Содержание
- Разновидность электроножниц по металлу
- Электроножницы по металлу
- Разновидности электроножниц по металлу
- Электрические ножницы по металлу «Макiта»
- Ручной электроинструмент для резки металла
- Инструменты и приспособления, применяемые при резке
- § 1. Инструменты для ручной резки
- Электроинструменты для обработки дерева: обзор, особенности и советы по выбору
- Электролобзик
- Электрическая дисковая пила
- Ленточная шлифмашина
- Плоскошлифовальная шлифмашина
- Эксцентриковая шлифмашина
- Электрорубанок
- Электроножовка
Ручной электроинструмент для резки металла
Разновидность электроножниц по металлу
Многим мастерам приходится резать листовой металл ручными ножницами. Это сложный и трудоемкий процесс. А если предстоит работа с гофрированным или профильным материалом, то нужно серьезно задуматься об электрических ножницах.
Электроножницы по металлу
Современные электроинструменты для металла способны разрезать материал любой толщины. Разрезать металлические предметы можно разными способами, но наиболее известный – это ножницы. Их можно классифицировать по признакам, в зависимости от того, какая цель будет поставлена перед ними.
Какой же существует электроинструмент для резки металла?
Чтобы разрезать любую толщину металла, существуют электроножницы.
Что собой представляют электроножницы?
Этот электрический инструмент напоминает небольшую болгарку вытянутой конструкции и формы двигателя. Для изготовления корпуса производители используют крепкий конструкционный ABS-пластик. Работа инструмента зависит от электросети, которая обеспечивает ему длительную работу.
Мощность электроножниц
Тип электроинструмента выбирается, в зависимости от того, какой вид резки металла предстоит выполнить. Если металл представляет собой толстый материал с большим количеством изгибов, то инструмент должна быть большой мощности. Она может колебаться от 300–600 Вт. Чем больше мощность, тем тяжелее, больше габариты и стоимость приспособления.
Скорость хода рабочего органа
От скорости движения лезвия зависит качество среза. Некоторые модели электроножниц наделены функцией регулирования скорости резания. Это позволяет получить необходимый по внешнему виду срез, а также способствует экономии электричества.
Максимальная толщина металла
Электроножницы имеют большое количество положительных характеристик. К одной из них можно отнести способность инструмента выполнить разрез на максимальной толщине металла. От мощности инструмента зависит длина хода рабочей части, а значит, есть возможность выполнить разрезы на толстом материале.
Поворотливость
Резка металла в каждом виде электроинструмента начинается по-разному. Листовыми электроножницами она начинается от края материала, вырубными моделями резка происходит вокруг линий среза, а шлицевыми инструментами можно резать металл в самых труднодоступных местах.
Разновидности электроножниц по металлу
Сегодня современной промышленностью выпускается большое количество моделей электроножниц, которые имеют свои классифицирующие признаки. Какие они имеют особенности, и для какого вида работы предназначены? Рассмотрим каждую модель более подробно.
Основные разновидности:
- просечные;
- листовые;
- высечные;
- по металлочерепице;
- для арматуры;
- пресс-электроножницы;
- вырубные;
- шлицевые.
Все перечисленные модели имеют общую функцию – выполняют резку металла.
Просечные электроножницы по металлу
Просечные электроножницы используют для листовых металлических изделий, профильных конструкций и различных гофрированных листов. Это компактное устройство имеет незначительный вес – от 1.6 кг. Его используют во время домашнего ремонта, на стройке, в мастерской, других строительных и промышленных объектах. Электроинструменты обладают мощностью 850 Вт и выше. Имеют надежную систему воздушного охлаждения, что позволяет мастеру длительное время не отключать инструмент от электропитания. Электроинструмент способен выполнить просечку шириной 5 мм с минимальным внутренним радиусом 40 мм. Просечные электроножницы работают как матрица-пуансон. Мастер в любое время может заменить матрицу и пуансон, а также развернуть матрицу на 360˚с шагом 90˚. Инструмент легко транспортировать и содержать. Нескользкая рукоятка позволяет мастеру работать инструментом в разных плоскостях и положениях.
Листовые ножницы по металлу
Рабочую часть листового электроприспособления составляют 2 ножа. Резка металла листовыми ножницами напоминает процесс резки ручным инструментом. Основная разница состоит в том, что ножи приходят в движение с помощью электричества. Листовой инструмент способен разрезать металл толщиной до 5 мм. После работы не видно пазов, а образуются прямолинейные или фигурные разрезы.
Основные преимущества:
- имеет высокую производительность и скорость;
- точность работы по фасонным выкройкам;
- легкость в перекусывании металлических материалов небольших диаметров.
Основные недостатки:
- резка начинается от крайнего среза металлического листа;
- недостаточная маневренность.
Высечные электроножницы по металлу
Высечные электроножницы по типу можно отнести к универсальным инструментам. Они выполняют не только ровные разрезы, но и разные срезы фигурных конфигураций. Конструкцию оборудования можно сравнить со стационарным металлообрабатывающим оборудованием. Она имеет два основных элемента – матрицу и пуансон. Матрица, которая закреплена в матрице-держателе, имеет круглую или квадратную форму. От длины матрицы-держателя в этом инструменте зависит маневренность ножниц. Они имеют простой принцип действия. А пуансон, который выступает пробойником, двигается в ножницах и с каждым своим ходом на металлической заготовке вырубает незначительный кусочек материала, образуя непрерывную дорожку.
Основные преимущества:
- высокая маневренность;
- универсальность;
- врезание ножниц в любом месте материала;
- срез получается без деформации.
Основные недостатки:
- высекаются отходы, имеющие серпантинную форму;
- сложность в прохождении инструментом перепадов различной толщины.
Высечные электроножницы имеют второе название – пуансонные. Они предназначены для работы с металлочерепицей, трубами и профнастилом.
Электроножницы по металлочерепице
Какое оборудование режет металлочерепицу? Современная промышленность для выполнения этого процесса выпускает три типа электроинструментов.
-
Вырубные (высечные). Их используют не только для профилированных листов – металлочерепицы и профнастила, но и для сваренных конструкций (вентиляционных коробов или трубчатых профилей). Они способны захватывать большой радиус среза, который получается всегда идеальным.
Электроножницы для арматуры
Стальная арматура широко применяется на строительных площадках для изготовления всевозможных металлических конструкций, заливки фундамента, производства бетонных блоков и других видов работ. Производители выпускают арматуру стандартных размеров, но в основном длина прутьев равна 3 м. Поэтому ее нужно подгонять до определенного размера. И для этого существуют специальные приспособления – болгарка, арматурные ножницы и стационарный станок для резки арматуры. Использование перечисленных вариантов зависит от места строительства объекта.
К мобильным и часто используемым инструментам относятся электроножницы для резки арматуры.
Основные виды:
Электрические ножницы для арматуры характеризуются наиболее высокой мощностью среди своих аналогов, внушительными габаритами и весом. Некоторые виды электрических ножниц имеют вес до 27 кг, гидравлическое усилие до 50 тонн, а максимальный диаметр резки арматуры 32 мм. Для домашнего использования или для небольших участков работы производители предлагают более легкие инструменты с фиксированной головкой и задней рукоятью D-типа. Электроинструмент легко справляется с арматурой от Ø 4 до Ø 20 мм. Она зажимается между двумя ножами, которые гидравлика толкает навстречу друг другу до тех пор, пока не сломает арматуру. От мощности инструмента зависит и скорость работы.
Пресс-электроножницы
Пресс-ножницы (ПН) – это промышленный электроинструмент. Многофункциональное оборудование предназначено для резки, пробивки, прессования и вырубки металла.
Основные виды пресс-ножниц:
- стационарные;
- контейнерные;
- мобильные;
- перемещаемые;
- наклонные.
Пресс-ножницы выполняют:
- пробивку отверстий в металлических изделиях и прокатах;
- выпрессовку;
- запрессовку;
- вырубку пазов разных конфигураций;
- другие операции.
Современные пресс-электроножницы снабжены ЧПУ – числовым программным управлением. К наиболее востребованным видам оборудования в металлопромышленности относятся гидравлические и контейнерные приспособления.
- Гидравлические пресс-электроножницы. Конструкция состоит из 3–4 видов механизмов на одной станине, которая приводится в действие одним электроприводом. Они способны выполнить работу на высоком уровне в таких отраслях, как машиностроение, судостроение, производить утилизацию лома, разрезать металлические изделия, а также выполнять другие процессы.
- Если заменить ножи на матрицу и пуансон, то пресс-электроножницы будут работать как штамповочное устройство. В КПН (комбинированные пресс-ножницы) имеются подвижные и неподвижные ножи. Зарубочный неподвижный нож имеет прямоугольную форму, а подвижный нож – гильотина – режет металлический материал.
- Контейнерные пресс-электроножницы. Предназначены для переработки черного металла не только на промышленном производстве, но и в домашних условиях. В некоторых моделях мощность электродвигателя равна от 55 до 90 кВт/74–120 л. с., 1450 об/ мин. С такими показателями оборудование способно производить резку металла 10–15 т/час шириной от 135 мм, диаметром от 150 мм.
Вырубные электроножницы
Небольшой объем работы по металлу можно выполнить вручную, но то, что касается большого количества резов, без электроинструмента не обойтись. Электровырубные ножницы берут всю нагрузку на себя, а мастеру остается только придерживать инструмент.
К конструкции пуансон двигается внутри неподвижного основания. Он служит дыроколом и вырубает металлические куски. Диаметр паза равен диаметру пуансона. Вот поэтому ножницы называют вырубными. Процесс резки может начинаться в любом месте металлической плоскости не только гладкой, но и профильной.
Шлицевые электроножницы по металлу
Только шлицевые ножницы могут выполнить срез, который не требует дополнительной обработки. А фигурная резка получается точной и аккуратной. Шлицевые электроножницы относятся к универсальному оборудованию, так как их используют для монтажных и дизайнерских работ. Конструкция состоит из 2 лезвий – неподвижного, П-образной формы и подвижного, лезвие которого заходит в пазовое отверстие, режет вставленный материал и образует стружку. Встроенными кусачками стружка удаляется. Шлицевые ножницы образуют рез толщиной не более 2 мм.
Основные преимущества:
- рез можно начинать в любом месте заготовки;
- исключает деформацию листа;
- следует по заданной линии;
- узкая конструкция способна выполнить разрезы в труднопроходимых участках.
Основные недостатки:
- слабая конструкция;
- подвижное лезвие имеет непродолжительный срок эксплуатации.
Электрические ножницы по металлу «Макiта»
MakitaCorporation – известная японская компания, которая производит бензо- и электроинструменты. Корпорация представила на мировой рынок более 1 тыс. наименований продукции. Из них более 350 видов электроинструментов, которые отличаются высокой прочностью. Торговая марка Makita считается лучшей в производстве электрических ножниц по металлу.
Основные виды:
Электроинструмент предназначен для резки разных металлических изделий. В конструкции предусмотрен встроенный измеритель толщины, который регулирует глубину реза.
Мировые эксперты подтверждают, что каждый элемент в продукции Makita изготовлен из прочного материала. В моделях предусмотрен высокий уровень безопасности.
Мощность электроинструмента варьируется от 260 Вт до 660 Вт и работает от сети в 220 В. Ножницы могут иметь вес от 1.5 кг до 16 кг. А режущий элемент способен совершить 1300–4600 х/мин, разрезая металл от 3.5 до 4 мм. От пуансонов почти не чувствуется вибрация, поэтому рез получается очень точным.
В электроножницах имеются дополнительные функции, которые защищают потребителя и блокируют непреднамеренное включение инструмента. Кроме того, имеется фиксатор, который поддерживает непрерывную, продолжительную работу, а потребителю дает время на отдых.
Электрические ножницы фирмы Makita пользуются спросом у профессионалов. В среднем их цена равна 20 тыс. руб.
Электроножницы по металлу должны входить в комплект инструментов каждого мастера. Они выполняют одну задачу – режут металл. При покупке учитываются характерные особенности и личные желания потребителя.
Ручной электроинструмент для резки металла
Расценки на монтаж всегда по карману нашим клиентам. Они полностью уверены, что здесь их не обманут и посоветуют правильное решение. Доверие – вот залог успеха нашей компании! А качественные материалы от известных производителей и умелые руки наших профессионалов не оставляют ни единого сомнения, что монтаж будет выполнен в срок!
Еще один плюс – при заключении договора вы получаете смету, в которой учтены цены на кровельные работы и материалы, а также стоимость доставки по Москве и Московской области с точностью до рубля!
Инструменты и приспособления, применяемые при резке
Резка металла
Методические указания к лабораторным занятиям по дисциплине «Основы ремонта и диагностики нефтегазового оборудования»
В указаниях описаны инструменты и приспособления, применяемые при резке, даны основные правила выполнения работ при резке металла, а так же правила разрезания металлов для студентов специальности 130602 Машины и оборудование нефтяных и газовых промыслов.
Составитель: Сидоркин Д.И., ассистент, канд.техн.наук
Рецензент Ишемгужин И.Е., доцент, канд.техн.наук
© Уфимский государственный нефтяной технический университет, 2007
Содержание
3 Инструменты и приспособления, применяемые при резке
4 Правила выполнения работ при разрезании материалов
Цель работы
Целью настоящей лабораторной работы является закрепление и углубление практических знаний студентов по инструментам, применяемых при резке металла и приемам выполнения этих работ.
Введение
Разрезание — это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия.
Инструменты и приспособления, применяемые при резке
Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы.
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ, разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250. 300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Цельный ножовочный станок (рисунок 1) состоит из станка 7, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3.
1 – станок; 2 – рукоятка; 3 – штифты; 4 – ножовочное полотно; 5 – головка крепления ножовочного полотна; 6 – натяжной винт с гайкой
Рисунок 1 – Цельный ножовочный станок
Раздвижной ножовочный станок (рисунок 2) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы.
Рисунок 2 – Раздвижной ножовочный станок
На одной из сторон ножовочного полотна по всей длине нарезают зубья (рисунок 3, а). Каждому зубу ножовочного полотна придается форма режущего клина, которая характеризуется определенными геометрическими параметрами: задним углом α, углом заострения β, передним углом γ и углом резания δ. Между углами, характеризующими геометрию режущего клина зубьев ножовочного полотна, существуют зависимости: α + β + β = 90°; α + β = δ.
а – геометрические параметры ножовочного полотна: γ – передний угол; α – задний угол; β – угол заострения; δ – угол резания; б – разводка по зубу; в – разводка по полотну
Рисунок 3 – Ножовочное полотно
Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены. В зависимости от величины шага зубьев, т. е. от расстояния между двумя соседними зубьями, различают разводку по зубу (рисунок 3, б) и разводку по полотну (рисунок 3, в). Разводка по зубу производится на полотнах с большим шагом, в этом случае поочередно отгибают каждый зуб ножовочного полотна то в одну сторону, то в другую. При разводке по полотну сначала отгибают два-три зуба в одну сторону, а затем два-три зуба в другую. В этом случае вдоль полотна появляется волнистая линия.
При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезаний является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе.
Ручные ножницы (рисунок 4) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм.
а – правые; б – с криволинейными лезвиями; в – пальцевые
Рисунок 4 – Ножницы кривые
Такие ножницы (рисунок 4, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рисунок 4, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рисунок 4, в).
Все ножницы, независимо от их конструкции, в своей основе имеют (как и другие режущие инструменты) режущий клин. Форма режущего клина ножниц характеризуется следующими геометрическими параметрами (рисунок 5): углом заострения β; задним углом α, обеспечивающим уменьшение трения при работе ножницами и составляющим 2. 3°. С целью уменьшения усилий, прикладываемых при резании, режущие ножи устанавливают под углом φ (чем больше этот угол, тем меньше усилие резания). При увеличении этого угла создаются усилия, выталкивающие лист из-под ножей, в связи с этим величину угла φ выбирают в пределах 7. 12 °, что создает оптимальные условия для резания. Угол заострения β выбирают в зависимости от обрабатываемого материала (чем тверже материал, тем большим должен быть этот угол). Для мягких металлов и сплавов (например, меди, латуни) он составляет 65 °; для металлов средней твердости — 70. 75 °, а для твердых материалов — 80°. Если требуется разрезать листы большой толщины (до 2,0 мм), применяют стуловые ножницы (рисунок 6). У этих ножниц одна рукоятка имеет отогнутый вниз конец; этим заостренным концом ножницы закрепляют в деревянной колоде или тисках. Вторая рукоятка служит для нажатия и собственно резания.
α – задний угол; β – угол заострения; φ – угол между лезвиями
Рисунок 5 – Геометрические параметры лезвий ножниц
Рисунок 6 – Стуловые ножницы
Хорошего эффекта при резании листовой стали толщиной до 2,5 мм можно добиться при использовании силовых ножниц (рисунок 7). При работе рукоятку 4 с насечкой закрепляют в тисках, а рукоятку 5 с пластмассовым наконечником захватывают правой рукой. Рабочая рукоятка 5 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 7 заканчивается ножом 1 и соединен винтом 2 через шайбу 8 с рукояткой 4. Рукоятка 5 через ось 6 и шарнирное звено 3 также соединена с рукояткой 4. Эта система рычагов обеспечивает увеличение силы резания приблизительно в два раза по сравнению с обычными ножницами таких же габаритов.
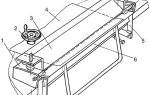
Настольные ручные рычажные ножницы (рисунок 8) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Основание 1 ножниц закрепляют на верстаке болтами. Рукоятка 2 обеспечивает возвратно-поступательное движение ножа 3. Второй нож 4 закреплен в корпусе основания 1. Разрезаемый лист укладывают на полку неподвижного ножа и, перемещая подвижный нож 3 рукояткой 2, выполняют разрезание листа по разметочной риске. Рычажные ножницы могут несколько отличаться друг от друга по конструкции, но принцип их действия во всех случаях одинаков.
1 – нож; 2 – винт; 3 – шарнирное звено; 4 – рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 – ось; 7 – рычаг; 8 – шайба
Рисунок 7 — Силовые ножницы
Рисунок 8 – Настольные ручные рычажные ножницы
Труборезы (рисунок 9) применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространены роликовые, хомутиковые и цепные труборезы.
Роликовый труборез (рисунок 9, а) состоит из скобы 4, винтового рычага 3 и трех дисковых режущих роликов 6, два из которых установлены на осях в скобе 4, а третий смонтирован на оси, закрепленной в подвижном кронштейне 5
а – роликовый: 1 – прижим; 2 – винт; 3 – винтовой рычаг; 4 – скоба; 5 – кронштейн; 6 — режущие кромки; 7 – труба; б – хомутиковый; в – цепной; г – резцовый: 1 – нажимной винт; 2 – отрезной резец; 3 – винт
Рисунок 9 — Труборезы
Разрезаемую трубу закрепляют в прижиме 1 винтом 2, после чего труборез устанавливают на трубу 7. При вращении винтового рычага 3 вправо кронштейн 5 переместит режущий ролик 6 до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его слегка раскачивают при помощи рычага (примерно на одну треть оборота в каждую сторону). Для повышения качества разрезания место реза смазывают маслом.
Для разрезания труб большого диаметра применяют хомутиковые или цепные труборезы (рисунок 9, б, в).
При резании роликовыми труборезами происходит вдавливание внутрь трубы ее торца, что ведет к образованию заусенцев и необходимости дальнейшей обработки трубы для их удаления. Исключить этот недостаток позволяет резцовый труборез (рисунок 9, г), у которого ролики выполняют лишь функцию центрирования трубы в приспособлении, а резание производится отрезным резцом 2, который по мере врезания в трубу подается нажимным винтом 7. Нажим роликов осуществляется при помощи винта 3.
§ 1. Инструменты для ручной резки
Резкой называется слесарная операция, при которой металл разделяют на части.
В зависимости от формы и размеров деталей и заготовки резка может производиться ручными инструментами, на механических станках, на анодно-механических станках и ацетилено-кислородным пламенем.
Острогубцы (кусачки). Предназначены для резания (откусывания) стальной мягкой проволоки диаметром до 5 мм, заклепок и т. п. Изготовляют острогубцы по ГОСТ 7282—54 из инструментальной углеродистой стали марок У7 и У8 или марок 60 и 70.
Острогубцы состоят из двух шарнирно соединенных дугообразных рычагов-ручек, на концах которых имеются закаленные заточенные губки (рис. 108,а). Размеры острогубцев стандартизованы. Ширина режущих губок 26; 30; 36 и 40 мм, длина 125; 150; 175 и 200 мм.
Рис. 108. Резка металла:
а — острогубцами (кусачками), б — ручными ножницами: 1 — левый иож. 2 — заготовка, 3 — правый нож
Ножницы (ГОСТ 7210—54). Предназначены для разрезания листового металла, вырезания отверстий, изготовления деталей с криволинейными контурами и т. п. Ножницы разделяются на ручные и стуловые.
Ручные ножницы (рис. 108. б) применяются для разрезания листов из черного металла толщиной 0,5—1,0 мм и цветного металла толщиной до 1,5 мм. Их изготовляют из стали марок 65; 70; У7; У8. Боковые поверхности лезвий закалены до HRC 52—58, отшлифованы и остро заточены.
Ручные ножницы изготовляются с прямыми и кривыми режущими лезвиями. В зависимости от расположения режущих кромок лезвия различают правые и левые ножницы.
Длина ножниц (ГОСТ 7210—54) 200; 250; 320; 360 и 400 мм, а режущей части (от острых концов до шарнира) 55—65; 70—82; 90—105; 100—120; 110—130 мм. При разрезании на широкие полосы листовой материал закладывают между лезвиями ножниц и, нажимая всеми пальцами правой руки на ручки ножниц, а левой рукой отжимая часть листа, разрезают его.
Большое давление, которое испытывают лезвия ножниц при резании, требует особенно большого угла заострения. Его величина обычно составляет 65—85 °. Чем тверже металл, тем угол заострения лезвий Р ножниц больше: для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости 70—75° и для твердых 80—85 ° . Для уменьшения трения лезвий о разрезаемый металл им придается небольшой задний угол а от 1,5 до 3°.
Стуловые ножницы (рис. 109) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 5 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании.
Рис. 109. Резка металла стуловыми ножницами
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла, рекомендуется применять механические ножницы.
Рычажные ножницы (рис. 110) используются для разрезания листового металла толщиной 1,5—2,5 мм с пределом прочности 45—50 кГ/мм2 (сталь, дюралюминий и т. д.). Этими ножницами можно резать металл значительной длины.
Рис. 110. Резка металла рычажными ножницами:
1 — верхний нож, 2— нижний нож, 3 — прижимная планка, 4 — рычаг, 5 — упор, 6 — стол, 7 — противовес
Режущей частью ножниц являются два длинных ножа, верхний 1 имеет криволинейную, режущую кромку с углом заострения 75—85°. Противовес 7 не допускает самопроизвольное опускание верхнего ножа, а также обеспечивает равномерность нажима на разрезаемый металл.
Этими ножницами металл разрезают при помощи упора или по разметочным линиям. В первом случае разрезаемый металл прижимают к установленному на заданный размер упору 5, во втором случае на разрезаемом листе наносят разметочные линии и лист укладывают на стол 6 с прижимной планкой 3 так, чтобы линия реза совпадала с лезвием нижнего ножа 2. Прижав лист, сильным движением опускают рычаг 4 с ножом 1.
Ручная ножовка. Применяется для разрезания толстых листов полосового, круглого и профильного металла размером 60—70 мм в поперечнике. Ножовка (рис. 111, а) состоит из станка 1, ножовочного полотна 2 (режущая часть) и ручки 4. Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7.
Рис. 111. Ножовки:
а — жесткие, б — с раздвижной рамкой
Ножовочные рамки изготовляют либо цельными (для ножовочного полотна одной определенной длины), либо раздвижными (рис. 111, б), допускающими закрепление ножовочного полотна различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной углеродистой стали Р9, Х6ВФ, на одной стороне которой по всей длине нарезаны зубья.
Размер ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна длиной 250—300 мм, высотой 13 и 16 мм и толщиной 0,65 и 0,8 мм (ГОСТ 6645—59).
Каждый отдельный зуб ножовочного полотна имеет форму резца (клина). На зубе, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ (рис. 112 , а) . При резании стружка размещается между двумя соседними зубьями (в стружечном пространстве) до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага t зуба. В зависимости от разрезаемого материала задний угол α принимается 40—45°. Угол заострения должен обеспечить достаточную прочность зуба, чтобы преодолеть сопротивление материала резанию и при этом не сломаться. Обычно этот угол принимается равным 50°; при более твердых материалах величина угла несколько больше.
Рис. 112. Геометрия зуба ножевочного полотна
Передний угол у для зубьев ножовочного полотна обычно принимается от 0 до 10°. Производительность резания у ножовочных полотен с передним углом 0° ниже, чем у полотен с передним углом больше 0°.
Шаг ножовочного полотна выбирают в зависимости от разрезаемого материала. Для разрезания чугуна, мягкой стали, асбеста используют полотно с шагом 1,6 мм, для разрезания профильного стального проката, труб, цветных металлов — полотно с шагом 1,25 мм, для разрезания кабелей, тонкостенных труб, тонкого профильного проката берут полотно с шагом 1,0 мм, для разрезания листового железа, тонкостенных заготовок — полотно с шагом 0,8 мм. Чем больше шаг полотна, тем крупнее зубья, тем больше, следовательно, объем стружечного пространства.
Ручной ножовкой можно разрезать материалы размером до 60—70 мм в поперечном сечении. Чем толще разрезаемый материал, тем крупнее должны быть зубья ножовочного полотна. Чем больше шаг, тем крупнее зубья, а следовательно, тем больше объем стружечного пространства (рис. 112, б). Шаг зубьев для резки мягких и вязких металлов (медь, латунь) принимается равным 1 мм, чугуна и твердой стали— 1,5 мм, мягкой стали — 1,2 мм. Обычно для слесарных работ применяются полотна : шагом 1,5 мм.
Для того чтобы полотно не защемлялось в пропиле, зубья разводят. Применяют два способа разводки: по зубу и волнистая.
Разводка по зубу может выполняться тремя вариантами: разводка по каждому зубу (один зуб отгибается влево, следующий — вправо и т. д.), разводка через зуб (один зуб отгибают влево, второй не разводят, третий — вправо и т. д.), разводка двух смежных зубьев через один (один зуб отгибают влево, второй — вправо, третий не разводят и т. д.). Разводку по зубу применяют для полотен с шагом 1,25 и 1,6 мм.
При волнистой разводке ряду зубьев придают волнообразное положение с шагом, равным 8s (s — шаг ножовочного полотна), при этом полотно остается плоским. Высота разводки должна быть не более удвоенной высоты зуба. Этот способ разводки применяют для полотен с шагом 0,8 мм (допускается и для шага 1 мм).
Разводку у ножовочных полотен с крупным зyбом (шагом) выполняют по зубу — один зуб отгибают вправо, а другой — влево; 2—3 зуба отводят влево, 2—3 зуба — вправо. Такие полотна менее производительны и быстро изнашиваются. У ножовочных полотен со средним зубом разводку делают тоже по зубу, но один зуб отгибают влево, другой — вправо, а третий оставляют неразведенным.
Ножовочные полотна имеют условные обозначения на нерабочей части полотна. По ГОСТ 6645—59 ножовочные полотна с межцентровым расстоянием /, равным 300 мм, шириной полотна 13 мм и шагом зуба s 0,8 мм обозначают так: 13x300x0,8.
Электроинструменты для обработки дерева: обзор, особенности и советы по выбору
Деревообрабатывающий электроинструмент можно классифицировать по уровню и объему выполняемых работ:
- профессиональный;
- полупрофессиональные;
- любительские.
Несмотря на популярность полимеров и металла при строительстве ввиду их практичности, долговечности и удобству работы, дерево добавляет любой постройке чувство комфорта, уюта и душевного равновесия, именно поэтому многие строители любят работать с древесиной.
Среди деревообрабатывающих инструментов есть ручные, электрические, а также «тяжелая артиллерия» — станки. В этой статье мы уделим внимание переносным электроинструментам для обработки древесины.
Сейчас уже для каждой операции по работе с деревом существует свой ручной электроинструмент, рассмотрим их подробнее.
Электролобзик
Подойдет для распила материалов небольшой толщины, однако основной функционал электрического лобзика – это фигурное выпиливание. Тонкое и узкое полотно придает гибкости и маневренности этому ручному электрическому инструменту, позволяя задавать нужное направление линии реза.
При выборе лобзика обратите внимание на наличие маятникого хода – это увеличивает его эффективность и повысит скорость работы. Но использовать этот режим нужно только при пилении «по прямой», иначе возрастает риск повреждения обрабатываемой поверхности.
В качестве расходки к электролобзикам прилагаются всевозможные пильные полотна, благодаря которых можно выбрать оптимальную точность и чистоту пропила, а также добиться максимальной скорости работы.
Электролобзик немного уступает ручному варианту себя – в ручном минимальный радиус изгиба линии реза меньше, что позволяет выполнять более точные работы.
В целом, работа электролобзиком – занятие для терпеливых и требует большой выдержки, аккуратности и кропотливости.
Что нужно знать при выборе
- Чем тверже материал – тем ниже обороты;
- Для ускорения используйте маятниковый ход (для мягких материалов);
- Для «фигурной резки» и чистому пропилу жестких материалов маятниковый ход не нужен;
- Чем выше обороты, тем чаще необходимо делать перерывы для «отдыха» инструмента.
Электрическая дисковая пила
Ее также называют циркулярной пилой, в простонародье – циркулярка. Основная задача электропилы – прямолинейный распил древесины. Например, если требуется «распустить» доску вдоль на две части.
Установкой нужного диска достигается необходимая глубина пропила. А модификация пилы с погружным механизмом позволит начать распил не с края изделия, а с середины. Также предусмотрет наклон пильного диска.
Электропила не справится с фигурным резом, зато может похвастать мощностью и скоростью.
Что нужно знать при выборе
- Для больших объемов работ выбирайте модель с большей мощностью: сэкономит массу времени;
- Обратите внимание на характеристику максимальной глубины резания;
- Дополнительные «фишки», такие как регулятор оборотов, плавнй пуск и защита от перегрева сделют работу более комфортной;
- Подберите наиболее подходящий пильный диск для обработки дерева определенной жесткости.
Ленточная шлифмашина
Этот тип шлифмашинок применяется для чернового шлифования. Используется для грубых поверхностей, либо для съема краски, позволяет снять довольно толстый слой древесины. После ленточной необходимо обработать поверхность орбиталкой или эксцентриковой шлифмашиной для более точной обработки.
Что нужно знать при выборе
- Шлифование – процесс нудный и муторный, причем часто в неудобной позе. Более мощный аппарат немного сократит мучения;
- Но не переусердствуйте: неумелые руки легко проделают в дереве вмятины, для исправления которых придется затратить немалое время;
Плоскошлифовальная шлифмашина
Еще ее называют вибрационной.
Используется для финишной обработки дерева, после того, как по нему прошлась ленточная. Также используется для полировки.
Что нужно знать при выборе
- Параметр «амплитуда движения» отвечает за скорость работы, но при ее большом показателе результат работы потеряет в ювелирности;
- Возможность регулирования частоты колебаний позволит подобрать нужный режим под любой тип поверхности;
Эксцентриковая шлифмашина
Также известна как орбитальная.
Для чистовой обработки и полирования, очень удобна, когда имеем дело с изгонутыми изделями.
Принцип выбора аналогичен выбору плоскошлифовальной машинки,
Что нужно знать при выборе
Процесс шлифования – одна из тех деревообрабатывающих операций, занимающих продолжительное время, поэтому запаситесь терпением, а также защитной маской, ведь пыли будет очень много.
Электрорубанок
Основная задача – строгать. Также можно использовать для подгонки досок и обтески.
Что нужно знать при выборе
Электроножовка
Также известна как сабельная пила, а в простонародье именуемая «пила-аллигатор»
По принципу работы полностью повторяет классическую ручную ножовку, только возвратно-поступательное движение придается за счет электрической энергии, а не вашей руки.
В отличие от циркулярки сабельная пила работает грязнее, медленнее и грубее, но с ней безопаснее работать. Однако есть у аллигатора и преимущества: глубина пропила, которая ограничивается только длиной пильного полотна (а они сменные, так что в магазине всегда можно найти расходку под любую задачу), и возможность работать в труднодоступных местах.
Что нужно знать при выборе
- Параметр регулировки скорости хода полотна позволит выбрать оптимальный режим исходя из жесткости древесины;
- Чем выше мощность, тем быстрее вы разделаетесь с поставленной задачей;
- Чем длиннее полотно, тем на более толстую толщину доски можно замахнуться.
Как видно из названия, нужен для фрезировки, а именно снятия фасок, выборки четверти и резки пазов и шлицов.
На что обратить внимание
Весь собранный здесь инструмент чаще всего подойдет не только для деревообрабатывающих операций, но и для работы с другими материалами: пластик, металл, фанера. Нужно только подобрать подходящую расходку.