Содержание
- Способы сварки швеллеров между собой гост
- Виды стыковки швеллеров
- Применяемые виды сварки
- Типы сварки
- Соединение швеллеров: способы и методика
- Стыки балок и колонн
- Стыковка швеллера гост. Сварка швеллеров без потери прочности соединения.
- Особенности сварки швеллеров
- Электродуговая сварка швеллера
- Газовая сварка швеллера
- Применяемые виды сварки
- Типы сварки
- Соединения встык
Равнопрочный стык швеллеров
Способы сварки швеллеров между собой гост
Швеллер – один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Виды стыковки швеллеров
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
- полки швеллеров обращены внутрь;
- полки швеллеров обращены наружу (образует двутавр);
- смешанное расположение полок;
- полки швеллера перпендикулярны плоскости каркаса;
- диагональное размещение (размещение «стоя» или «лежа).
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Смещенное соединение.
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
[note]Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.[/note]Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.
Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швеллер широко используется в различных сферах деятельности, однако длины или прочности одного изделия зачастую не хватает, поэтому используются различные методы соединения.
От того, насколько качественным будет соединение швеллеров, напрямую зависит прочность и надежность всей металлоконструкции. Наибольшая прочность, и, в то же время, простоту монтажа, обеспечивает сварка. Обычно используется электродуговая или, реже, газовая. Всего можно выделить 3 способа соединения с ее использованием.
Применяется при необходимости удлинить или соединить швеллер под углом в неответственных конструкциях, где нагрузка на шов не слишком велика.
Методика сварки следующая:
- При толщине полок (боковых граней швеллера) до 6 мм сварка производится без их предварительного скоса; при толщине 6-12 мм на свариваемой поверхности подготавливается скос под углом 30°; при большей толщине – скос имеет тупой угол и располагается на внутренней стороне швеллера.
- Свариваемые детали прихватываются точечной сваркой. Расстояние между точками – 40 мм. Проверяется геометрия соединения.
- Производится полноценная сварка с двух сторон или с одной, но с проваркой корня шва. Направление сварки – от середины основания к полкам.
Полученный этим методом сварной шов имеет меньшую прочность в сравнении с самим профилем, но в неответственных частях конструкций этот недостаток не является критичным.
С накладками
Для упрочнения стыка могут применяться металлические накладки. В этом случае соединение производится последующей схеме:
- Производится сварка встык. Полученный шов зачищают заподлицо.
- Изготавливаются парные накладки – большая для наружной стороны и маленькая для внутренней. В качестве сырья используется листовой прокат из той же марки стали, что и швеллер. Толщина накладки должна быть равна или превышать толщину его боковой полки. Форма накладки может быть различной, включая 4, 6 или 8-угольник.
- Накладки привариваются поверх сварных швов в месте соединения точечной сваркой.
- Производится проварка накладки по всему контуру.
Сварка в коробку
Этим способом из П-образного швеллера производятся усиленные полые балки с квадратным или прямоугольным сечением. Для этого два изделия прислоняются друг к другу полками и скрепляются струбцинами. Сварка может производиться встык с предварительной подготовкой скоса на кромках, либо с зазором между краями полок. Последний метод используется при соединении изделий с полками большой толщины.
Полученный в результате полной проварки шов не зачищается для увеличения прочности. Для дополнительного усиления могут использоваться накладки.
Альтернатива – болтовое соединение
В отдельных случаях использовать сварку для монтажа не представляется возможными или не требуется. Например, это относится к производству разборных конструкций или к работе с оцинкованным прокатом. В последнем случае сварка повредит защитный цинковый слой и в месте соединения появится ржавчина.
Болтовое соединение позволяет произвести монтаж швеллера без разрушения цинкового слоя и привлечения квалифицированных сварщиков, которые могут обеспечить максимальную надежность и правильность монтажа.
Однако в большинстве конструкций использовать соединение на болтах нецелесообразно, так как оно имеет ряд недостатков:
- отверстия в прокате снижают его прочность,
- необходимо периодически проверять надежность соединения и подтягивать гайки, особенно если металлоконструкция испытывает вибрационные нагрузки,
- со временем крепеж из черных металлов начинает ржаветь, что снижает его надежность и усложняет разборку,
- процесс монтажа на болтах занимает больше времени, чем сварка.
Выбор конкретного способа соединения швеллера, как и его типоразмера, зависит исключительно от вида производимых работ и предназначения конструкции с обязательным соответствием регламентирующим документам.
Стыки балок и колонн
СТЫКИ БАЛОК И КОЛОНН
Большинство зданий из металлоконструкций промышленного и коммерческого назначения представляют собой рамные конструкции состоящие из колонн, балок перекрытия, ферм или ригелей. Как правило, такие здания нередко обладают большими пролетами и высотой, что заставляет производителей и строителей широко использовать стыковые узлы в различных элементах стальных строительных конструкций.
Монтажный стык на накладках при помощи болтового соединения
Подготовка стыка к сварке. Разделка кромок и установка на направляющих планках.
Стык после сварки, шов зачищен, направляющие пластины срезаны
Применение заводских стыков в первую очередь обусловлено экономическими причинами и размером металлопроката. Из опыта производства металлоконструкций последних лет, в строительстве промышленных зданий в 80% случаев используется нормальная, колонная или широкополочная балка по СТО АСЧМ 20-93, ГОСТ26020-83,и порядка 20% приходится на сварную балку переменного сечения. Стандартная длина двутавровых балок 12,0м, листового проката 6,0м, в целях сокращения издержек на раскрой материалов, приходится производить заготовку отправочных элементов по нарастающей. Например, при длине колонн 10800мм, из одной прокатной балки 12000мм у нас получается заготовка для целой колонны 10800мм и остаток 1200мм, следующую колонну мы получаем наращивая новую прокатную балку получившимся остатком (1200+12000=13200) и снова отрезаем 10800, после чего с полученным остатком 2400мм поступаем так же как описано выше и так далее. С листовой составной балкой поступаем аналогичным образом непосредственно при раскрое листа, но на самих балках стык делается не в одной плоскости, а разносится, стенка варится в одном месте, полки стыкуются под углом 60 и варятся выше и ниже стыка стенки. Конечно же, в обоих случаях приходится учитывать и место стыка, не допуская его попадание в зону максимальных нагрузок и места сопряжения других элементов конструкции. Заводской стык на колоннах и балках выполняется по условиям расчета согласно СНиП II-23-81*, наиболее часто в заводских реалиях находит применение сварной стыковой шов в с полным проваром и разделкой кромок поясов и стенок сопрягаемых деталей. В случаях, когда нужно обеспечить надежность стыка и основного металла в зонах действия значительных моментов и поперечных сил, стык усиливают накладками, установленными на полки и стенки балки. Для оптимизации процесса проектирования КМ или разработки КМД при производстве металлоконструкций можно так же применять типовую серию 2.400-10 «Нормали заводских стыков профилей в строительных стальных конструкциях», где уже произведен расчет равнопрочности стыка с основным металлом и даны конструктивные решения стыков соединяемых элементов из швеллеров, уголков и двутавров.
Монтажные стыки выполняются из-за ограниченных возможностей транспортирования крупногабаритных металлоконструкций автомобильным и железнодорожным транспортом, при их длине более 15 метров с точки зрения удобства и экономии целесообразнее расчленить конструкцию на более мелкие элементы для доставки потребителю. Объединение отправочных элементов в одно целое производится непосредственно на строительной площадке силами монтажной организации. Монтажные стыки балок и колонн выполняются сварными или болтовыми, по сравнению с заводскими они более трудоемкие и затратные из-за необходимости применения дополнительных элементов для усиления и позиционирования деталей в узлах сопряжений. Самый лучший вариант конечно сварной, встык с полным проваром при условии раздела кромок и физическом методе контроля, однако на монтаже не всегда условия сварки и контроля качества швов соответствуют расчетным, поэтому, как правило, монтажные соединения изначально делаются на накладках усиливающих прочность стыка. Болтовые монтажные соединения так же выполняются на накладках предпочтительно с использованием высокопрочных болтов, такие соединения металлоемки, требуют значительных трудозатрат при производстве, к тому же отверстия ослабляют сечения элементов, однако с точки зрения монтажа их легче собрать и они не требуют высокоспециализированного персонала для выполнения качественного стыка. Довольно эффективны фланцевые соединения, но мало распространены в силу своей повышенной деформативности. Согласно СП 16.13330.2011 – «стыковку колонн на монтаже необходимо производить фрезерованными торцами сваренными встык, либо на накладках со сварными или болтовыми соединениями, в том числе на высокопрочных болтах, так же допускается использование фланцевых соединений воспринимающих растягивающее усилие болтами, а сжимающее через прижим поверхностей фланцев».
Портал о строительстве и ремонте
Стыковка швеллера гост. Сварка швеллеров без потери прочности соединения.
Все сварные соединения ослабляют конструкцию и ее отельные узлы. Поэтому в строительстве часто используется швеллер. Сварка швеллера при монтаже конструкций – это важнейший этап.
Стальной швеллер – это металлическое изделие, имеющее П-образное сечение. Эта конструкция дает возможность получить высокие конструкционные характеристики при минимальном расходе материала. Методы изготовления швеллеров никак не влияют на технику сваривания.
Наибольшая прочность соединения достигается при сварке равнополочных швеллеров с параллельными гранями полок. Именно они и считаются самыми востребованными при строительстве в Москве.
Особенности сварки швеллеров
Для сборных металлических конструкций швеллера прекрасно себя зарекомендовали. Однако, если допустить ошибки в соединении данных изделий, то это вызовет критичное нарушение прочности конструкции в целом. Любое сварное соединение ослабляет прочность конструкции из металла на 5 – 7%. При это, металлический шов имеет более высокие характеристики прочности, чем металл основного детали.
Также проблема заключается в технике сваривания, опыте сварщика и грамотном предварительном разогреве. Неправильно выбранный шов и неудобное положение при сборке каких-либо узлов приводит к тому, что зона около шва может потерять до 20% прочности. Такие уязвимые соединительные места приходятся на каждый сварной шов с двух сторон. ГОСТом предусматриваются самые разнообразные узловые соединения.
Таким образом, можно подвести итог:
- Необходимо придерживаться рекомендованных норм ГОСТ.
- Сварка швеллеров существенно прочнее, даже если конструкция дополнительно усилена.
- Дополнительные накладки после сварки встык между собой нужно делать только снаружи изделия.
- Сварку внутренних углов швеллера лишь ослабляет конструкцию в целом, поэтому варить не желательно во внутренних углах и внутри изделия.
Электродуговая сварка швеллера
Особенности применения электродов и их выбор по основным характеристикам позволяют сделать электродуговую сварку наиболее предпочтительной для соединения швеллеров. Самый качественный шов получается благодаря электродам. Но существуют и рекомендации по их использованию:
- соединения лучше всего делать внахлест;
- сварка электродами требует опыта сварщика;
- электрод перед работой нужно прокаливать в особой печи в течение часа при температуре 250 градусов;
- использовать нужно короткую дугу средней мощности;
- варить легче при прямой полярности, поскольку электрод тогда горит медленнее;
- необходимо проводить проверку на дефекты с внутренней стороны.
Режим сварки и скорость исполнения шва под углом зависят от вида соединения, однако, самым оптимальным будет ручная сварка 20 метров в час.
Газовая сварка швеллера
Газовая сварка встык используется достаточно часто. Существуют самые распространенные варианты соединения швеллера. Выбор соединения зависит от:
- длины сварного соединения и количества сварщиков;
- условий выполнения шва;
- тип и толщина швеллера;
Основные виды соединений и самые востребованные конструкции из швеллеров на практике получают при самом удобном методе сваривания. Наша компания осуществляет сварку швеллера на заказ.
Швеллер — один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже — 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм — скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление — лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Зачистка швов болгаркой в данном соединении категорически запрещена и может привести к ослаблению всей конструкции.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Смещенное соединение.
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.
Возникла проблемка такого характера: необходимо сварить 2 16х швеллера встык, дабы закончить конструкцию железобетонной лестницы.
Искал в интернете решение, набрел на вот такую конструкцию узла:
Стал вникать в детали схемы, появились вопросы. Прошу помочь разобраться и дать дельный совет по существу. Итак:
Вопрос первый. Если верить чертежу, то между швеллерами имеется небольшое расстояние. То есть, варят швеллер к накладкам сначала, а не впритык. А в альбоме нормалей мне довелось наблюдать, что так варят практически все стыки, и не только швеллеров – через накладки.
В то время как на практике иногда варится швеллер к швеллеру, а накладка – сверху.
Какой вариант следует считать правильным? Как получается надежнее?
Вопрос второй. Указанный тип электродов (Э42) является ли единственным подходящим вариантом, или подойдет и МР-3С или УОНИ?
Каким способом следует варить: хорошенько прогревать и глубже проваривать металл швеллера или наоборот, не перегревать и варить штрихами?
Всем жму руку, спасибо за внимание к проблеме!
РУКОВОДЯЩИЙ ДОКУМЕНТ ПО СТАНДАРТИЗАЦИИ
ВЫБОР ТИПОВ И МЕТОДИКА РАСЧЕТОВ СВАРНЫХ СТЫКОВ ДВУТАВРОВ И ШВЕЛЛЕРОВ СТАЛЬНЫХ КОНСТРУКЦИЙ ПАРОВЫХ СТАЦИОНАРНЫХ КОТЛОВ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Указанием Министерства тяжелого, энергетического и транспортного машиностроения СССР от 27.12.88 № ВА-002-1/14209
2. ИСПОЛНИТЕЛИ (руководитель темы); ; ; ;
3. ВЗАМЕН ОСТ 108.250.21-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер пункта, подпункта, перечисления, приложения
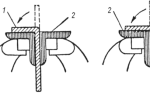
Соединения встык
Соединение встык наиболее рационально применять для соединения листов. Однако не исключена возможность его применения и при стыковании двутавровых балок, швеллеров и уголков.
При конструировании соединений встык необходимо заботиться как о возможности хорошего провара стыка, так и о создании условий, обеспечивающих свободу сварочных деформаций («усадки»), которые развиваются в процессе остывания сварных швов.
Опыт показал, что для этого необходимо: во-первых, в листах толще 10 мм производить одностороннюю или двустороннюю обработку кромок, позволяющую глубже вводить электрод и тем самым обеспечить провар; во-вторых, оставлять между стыкуемыми элементами зазор, размеры которого также указаны в таблице Классификация швов по типу обработки кромок.
Зазор в процессе сварки исчезает совсем, что указывает на значительную поперечную усадку. Отсутствие зазора ведет к короблению листов и большим сварочным деформациям. При сварке закрепленных листов, не имеющих свободы перемещения, в шве после остывания возникают большие растягивающие напряжения, которые могут привести к образованию трещин и разрушению. Существенное значение имеет обеспечение в стыках постоянства зазора.
При автоматической сварке вследствие большой силы тока и глубокого провара кромки можно обрабатывать на значительно меньшую глубину, а иногда и вовсе не обрабатывать, что уменьшает объем наплавленного металла.
При толщине металла до 14 — 16 мм автоматическая сварка ведется односторонне и в один проход, без разделки кромок, но с зазором. При толщине больше 16 мм делают скос кромок под углом около 40 — 60°. Этот скос нужен не для про вара, как при ручной сварке, а для размещения наплавленного металла; провар же от разделки почти не зависит.
Автоматическую сварку ведут на временных (медных) или постоянных (стальных) подкладках, на флюсовой подушке или с предвари тельной подваркой. Автоматическая сварка двусторонними швами, применяемая при толщине более 20 мм, дает швы отличного качества. Для ведения двусторонней сварки применяется Х-образная разделка с величиной притупления около 1/3 толщины свариваемых элементов.
Стыковые швы
а — прямой стык;
б — прямой дефектный стык;
в — косой стык;
г — клиновой стык.
Расчет прочности стыкового шва при работе его на осевые усилия производится в предположении равномерного распределения напряжений по поперечному сечению шва. Это предположение более или менее справедливо, если шов не дефектный.
В дефектном шве, как, например, показано нафигуре, б, поток силовых линий, проходящих внутри листа, не равномерен и, отклоняясь от оси, создает опасный дополнительней изгибающий момент. Для устранения этого необходимо про изводить подварку, которая делается после тщательной вырубки грата (шлаковин), скопляющегося в корне шва.
За расчетное сечение стыкового шва при расположении стыка перпендикулярно оси элемента (прямой стык) принимается площадь сечения по линии II — II, но без учета усиления подваркой и наплавленного валика сверху, т. е.
где δ — толщина свариваемых элементов;
lш — расчетная длина шва, равная фактической длине за вы четом 10 мм (учитывающих образование кратера и непровары у краев листа). Напряжение в шве проверяется по формуле
где R CB — расчетное сопротивление сварного шва встык растяжению или сжатию, принимаемое по таблице Расчетные сопротивления сварных швов в кг/см 2 ;
м — коэффициент условий работы конструкции или элемента.
Поскольку расчетные сопротивления растяжению сварных соединений встык, осуществленных ручной и полуавтоматической сваркой, при обычном способе контроля за качеством швов ниже, чем основного стыкуемого металла, то при прямом стыке нельзя полностью использовать напряжения в основном металле по сечению I — I, так как эти напряжения не могут быть больше, чем mR св р.
Конструкция стыка, равнопрочного основному металлу, по казана на фигуре, в. Такой стык называется косым. Обычно угол наклона косого стыка делается равным 45°. При таком угле стык можно не проверять на прочность, так как он равнопрочен основному металлу (за редким исключением, например, при знакопеременных нагрузках, когда расчетное сопротивление сварных швов значительно снижается).
Осуществление стыка по типу, показанному на фигуре,2 (клиновой стык), не может быть рекомендовано из-за наличия внутреннего угла, концентрирующего напряжения, а также из производственных соображений.
«Проектирование стальных конструкций»,
К.К.Муханов
Соединение называется комбинированным, если в нем имеется несколько различных видов сварных швов: фланговых, лобовых или стыковых. Простейшим комбинированным соединением является соединение с прямоугольными накладками, обваренными по всему контуру, т. е. соединение, имеющее фланговые и лобовые швы. Комбинированные соединения Такая же комбинация швов возможна в соединении внахлестку без накладок. Действительная работа комбинированного соединения, в значительной мере…
Этот тип соединения применяется, например, в случае крепления консоли к колонне или соединения листов под прямым углом и т. п. Вследствие своей простоты это соединение имеет широкое применение. Однако оно требует, особенно в растянутом стыке, хорошего провара по всей толщине присоединяемого листа, так как в случае оставления «щели» будет иметь место резкое изменение направления силового…
Соединение внахлестку может осуществляться с накладками и без них при помощи угловых швов. В зависимости от расположения по отношению к действующим усилиям угловые швы могут быть: фланговые (расположенные параллельно усилию) и лобовые или торцовые (расположенные перпендикулярно усилию). Соединение внахлестку с фланговыми швами Простейшим соединением этого типа является конструкция, показанная на фигуре. Передача усилия в нем…
Соединение с накладками при помощи лобовых швов показано на фигуре, а. При симметричном расположении накладок лобовые швы дают достаточно высокую прочность. Однако вследствие рез кого изменения направления потока силовых линий в соединении в корне шва концентрируются большие напряжения. Это создает условия, при которых разрушение происходит при малых удлинениях (ε = 4 / 6%), т. е….