался поступающий ацетилен.
Для эффективной работы подача кислорода увеличивается до того момента, когда длина находящегося внутри языка голубого пламени не превысит толщину стали, которую требуется разрезать. Если при работе резака раздается характерное «сопение» или пламя неустойчивое, следует немного сократить объем подаваемого кислорода.
До того, как начать резать металл, его поверхность следует нагреть. С этой целью резак подносят к листу стали так, чтобы внутреннее пламя находилось от него на расстоянии приблизительно 1 см. Нагревание стали выполняется до момента, когда на ее поверхности появляется лужица расплавленного материала.
Резка металла
После этого следует постепенно передвигать резак по намеченному направлению разреза. Скорость режущего движения необходимо выбирать так, чтобы образующийся шлак, искры и капли раскаленного металла сдувались вниз или стекали в сторону от пламени горелки.
После выполнения разреза следует тщательно осмотреть место работы на наличие больших кусочков расплавленного металла. Наступать на них не следует ни в коем случае, так как это может привести к прожиганию даже толстой подошвы. Отрезанный лист или кусок металла охлаждается водой или естественным образом.
Заключение
Работа с газовым резаком предполагает тщательное соблюдение техники безопасности, а также правил и инструкций по работе с оборудованием. При этом она не представляет особой технологической сложности и может с легкостью выполнятся с приемлемым результатом с точки зрения качества даже без специального образования. Интересно узнать мнение специалистов о профессиональных секретах, наверняка существующих в большом количестве. Их можно высказать в комментариях к статье.
Рекомендации по резке металла при помощи газового резака
Резка металла газовым резаком является наиболее востребованным способом металлообработки. Технология имеет массу преимуществ и свои особенности выполнения.
Технология выполнения
Методика проста, ее суть в том, что металл нагревается до температуры горения, а затем место нагрева поддается действию чистого кислорода, который и «разрезает» лист.
Важно знать, что если у металла температура плавления будет ниже, чем температура горения, то расплавленные остатки будет тяжело удалить, изделие будет испорчено.
Перед обработкой необходимо очистить металлический лист от грязи, ржавчины и лакокрасочных материалов. Это можно сделать при помощи щетки по металлу или специальных агрегатов.
Этапы газовой резки металла:
- Нагревание металла до высоких температур.
- Окисление.
- Выдувание шлака из места реза.
На первом этапе необходимо нагреть материал. Через сопла горелки подается пламя, которое получается в результате горения газовой смеси (кислорода и ацетилена). Это пламя направляется на нужный участок (он должен прогреться до 1100 ˚С). Во время нагревания выделяется кислота, которая способствует прогреванию нижних слоев материала.
По достижению высоких температурных показателей на участок обработки направляется только струя технического кислорода. Металл вступает в реакцию с кислородом и получается расплавленный оксид. Горячая струя приводит к тому, что материал в месте резки сгорает. Если на этом этапе возникнут проблемы с подачей кислорода, возможно возникновение дефектов.
Особенности газовой резки
Газовая резка металла подходит для обработки таких металлов: нержавеющая сталь, черный и стальной прокат. Иногда этот вид обработки применяется для алюминия и высокохромистых сплавов стали.
Газовая резка металла осуществляется с помощью двух видов газа – кислорода и пропана (или ацетилена). Причем последний используется для нагревания металлического листа, а кислород – непосредственно для резки. Реже используется природный, пиролизный или коксовый газ. Если толщина изделия более 40 мм, то используется пламя с повышенным содержанием ацетилена. Пропано-ацетиленовая смесь применяется даже для обработки металлов повышенной прочности.
Особенностью газопламенной резки является то, что перед струей кислорода должна поступать подогревающая газовая смесь. Без стабильной подачи газа данный вид обработки невозможен.
Для резки используется газовый резак Р1-01П. С его помощью можно сделать ровные разрезы. Во время кислородной резки важно вести резаком с определенной, постоянной скоростью. От этого зависит точность и качество разреза. Если вести слишком быстро, некоторые участки могут остаться неразделенными. Если использовать резак медленно, высока вероятность того, что металл прогорит в ненужном месте.
Преимущества метода
Резка газом имеет массу преимуществ перед другими видами обработки металла. Это:
- ровный и аккуратный шов (при соблюдении всех правил);
- возможность резки стали толщиной до 80 мм, разрезания других металлических изделий толщиной до 200 мм;
- выполнение работ повышенной сложности;
- автономность, возможность вести работы в «полевых» условиях;
- универсальность, использование для большого количества сортов проката;
- возможность поверхностной обработки металла без повреждения глубоких слоев;
- высокая скорость резки (по сравнению с методом плавления);
- отсутствие вероятности попадания продуктов распада внутрь металла;
- оптимальное соотношение цены и качества.
Резаком можно работать с металлами любой толщины, осуществлять прямой, прямолинейный, контурный или произвольный рез.
После отрезания металла пламя тушить не нужно. В результате этого удается избежать значительных теплопотерь. По необходимости процесс резки можно быстро остановить. Достаточно потушить пламя, и металл охладится за короткое время.
С помощью кислородной резки можно делать сложные по форме изделия, при этом отсутствует вероятность рваных швов.
Резка газом подходит для разделки под сварку, удаления поверхностного слоя, устранения дефектов, изготовления заготовок и раскроя листа металлопроката.
Возможна ли деформация металла?
Резка газом предполагает термическое воздействие на материал, в результате этого деформационных изменений удается избежать не всегда. Деформация заключается в удлинении, укорочении или изгибе изделия. Вырезанная деталь может быть вывернута вовнутрь или наружу.
Существуют факторы, которые способствуют деформации металла:
- неравномерный нагрев;
- высокая скорость движения пламени;
- резкое охлаждение места нагрева.
Необходимо исключить действие этих факторов, иначе придется исправлять полученный дефект. Есть несколько простых способов, которые позволяют вернуть заготовке правильную форму: использовать обжиг или отпуск, применить правку стали на вальцах.
Деформации можно избежать, если предварительно закрепить изделие и подогреть его, соблюдать скорость подачи газовой смеси, придерживаться правильной технологии резки. Важно последовательно выполнять все этапы, выбирать режим резки, исходя из толщины и типа материала. Нельзя начинать обработку с высоких скоростей подачи газовой смеси.
При отсутствии большого опыта следует начинать работу с небольших заготовок, а не с вырезания изделий из цельных листов.
Оборудование
Основным оборудованием для газовой резки является резак. В комплект к нему входят: насадка для сварки и плавки.
Благодаря резаку можно контролировать дозировку газовой смеси и кислорода. Также с помощью этого оборудования осуществляется воспламенение горючей смеси, подача пламени к месту обработки.
Резак состоит из двух блоков: режущего и подогревающего. Первый представлен трубкой выхода струи кислорода, вентилем и мундштуком внутреннего типа.
Подогревающий блок включает вентили, которые предназначены для регулировки давления газовой смеси и кислорода. Также есть трубка подачи, мундштук наружного вида, камера смешивания и инжекторная ячейка.
Резаки бывают ручными и машинными. Последние являются стационарными, поэтому для ремонтных работ предпочтительнее использовать ручные.
Дополнительно используется следующее газорезательное оборудование:
- редуктор – предназначен для снижения давления;
- прибор для изменения давления;
- стальной баллон с газом и кислородом;
- соединительные шланги.
Перед использованием оборудования важно проверить его исправность во избежание взрыва баллона или редуктора. Резак предварительно продувается кислородом.
Недостатки обработки
Для газовой резки наиболее подходит низкоуглеродистая сталь, а вот средне- и высокоуглеродистая сталь – не совсем подходящий материал для резки. Из-за высокого содержания углерода повышается температура воспламенения и снижается температура плавления. А это условие затрудняет процесс резки.
Разрезать металл при помощи газовой смеси тяжело, если у него низкая теплопроводность. Поэтому такие виды материала не подходят для обработки.
Газовая резка металла должна выполняться только квалифицированным и опытным специалистом. Важно соблюдать все ключевые факторы правильной обработки: давление кислорода и скорость процедуры. Необходимо учитывать толщину изделия и диаметр сопла резака. Если скорость окисления и резки металла не соответствуют друг другу, то получится некачественная обработка.
Кислородная резка предполагает использование взрывоопасных веществ. При несоблюдении правил безопасности высока вероятность взрыва газовоздушной смеси, необходимо следить за состоянием газового оборудования. Для защиты от ожогов нужно пользоваться средствами индивидуальной защиты.
Существенным недостатком является возможность деформации металла и низкая точность резания.
Видео по теме: Резка металла резаком
Газовая резка металла — инструкция по обработке металла
Газовая резка самая популярная, так как не требует соблюдения норм для помещения и выполняется просто. Шов получается не рваный и аккуратный, если используются трафаретки. Все резаки компактные и мобильные, простые в транспортировке. Можно использовать множество газов. Этот способ позволяет работать с толстыми заготовками и выполнять сложные операции. Не требуется электропитание, режим может быть ручной или автоматический.
Особенности технологии
Выбор газа для резки зависит от свойств металлической заготовки. Кроме технического кислорода может быть использован ацетилен, коксовый и нефтяной газ, метан, пропан, бутан и смеси из них.
Кислород используется при резке металла газом, если материал обладает определенными характеристиками:
- высокой теплопроводностью;
- температурой плавления выше температуры воспламенения в кислороде;
- температурой плавления тугоплавких окислов ниже температуры плавления металла;
- образованием жидких шлаков в процессе резки;
- выделением большого объема тепла.
Чтобы резать металлическую заготовку, ее сначала необходимо подогреть. Потом материал сжигается, продукты сгорания удаляются струей газа.
Резка может быть:
- поверхностная – образование шлицев и каналов;
- копьевая – образование отверстий или проемов;
- разделительная – в виде сквозного реза.
Для разных работ выбираются разные горелки. Существует несколько видов, которые предназначены для выполнения разных работ.
Любая горелка состоит из:
- рукоятки;
- вентиля;
- клапана (не во всех моделях);
- наконечника (удлинительной трубки);
- мундштука (насадки).
Смешение газа с воздухом может происходить в наконечнике или мундштуке. В моделях с клапаном газ с кислородом смешивается в головке, что повышает уровень безопасности. Использование моделей без клапана позволяет применять в работе газ с различным давлением. Газовые резаки для резки толстого металла комплектуется несколькими мундштуками.
Технология состоит из четырех шагов:
- разогрева заготовки;
- введения в область обработки газовой смеси;
- воспламенения материала;
- процесса горения.
Струя должна быть равномерной, чтобы пламя не погасло. В процессе горения образуются окислы, которые удаляются газовой струей.
Инструкция по резке металла
Важно правильно подключить и подготовить резак. К баллонам подсоединяют трубки с затворами на концах. Далее проверяется подача газа (если это кислородно-пропановая резка металла) — клапан закрывается, вентиль на баллоне открывается. Потом, следя за манометром, клапан медленно открывают. Давление должно быть 0,35–0,55 атмосфер. Потом нужно продуть шланг – открыть клапан. Газ начинает выходить с характерным звуком. Если манометр показывает стабильное давление, клапан закрывается.
Следующий шаг – проверка подачи кислорода и настройка давления. Сначала открывается клапан на баллоне, потом – регулятор (давление потока 1,7-2,7 атмосфер). Чтобы продуть шланг, на резаке открывают вентили кислорода. Их два: для подачи в дюзу и образования смеси. Сначала нужно открыть первый, потом второй (на 3-5 секунд).
Внимание! Перед зажиганием вентиля следует убедиться, что нет протечки в соединениях, поблизости не играют дети и не гуляют животные.
Первым открывают клапан подачи газа, чтобы вышел кислород, который после проверки остался в смесителе. Вентиль надо крутить до тех пор, пока будет слышно, как выходит газ. Расположенная перед резаком зажигалка должна касаться мундштука. После нажатия на рычаг искры поджигают газ.
Сразу нужно открыть вентиль кислорода. О его достаточном объеме свидетельствует изменение цвета пламени на голубой. Чтобы факел увеличился в размерах, необходимо подать больше кислорода. Давление газа и кислорода при резке металла полностью зависит от толщины заготовки.
Важно! Если пламя неустойчивое и «сопит», кислорода слишком много. Объем необходимо уменьшить, чтобы пламя было в форме конуса.
По технологии газовой резки металла пламя подносилось к материалу кончиком, прогревая поверхность. После появления расплавленного металла начинается подача кислорода, поджигающего его. Струя увеличивается до тех пор, пока материал будет до конца прорезан. Одновременно вдоль линии реза продвигается мундштук. Искры и шлак удаляются струей.
Оптимальная скорость резки определяется по искрам – они должны улетать под углом 85-90 о . Если угол меньше, скорость нужно уменьшить. Если заготовка толстая, ее нужно расположить под углом, чтобы стекали шлаки. Останавливаться, не закончив процесс, не рекомендуется. По окончании работы сначала перекрывается кислород, потом газ.
Давление кислорода при резке металла
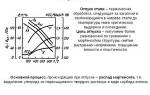
Резак функционирует нормально, если давление кислорода при резке металла 3-12 атмосфер (зависит от толщины заготовки и диаметра сопла). Чем выше давление для конкретных размеров, тем больше кислорода попадает на металлическую поверхность, она лучше окисляется (но до определенного предела). Если давление для конкретной заготовки и оборудования превышает норму, кислород протекает через разрез бесполезно.
Второй отрицательный момент – увеличение ширины разреза и перерасход кислорода. Материал тратится бесполезно. Поэтому для каждого сопла и заготовки давление рассчитывается отдельно. Уровень контролируется по показаниям манометра, но они неточные, так как давление снижается в процессе прохождения через шланг и мундштуки.
Регулировка кислородного редуктора при резке металла производится при помощи винта. Для повышения давления его крутят по часовой стрелке, для понижения – наоборот.
Важно! Необходимо так же знать, какое давление на редукторах горючих газов при резке металла. Они классифицируются по максимальному давлению (при резке 15-30 атмосфер).
Давление задается перед началом работы, роль редуктора – поддерживать уровень.
Припуски на резку металла
Припуск на резку металла газом — слой, который теряется в процессе обработки соответственно чертежу. Нормы для стальных заготовок определены в Минимальные припуски ГОСТ 12169-82:
- 3-5 мм при толщине до 60 см;
- 5-10 мм при толщине 100 см;
- 10-25 мм для очень большой толщины.
Важно! Величина припусков на резку металла зависит от ширины борозды, погрешностей используемого оборудования, химического состава материала, отклонений из-за деформаций, допущенных работников технологических неточностей.
Техника безопасности при газовой резке металла
Техникой безопасности при газовой резке металла определено, что работать лучше на воздухе или в помещение с идеальной системой вентиляции, земляным или бетонным полом. Половое покрытие в радиусе 5-и метров нужно очистить от предметов, которые легко воспламеняются: стружки, ветоши, бумаги, листьев и растений. Заготовку лучше всего уложить на металлический стол удобной высоты. Ни на полу, ни на столе не должно быть пятен, оставленных легковоспламеняющимися веществами.
Перед началом работы необходимо убедиться, что под рукой имеется:
- защитные средства (кожаные перчатки, защитные очки, крепкая обувь);
- огнестойкая одежда (не допускается синтетика, рваные края, свободный крой);
- инструменты (специальный карандаш, угольник, линейка);
- специальная зажигалка (спички не подходят).
Самый большой вред работнику причиняется, если взрывается смесь из-за неправильного обращения с баллонами или горелкой. Самыми опасными считаются взрывы баллонов, наполненных кислородом. Если неправильно обращаться с горелкой, можно получить ожоги. На глаза отрицательно влияют видимые и инфракрасные лучи, искры, брызги шлака. Если не пользоваться защитными очками, существует вероятность на какое-то время потерять зрение.